常用金属表面处理要求
金属表面处理国家标准
金属表面处理国家标准金属表面处理是指对金属材料表面进行清洁、除锈、防锈、涂装等一系列工艺处理,以提高金属材料的表面质量和使用寿命。
金属表面处理国家标准是对金属表面处理工艺、技术要求和检测方法进行规范,是保证金属制品质量的重要依据。
本文将对金属表面处理国家标准进行介绍,以便于各行业了解和遵守相关标准。
首先,金属表面处理国家标准主要包括对金属表面处理工艺的规范和要求。
例如,对于金属表面清洁处理,国家标准规定了清洁剂的种类、使用方法、清洗温度和时间等技术要求,以确保金属表面清洁度达到标准要求。
对于金属表面除锈处理,国家标准规定了除锈方法、除锈剂的选择和使用、除锈后的处理等要求,以确保金属表面除锈效果符合标准。
此外,国家标准还对金属表面防锈、涂装等工艺进行了详细规范,确保金属制品的表面质量达到国家标准要求。
其次,金属表面处理国家标准还包括对金属表面处理技术的要求。
国家标准规定了金属表面处理工艺的技术参数、操作要求、设备要求等内容,以确保金属表面处理工艺稳定可靠、操作简便、效果良好。
例如,国家标准对金属表面清洁处理的技术参数进行了详细规定,包括清洁剂的浓度、温度、清洗时间等要求,以确保清洁效果和操作安全。
对于金属表面涂装工艺,国家标准规定了涂料的选择、喷涂厚度、固化温度等技术要求,以确保涂装效果符合标准要求。
最后,金属表面处理国家标准还包括对金属表面处理质量的检测方法和要求。
国家标准规定了金属表面处理质量的检测方法和指标,以确保金属表面处理质量可控可测。
例如,国家标准对金属表面清洁度的检测方法进行了规范,包括视觉检测、化学试剂检测、仪器检测等内容,以确保清洁度达到标准要求。
对于金属表面涂装质量的检测,国家标准规定了涂膜厚度、硬度、附着力等指标的检测方法和要求,以确保涂装质量符合标准要求。
综上所述,金属表面处理国家标准是对金属表面处理工艺、技术要求和检测方法进行规范的重要依据,对于保证金属制品质量具有重要意义。
镀镍处理要求

镀镍处理要求镀镍是一种常见的表面处理方法,用于在金属表面形成一层镍覆盖层。
该处理方法具有增加材料硬度、抗腐蚀性和耐磨损性的优势。
以下是镀镍处理的一些要求:1. 表面准备:在进行镀镍处理之前,需要对金属表面进行充分的清洁和准备。
这可以通过去除油脂、污垢和氧化物来实现。
常用的方法包括溶剂洗涤、机械研磨和酸洗。
表面的准备将直接影响到镀层的附着力和质量。
2. 镀液选择:不同的应用和材料需要不同的镀液。
镀液是含有镍盐和辅助外加剂的溶液,可通过电化学反应沉积金属镍在金属表面。
选择正确的镀液是确保获得所需镀层特性的关键。
3. 镀层厚度:镀层的厚度是根据所需的最终性能而确定的。
在一些情况下,只需要薄薄的一层镍来提供额外的保护。
而在其他情况下,需要更厚的镀层来增加耐磨损性。
厚度的选择应根据具体应用来决定。
4. 镀液温度和pH值:镀液的温度和pH值对镀层质量有直接影响。
一般来说,较高的温度可以提高沉积速率和镀液尺寸稳定性。
而适当的pH值可以确保均匀的镀层。
5. 镀液搅拌:良好的液体搅拌可以帮助实现均匀的镀层。
搅拌可确保镀液中的金属离子和辅助添加剂均匀分布,并防止在镀制过程中产生均匀性问题。
6. 电流密度:镀层的电流密度是通过调整电流和表面积来控制的。
正确的电流密度可以确保获得均匀和致密的镀层。
这是通过控制金属沉积速率来实现的。
总之,镀镍处理要求对于获得高质量的镀层至关重要。
通过适当的表面准备、选择合适的镀液、控制镀层厚度、调整镀液温度和pH值、良好的搅拌以及正确的电流密度,可以确保获得理想的镀层特性和性能。
