电泳漆技术标准
2013阴极电泳漆技术参数标准

2013阴极电泳漆技术参数标准简介:ML—2 (双组分〈01〉黑色阴极电泳漆(哑光漆),由高固含量的颜料浆和低固含量的乳液组成。
用途:可广泛用于汽车、家用电器、轻工产品、机械产品和各类钢铁件及其它金属导电材料的耐蚀涂装等。
特点:•具有较高的泳透力;•不含铅等重金属,低溶剂含量,属环保型产品;•具有优异的贮存和电沉积涂装稳定性;•双组分,施工应用更方便。
实用资料:•贮存条件:5—30 C远离火源的阴凉干燥处,未拆原包装六个月。
•原漆质量指标:配漆比例:黑色浆:乳液:水=1: 4-5: 6-8(质量比)•配漆方法:在电泳槽中倒入计算水量的1/2,先将色浆搅拌均匀后加入电泳槽中,然后将乳液加入电泳槽中,最后将剩余的水补加到槽中的指定位置,启动循环系统进行熟化24-48小时。
•涂膜性能指标:--- 配漆用纯水电导率不大于10 gs/cm。
――使用此涂料前必须严格遵照施工工艺施工,欲了解详细资料可向本公司索取。
――施工条件可根据客户要求而定,本公司提供的施工条件仅供参考。
常州市宇鹰涂料有限公司是一家专业生产ML —1阴极电泳漆(单组分卜ML—2阴极电泳漆(双组份)、ML—3 阴极丙烯酸透明电泳漆的股份制企业,公司自成立以来以质量为生命,以市场为导向,经全体员工携手多年,集研究、生产、销售、服务于一体,使产品技术指标达到或超过了国内外同类产品,价格性能以及技术服务,在同行业中具有明显优势,是国内外客户理想的选用产品。
同时本公司还具有专业制造电泳涂装设备,给客户带来便捷的维修服务,降低客户的生产成本。
另外本公司还配备了全自动电泳涂装流水线,大大保证和提高了金属表面电泳涂装加工产品的质量和效率及客户的实际施工经验。
电泳标准212
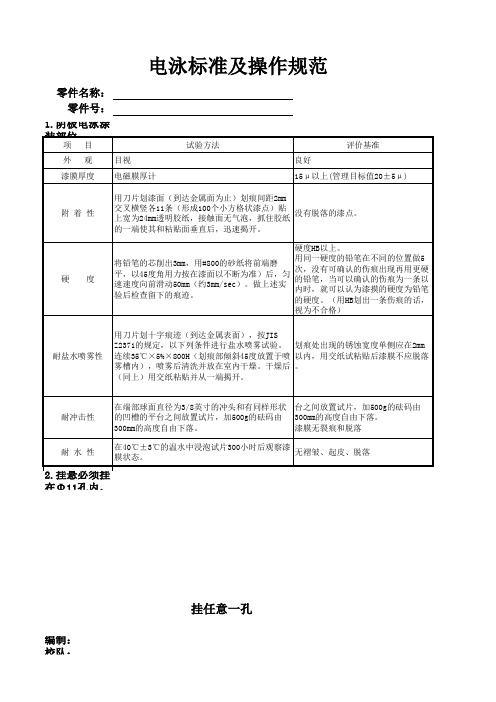
零件名称: 零件号: 1.阴极电泳涂装部位
项 外 目 观 目视 电磁膜厚计 试验方法 良好 15μ 以上(管理目标值20±5μ ) 评价基准
漆膜厚度
附 着 性
用刀片划漆面(到达金属面为止)划痕间距2mm 交叉横竖各11条(形成100个小方格状漆点)贴 没有脱落的漆点。 上宽为24mm透明胶纸,接触面无气泡,抓住胶 纸的一端使其和粘贴面垂直后,迅速揭开。 硬度HB以上。 用同一硬度的铅笔在不同的位置做5 将铅笔的芯削出3mm,用#800的砂纸将前端磨 次,没有可确认的伤痕出现再用更硬 平,以45度角用力按在漆面以不断为准)后, 的铅笔,当可以确认的伤痕为一条以 匀速速度向前滑动50mm(约3mm/sec)。做上述 内时,就可以认为漆摸的硬度为铅笔 实验后检查留下的痕迹。 的硬度。(用HB划出一条伤痕的话, 视为不合格) 用刀片划十字痕迹(到达金属表面),按JIS Z2371的规定,以下列条件进行盐水喷雾试验。 划痕处出现的锈蚀宽度单侧应在2mm 连续35℃×5%×800H(划痕部倾斜45度放置于 以内,用交纸试粘贴后漆膜不应脱落 喷雾槽内),喷雾后清洗并放在室内干燥。干 。 燥后(同上)用交纸粘贴并从一端揭开。
耐 水 性
2.挂悬必须挂在Φ 11孔内,如发现无有此孔,拣出隔离。
挂任意一孔编制: 校队:ຫໍສະໝຸດ 审核: 批准:硬度
耐盐水喷雾性
耐冲击性
