影响瓶级聚酯切片质量及后续加工因素分析
影响PET瓶级切片质量的重要因素分析
影响PET瓶级切片质量的重要因素分析仪化股份公司涤纶一厂仝凤芹摘要本文从不同生产线、基础切片和工艺条件三个方面分析了影响PET瓶级切片性能的因素。
通过优化工艺参数和调整基础切片的配方来满足市场要求,为提高瓶级切片的质量做了进一步的探讨。
关键词:SSP;PET;聚酯;瓶级切片0 前言PET,是当今应用最为广泛的饮料包装材料。
由于PET可以方便地通过快速冷却的方法得到基本处于非晶态、高透明、易拉伸的PET制品,所以作为包装材料时PET既可制成双向拉伸包装膜,又可由非晶态瓶坯得到高强度、高透明的拉伸吹塑瓶,还可以直接挤出或吹塑成非拉伸PET 瓶源中空容器。
PET中空容器尤其是拉伸吹塑瓶,充分发挥了PET性能,对内容物有良好的展示效果,性能和成本与其他中空容器相抗衡。
因此PET作包装材料时基本上都是采用拉伸吹塑成型的,其中应用最多的是几十毫升到2升的小型瓶,也有容量30升的大瓶。
自上个世纪80年代初期,由于它质量轻,成形容易,价格低廉易于大规模生产,自问世后便以不可阻挡的势头迅猛发展。
短短20年左右的时间便发展成为全球最主要的饮料包装形式。
它不仅广泛用于碳酸饮料、瓶装水、调味品、化妆品、白酒、干果糖果等产品的包装,而且经过特殊处理的热灌装瓶还可用于果汁和茶饮料的包装。
用最先进工艺处理的PET 啤酒瓶也正在进入市场,无菌灌装PET 瓶也在紧锣密鼓地发展。
可以说,技术进步正为PET 瓶不断拓展着应用领域,它不仅继续扩充在饮用水和碳酸饮料等方面的传统市场,而且正在向啤酒等玻璃和铝罐包装的最后阵地发起冲击。
1 连续固相缩聚生产线基本情况和反应原理仪化公司有两套连续式固相缩聚生产线,一套是SINCO的(简称10R 线),一套是BUHLER的(简称S2线) ,这两套装置的设备及工艺流程如下所述。
1.1 10R线主要设备包括预结晶器、结晶器、反应器、冷却器。
另外还有一套氮气净化系统(NPU,SINCO的专利) 以除去氮气系统的水分、碳氢化合物以及一些小分子副产物,保证氮气的纯度,并且补加少量的纯氮,氮气循环使用以降低其消耗。
瓶级PET切片的研究及分析
与纤维 级 P E T切 片相 比 , 最 大 的 区别 是 在切 片
生 产过 程 中添加 I P A。 因为 P E T属 于半结 晶性 聚合
物, 加入 I P A 目的是 可 以破坏其 大分 子结 构规 整性 , 提 高瓶 坯 的透 明度 , 降低熔 点 , 以利 于后加 工生产 。
第2 6卷第 1 期
2 01 3 - 01
聚 酯 工 业
P o l y e s t e r I n d u s t r y
V0 1 . 2 6 No . 1
J a n . 2 0 1 3
d o i : 1 0 . 3 9 6 9 / j . i s s n . 1 0 0 8 — 8 2 6 1 . 2 0 1 3 . 0 1 . 0 O 4
工艺 过程 分 为 4个 部 分 : 预结晶、 结晶、 固相 缩
聚、 冷却 。在预结晶和结晶部分热载体采用 的是
空气 , 固相 缩 聚部分 采 用 的是 氮 气 , 这 样可 以节 省氮
应和降解反应的进行 , 从而保证 了最终产品的品质。
S S P链 增 长 反 应 过程 主要 分 为 2个 化 学 反 应 : 一 是
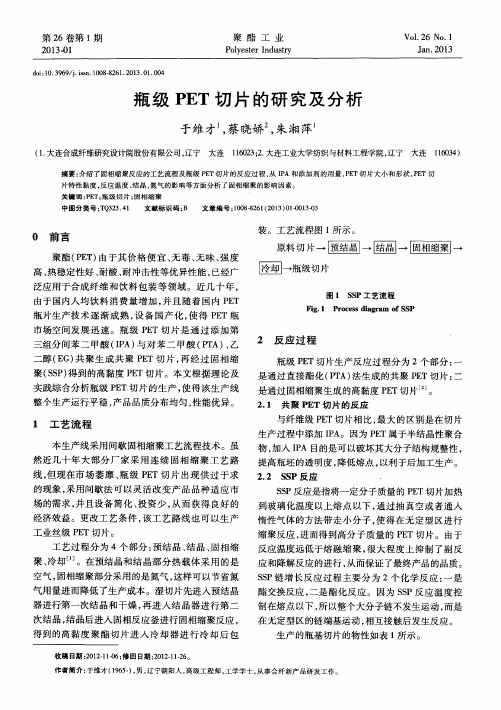
2 反 应 过 程
瓶级 P E T切 片生 产反 应 过 程分 为 2个部 分 : 一