金属表面处理标准说明及各种标准比较

金属表面处理标准说明及各种标准比较编写:审核:1.金属的表面处理标准GB8923-88 中国国家标准ISO8501-1:1988 国际标准化组织标准SIS055900-1967 瑞典标准SSPC-SP2,3,5,6,7和10 美国钢结构涂装协会表面处理标准 BS4232 英国标准DIN55928 德国标准JSRA SPSS 日本造船研究协会标准2.各种金属表面处理标准说明2.1 金属表面处理中影响最大的标准是瑞典标准SIS 05 5900 1967,该标准最早由瑞典腐蚀研究所、美国测试和材料协会(ASTM)和钢结构涂装协会(SSPC)联合制定。
其它国家的标准,比如德国DIN 55928、丹麦DS 2019 等都是在此基础上建立起来的。
瑞典标准现在已经与国际标准ISO 8501-1:1988合并且由后者取代。
2.2 ISO8501则是现在普遍采用的国际标准。
美国由于科技力量的强大,SSPC/NACE是他们使用的主要标准而不使用ISO国际标准,并且随着NACE 在全球推广涂装检查培训认证,以及很多钢结构设计机构也使用这一标准,因此在中国也经常会遇到并使用SSPC/NACE标准。
2.3 中国的国家标准GB8923等效采用于ISO8501-1:1988。
3.国标GB8923-88 的除锈等级3.1 喷射或抛射除锈以字母“Sa”表示。
本标准订有四个除锈等级:3.1.1 Sa1 轻度的喷射或抛射除锈钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮,铁锈和油漆涂层等附着物。
Sa2 彻底的喷射或抛射除锈钢材表面应无可见的油脂和污垢,并且氧化皮,铁锈和油漆涂层等附着物已基本清除,其残留物应该是附着牢固的。
3.1.2 Sa2.5 非常彻底的喷射或抛射除锈钢材表面应无可见的油脂,污垢,氧化皮,铁锈和油漆涂层等附着物,任何残留的痕迹应仅是点状或条纹状的轻微色斑。
3.1.3 Sa3 钢材表面外观洁净的喷射或抛射除锈钢材表面应无可见的油脂,污垢,氧化皮,铁锈和油漆涂层等附着物,该表面应显示均匀的金属色泽。
常用金属零件表面处理工艺

常用金属零件表面处理工艺
常用金属零件表面处理工艺主要包括以下几种:
1. 镀层:通过在金属表面镀上一层其它金属或合金来改善其表面性能,如防腐蚀、增加硬度等。
常见的镀层有镀镍、镀铬、镀锌、镀铜等。
2. 防锈处理:通过在金属表面涂刷或浸渍一层防锈剂,形成一层保护膜,来防止金属腐蚀。
常见的防锈处理方法有热镀锌、热浸塑、电镀等。
3. 喷涂:通过将一种涂料喷涂在金属表面,形成一层保护膜来改善其表面性能。
常见的喷涂方法有喷漆、喷粉、喷塑等。
4. 抛光:通过机械抛光或化学抛光的方法,将金属表面的粗糙度降低,提高光洁度和光亮度。
5. 氧化处理:通过在金属表面形成一层氧化膜,来增加氧化膜的厚度,加强金属的耐腐蚀性能。
常见的氧化处理方法有阳极氧化、磷化处理等。
6. 喷砂处理:通过高速喷射硅砂或其它颗粒物料,打磨金属表面,形成一层均匀的粗糙度,提高金属的附着力和表面硬度。
7. 热处理:通过加热金属至一定温度,保持一段时间,然后冷却,来改变金属的组织结构和性能。
常见的热处理方法有退火、淬火、回火等。
这些表面处理工艺根据金属零件的具体要求选择使用,常常通过多种工艺的组合来完成。
金属表面处理操作规程

金属表面处理操作规程金属表面处理是一种常见的工艺,旨在增强金属材料的耐腐蚀性、耐磨损性和粘附性,从而提高其使用寿命和性能。
下面是金属表面处理操作规程的一般步骤和注意事项,供参考。