在端部球面直径为3/8英寸的冲头和有同样形状 台之间放置试片,加500g的砝码由 的凹槽的平台之间放置试片,加500g的砝码由 300mm的高度自由下落。 300mm的高度自由下落。 漆膜无裂痕和脱落 在40℃±3℃的温水中浸泡试片300小时后观察 漆膜状态。 无褶皱、起皮、脱落
阴极电泳漆技术技术参数(验收标准)

实验条件 目视 BYK 60° 划格法,间距1mm 铅笔硬度 粗糙度仪
GB/T1732-93 40℃×500H ASTM单侧扩蚀 1N H2SO4 20℃×H 1N NAOH 21℃×H 93#汽油 4H
耐温变
合格
按Y60-050通过温变实验
杂志离子许可浓度(%)
项目 外观 膜厚 光泽 附着力 硬度 表面粗糙度(Ra)μm 杯突(mm) 冲击性(kg.cm) 耐水性 耐盐雾性(≥1008hr) 耐酸性 耐碱性 耐汽油性 抗石击 柔韧性(mm)
电泳漆膜性能 平整光滑 22±2 60-90 ≤1 ≥H 0.12-0.20 ≥6 ≥50 100/100(1mm) ≤1mm 漆膜无变化 漆膜无变化 漆膜热减量(%) 再溶性
水平面与垂直面无明显差别 ≥20 ≤5% 160℃×20分钟(min) ≤6 外观良好,漆膜残存率≥90% Na离子<30ppm Fe离子<60ppm 漆膜性能 Ford法 100毫升量筒中的槽液静置 4小时,取上部清液测定的 固体份减少率 工作表面的持续时间 160℃×20分钟烘烤 湿膜在槽液中浸10分钟, 非侵入部分与侵入部分膜 厚差,外观评价 对涂膜外观,性能无影响 的范围。
技术参数(验收标准) 原漆指标 项目 成分 色相 固体份(%) PH值 粘度 细度(μm) 密度(g/cm³) 混合比 存储期 槽液性能 项目 固体份 PH值 电导率(μS/cm) MEQ 灰份(%) 溶剂含量(%) 槽液温度(℃) 施工电压(V) 破坏电压(V) 电泳时间(min) 库伦效率(mg/c) 分级电阻(KΩcm²) 指标 19±1 6.1±0.3 1400±400 28.0±4.0 23.0±2.0 0.8±0.3 30±2 160-260 ≥350 3 ≥30 800±300 含30秒软启动 实验室制板电压,生产线 200-300 条件 105±2℃ 25℃ 25℃ F-1 颜料浆 灰色(储存期内无分层) 56±2 --65±10KU ≤15 1.12±0.05 1 6个月 F-2 乳液 乳白液 36±2 6.5±0.5 10±5CPS ---1.05±0.05 3.3 6个月 5-35℃ 25℃ 105±2℃ 25℃ 25℃ 条件
电泳涂装技术规范(SGM061018)

电泳技术标准及要求(SGM自制件)一、电泳零件前处理技术参数二、电泳技术参数二、质量要求1 磷化(1) 膜厚及结晶尺寸需对磷化层的晶貌(膜重-GM9733P及结晶尺寸-GM9613P)进行评估。
将测试结果与《全球磷化规范》(GMW3011L-PH)的要求作对比,并根据要求对现存系统进行控制。
(2) 防腐性能需根据GM9540P(方法B,40个循环)对磷化层的防腐性能进行评估。
将测试结果与《全球磷化规范》(GMW3011L-PH)的要求作对比,并根据要求对现存系统进行控制。
2 电泳涂装(1) 电泳涂层的厚度:内/外表面最低平均值为18微米,目标范围为20~31微米内腔电泳涂层完整均匀, 无金属裸露注: 通过每周泳透力测试评估内腔电泳涂层状态(2) 外观(a) 供应商的电泳涂层不能对油漆涂层的外观带来不良的影响。
