柴里煤矿选煤厂配煤入洗系统的构建与应用新详解
改造原煤入洗系统提高煤炭质量
改造原煤入洗系统提高煤炭质量
庞怀生
【期刊名称】《煤炭加工与综合利用》
【年(卷),期】2000(000)004
【摘要】针对原煤入洗系统存在的问题进行了技术改造,采用三级固定筛分离出对煤质影响最大的25mm以上的块煤,再通过人工拣选出其中的块矸,并将这类含矸量高的块煤破碎后入洗。
改造取得了明显的社会效益和经济效益,煤质提高,块煤量增加,销售出现了供不应求的良好热头。
【总页数】2页(P32-33)
【作者】庞怀生
【作者单位】新汶矿业集团煤炭加工销售部
【正文语种】中文
【中图分类】TD942.11
【相关文献】
1.实施全过程控制手段提高原煤入洗质量 [J], 吕平;刘光木
2.挖掘选煤厂生产潜力提高原煤入洗能力 [J], 杜维
3.浅析提高入洗原煤质量的措施 [J], 王晓平;尚彬;袁周军
4.加大原煤入洗量提高精煤产量 [J], 李志英
5.加强配煤入洗原煤管理提高选后产品效益 [J], 崔咏梅
因版权原因,仅展示原文概要,查看原文内容请购买。
浅谈“立体降尘”在柴里煤矿洗煤厂构建与效果
在机道或 厂房空 间宽敞的地方 , 安装 高效除尘器 , 该 除尘 器 由离 心风 机、 氏管 体 ( 文 收缩 管、 管 、 扩 喉 渐 管) 供排水装置 、 降管体 、 水分离器 、 、 沉 气 消音和水 流 自动控 制等装置组成 。 2 2 1 1 高效 除尘器 的安装 . . . 除尘器机体上方有 四个 吊环 , 用作 吊装 时使 用 , 机 体下底 座有 四个 螺栓 安装 孔 , 于安 装 地脚 螺 栓用 。 用 安装 时在厂房 地板或机 道地板 上钻孑 , 螺栓把机 体 L用 与地板 固定牢 固 ; 把集尘罩安装 在皮 带机头尘源 口处 , 与机头煤尘 防护罩用 螺栓联接 牢 固; 除尘 风机排 风管 与机体联接 , 排风管一定要伸出厂房墙 体外 , 外部应无 遮拦 , 以保 持通 风 畅通 ; 安装 潜水 泵 及进 水管 道 和附 件; 安装 排污管 道 , 在机 体底部焊 接一个 长方形 水槽 , 水槽 内焊接一个 溢流水 闸 门, 水槽 底部 留  ̄ 0 m孔 , 5m 与 出水管道焊接 , 滤后 的煤 泥水经排 污管道进 入集 沥 中水池。 2 2 12 技 术要求 . .. 安装好 的机组 , 接到 3 0 8 V的三相电源上并接好地 线, 调整风机正 反转 , 比较风机 吸力 的大 小 , 风机 吸力 大时为正常接 法。将机组 的渐缩管上 的管丝与水 流控 制器连接 , 水的压力 为 0 4~ . MP 。机 组在 安装 管 . 06 a
的。
4 2
童 舛技 堪茬
21年 期 0 第6 1
利 用 C D三 维制 图确定 钢 井 架斜 架基础 外 形尺 寸 A
21年 期 01 第6
叁 差 舛技
4 1
浅谈 “ 立体 降 尘” 柴里煤 矿 洗煤 厂 构建 与效 果 在
选煤厂重介扩容的运行实践

选煤厂重介系统扩容的运行实践(枣庄矿业集团柴里煤矿选煤厂王一兵王建华何光太曹永伟高亚茹)摘要:重介系统介耗高、精煤泥水分大、脱介筛设计能力不适应当前煤质等情形制约到选煤厂生产。
