红胶回流焊工艺参考曲线
回流焊温度曲线测试操作指示
1.0目的用于指导回流焊温度曲线测试操作指示。
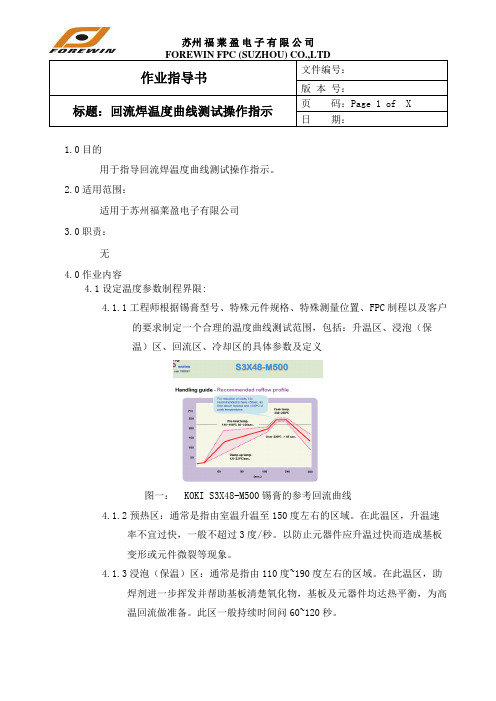
2.0适用范围:适用于苏州福莱盈电子有限公司3.0职责:无4.0作业内容4.1设定温度参数制程界限:4.1.1工程师根据锡膏型号、特殊元件规格、特殊测量位置、FPC制程以及客户的要求制定一个合理的温度曲线测试范围,包括:升温区、浸泡(保温)区、回流区、冷却区的具体参数及定义图一: KOKI S3X48-M500锡膏的参考回流曲线4.1.2预热区:通常是指由室温升温至150度左右的区域。
在此温区,升温速率不宜过快,一般不超过3度/秒。
以防止元器件应升温过快而造成基板变形或元件微裂等现象。
4.1.3浸泡(保温)区:通常是指由110度~190度左右的区域。
在此温区,助焊剂进一步挥发并帮助基板清楚氧化物,基板及元器件均达热平衡,为高温回流做准备。
此区一般持续时间问60~120秒。
4.1.4回流区:通常是指超过217度以上温度区域。
在此温区,焊膏很快熔化,迅速浸润焊接面,并与基板PAD形成新的合金焊接层,达到元件与PAD之间的良好焊接。
此区持续时间一般设定为:45~90秒。
最高温度一般不超过250度(除有特定要求外)。
4.1.5冷却区:该区为焊点迅速降温,将焊料凝固,使焊料晶格细化,提高焊接强度。
本区降温速率一般设置为-3~-1度/秒左右。
4.2测温板的制作4.2.1采用与生产料号一致的样品板作为测温板,制作测温板时,原则上应保留必要的具有代表性的测温元器件,以保证测试测量温度与实际生产温度保持一致。
4.2.2测温板与生产料号在无法保持一致情况下,经工程师验证认可,可使用与之同类型的测温板进行测量。
4.2.3测温点应该选择最具有代表性的区域及元件,比如最大及最小吸热量的元件,零件选取优先级(如Socket->Motor->大型BGA ->小型BGA->QFP或SOP->标准Chip)除此之外,还应选择介于两者之间的一个测温区。
如图:4.2.4一般测温点在每板上不得少于3个,有BGA或大型IC至少选取4个,基于特殊代表型元件为首选原则选取元件。
《回流焊曲线讲解》PPT课件

精选课件
27
2.2 锡珠
产生原因:锡珠的产生多发生在焊接过程中的加热急速而 使焊料飞散所致,另外与焊料的印刷错位、塌边、污染等
也有关系。主要产生原因有以下几种情况:
1)炉温曲线预热区温度过高,预热速度过快 2)焊盘设计(跨距太小) 3)钢网开孔(可根据实际情况做内切和避锡珠处理) 4)锡膏、PCB或元器件有水份
精选课件
10
1.2 PCB板的特性与回流曲线的关系 (测温板)
回流曲线的设定,与要焊接的PCB板的特性也有 重要关系。板子的厚薄,元件的大小,元件周围 有无大的吸热部件,如金属屏蔽材料,大面积的 地线焊盘等,都对板子的温度变化有影响。因此 笼统地说一个回流曲线的好坏是无意义的。一个 回流曲线必须是针对某一个或某一类产品而测量 得到的。 一般我们推荐客户都用需要生产的实际 产品作为测温板。
精选课件
17
1.3.3炉温的容量的因素