(b) 需根据下列标准对电泳涂层的外观进行评估:粗糙度:<12μ/inch ASTM D523目视外观平整光洁,无明显的条印、缩孔、针孔、流挂、灰粒, 钣金缺陷等缺陷,其质量需得到参与评估的各方面的认同。
(3) 物理性能(附着力,耐石击)(a) 涂层的附着力和耐石击性能应该根据下列标准进行评估:(b) 胶带测试附着力(GM9071P, Method A 和 B)(c)用胶带测试附着力(GM9071P, Method A)后再进行240小时的潮湿测试(GM4465P, ASTMD870)(d) 耐石击试验(GM9508P, Method A)(e)盐雾试验1000小时后,划格处单边扩展<2mm(f)溶剂擦拭实验(GM9509P), 溶剂使用MIBK(甲基-异丁基甲酮), 合格结果0或1级三化工材料磷化工艺体系材料必须通过GM9984090标准认可或等同的材料标准认可脱脂剂必须通过GM9984400标准认可或等同的材料标准认可表调材料必须通过GM9984415标准认可或等同的材料标准认可钝化材料料必须通过GM9984404标准认可或等同的材料标准认可电泳漆材料必须通过GM9984094标准认可或等同的材料标准认可预处理材料必须适合冷轧板/电,热镀锌板/铝板/锌镍合金板等SGM车身所用板材的涂装要求。
ms.90124标准

ms.90124标准
ms.90124标准是一种用于汽车行业的电泳涂装标准,它由克莱斯勒公司制定,用于规范电泳涂装的质量和性能[^1^][1]。
ms.90124标准的主要内容包括:
- 电泳涂装的定义和分类:电泳涂装是一种利用电场作用,使涂料在被涂物表面形成均匀的涂层的工艺。
电泳涂装分为阳极电泳和阴极电泳,根据涂料的电荷性质和电极的连接方式而定。
- 电泳涂装的工艺流程和参数:电泳涂装的工艺流程包括预处理、电泳、清洗、烘干等步骤,每个步骤都有相应的工艺参数,如电压、电流、时间、温度、浓度等,需要根据不同的涂料和被涂物进行调整和控制。
- 电泳涂装的质量检验和评价:电泳涂装的质量检验包括外观检验、厚度检验、附着力检验、耐腐蚀性检验、耐热性检验、耐冲击性检验等项目,每个项目都有相应的检验方法和标准值,用于评价电泳涂层的质量和性能。
ms.90124标准的目的是为了保证电泳涂装的一致性和可靠性,提高汽车零部件的防护性和美观性,满足汽车行业的高品质要求。
电泳漆技术质量要求

1. 适用范围:本标准适用于钣金车身表面电泳涂层材料的检测。
2. 检验项目和技术指标见表一、表二。
序号检验项目单位指标 执行标准 1外观A 板 级8-10 QB8021 C 板8-10QB8021L 板 7-10 QB8021 H 板7-10 QB8021 2 膜厚 μm 20-30 GB/T1764 3 硬度 ≥ 2H GB/T6739 4 杯突 ≥ 6 GB/T9753 5 附着力 级 0-1 GB/T1720 6 柔韧性 mm 1 GB/T1731 7 冲击 cm 50 GB/T1732 8 光泽 (60°) 50-80 GB/T9754 9 耐水性 (40℃)h≥ 500 GB/T5209 10 耐盐雾 h ≥ 1000 ASTMB117 11 干燥时间 (工件温度) 175℃ min 25 GB/T1728 12泳透力cm ≥ 80%福特盒法文件名称 电泳漆技术质量要求 文件编号JB-2011-001发布部门 