选煤厂的重介系统扩容改造运行实践解决了设计能力不足、喷淋水水质、精煤泥回收的问题,实现了介耗大幅度降低,设备运行时刻缩短给设备维修制造宝贵的时刻。
关键词:重介扩容精煤泥产品带介喷淋水脱介成效一、前言山东省枣庄矿业集团柴里煤矿选煤厂是一座年入洗能力为240万吨的矿井型选煤厂,采纳重介+浮选运行方式生产。
月产精煤万吨,日产精煤需4000吨以上,要紧分选设备重介旋流器处置能力350t/h,精煤产率按62%计算,天天开车时刻需要21h,开车时刻较长,设备维修时刻急剧缩短。
当矿井煤质变差,矸石含量达到20%时,重介旋流器那么因为矸石脱介筛能力不足而不能不降低处置量,再加上较长时刻的重介运行,系统缺介,还需要停下系统添加新介质,使得本来就不富裕的维修时刻变得捉襟见肘。
为改变当前系统生产及设备维修的被动局面,选煤厂党政一班人考虑了系统扩容方案,选煤厂对原重介系统进行了一系列的改造实践,取得了较好的成效。
二、重介系统扩容的运行实践一、重介旋流器升级改造:重介旋流器直径由原设计1.3m增加到1.4m,小时入洗原煤量由原先的350吨增加到450吨,天天系统运行时刻由原先21h降低到16h,天天维修时刻增加到8h。
二、中煤脱介筛扩容:原设计中煤脱介筛100t/h,通过水量1000m3/h,实际通过水量1200m3,当煤质变差或是操作不妥,产品脱介成效差,严峻时可达吨煤含介高达12kg,重介系统介耗居高不下。
中煤脱介筛的扩容后再原有设备基础上再增加一台脱介筛,能够处置煤量200t/h,通过水量2000m3,确保了中煤产品脱水脱介,中煤产品带介大体稳固在吨煤含介0.07kg,实现了重介中煤产品中带介大幅度地降低。
3、矸石脱介筛扩容:入洗原煤煤质变差,矸石含量增加对矸石脱介筛阻碍最大,矸石脱介筛上矸石料层厚,脱介成效也急剧下降,产品带介最高可达20.1kg/吨,情形严峻的还会造成矸石脱介筛跑水事故,大量介质被流失。
洗煤厂洗水浓度的控制

1 前 言
的。在细煤泥 回收设备上 ,采用 了 XMZ500/1500型箱式压滤机 把关 回收。选用的 TCL一1418型沉降过滤式离 心机和 1z—l4
柴 里 煤 矿 选煤 厂 于 1991年 l2月 27 日投 产 ,设 计 入洗 能 力为 2.40Mt/a,选煤方法采用 原煤混 合跳 汰为主再 入洗 配合 , 粗煤 泥采用沉降 过滤式离 心机 回收 ,细粒 煤泥 采用板框 式压
82
东瞧晨科技
2002年增刊
2 自动 闭锁 监 控 风 门 施 工
(1)按 《规程》规定 选好 风门设 定位置。 (2)拆 帮拆顶掏槽 ,要求见实帮 、实顶 、与煤岩接实 。 (3)按 《操作规程》构筑 风门 ,墙 垛要求 严密 不漏风 。 门框 要求包 边沿 口,有衬垫 ,四周 接触严 密。 (4)按 施 工 图 标 识 ,在 回风 侧 风 门墙 垛 上预 埋 6分 钢 管 。 (5)测量好安设滑轮的位置 ,并悬挂好 滑轮 。 (6)钻在风门上按测量好的 固定点打孔 ,并固定 好门鼻。 (7)开启一道风门到 9 ,另一道 风门关好 。 (8)固定钢丝绳 一端 于关 闭的风 门上 ,顺 次通 过 滑轮 、配 重锤 、预埋管 、万向轮与另一 道风门固定连接 。 (9)要求定滑轮过绳面尽可能保持在同一水平上 。 (10)在风门 门扇 、门 框上按 标定 位 置开槽 安设 风 门开 关 传感器 ,并敷线 与分站相接 。 (11)运 行 一 段 时 间 后 ,要 检 查 钢 丝 绳 ,并 紧 绳 以 确 保 闭 锁 效 果