是 通过 直 接酯 化 ( F F A) 法 生 成 的共 聚 P E T切 片 ; 二
聚( S S P ) 得 到 的高黏 度 P E T切 片 。本文 根 据理 论 及 实践 综合 分析 瓶级 P E T切 片 的生 产 , 使 得该 生 产 线
瓶级 P E T切 片 的 研 究 及 分 析
聚酯瓶问题分析(二)
* 第 &0 卷第 ! 期 * !""+$"(
* 聚 酯 工 业 * 6789:;<:= >?@A;<=9
!" 关于乙醛值 ( 11 值)
* * 乙醛对聚酯瓶包装的水、 饮料、 某些食品等有不 良作用, 使之变味变质。例如: 用来包装用氯气的消 毒的饮用水, 因氯会与乙醛反应生成有一定毒性的 三氯乙醛, 致使饮用水有异臭气味。因此, 乙醛值是 瓶用聚酯树脂重要品质指标之一。 ! . #" 瓶用聚酯树脂品质指标中对乙醛值的要求 * * 对瓶用聚酯树脂乙醛值的要求包括 ! 个方面: 瓶用聚酯树脂切片要求乙醛的质量分数小 (& ) 于 & 2 &"
。
3)
注塑成瓶坯后, 瓶坯树脂中乙醛的质量分 (!) 数小于 + 2 &" , 甚至 ( 2 &"
3)
以下。
瓶用聚酯树脂生产厂生产的树脂, 其切片乙醛 值一般均可达到品质指标要求, 但瓶坯树脂中乙醛 含量则各生产厂各不相同, 要做到瓶坯乙醛的质量 分数小于 + 2 &"
3)
是不易的。
! . $" 乙醛产生的原因及在树脂中含量的变化 * * (&) 乙醛产生的原因 用热重—红外光谱联用分析研究表明, 乙醛是 聚酯树脂在高温下热氧化降解产生的, 而且证明热 氧化作用在 &’" 4 左右便能观测到它的发生。因 此, 乙醛产生的条件是高温和氧的存在。 (!) 乙醛产生的反应过程 形成乙醛的反应过程可参阅 《 聚酯化学・物理 %( 5 0! 页。从中可知: 乙醛不是一步反应 ・工艺》 便形成, 而是经形成过氧化物等中间产物, 即经多步 化学反应才形成的。 从切片到瓶坯, 乙醛在树脂中含量的变化 (( ) * * 大有光切片 ( 未增黏切片) 中乙醛的质量分数
瓶级聚酯切片国家标准
瓶级聚酯切片国家标准瓶级聚酯切片是一种常见的塑料制品,广泛应用于食品包装、饮料瓶、医药包装等领域。
为了保障瓶级聚酯切片的质量和安全性,国家对其制定了一系列的标准,以规范其生产和使用。
本文将对瓶级聚酯切片国家标准进行详细介绍。
首先,瓶级聚酯切片国家标准主要包括对原材料、生产工艺、产品质量、使用规范等方面的要求。
在原材料方面,标准对聚酯树脂的品种、牌号、外观、理化性能等进行了详细规定,以确保其符合生产要求。
在生产工艺方面,标准对瓶级聚酯切片的成型工艺、温度控制、模具设计等进行了规范,以确保产品的稳定性和一致性。
在产品质量方面,标准对瓶级聚酯切片的外观质量、尺寸偏差、物理性能、化学性能等进行了详细的检验和测试方法,以确保产品符合相关的质量标准。
在使用规范方面,标准对瓶级聚酯切片的包装、运输、储存等进行了规定,以确保产品在使用过程中的安全性和稳定性。
其次,瓶级聚酯切片国家标准的制定是为了保障产品质量和安全性,促进行业的健康发展。
通过严格的标准要求,可以有效地规范生产企业的生产行为,提高产品的质量和稳定性,降低产品的质量风险。
同时,标准的制定也可以促进行业的技术进步和产品创新,推动行业向高端化、智能化方向发展,提升行业的竞争力和影响力。
此外,标准的制定还可以促进国内外产品的质量和技术水平的交流与合作,推动国际标准的制定和认可,提升我国在国际市场的话语权和竞争力。