工艺技术部编制审核批准实施日期修订状态A1共2页表二:电泳漆原漆技术指标序号检验项目单位指标执行标准乳液色浆1 外观乳白色液体灰色粘稠液体,无结块目测2不挥发物(120±2)℃/1h%36±257±2GB/T67513 细度μm≤10 15 GB/T6753.14 PH值 6.3-6.9 酸度计5 电导率Μm/Cm 2000-2800 HC/T33366 MEQ酸mm01/100g 30-36 0.1mol/1NaOH滴定7 MEQ碱mm01/100g 55-65 0.1mol/1H2SO4滴定8 粘度(20℃)mP a·S≤100 GB/T27949 密度(20℃)g/ml 1.05-1.07 GB/T675010 溶剂含量(EB)% 0.5-1.5 气相色谱法。
中国电泳标准
中国电泳标准电泳涂装是一种重要的涂装技术,其在汽车、家电、建材、五金等行业的广泛应用。
为了规范电泳涂装行业的发展,我国制定了一系列电泳标准。
本文将介绍中国电泳标准的主要内容,包括电泳原理和基本要求、电泳槽和电极、电泳涂料和添加剂、电泳电源和控制系统、电泳工艺参数、电泳涂装前处理、电泳涂装后处理、电泳涂装质量控制、电泳涂装安全与环保以及电泳涂装设备维护与保养等方面。
一、电泳原理和基本要求电泳涂装的基本原理是将被涂物浸渍在装满涂料的电泳槽中,然后在电场的作用下,使涂料粒子移动并沉积在被涂物的表面形成涂膜。
为了保证涂膜的质量,需要满足以下基本要求:1.槽液的稳定性和均匀性:保证槽液的成分和浓度在一定时间内保持稳定,并确保整个电泳槽内的槽液均匀一致。
2.适当的电压和电流密度:选择适当的电压和电流密度,以确保涂膜的厚度和质量。
3.合适的温度和PH值:控制适当的温度和PH值,以保证槽液的稳定性和涂膜的质量。
4.清洁度要求:确保被涂物的清洁度,避免杂质和油污对涂膜质量的影响。
二、电泳槽和电极电泳槽是电泳涂装的核心设备,其主要作用是容纳涂料和被涂物,并提供电场条件。
电泳槽的设计应考虑以下因素:1.槽体材质:应选择耐腐蚀、绝缘性能好的材料,如PP、PVC等。
2.结构设计:应合理设计槽体结构,以便于槽液的循环流动和温度控制。
3.电极材料:应选择导电性能好、耐腐蚀的材料,如不锈钢、钛等。
4.电极安装位置:应合理设计电极的安装位置,以确保电场的均匀分布。
三、电泳涂料和添加剂电泳涂料是电泳涂装的关键材料,其质量直接影响涂膜的质量。
选择合适的电泳涂料需要考虑以下因素:1.涂料成分:应选择合适的树脂、颜料、填料等成分,以保证涂膜的性能要求。
2.涂料稳定性:应确保涂料在槽液中的稳定性,避免沉淀、结块等现象。
3.涂料环保性:应选择低VOC、低甲醛等环保型涂料,以符合国家环保法规的要求。
4.添加剂的选择和使用:为了调节槽液的各项性能指标,需要选择合适的添加剂,如稳定剂、PH调节剂等。
油漆检测之电泳漆检测主要项目及检测标准
油漆检测之电泳漆检测
一、电泳漆检测概述:
电泳涂料作为一类新型的低污染、省能源、省资源、起作保护和防腐蚀性的涂料,具有涂膜平整,耐水性和耐化学性好等特点。
下面以科标无机检测中心为例来简单介绍下电泳漆的主要检测项目及检测标准,本中心可提供电泳漆相关检测项目:硬度、粘度、附着力、耐候性、耐酸碱性、耐汽油性、耐水性、耐化学性等。
二、检测产品:阳极电泳涂料、阴极电泳涂料;
阴离子电泳涂料、阳离子电泳涂料
三、检测项目:
1、物理性能:外观、透明度、颜色、附着力、粘度、细度、灰分、PH值、闪点、密度、体积固体含量、粘结强度等;
2、施工性能:遮盖力、使用量、消耗量、干燥时间(表干、实干)、漆膜打磨性、流平性、流挂性、漆膜厚度(湿膜厚度、干膜厚度)等;
3、化学性能:耐水性、耐久性、耐酸碱性、耐腐蚀性、耐候性、耐热性、低温试验、耐化学药品性;
4、有害物质:VOC、苯含量、甲苯、乙苯、二甲苯总量、游离甲醛含量、TDI 和HDI含量总和、乙二醇醚、重金属含量(铅、汞、铬、镉等);
5、电学性能:导电性、击穿电压或击穿强度、绝缘电阻、介质常数、介质损失。
四、部分检测标准:
HG/T 3366-2003 各色环氧酯烘干电泳漆
HG/T 3952-2007 阴极电泳涂料
GB/T 1728-1979(1989)漆膜、腻子膜干燥时间测定法
GB/T 1726-1979(1989)涂料遮盖力测定法
GB/T 9276-1996涂层自然气候曝露试验方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
单位
指标
PH值(25℃)
5.8—6.6
电导率(25℃)
μm/cm
≤1600
固体份
%
15—18
溶剂含量
%
2.5—4.5
灰份(黑)
%
9±4
灰份(灰)
%
21±3
MEQ值
毫克当量/100g
30±4
施工温度
℃
28—32
施工电压
V
170—250
施工时间
S
150—210
电泳电压
V
170—250
泳透力(一汽钢管法210V)
小时
GB/T 5209—1985
耐酸性
≥90
小时
耐碱性
≥1
小时
耐机油性
≥48
小时
耐候性
使用两年后涂层完整
【参考】设备限定的工艺参数如下:
1. 电泳电压:100—250V
2. 电泳时间:150—180S
3. 烘道烘干温度:<180℃
4. 烘道烘干时间:< 30min
二、电泳漆的工艺性能。电泳漆在使用过程中的工艺稳定性才是关键。电泳漆的槽液工艺参数如下:
%
≥80
库仑效率
mg/c
≥25
击穿电压
V
>280
L效果
水平面与垂直面涂膜外观无明显差别
重溶性
%
≤8
加热减量
%
≤8
沉淀性
24h静止,工作液不分层,颜料沉淀≤50mL/L,易搅起
超滤液PH值
5.8—6.8
超滤液固体份
%
0.4—0.7
阳极液PH值
2.5—5
阳极液电导率
600—1000
槽液更新周期
月
≥4
[此文档可自行编辑修改,如有侵权请告知删除,感谢您的支持,我们会努力把内容做得更好]
电泳漆的技术要求
电泳漆主要考虑两个方面的因素:涂料的漆膜性能和工艺性能。
一、电泳漆膜的性能,必须达到如下要求:
项目
指标
单位
检测方法
颜色
黑色
目测
外观
平整光滑细腻,无露底、针孔
目测
膜厚
≥20
μm
GB/T 1764—1979
光泽度
40—60(60°)
%
GB/T 9754—2007
铅笔硬度
≥5
H
GB/T 6739—1996
冲击强度
≥10
cm
GB/T 1732—1993
附着力
0
级
GB/T 9286—1988
柔韧性
≤2(1)
mm
GB/T 1731—1993
耐盐雾性(工件)
≥540
小时
GB/T 10125—1997
单边扩蚀≤2mm
耐盐雾性(试片)
≥900(1000)
小时
GB/T 10125—1997
单边扩蚀≤2mm
耐水性
≥300