维普资讯
东谯ji;舛技
2002年增刊
80
洗 燥 厂 洗水 浓 度 的控制
枣庄矿 业集团柴里洗煤厂 曹永伟 杨贵珍 董洪波
煤炭行业智能化选煤与配煤方案

煤炭行业智能化选煤与配煤方案第1章引言 (2)1.1 研究背景与意义 (2)1.2 国内外研究现状分析 (3)第2章煤炭行业概述 (3)2.1 煤炭在我国能源结构中的地位 (3)2.2 煤炭行业发展趋势及挑战 (3)第3章选煤技术概述 (4)3.1 选煤基本概念及分类 (4)3.2 选煤技术发展历程及现状 (5)第4章智能化选煤技术 (6)4.1 智能化选煤技术发展概况 (6)4.1.1 选煤技术的历史演变 (6)4.1.2 智能化选煤技术现状 (6)4.1.3 智能化选煤技术发展趋势 (6)4.2 人工智能在选煤领域的应用 (6)4.2.1 人工神经网络在选煤中的应用 (6)4.2.2 机器学习在选煤中的应用 (7)4.2.3 深度学习在选煤中的应用 (7)4.2.4 无人机和遥感技术在选煤中的应用 (7)4.2.5 大数据技术在选煤中的应用 (7)第5章选煤工艺与设备 (7)5.1 选煤工艺流程及设备配置 (7)5.1.1 选煤工艺流程 (7)5.1.2 设备配置 (8)5.2 智能化选煤设备研发与应用 (8)5.2.1 智能化选煤设备研发 (8)5.2.2 智能化选煤设备应用 (8)第6章配煤技术概述 (9)6.1 配煤基本概念及分类 (9)6.1.1 按照配煤方法分类 (9)6.1.2 按照配煤目的分类 (9)6.2 配煤技术在煤炭行业的应用 (9)6.2.1 动力配煤 (9)6.2.2 炼焦配煤 (9)6.2.3 化工配煤 (10)6.2.4 环保配煤 (10)6.2.5 节能配煤 (10)第7章智能化配煤技术 (10)7.1 智能配煤算法研究 (10)7.1.1 配煤算法概述 (10)7.1.2 基于神经网络的智能配煤算法 (10)7.1.3 基于遗传算法的智能配煤算法 (10)7.1.4 基于粒子群优化算法的智能配煤算法 (10)7.2 智能化配煤系统设计与实现 (11)7.2.1 系统架构设计 (11)7.2.2 数据采集与预处理 (11)7.2.3 配煤算法模块设计 (11)7.2.4 系统实现与优化 (11)7.2.5 系统测试与评价 (11)第8章数据采集与处理 (11)8.1 选煤与配煤数据采集技术 (11)8.1.1 自动化传感器技术 (11)8.1.2 数据采集系统 (11)8.1.3 无人机与遥感技术 (12)8.2 数据预处理与特征工程 (12)8.2.1 数据清洗 (12)8.2.2 特征提取与选择 (12)8.2.3 特征变换 (12)第9章模型评估与优化 (12)9.1 模型评估指标与方法 (12)9.1.1 评估指标 (13)9.1.2 评估方法 (13)9.2 模型优化策略与应用 (13)9.2.1 数据预处理优化 (13)9.2.2 模型参数调优 (13)9.2.3 模型融合 (14)9.2.4 模型正则化 (14)9.2.5 模型迁移学习 (14)第10章案例分析与前景展望 (14)10.1 