回流焊接有时会出现这样的现象,当焊接一块小 尺寸的PCB板时,焊接结果非常好,而焊接一块 大尺寸的PCB板时,某些温区炉温会出现稍微下 降的现象。这就是由于大板子吸热较多,炉子的 热容量不足引起的。一般可以通过加大风扇转速 来调节。但是炉温的容量主要是由炉体结构,加 热器功率等设计因素决定的,因此是炉子厂家设 计时已经固定了的。用户在选择回流炉时必须考 虑这个因素。热容量越大越好,当然炉子消耗的 功率也越多。
精选课件
12
目前我们见得最多的是第二种方法。热偶线的安 装有一般两种,一是高温焊锡丝,温度在300℃以 上(高于回流最高温度)。 另一种方法是用胶或 是高温胶带把它粘住。这样热偶线就不会在回流 区脱落。焊点的位置一般为选取元件的焊脚和焊 盘接触的地方。焊点不能太大,以焊牢为准。焊 点大,温度反应不灵敏,不能准确反映温度变化, 尤其是对QFP等细间距焊脚。对特殊的器件如BGA 还需要在PCB板下钻孔,把热偶线穿到BGA下面。 图二说明了QFP和BGA元件的热偶线焊接方法。热 偶线的安装位置一般根据PCB板的工艺特点来选取, 如双面板应在板上下都安装热偶线,大的IC芯片 脚要安装,BGA元件要安装,某些易造成冷焊的 元件(如金属屏蔽罩周围,散热器周围元件)一 定要放置。还有就是你认为要研究的焊接出了问 题的元件。
回流焊炉温曲线的设定及异常情况分析
回流焊温度曲线的设定及异常情况分析正确设定回流焊温度曲线是获得优良焊接质关键前言红外回流焊是SMT大生产中重要的工艺环节,它是一种自动群焊过程,成千上万个焊点在短短几分钟内一次完成,其焊接质量的优劣直接影响到产品的质量和可靠性,对于数字化的电子产品,产品的质量几乎就是焊接的质量。
做好回流焊,人们都知道关键是设定回流炉的炉温曲线,有关回流炉的炉温曲线,许多专业文章中均有报导,但面对一台新的红外回流炉,如何尽快设定回流炉温度曲线呢?这就需要我们首先对所使用的锡膏中金属成分与熔点、活性温度等特性有一个全面了解,对回流炉的结构,包括加热温区的数量、热风系统、加热器的尺寸及其控温精度、加热区的有效长度、冷却区特点、传送系统等应有一个全面认识,以及对焊接对象--表面贴装组件(SMA)尺寸、组件大小及其分布做到心中有数,不难看出,回流焊是SMT工艺中复杂而又关键的一环,它涉及到材料、设备、热传导、焊接等方面的知识。
本文将从分析典型的焊接温度曲线入手,较为详细地介绍如何正确设定回流炉温度曲线,并实际介绍BGA以及双面回流焊的温度曲线的设定。
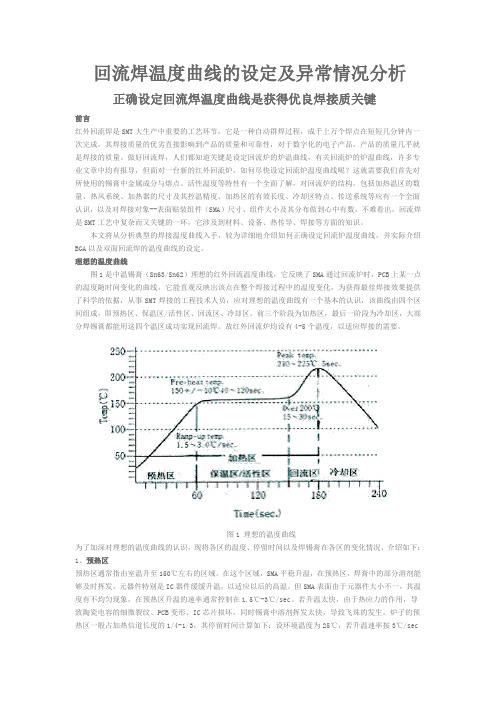
理想的温度曲线图1是中温锡膏(Sn63/Sn62)理想的红外回流温度曲线,它反映了SMA通过回流炉时,PCB上某一点的温度随时间变化的曲线,它能直观反映出该点在整个焊接过程中的温度变化,为获得最佳焊接效果提供了科学的依据,从事SMT焊接的工程技术人员,应对理想的温度曲线有一个基本的认识,该曲线由四个区间组成,即预热区、保温区/活性区、回流区、冷却区,前三个阶段为加热区,最后一阶段为冷却区,大部分焊锡膏都能用这四个温区成功实现回流焊。
故红外回流炉均设有4-5个温度,以适应焊接的需要。