最后,瓶级聚酯切片国家标准的实施需要相关部门和企业的共同努力。
相关部门应加强对标准的宣传和推广,加强对企业的监督和指导,确保标准的有效实施。
企业应加强对标准的学习和理解,提高产品质量和技术水平,积极参与国家标准的修订和制定,为行业的健康发展做出贡献。
总之,瓶级聚酯切片国家标准的制定和实施对于保障产品质量和安全性,促进行业的健康发展具有重要的意义。
希望相关部门和企业能够共同努力,严格执行标准要求,推动行业向着更加规范化、高品质化的方向发展。
聚酯纤维生产技术—聚酯切片的生产与质量控制

二、铸带和切粒
切带片 (单辊式)
按刀片 形式
切多根带条 (双辊刀式)
干切
按介质
水切
• 1.铸带头: • (1)长条形缝隙式铸带头:薄片
• (2)多孔型铸带头:圆形长条
• (1)单辊刀式干切:
• 圆柱体条带→冷却固化→吹除表面水分→切 成规格为Ф3mm× 3mm的切片
• (2)双辊刀式干切:
⑤ 端羧基含量 端羧基含量高,说明分子量分布宽,可纺性差。要求端羧 基含量小于30mmol/106mg。
⑥ TiO2含量 TiO2的加入目的是使纤维消光,一般加入量为0.3~0.5%
(半消光纤维)。 ⑦ 灰分
指切片中除TiO2以外的无机物金属盐。若含量高,可纺性差, 故一般要求低于 0.1%。 ⑧ 铁质 含量高,会使纤维发黄,色泽变差,故要求含量<3PPm。
• 六大指标:特性粘度、熔点、灰分、DEG含量、羧基含量、凝聚粒子; • 长丝比短丝要求高 • 表纤维级PET切片的主要质量指标(GB/T14189-93)
与可纺性有关的其他要求
01 切片外观 要光滑整 洁,粉末 要少
02 不含发黄
的夹心粒
子和炭黑
粒子
03 切片的色 泽均匀
04 批与批之 间切片六 大指标差 异要小
聚酯切片的生产与质量控制
CONTENT
04
聚酯切片的质量控制
03
消光切片的生产
02
有色切片的生产
01
常规切片的生产
常规切片的生产
Lorem ipsum dolor sit amet
01
知识回顾
间歇缩聚:聚酯熔 体必须经过铸带和 切粒得到切片,才 能进行干燥和纺丝
聚合实 施方法
聚酯切粒外观质量的影响因素及改进措施

聚酯切 粒 系统 的脱 盐水 分为溢 流水 、 喷淋 水 、
随着 切粒 机负 荷 变 化及 时 调节 刀速 ; 调 节 刀
4 . 2 及 时调整 生产 负荷
置产 量波 动时 , 切粒 机负荷 发生 变化 , 水流量 没及 时调 节到 最佳点 , 与 负荷变 化不 匹配 , 缺乏最 佳工 艺参 数配 合 , 导 致熔体 铸条 不稳定 , 容 易相互 粘连
产生粘 粒 、 并粒 等异状 切粒 。
3 . 5 脱 盐 水
板, 进入切割室 , 经前 后 引 料辊 引入 到 动 、 定 刀 间
隙处 , 经动刀螺旋刃的旋转作用 , 被切成颗粒 。切 粒经 干燥 器脱 水 干 燥后 进 人 振 动 筛 , 再 输 送 到 包
装工段 进 行成 品包 装外 销 , 如 图 1所示 。
收稿 日期 : 2 0 1 7 — 0 7 — 1 9 ;修改稿收到 日期 : 2 0 1 7 — 0 9 36。 作者简 介:何达 ( 1 9 8 5 一) , 男, 工程师 , 从事聚酯 、 涤纶短纤 维生产管理工作 。E — m a i l : h e d a . O s h @s i n o p e c . e o m。
关键词 : 聚酯 切粒ቤተ መጻሕፍቲ ባይዱ 切片 外观质量 中 图分 类 号 : T Q 3 2 3 . 4