智能化选煤与配煤案例分析 (14)10.1.1 案例一:某大型选煤厂智能化改造项目 (14)10.1.2 案例二:基于大数据的配煤方案优化 (14)10.1.3 案例三:智能化选煤与配煤技术在煤炭物流中的应用 (14)10.2 煤炭行业智能化选煤与配煤前景展望 (14)10.2.1 技术发展趋势 (15)10.2.2 政策推动与市场需求 (15)10.2.3 产业协同发展 (15)10.2.4 国际化发展 (15)第1章引言1.1 研究背景与意义全球经济的快速发展,能源需求不断增长,煤炭作为我国主要的能源结构,在国民经济发展中占有举足轻重的地位。
煤炭洗选设备中PLC控制系统的应用

煤炭洗选设备中PLC控制系统的应用摘要:原煤洗选系统由重介洗选系统、原煤带入设备、装运系统等系统组成。
采集并控制整个选煤规程关键点的数据,如,工艺流程切换顺序、系统补水控制、设备切换控制、生产设备状态监控和预警等,可以利用PLC实现对原煤冼选系统的自动控制。
在煤炭洗选中,采用PLC还可以对模拟量进行自动控制,对故障进行分析,还可以对整个流程顺序进行有效控制,从而实现连锁保护。
关键词:煤炭洗选;设备中;PLC;控制系统;应用1、洗选煤生产系统组成及工艺流程传统洗选设备的组成主要有以下几个部分:受煤坑、受煤坑、转运输送机、给煤机、储煤仓以及振动给煤机等。
如图1所示的过程:煤要洗先通过给煤机的主要煤机,然后通过主煤进洗衣设备洗衣。
这是本系统的关键,主要由挡煤电机和双系统协同控制侧翻。
从图1可以看出,运输传送带和储煤罐是一对一,选定的煤将通过进一步输送到相应的储煤仓库输送机输送机,原仓煤通过总煤炭输送机、振动给煤机的选煤厂运输调度是根据配煤的需求。
2、系统控制需求2.1、原煤系统首先,启动和停止的控制。
主要包括启动和停止两部分。
当洗原煤,启动延迟时间通常设置在4s-6s范围。
这样做是为了防止洗涤或传输,由于相关设备的加载过程,使电机启动异常,避免运行设备及链控制的电机作用之间的煤流。
同时,当输煤设备工作时,还可以使用偏差检测装置,配备实时监测皮带跑偏情况,如果偏差超过20°,系统可以停止装置运行,然后报警。
其次,精煤运输系统。
主要使用主带式输送机实现煤炭存储输送控制。
每个带式输送机和细煤仓都一一对应。
控制人员应根据现场的具体情况,决定将煤供应到几个煤仓,并用相应的指令启动带式输送机来驱动主输送机。
带式输送机在正确的轨道上,控制操作来确定其相应的挡煤板,通过这种方法煤仓煤流。
2.2、精煤仓高低位控制该系统主要负责在煤炭储量有限的情况下更换煤仓,完成下一个煤仓。
在这种情况下,它会通过煤仓被运到煤仓的上部,这样型煤就闭合了,并发出信号,使主输送机不再是煤到这个煤仓。
应用案例12选煤厂自动配煤系统
应用案例12选煤厂自动配煤系统1.概述中国煤矿业由于近几年的中国工业的发展,国内需求量越来越大,国外对于中国的煤炭需求量也很大。
国外进口的煤质条件要求也很苛刻,对于不同的煤质的灰份的含量不同市场上具有不同的价格。
用户要求买灰份为14的煤。
如果我们卖给它的煤灰份为12,明显价钱我们很亏。
如卖给灰份在13.5—14之间的煤,我们较卖给12灰份的煤节约了煤质之间的差价。
否则到岸的煤如不合格,有可能对方罚款、不付钱或退货,给我国煤矿造成不必要的损失。