图1 理想的温度曲线为了加深对理想的温度曲线的认识,现将各区的温度、停留时间以及焊锡膏在各区的变化情况,介绍如下:1、预热区预热区通常指由室温升至150℃左右的区域。
在这个区域,SMA平稳升温,在预热区,焊膏中的部分溶剂能够及时挥发,元器件特别是IC器件缓缓升温,以适应以后的高温。
回流焊PCB温度曲线讲解
回流焊PCB温度曲线讲解回流焊是一种常用的电子组装工艺,用于将电子元件焊接到印刷电路板(PCB)上。
在回流焊过程中,PCB需要经历一系列的温度变化,以确保焊点可靠连接。
下面将讲解回流焊温度曲线的各个阶段及其作用。
1. 预热阶段(Preheat Stage):回流焊过程开始时,PCB需要从室温逐渐升温至预定温度。
预热阶段的作用是除去PCB上的水分和挥发性有机物,以避免在焊接过程中产生气泡和蒸汽。
通常,预热温度为100°C至150°C,持续时间为1至2分钟。
2. 热液相预热阶段(Thermal Soak Stage):在预热阶段后,PCB会继续加热至更高的温度,通常为150°C至200°C。
这一阶段的目的是让整个PCB均匀达到焊接温度,以减少焊接过程中的热应力。
热液相预热阶段的持续时间通常为1至4分钟。
3. 焊接阶段(Reflow Stage):当PCB达到焊接温度时,焊膏开始熔化,将电子元件与PCB焊接在一起。
焊接温度通常为220°C至245°C,具体取决于焊膏的特性。
焊接阶段的持续时间通常为1至3分钟。
4. 冷却阶段(Cooling Stage):焊接完成后,PCB需要冷却到室温,以确保焊点的稳定性。
冷却阶段通常使用强制风冷却或自然冷却。
冷却时间因焊接设备和PCB的尺寸而异,一般为1至5分钟。
回流焊温度曲线中的每个阶段都有其特定的温度和时间要求,这是为了保证焊接质量和工艺稳定性。
通过控制这些参数,焊接过程中的温度变化可以最小化,从而减少因热应力引起的PCB变形和元件损坏的风险。
总结来说,回流焊温度曲线包括预热阶段、热液相预热阶段、焊接阶段和冷却阶段。
每个阶段都有其特定的温度和时间要求,以确保焊接质量和PCB的稳定性。
通过合理控制回流焊温度曲线,可以提高焊接过程的可靠性和稳定性,从而保证电子产品的性能和可靠性。
回流焊是一种广泛应用于电子制造业的关键工艺,它能够将电子元件精准地焊接到印刷电路板(PCB)上。
回流焊工艺及曲线说明

爱迅通信工程部培训专用爱迅工程部2019.2.13目录爱迅通信工程部培训专用 回流焊工艺回流焊结构与原理SMT回流焊接流程回流焊曲线曲线说明曲线测试问题与对策清理与维护结束1回流焊工艺爱迅通信工程部培训专用 电子制造业中SMT回流炉焊接是最终实现SMT工艺的工序。
是PCBA电子線路板组装作业中的重要工序,如果没有很好的掌握它,不但会出现许多“临时故障”还会直接影响焊点的寿命回流焊是英文Reflow,是通过重新熔化预先印刷到PCB焊盘上的膏状软钎焊料,实现表面组装元器件焊端或引脚与印制板焊盘之间机械与电气连接。
回流焊是将元器件焊接到PCB板材上,是针对SMD(表面贴装器件)的焊接。
回流焊是靠热气流对焊点的作用,之所以叫"回流焊"是因为气体在焊机内循环流动产生高温达到焊接目的。