一、表面清洁处理1. 在进行任何金属表面处理之前,首先要对金属表面进行彻底的清洁。
可以使用热水和洗涤剂进行清洗,也可以使用化学清洗剂进行清洗。
2. 清洁时要注意避免使用过多的清洗剂,以免对环境造成污染。
3. 清洁完毕后,应该用清水彻底冲洗干净金属表面,并确保金属表面完全干燥。
二、除锈处理1. 如果金属表面有锈蚀情况,需要进行除锈处理。
可以使用机械除锈(如打磨、切削等)或化学除锈(如酸洗)的方法进行除锈。
2. 在进行除锈处理时,需要采取安全措施,如佩戴防护眼镜、手套和口罩,以防化学溅入眼睛、皮肤或呼吸道。
三、酸洗处理1. 酸洗是常用的金属表面处理方法之一,可以去除金属表面的氧化物和其他不良物质。
2. 在进行酸洗处理时,应该选择适合的酸洗液,并按照使用说明正确配制酸液的浓度。
3. 在酸洗处理之前,应该将金属表面彻底清洁,并确保金属表面没有油脂、污垢等杂质。
4. 酸洗处理时,需要注意酸液的浓度和温度,以免对金属材料造成腐蚀和变形。
四、电镀处理1. 电镀是一种在金属表面上镀上一层金属或合金的方法,以增加金属的耐腐蚀性和美观性。
2. 在进行电镀处理之前,需要将金属表面进行清洁和除锈处理,并确保金属表面平整和光滑。
3. 在进行电镀处理时,应该选择适合的电镀液,并按照使用说明正确配制电镀液的浓度和温度。
4. 在电镀处理时,需要注意电流密度和镀层的厚度,以获得理想的镀层质量。
五、涂装处理1. 涂装是一种在金属表面上涂上一层涂料或烤漆的方法,以增加金属的耐腐蚀性、耐磨损性和美观性。
2. 在进行涂装处理之前,需要将金属表面进行清洁和除锈处理,并确保金属表面平整和光滑。
3. 在进行涂装处理时,应该选择适合的涂料或烤漆,并按照使用说明正确涂装和烘烤。
钣金件烤漆颜色及常用金属件表面处理填写规范
无
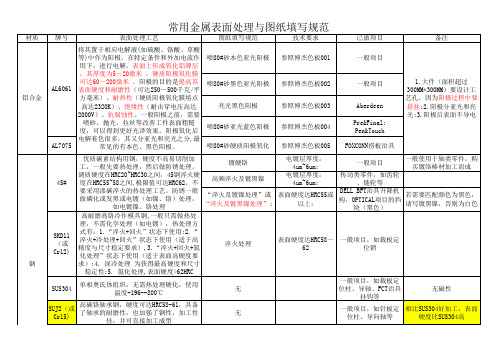
一般项目,如针板定 相比SUS304好加工,表面 位柱、导向轴等 硬度比SUS304高
铜
高速钢是一种具有高硬度、高耐磨性和高 耐热性的工具钢,又称高速工具钢或锋 钢,必须经过淬火、回火等热处理工艺。 W18Cr4V 一般高速钢的氮化不宜出现3相,否则将出 使渗层变脆,根据以上规律,高速钢应进 行低温短时渗氮。 表示平均含铜量为62%的普通黄铜,有良好 的力学性能,热态下塑性好,冷态下塑性 H62 也可以,切削性好,易钎焊和焊接,耐 蚀,机械加工后无需再做热处理及化学处
氮化处理表面硬度62hrc表面硬度达hrc5862单相奥氏体组织无需热处理硬化使用温度196800一般项目如载板定位柱导轴fct治具挂钩等suj2或cr15高碳铬轴承钢硬度可达hrc5861具备了轴承的耐磨性也加强了钢性加工性佳并可直接加工成一般项目如针板定位柱导向轴等相比sus304好加工表面硬度比sus304高高速钢是一种具有高硬度高耐磨性和高耐热性的工具钢又称高速工具钢或锋钢必须经过淬火回火等热处理工艺
喷80#砂黑色亚光阳极 亮光黑色阳极 喷80#砂亚光蓝色阳极 喷80#砂硬质阳极氧化
参照博杰色板002 参照博杰色板003 参照博杰色板004 参照博杰色板005
一般项目 Aberdeen Pre&Final; Pen&Touch FOXCONN捞板治具 一般项目
铝合金
1.大件(面积超过 300MM*300MM)要设计工 艺孔,因为阳极过程中要 悬挂;2.阳极分亚光和亮 光;3.阳极后表面不导电
45#
SKD11 (或 Cr12) 钢