因素 对策 文章 编 号 : 1 0 0 1 — 0 0 4 1 ( 2 0 1 7 ) 0 6 — 0 0 7 3 — 0 3
文 献 标 识 码 :B
中 国石 化股 份有 限公 司天 津分 公 司 ( 简称 天
力 也减 小 , 铸 带条 进入动 刀 的速度 变慢 , 出现异 常 切粒 ; 当 引料 间 隙进一 步增 大时 , 铸 带条将 不 能引 入前后 引料 辊之 间 , 熔体 堆 积在生 头板上 , 引起 光 电故 障 报警 , 导 致 熔体 放 流 ; 反之, 如果 引 料 间隙
影响膜级聚酯切片质量的主要因素分析

60关于影响到膜级聚酯切片物理特性的因素,主要是指特性粘度(IV)、熔点、结晶性能与转化点温度。
一、特性粘度其中特性粘度主要影响薄膜的强度,当粘度到达一定值时,强度就不再增加了。
一般地来说,膜级切片的IV值在(0.62~0.68)±0.01dl/g为宜。
当要求生产较高强度的薄膜时,宜选用IV值较高的PET。
需要强调的是,为了使膜级聚酯基片与母料切片相熔性较好,两种切片的IV值不能相差悬殊,如果相差太大,轻者影响薄膜的光学性能的均匀性,重者会直接影响正常生产。
特性粘度也是聚酯切片相对分子量大小的表征,只有保证了分子量和分子量分布才能确保BOPET生产的稳定,膜级聚酯切片的分子量分布最好是在16000~18500之间。
二、熔点熔点间接反映 PET树脂的DEG(二甘醇)含量、分子量分布、低聚物含量等质量情况。
熔点低,树脂的耐热性差。
对于绝缘膜、转移膜、烫金膜等要求耐热性好的薄膜宜选用熔点较高的切片,相应其塑化温度也稍高一些。
三、结晶性能与转化点温度结晶性能与转化点温度也是影响拉膜生产的重要因素。
一般来说,膜级聚酯切片的玻璃化转变温度为68℃,冷结晶峰温(TC1)在124℃或更高,而熔融结晶峰温(TC2)在225℃或更高。
熔融结晶峰温略低可更好地满足拉膜生产的需要,冷结晶峰温与熔融结晶峰温的要求正好相反,因为TC2-TC1越小结晶速率越低。
聚酯切片生产过程中,可以通过调整聚合工艺条件、添加第三单体(共聚物)等能够使TC2-TC1缩小,从而降低PET的结晶速率,更好地满足稳定拉膜生产工艺要求。
PET分解温度一般在380℃以上。
另外,BOPET薄膜成品的物理性能与聚酯切片的b值、DEG(二甘醇)含量、端羧基(-COOH)含量等也有密切的关系。
聚酯切片b值直接影响BOPET 膜的色泽。
其测量是根据色谱学与光度学原理及有关国际标准,通常采用亨特(L-白度,a-绿/红色指数,b-黄色指数)法的色差计进行测量。
聚酯切片质量对高速纺丝生产的影响及改进措施
聚酯切片质量对高速纺丝生产的影响及改进措施摘要:本文研究了聚酯切片质量对高速纺丝生产的影响,并提出了改进措施。
通过分析,我们发现聚酯切片的质量对高速纺丝生产的稳定性和纺丝质量有着显著的影响。
不良的切片质量可能导致纺丝过程中的断丝、折丝和纤维结构不均匀等问题。
针对这些问题,我们提出了一系列的改进措施,包括优化切片工艺、改进切片设备和优化纺丝条件等。
通过这些改进措施,可以提高纺丝生产的效率和质量,降低生产成本,并促进纺织行业的可持续发展。
关键词:聚酯切片质量,高速纺丝,改进措施,纺丝质量,生产效率引言:纺织行业一直是全球重要的产业之一,而高速纺丝作为纺织行业中的重要工艺之一,对于纺织品的生产效率和质量具有重要影响。
在高速纺丝过程中,聚酯切片作为纤维原料的重要组成部分,其质量对纺丝的稳定性和产品质量有着显著影响。
不良的切片质量可能导致纤维断丝、折丝以及纤维结构不均匀等问题,从而降低纺丝生产的效率和质量。