回流焊结构与原理①爱迅通信工程部培训专用 我们要了解影响热能从回流炉加热器向电路板传递的主要因素。
在通常情况下,如图所示,回流焊炉的风扇推动气体(空气或氮气)经过加热线圈,气体被加热后,通过孔板内的一系列孔口传递到产品上。
回流焊结构与原理②爱迅通信工程部培训专用 SMT回流焊炉温区的工作原理就是当组装PCB板在金属网式或双轨式输送带上,通过回焊炉各温区段的热冷行程,以达到锡膏熔融及冷却结合成为焊点的目的。
1:预热区(又名:升温区)2:恒温区(保温区/活性区)3:回流区4:冷却区回流焊结构与原理③爱迅通信工程部培训专用 当PCB进入升温区时,焊膏中的溶剂、气体蒸发掉,同时,焊膏中的助焊剂润湿焊盘、元器件端头和引脚,焊膏软化、塌落、覆盖了焊盘,将焊盘、元器件引脚与氧气隔离。
PCB进入保温区时,使PCB和元器件得到充分的预热,以防PCB突然进入焊接高温区而损坏PCB和元器件。
当PCB进入焊接区时,温度迅速上升使焊膏达到熔化状态,液态焊锡对PCB的焊盘、元器件端头和引脚润湿、扩散、漫流或回流混合形成焊锡接点。
PCB进入冷却区,使焊点凝固此;时完成了回流焊。
回流焊曲线讲解

理解锡膏的回流过程
理解锡膏的回流过程
回流焊接要求总结:
重要的是有充分的缓慢加热来安 全地蒸发溶剂,防止锡珠形成和限制由 于温度膨胀引起的元件内部应力,造成 断裂痕可靠性问题。其次,助焊剂活跃 阶段必须有适当的时间和温度,允许清 洁阶段在焊锡颗粒刚刚开始熔化时完成。
理解锡膏的回流过程
时间温度曲线中焊锡熔化的阶段 是最重要的,必须充分地让焊锡颗粒完全 熔化,液化形成冶金焊接,剩余溶剂和助 焊剂残余的蒸发,形成焊脚表面。此阶段 如果太热或太长,可能对元件和PCB造成伤 害。锡膏回流温度曲线的设定,最好是根 据锡膏供应商提供的数据进行,同时把握 元件内部温度应力变化原则,即加热温升 速度小于每秒3° C,和冷却温降速度小于 5° C。
得益于升温-到-回流的回流温度曲线
整个温度曲线应该从45° C到峰值温度 215(± 5)° C持续3.5~4分钟。冷却速 率应控制在每秒4° C。一般,较快的冷 却速率可得到较细的颗粒结构和较高强 度与较亮的焊接点。可是,超过每秒4° C会造成温度冲击。
得益于升温-到-回流的回流温度曲线
升温-到-回流
典型PCB回流区间温度设定 区间
区间温度设定
区间末实际板温
预热
活性 回流
210° C(410° F)
177° C(350° F) 250° C(482° C)
140° C(284° F)
150° C(302° F) 210° C(482° F)
怎样设定锡膏回流温度曲线
图形曲线的形状必须和所希望的相比较,如果形状 不协调,则同下面的图形进行比较。选择与实际图 形形状最相协调的曲线。
怎样设定锡膏回流温度曲线
回流区,有时叫做峰值区或最后升温区。
SMT炉温标准曲线