优质碳素结构用钢,硬度不高易切削加 电镀层厚度: 镀硬铬 工,一般先要热处理,然后做防锈处理。 4um~6um; 调质硬度在HRC20~HRC30之间,45钢淬火硬 电镀层厚度: 高频淬火及镀黑镍 度在HRC55~58之间,极限值可达HRC62,不 4um~6um; 要采用渗碳淬火的热处理工艺。防锈一般 “淬火及镀镍处理”或 表面硬度达HRC55或 做磷化或发黑或电镀(如镍、铬)处理, “淬火及镀黑镍处理”; 以上; 如电镀镍、铬处理 高耐磨髙铬冷作模具钢,一般只需做热处 理,不需化学处理(如电镀),热处理方 式有:1.“淬火+回火”状态下使用;2.“ 淬火+冷处理+回火”状态下使用(适于高 表面硬度达HRC58~ 淬火处理 精度与尺寸稳定要求),3.“淬火+回火+氮 62 化处理”状态下使用(适于表面高硬度要 求);4. 深冷处理 为获得最高硬度和尺寸 稳定性;5. 氮化处理,表面硬度>62HRC 单相奥氏体组织,无需热处理硬化,使用 温度-196--800℃ 无
金属表面处理检验的要求规范
金属表面处理检验规范1适用范围本规范适用于品质部门对电镀、氧化、化学处理、喷塑、喷漆、喷砂、拉丝等金属表面处理一般检验。
2术语和定义2.1 A级表面:在使用过程中总能被客户看见的部分(如:面壳的正面和顶面,后壳的顶面,手柄,透镜,按键及键盘正面,探头整个表面等)。
2.2 B级表面:在使用过程中常常被客户看见的部分(如:面壳的左右侧面,底壳或后壳的左右侧面及背面等)。
这些表面允许有轻微不良,但是不致引起挑剔客户不购买产品。
2.3 C级表面:在使用过程中很少被客户注意到的表面部分(如:面壳的底面,底壳或后壳的底面,内部零件表面)。
此表面的外观缺陷应合理而且不至于给客户觉得该产品质量不佳。
2.4 金属表面:包括电镀、氧化、钝化等表现为金属质感的表面,非喷涂表面。
2.5 基材花斑:电抛光、电镀或氧化前因基体材料腐蚀、或者材料中的杂质、材料微孔等原因所造成的、与周围材质表面不同光泽或粗糙度的斑块状花纹外观。
2.6 抛光区:对基材上的腐蚀、划伤、焊接区、铆接区等部位进行机械打磨抛光后表现出的局部高光泽、光亮区域。
2.7 浅划痕:镀(膜/塑/漆)层表面划伤,但未伤及底层(即底层未暴露);对其它无镀(膜/塑/漆)层表面则为:目测不明显、手指甲触摸无凹凸感、未伤及材料本体的伤痕。
数控冲床加工中机床台面对板材的摩擦产生的轻微痕迹属于此类划痕。
2.8 凹痕:由于基体材料缺陷,或在加工过程中操作不当等原因而在材料表面留下的小坑状痕迹。
2.9凹凸痕:因基材受撞击或校形不良等而呈现出的明显变形、凹凸不平的现象,手摸时有不平感觉。
2.10 烧伤:拉丝、电抛光、电镀处理时因操作不当、造成零件表面过热而留下的烧蚀痕迹。
2.11 水印:电镀、氧化或电抛光后因清洗水未及时干燥或干燥不彻底所形成的斑纹、印迹。
2.12 露白:镀锌钝化膜因磨擦而被去除、露出新层,或因缝隙截留溶液导致的无钝化膜现象,呈现为区别于周围颜色的白色。
2.13 修补:因膜层损伤而用涂料所作的局部遮盖。
金属表面处理标准
金属表面处理标准金属表面处理是一种通过改变金属表面的物理、化学性质,以提高其耐腐蚀性、机械性能、外观和其他特性的工艺。
标准化的金属表面处理有助于确保产品质量、提高工业生产效率,并满足各种应用领域的需求。
以下是关于金属表面处理标准的一些主要方面,包括涂层、清洗、镀层和防腐措施等。
1、表面清洗标准:目的:清洗是金属表面处理的首要步骤,旨在去除油脂、污垢、氧化物等不良物质,为后续处理提供清洁的表面。
标准:根据不同金属和应用领域的需求,清洗标准可能包括溶剂清洗、酸洗、碱洗等具体的清洗工艺和条件。