因此,研究聚酯切片质量对高速纺丝生产的影响,并提出相应的改进措施,对于提高纺织行业的竞争力和可持续发展具有重要意义。
一、聚酯切片质量对高速纺丝生产的影响(一)纺丝过程中的断丝问题在高速纺丝过程中,聚酯切片的质量直接影响纤维的连续性和纺丝效率。
不良的切片质量容易导致纤维断丝现象的发生,从而影响纺丝的稳定性和连续性。
断丝不仅会增加纺丝过程中的停机时间和维护成本,还会降低纺丝机的产能和生产效率。
导致纤维断丝的主要原因之一是切片质量不均匀。
在切片过程中,如果切片机的切割刀具磨损不均匀或切割力不稳定,就会导致切片的厚度和宽度变化较大,进而影响纤维的连续性。
此外,原料的质量和纯度也会对切片质量产生影响。
如果原料中含有杂质或不均匀分布的颗粒,会影响切片机的切割效果,增加纤维断裂的风险。
(二)纺丝过程中的折丝问题除了断丝问题,聚酯切片质量差也容易导致纺丝过程中的折丝现象。
切片质量差的聚酯纤维片容易出现断裂、缺陷和不均匀的纤维结构,这些问题在纺丝过程中容易引发纤维折断和断裂。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
84
1 瓶级聚酯切片质量指标的概述
瓶级聚酯切片主要用于制造纯水,天然矿泉水、饮用水、调味品和糖果等与食品直接接触的容器或包装材料,该材料具有低重金属含量、乙醛含量低、色值好、粘度稳定。
凭借独特的工艺配方和生产工艺、优异的加工性能、加工温度低、加工范围广、透明度高、成品率高等优点被广泛应用。
根据GB17931—2003国家标准的要求以及瓶级聚酯行业的特性,瓶级聚酯切片生产控制的质量指标主要有特性粘度、乙醛含量、色值、二甘醇含量、间苯二甲酸含量、端羧基含量及水分含量等。
2 生产工艺及反应机理的简述
瓶级聚酯生产加工环节主要由聚合(CP)工艺、固相缩聚(SSP)工艺两个部分组成。
2.1 聚合反应原理
PTA与EG都具有双官能团,PTA分子含有两个羧基(-COOH),EG分子含有两个羟基(-OH),羧基和羟基的相互作用形成聚合物。
首先PTA与EG进行酯化反应,生成BHET即对苯二甲酸双羟乙酯,并生成水。
BHET 之间进行缩聚反应生成聚对苯二甲酸乙二醇酯,并生成乙二醇。
反应为可逆反应,需将反应中生成的水、乙二醇及时除去,才能使反应向正方向进行。
根据官能团等活性理论,聚合度的增加,即分子链的长度增加,对端基的反应活性没有影响,因此随着缩聚反应的进行,反应速度常数几乎不变,但到后期,由于体系粘度的增加,使小分子脱出困难,分子链的活动受到影响,端基碰撞机会减小,因此反应速度降低,需在更高的温度、真空度条件下进行。
主化学反应的反应方程式如下:
(1)酯化反应
(2)缩聚反应 2.2 固相缩聚反应原理
固相缩聚反应是生产高分子量聚酯的主要方法,是将聚酯加热至玻璃化温度以上,熔点以下,在真空或惰性气体保护下,分子链的末端基有足够的活性,发生缩聚反应。
缩聚反应发生在分子链的末端基之间,羟乙基HO-CH 2CH 2-和羧基HOOC-之间,羟乙基之间的反应为酯交换反应,羟乙基与羧基之间的反应为酯化反应,反应副产物为小分子乙二醇和水。
由于聚酯中的端羧基含量已较小,两种反应中,酯交换反应是主要的。
反应是可逆反应,需将反应中生成的小分子不断除去才能使反应正常进行。
3 影响聚酯切片质量因素及制品后续加工影响的分析
3.1 切片的增粘值
在一定产量的情况下,聚酯切片的增粘值决定了产品的最终粘度,因为有些客户对产品的中心值及稳定性控制要求很高,所以控制好基础切片的粘度显得极为重要。