而化验室的数据太滞后,影响了数据的可靠性。
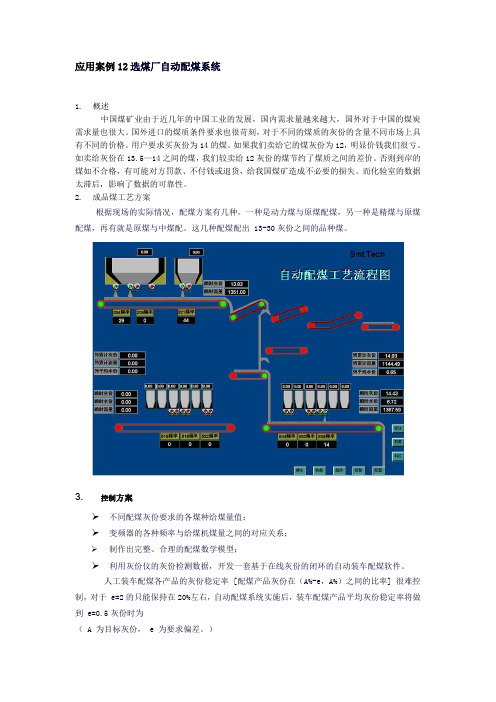
2.成品煤工艺方案根据现场的实际情况,配煤方案有几种。
一种是动力煤与原煤配煤,另一种是精煤与原煤配煤,再有就是原煤与中煤配。
这几种配煤配出 13-30灰份之间的品种煤。
3.控制方案不同配煤灰份要求的各煤种给煤量值;变频器的各种频率与给煤机煤量之间的对应关系;制作出完整、合理的配煤数学模型;利用灰份仪的灰份检测数据,开发一套基于在线灰份的闭环的自动装车配煤软件。
人工装车配煤各产品的灰份稳定率 [配煤产品灰份在(A%-e,A%)之间的比率] 很难控制,对于 e=2的只能保持在20%左右,自动配煤系统实施后,装车配煤产品平均灰份稳定率将做到e=0.5灰份时为( A 为目标灰份, e 为要求偏差。
)4.硬件配置在211皮带上安装一台皮带称和一台灰份仪。
在536皮带上安装一台皮带称和一台灰水仪。
在537皮带上安装一台皮带称和一台灰水仪。
2台上位机1 台触摸屏1 台 SIEMENS PLC5 台 ET200S 远程站。
9 台变频器和九块 CB15 变频器通讯模块。
5.实现功能装车设备开、停及保护的集中控制;通过配煤控制系统,可实现装车配煤设备的自动开、停及闭锁控制;并可实现就地手动操作与系统自动操作的集中切换。
调度室和就地控制室可进行配煤参数设定及配煤策略计算,并可通过配煤系统实现手动和自动配煤。
也可通过现场控制柜对变频器直接进行操作。
DCS技术在选煤厂集中控制系统中的研究与应用
DCS技术在选煤厂集中控制系统中的研究与应用发布时间:2021-08-06T16:10:03.497Z 来源:《基层建设》2021年第13期作者:王红勇[导读] 摘要:近年来,我国对煤矿资源的需求不断增加,选煤厂建设越来越多。
山东电力建设第三工程有限公司山东青岛 266100摘要:近年来,我国对煤矿资源的需求不断增加,选煤厂建设越来越多。
在洗煤厂工作过程中,集中控制系统如果出现问题,不仅会影响到洗煤厂的正常运行,同时也很可能对相关工作人员造成伤害。
所以,在当前很多洗煤厂集中控制中,都将DCS系统进行了合理应用,并通过该系统有效解决了洗煤厂集中控制的相关问题。
本文以某洗煤厂为例,对DCS系统在洗煤厂集中控制中的应用进行分析。
关键词:洗煤厂;集中控制;DCS系统;应用分析引言现阶段,选煤厂的选煤系统都是通过人工来操作控制的,系统的自动化程度较低,而且不能做到对现场设备的统一有效管理,大大降低了选煤的效率,潞安某选煤厂的处理能力是6.0Mt/年,集中控制系统承担原煤处理、重介质分选、装车等任务,系统结构复杂、涉及环节较多,随着工艺设备的改进,单纯依靠人工操作的控制系统已经不能满足生产的需要,一些先进的计算机、传感器等技术的发展,更是推动选煤控制系统朝着智能化、集成化的方向发展。
1DCS控制系统1DCS分散控制系统,系统通过微处理器为控制核心,可实现分散与集中的操作与控制,同时具备分布式与协同的新型控制系统。
其设计思想突出了以分层多级、协同合作的方式实现多点分散控制与处理,同时达到集中的管理与操作,是以微处理器为控制核心,分布式控制功能、集控式操作、兼顾分而自治和综合协调的设计原则的新一代仪表控制系统。