2、防腐涂层标准:目的:防腐涂层用于保护金属表面免受大气、水分、化学品等腐蚀因素的侵蚀。
标准:根据环境条件和要求,涂层标准可能包括涂层材料的选择、涂层厚度、附着力、耐腐蚀性能等方面的规定。
3、阳极氧化标准:目的:阳极氧化是一种常用的表面处理方法,通过电化学反应在金属表面形成氧化膜,提高其耐腐蚀性和硬度。
标准:包括氧化膜的颜色、厚度、密度等要求,以及操作条件和检测方法等。
4、镀层标准:目的:镀层可以改变金属表面的外观、耐腐蚀性、导电性等性质,常见的镀层包括镀铬、镀镍、镀锌等。
标准:包括镀层的成分、厚度、均匀性、附着力等方面的要求,确保镀层质量符合标准。
5、喷涂涂层标准:目的:喷涂是一种常见的涂层方法,用于在金属表面形成保护性的、美观的涂层。
标准:包括喷涂材料的选择、涂层厚度、涂层外观、耐腐蚀性等方面的规定。
6、钝化标准:目的:钝化是通过在金属表面形成一层氧化物膜来提高其耐腐蚀性的处理方法。
标准:包括钝化工艺、膜的性质、厚度等方面的规定。
7、金属表面检测标准:目的:通过检测确保金属表面处理的质量符合标准要求。
标准:包括各种检测方法,如膜厚测量、附着力测试、耐腐蚀性能检测等。
8、环保标准:目的:考虑到环保要求,金属表面处理标准可能包括对涂料、溶剂、废水等的环保规定。
标准:鼓励使用环保材料和工艺,降低环境污染。
结束语:综合而言,金属表面处理标准涉及到多个方面,从清洗到涂层,从防腐到检测,都需要符合一系列明确的标准。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
16
盐雾试验方法同GMW3044,每批至少取3件测试 循环腐蚀试验按GMW14872,仅批准时做此试验 Type A: EXT All, 4 s, Method SH/SM/SL, Exposure D. Type B: EXT All, 4 s, Method SH/SM/SL, Exposure C. Type C: UH All, 4 s, Method SH/SM, Exposure B 阴极保护试验 宽度0.5mm的划痕,划至基材,96h盐雾后,无红锈 涂层附着力试验,96h/40 ℃ ,100%湿度后,百格试验,大于99% 由于螺纹紧固件时,摩擦系数在0.13±0.03,批量监控要求平均 值±3σ落在0.10-0.16区间内
14
GMW3359-07
非电解富锌涂料 涂料中富含锌片、铝片 前处理可以使用脱脂水洗、抛丸或溶剂清洗 涂覆可以用浸涂、也可以用喷涂方式 颜色可以通过加不同的面涂实现,同时面涂可以调节摩擦系数 此工艺过程不产生氢,不会有氢脆问题(前处理使用酸洗除外) 这种涂层渗透性好,有少量吸氢可在涂料烘烤过程中析出 防腐性能可与镀锌镍合金相当,生产过程环保。
15
GMW3359分为三个等级 Type A 12μ,240h/白锈不超过5%,720h/无红锈 Type B 12μ,144h/白锈不超过5% ,480h/无红锈 Type C 8μ,72h/白锈不超过5% ,240h/无红锈 螺栓头部最大厚度不超过25μ 每批至少抽10件检查厚度 如图纸无特别标注,缺省定义为Type B
13
盐雾试验、附着力试验、去氢要求、氢脆检查要求同GMW3044 循环腐蚀试验GMW14872 Type A EXT All, 4s, Method SH/SM/SL, Exposure D 红锈不超过10%,白锈不超过50% Type B UB All, 4s, Method SH/SM, Exposure D 无红锈,白锈不超过50% 带尾标G,要求摩擦系数,要求同GMW3044
17
谢 谢!