影响基础切片增粘值的因素有很多,一般从生产工艺的角度看,有3个因素,即反应温度、小分子去除速度、以及催化剂的催化效果。
在工艺同等的情况下,适当的延长聚酯切片在反应器内和缩聚反应器内的停留时间(一般要求反应器温度在200℃以上熔点以下,且滞留时间范围在8~12小时之间),将有助于提高切片的增粘速度,但如果时间太长则会使切片外观变黄或切片软化结块,不仅影响反应正常进行,还导致切片整体质量变差。
3.2 乙醛含量
聚酯在酯化、预聚、缩聚的一系列反应中,极易产生乙醛副产物,在实际的稳态生产中通过前置设备的处理,到达基础切片中的乙醛含量一般在80ppm以下,因此要在后端固相缩聚脱除基础切片中的乙醛,而且在固相缩聚增粘过程中,除发生大分子缩聚增粘反应外,还发生聚酯连
端乙烯基发生缩聚反应生成乙醛,因此在预结晶、结晶、预热等环节中一般会采取调高控制温、调大热氮气、热空气流速,增大气流循环等方式,将乙醛小分子带出体系外,一般从预热口取出的切片中乙醛含量已经下降至10ppm左右,通过延长反应器停留的时间最终产品乙醛含
影响瓶级聚酯切片质量及后续加工因素分析
赵燚根
珠海华润包装材料有限公司 广东 珠海 519050
摘要:通过对聚酯生产工艺反应机理及影响瓶级聚酯切片质量指标的因素进行分析,从中探讨寻求改善、优化聚酯工艺生产线。
关键词:瓶级聚酯切片 质量指标 增粘值
Factors affecting quality of pet grade polyester chip and subsequent processing
Zhao Yigen
Zhuhai Huarun Packing Material Co.,Ltd.,Zhuhai 519050,China
Abstract:This article describes the reaction mechanism of polyester production process and the factors affecting the quality index of pet grade polyester chip to modify the polyester production line.
Keywords:pet grade polyester chip; quality index; viscosity value
量将至1ppm以下。
由于聚酯切片主要用于食品包装材料,如饮料、食用调和油、医药品等,聚酯切片的乙醛含量过高时会渗透进食品中,或改变这些饮料或食品的口感,或与之发生反应,使其变质,因而已成为了国家强制性的指标。
3.3 色值
色值是聚酯切片一个关键性质量指标,它受到来自PTA、催化剂以及粒子几何形状尺寸等的影响,例如日本三井公司曾经以不同色值的PTA制成聚酯切片,并测量相应的b值,发现PTA色值与切片的色值之间存在着直接关系,即PTA色值变化0.1个单位,相应的切片b值变化达0.3个单位。
在聚酯无发生降解时,由于缩聚反应过程中所产生的乙醛等还原性产物可使锑离子Sb3+还原成金属锑,因此如催化剂浓度过高,即体系中锑离子Sb3+浓度过高,会在产品中含有大量被还原出的金属锑,使产品色泽变成灰绿色,还易产生结块现象。
根据生产经验,催化剂的浓度一般不要超过400ppm。
3.4 二甘醇与间苯二甲酸的含量
二甘醇是乙二醇分子间脱水形成的产物,与乙二醇一样能与PTA反应生成聚酯,它的生成意味着共聚改性,主要的生成阶段在酯化反应,其次是预缩聚反应阶段,但由于它的共聚改性不易控制,易造成聚酯切片质量的不稳定,因而监控其在过程反应中的生成量,对于后期产品中最终的含量取着决定性的作用。