版次:V1拟制:审核:批准:锡铅合金回流炉温曲线标准(Sn63/Pb37)最高温度230℃以下预热时间(70±20秒)预热温度范围(140~160℃)回流焊接时间200℃以上版次:V3胶水固化炉温曲线标准90-150秒适用红胶规格:1、LOCTITE 3482、SOMAR IR-130拟制:审核:批准:版次:V2拟制:审核:批准:无铅回流焊炉温曲线标准(Sn-3.0Ag-0.5Cu)①热容量小的部品(上限) ②热容量大的部品(下限)回流预热冷却T =10℃之内(秒)版次:V2拟制:审核:批准:35±10Sec 是表示从进板到开始预热的时最高温度230℃以下35±10秒预热温度范围(130~150℃)200℃以上15013020023090±30秒25秒以下30±1010040秒以下无铅回流焊炉温曲线标准(Sn-8Zn-3Bi)特别要求:最大热容量部品与最小热容量部品最高温度的温差控制在10℃之内90±30Sec是表示预热从130°到达150°的时间25Sec以下是表示从150°到达200°的时间30±10Sec是表示保持200°的时40Sec以下是表示冷却从200°降至100°的时间版次:V1T=10℃之内250235MP4/I-REC无铅回流焊炉温曲线标准(Sn-3.0Ag-0.5Cu)拟制:审核:批准:①热容量小的部品(上限) ②热容量大的部品(下限)(秒)。
回流焊温度曲线设定详解

回流焊温度曲线设定详解回流焊温度曲线是由回流焊炉的多个参数共同作用的结果,其中起决定性作用的两个参数是传送带速度和温区的温度设定。
传送带速度决定了印刷线路板暴露在每个温区的持续时间,增加持续时间可以使印刷线路板上元器件的温度更加接近该温区的设定温度。
每个温区所用的持续时间的总和又决定了整个回流过程的处理时间。
每个温区的温度设定影响印刷线路板通该温区时温度的高低。
印刷线路板在整个回流焊接过程中的升温速度则是传送带速和各温区的温度设定两个参数共同作用的结果。
因此只有合理的设定炉温参数才能得到理想的炉温曲线。
广晟德为大家分享以最为常用的 RSS曲线为例介绍一下炉温曲线的设定方法。
一、回流焊链速的设定:设定回流焊温度曲线时第一个要考虑参数是传输带的速度设定,该设定将决定印刷线路板通过加热通道所花的时间。
传送带速度的设定可以通过计算的方法获得。
这里要引入一个指标,负载因子。
负载因子:F=L/(L+s) L=基板的长,S=基板与基板间的间隔。
负载因子的大小决定了生产过程中炉内的印刷线路板对炉内温度的影响程度。
负载因子的数值越大炉内的温度越不稳定,一般取值在0.5~0.9 之间。
在权衡了效率和炉温的稳定程度后建议取值为 0.7-0.8。
在知道生产的板长和生产节拍后就可以计算出传送带的传送速度(最慢值)。
传送速度(最慢值)=印刷线路板长/0.8/生产节拍。
传送速度(最快值)由锡膏的特性决定,绝大多数锡膏要求从升温开始到炉内峰值温度的时间应不少于 180 秒。
这样就可以得出传送速度(最大值)=炉内加热区的长度/180S。
在得出两个极限速度后就可以根据实际生产产品的难易程度选取适当的传送速度一般可取中间值。
二、回流焊温区温度的设定:一个完整的 RSS 炉温曲线包括四个温区分别为:回流焊预热区:其目的是将印刷线路板的温度从室温提升到锡膏内助焊剂发挥作用所需的活性温度135℃,温区的加热速率应控制在每秒 1~3℃,温度升得太快会引起某些缺陷,如陶瓷电容的细微裂纹。