准按零件在整车的位置分为underhood和underbody Underhood表示发动机舱下部零件 Underbody表示车身下部零件 防腐试验要求不同: Underhood:循环腐蚀和腐蚀扩散评价 将零件按GMW15282划线后,按GMW14872 exposure B进行循 环腐蚀试验,评价腐蚀扩散,裸板和铸件基材小于6mm,其它基 材小于3mm underbody:碎石冲击和循环腐蚀 将零件按GMW14700,方法C进行碎石冲击,然后按GMW14872 exposure A进行循环腐蚀试验,按GMW15357进行评价,要求8以 上
3
注意图纸要求标注方法: 如“GMW14671 – A-U/B ”表示涂装类型为电泳,试验要求按 underbody 零件 如图纸未标注U/B或U/H,则零件要求按实际装车位置
4
试验要求 1.划格试验,评分1或0 1.1供货状态 1.2 潮湿试验后(144h/40 ℃ /100%) 2.腐蚀试验 2.1 循环腐蚀按GMW14872 2.2 盐雾试验按GMW3286,336h,划线腐蚀扩散小于3mm,边缘 锈蚀不超过总长度的20%; 对镀锌板、锌合金板基材,不划线,240h,边缘白锈不超过总长 20%,红锈不超过5%,边缘腐蚀扩散宽度不超过8mm和零件宽 度的1/3
7
8
盐雾试验 必须在电镀后至少24h进行,如标注H,试验前须经1h/150 ℃处理 对紧固件,装配后外露面须被暴露在盐雾中,如螺栓摆放如图
9
镀层附着力试验 30min/220 ℃处理后,立即放入室温的水中,镀层没有起泡、裂纹 防氢脆处理 对表面硬度大于35HRC(HV332)或芯部硬度大于32HRC(HV306)的零 件,必须去氢 去氢处理按SAE/USCAR-5 硬度大于HV353(HRC37.2)时,4h/200 ℃去氢 硬度大于HV390(HRC40.8)时,8h/200 ℃去氢 热处理后,经过低于200回火的,8h/110去氢 注意:1.去氢在电镀后1h内进行,此过程在钝化之前; 2.去氢过程,烘炉不能开门再放入零件,去氢时间为零件温度 达到去氢温度开始计时
5
3.潮湿试验 144h/40 ℃ /100%,按GMW14729,外观无变化 4.碎石冲击 5.固化 6.耐机油、燃油、电瓶液、耐磨
6
GMW3044-05
镀锌要求 用于钣金件、铸件和紧固件,生产方式:挂镀或滚镀 注意图纸的标注要求 U表示不需钝化 K表示本色 B表示黑色 第一个数字是镀层最小厚度 字母后第一个数字表示出现红锈的盐雾试验时间 字母后第二个数字表示出现白锈的盐雾试验时间
10
氢脆检查按SAE/USCAR-7 方法:对螺栓 选取五件,测试断裂扭矩,计算平均断裂扭矩; 去氢过程,每一炉抽取一定数量的零件按80%断裂扭矩紧固在对 应工装,24h后,重新紧固至80%断裂扭矩,再经24h后,再次紧 固至80%断裂扭矩,然后卸载,检查零件是否有裂纹等破坏; 只要有一个零件试验失效,整炉报废,不得返工。
常用金属零件表面处理要求
------Zhang Chunping
1
GMW14671-09
底盘零件的涂装要求 分为A、B、C、D、E、F、G七种类型 A 表示电泳涂装,膜厚在16-22μ B 表示电泳涂装,膜厚在23-35μ C 表示浸涂涂装,膜厚大于35μ D 表示粉末涂装,膜厚大于40μ E 表示可选用A、B、C、D中的任何一种 F 表示膜厚在图纸上或材料标准中指定 G 表示喷涂溶剂型或水溶型的漆,膜厚大于40μ 注意图纸标注方法,如“GMW14671-A”表示选用A 类型
11
摩擦系数要求: 带尾标T、G要求摩擦系数在0.13±0.03,批量监控要求平均值 ±3σ落在0.10-0.16区间内
12
GMW4700-08
电镀锌合金,常用为锌镍合金(Zn-Ni) 生产方式为挂镀或滚镀 Type A 5.0-15.0% Ni含量,480h红锈 Type B 10.0-17.0%Ni含量,240h白锈,1000h红锈 厚度要求大于8μ,但一般不超过15μ 要求每批抽取至少10件监控厚度 注意高电流区域容易造成厚度和镍含量增高