3.5 端羧基含量
产品羧基含量高低,跟酯化反应程度有一定的联系,浆料摩尔比过高过低对酯化反应都有不良影响,过低会导致酯化不良,使产品的端羧基含量升高,影响缩聚反应的正常进行,特性粘度达不到要求,在生产中,大量的低聚物还会进入真空系统,堵塞管道设备,影响真空系统的正常运行。
摩尔比过高,会导致副反应加剧,产品中DEG含量升高,其它副反应也会加剧,EG的消耗量增加,一般浆料的摩尔比控制在1.1~1.3。
即使在酯化反应正常的情况下,由于熔体受到热降解、催化降解、水解等的影响,也会使产品羧基含量偏高,所以需加强过程游离酸值的监控(一般要求酯化1酸值含量控制在45~60mgKOH/g;酯化2酸值含量控制在18~26mgKOH/g;预聚物羧基控制在68~88mol/t),这有利于加速PET链间的酯化反应,提高了反应的速率,这是因为端羧基增加了PET链端的活性,但是端羧基含量的增加会影响到后续加工制品的热稳定性能。
3.6 水分含量
在聚酯生产中一般采用提高反应的温度及载气的流量来降低产品的水含量,最终产品出厂的水含量控制在0.2%以下。
在后期的注塑吹瓶工艺中往往会进行二次干燥除水,一般温度控制在160~180℃之间,使水分含量进一步减低至20~50ppm之间,以彻底杜绝水分对制品造成的影响。
当聚酯切片含水量增大时,熔体的粘度急剧下降,另外水在高温时汽化而存在于熔体中,在加工过程中,水分会在制品内形成气泡且水解会使聚酯粘度下降,熔体流动速率变大,吹出的塑料瓶机械性能变差。
4 结束语
PET瓶级聚酯切片因其众多优点而被广泛应用于包装瓶生产,本文通过对瓶级聚酯生产工艺反应机理的分析,阐述了影响瓶级聚酯切片质量指标的因素,对影响特性粘度、乙醛含汪量等重要质量指标及制品后续加工所产生的影响进行了探讨,对PET瓶级聚酯切片生产工艺的优化与创新进步有着深远的意义与价值。
参考文献
[1]吴剑南.我国聚酯工业的发展现状和前景分析[J].合成纤维工业,2014(5).
[2]姜毅.聚酯瓶片市场分析与发展策略[J].合成技术及应用,2012(3).
[3]许杰,李明久,郭志军,等.瓶级聚酯切片市场现状及发展[J].现代塑料加工应用,2012(3).
[4]徐兆瑜.PET及其在包装业的发展和市场前景[J].化学推进剂与高分子材料,2011(6).
学成分,且不添加化学药剂,充分利用井队设备,简化处理流程,减少处理设备。
表1 二开井段钻井液基本性能数据
井深/m密度/(g·cm-3)粘度/s pH
601 1.03388
826 1.04398
1052 1.04408
1200 1.07419
1350 1.05419
在钻进过程中,岩屑经振动筛筛出,经传送带送至专门的回收罐中,而岩屑中的液相成分通过传送带上的孔洞流出,回收至液相回收池中,经过一定时间的沉淀,取上部的水进行电化学处理,并输送至1#配浆池进行配浆。
该井钻井过程中收集的废气钻井液约800m3,据监测,泥浆性能合格,因此送至下一口井继续使用。
3 结束语
延长油田废弃钻井液处理技术的研究开展较晚,目前仅仅停留在钻井液的回收利用阶段,而对其如何预防和在产生的过程中如何有效控制的相关研究较少,所以应该充分借鉴国外相关经验技术,以“以防为主、综合防治”为环境保护的工作的指导思想,以“资源优化,节约成本”为目标,力争对废弃钻井液污染环境这一难题提供一个可行的解决思路。
(上接第88页)
85。