DCS的基本设计框架采用控制分散、操作和管理集中的基本设计思想,多层分级递阶控制、自治且合作的结构形式,分散的控制可以发挥灵活性,而集中的管理与操作又可以实现统一部署、调度,提高了可操控行,另外,DCS最值得选择的一点就是其可靠性,其高可靠性来自硬件与生产工艺、冗余技术及包含容错、故障自检和自动处理等技术的软件设计。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
山东能源枣矿集团
SHANDONG ENERGY ZAOZHUANG GROUP
柴里煤矿选煤厂
配煤入洗系统的构建与应用柴里煤矿选煤厂
柴里煤矿选煤厂配煤入洗系统的构建与应用
李婉洁、朱秀娟、何光太、王波、刘煜亭、王一兵
摘要:柴里煤矿选煤厂扩建外来煤配煤入洗系统,调节入洗原煤煤质,确保精煤质量,提高回收率,实现效益最大化。
生产出的产品成为优质炼焦配煤和优质动力煤,既可以出口亚洲市场又可以供应国内市场冶金、焦化企业,提高了市场竞争力,为柴里煤矿可持续发展打下了坚实的基础。
关键词:配煤、煤质、可选性、翻车机
1前言
1.1 选煤厂概况
山东能源枣矿集团柴里煤矿选煤厂是一个年入洗能力为240万吨的矿井型选煤厂。
该选煤厂集原煤提升、洗选加工、商品煤外运销售于一体,现有跳汰、重介、浮选三种选煤生产工艺,主要产品为六级冶炼精煤,同时具备生产优质动力煤、块煤、优质电煤的能力,1/3焦精煤销往宝钢、武钢等全国各大钢厂及日本、南韩等地区,是鲁南地区重要的出口煤基地。
随着矿井开采年限的增加,矿井煤炭储量的减少,资源逐步枯竭;矿区焦化厂规模的日趋扩大,精煤需求量不断增加,本矿井生产精煤已满足不了矿区焦化厂的要求。
根据矿井煤质的变化,于2009年12月建成了一套30万吨/年的简易外来煤配煤入洗系统。
但此系统卸车慢、效率低。
如何充分发挥选煤厂现有设备能力,保持精煤稳定生产,保证选煤厂下游焦化厂的精煤需求量,巩固、扩大现有的精煤---焦化产业链,扩建外来煤配煤入洗系统,保证精煤质量,提高精煤回收率和产量,为矿井的持续发展奠定基础成为我们的当务之急。
为此,我们设计构建外来煤翻车卸车系统,即与选煤厂生产能力相配
套的原煤系统的扩容工程。
2.配煤入洗系统
2.1方案设计
方案一:
原外来煤配煤入洗系统由铁路两侧的两部刮板机、收集皮带、转运皮带构成,外来煤通过刮板机进入收集皮带,经过转运皮带运输到煤场,再由铲车铲运到漏煤口进入配煤皮带进行配煤入洗。
工艺流程为:火车卸煤→转运皮带→落地→入洗。
此系统的缺点是:(一)、卸料速度慢;(二)、场地小,容积小,最大容量仅800吨,制约了规模型生产;(三)、卸载下来的煤由铲车再进行倒运,洗煤成本提高了20元/吨,入洗费用高。
方案二:
在四道铁路上,建设外来煤配煤入洗系统机房,机房下面是容积为120吨受煤坑,受煤坑内的煤通过叶轮给煤机给入到胶带输送机而被转载运输到原煤仓与本矿井生产的原煤进行配洗或配煤外销。
此方案充分利用原有备煤设备、设施,与矿井的原煤生产能力600吨/小时一致,煤流灵活顺畅,原料煤可进入原煤大仓,适合配煤洗选、单独洗选两种方式,也可进入煤场,进行落地销售;两种方案进行对比,此方案适合本洗煤厂实际,故采用方案二。
2.2工艺设计
2.2.1厂房布置
外来配煤入洗系统厂房布置在选煤厂铁路装车线上与主井井口之间的场地内,其中配煤放洗机房位于混煤装车仓南侧铁路装车线上,转载点及栈桥自西向东布置。
外来配煤系统和已有的原煤生产系统衔接合理,煤流顺畅。
2.2.2生产工艺
翻车机房内铁轨外侧设置四个卸料口,由铁路调度绞车将装满煤
炭的老K车牵引至卸料处,御料时,老K车液压推杆将落料挡板支撑起来,老K车中的物料就会通过卸料口滑落至受煤坑。
受煤坑内的煤通过叶轮给煤机给入到隧道皮带。
根据洗选要求,一是通过栈桥皮带、原煤120皮带、201皮带进入原煤大仓;二是通过犁式卸料器至原有的外来煤191、192皮带进入东煤场。
2.2.3转运及储存
当外来煤煤质需要入洗时,进入原煤仓储存,从而进入后续洗选系统;当外来煤煤质较好时,可不经过洗选直接进入落地煤仓外销;或者当柴里矿外销煤需要配煤来提高产品质量时,外来煤也可掺入本矿煤外销,从而实现配煤销售。
2.2.4主要工艺设备
主要设备有叶轮给煤机一台、输送皮带两部、犁式卸料器、皮带计量称及降尘喷雾装置、通讯、监控、照明等。
整个卸煤系统实行集中控制,对调度绞车、车皮、仓下皮带、给煤机及相关设备进行全面控制和监视。
3.配煤系统运行控制分析
3.1配煤方式
根据柴里煤矿煤质具体情况,可适当选择配煤方式进行配煤入洗。
配煤方式可分为两种:
(一)、本矿煤与外来煤按一定比例进行入仓配洗;
(二)、纯外来煤进仓进行入洗
目前,柴里煤矿煤质硫分较低,而周边煤矿如高庄煤矿煤质硫分偏高,为达到用户质量要求,引进高硫煤与本矿低硫煤进行配洗,效果良好,具体数据如下:
柴里煤矿配煤前浮沉试验资料见表1;
柴里煤矿配煤后浮沉试验资料见表2;
表1 柴里煤矿配煤前浮沉试验资料
从数据表中可见,配煤后原料煤的硫分含量达到了洗煤指标要求﹤0.8%,易于选煤,适应市场需求。
3.2配煤效果分析
3.2.1经济效益
(1)、柴里煤矿周边有国有、地方矿井不少于20座,通过外来配煤入洗系统构建,可充分调动富余煤炭进入柴里煤矿选煤厂进行洗选、加工,提高了精煤产量。
(2)高质煤与低质煤进行配比,易于达到生产指标要求,生产出合格的精煤产品,满足用户的需求,扩大了销售市场。
(3)、解决了中、小煤矿资源流失,提升了煤质,节约了有限煤
炭资源,可创效益26元/吨,年产量按120万吨来计算,年可创效312万元左右。
3.2.2社会效益
(1)配煤入洗系统布置合理,煤流灵活顺畅;合理利用了选煤厂现有场地和设施。
(2)新老系统合理衔接,确保正常火车装运和矿井原煤生产。
(3)主要工艺设备技术先进、自动化水平高、生产可靠。
4.结语
柴里煤矿选煤厂通过扩建外来配煤系统,取得了良好的效果。
调节了入洗原煤煤质、提高了精煤质量、调整了混煤质量。
生产出的六级精煤和枣庄2﹟精煤为优质炼焦配煤和优质动力煤,既可以出口亚洲市场又可以供应国内市场冶金企业,提高了市场竞争力,为柴里煤矿可持续发展打下了坚实的基础。
矿井型选煤厂构建外来煤配煤入洗系统,具有调节煤质的作用,同时,也可扩大生产规模,是矿井老化、煤资源逐渐枯竭矿井型选煤厂的发展方向。
作者简介:李婉洁,女,出生于1973年7月,1995年毕业于北京煤炭工业学校机电专业,现任柴里煤矿选煤厂技术员,助理工程师。
联系电话:0632-4057181,邮箱:lwj568.v@。