组件工艺流程及设备简介
DTRO工艺技术详解(含流程说明)
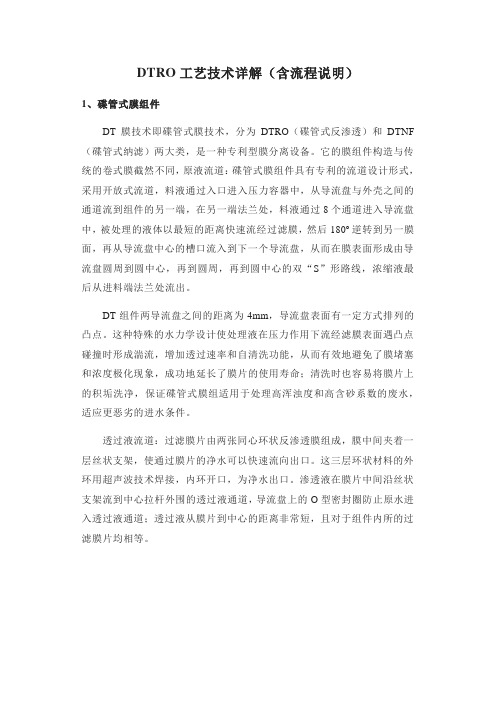
DTRO工艺技术详解(含流程说明)1、碟管式膜组件DT膜技术即碟管式膜技术,分为DTRO(碟管式反渗透)和DTNF (碟管式纳滤)两大类,是一种专利型膜分离设备。
它的膜组件构造与传统的卷式膜截然不同,原液流道:碟管式膜组件具有专利的流道设计形式,采用开放式流道,料液通过入口进入压力容器中,从导流盘与外壳之间的通道流到组件的另一端,在另一端法兰处,料液通过8个通道进入导流盘中,被处理的液体以最短的距离快速流经过滤膜,然后180º逆转到另一膜面,再从导流盘中心的槽口流入到下一个导流盘,从而在膜表面形成由导流盘圆周到圆中心,再到圆周,再到圆中心的双“S”形路线,浓缩液最后从进料端法兰处流出。
DT组件两导流盘之间的距离为4mm,导流盘表面有一定方式排列的凸点。
这种特殊的水力学设计使处理液在压力作用下流经滤膜表面遇凸点碰撞时形成湍流,增加透过速率和自清洗功能,从而有效地避免了膜堵塞和浓度极化现象,成功地延长了膜片的使用寿命;清洗时也容易将膜片上的积垢洗净,保证碟管式膜组适用于处理高浑浊度和高含砂系数的废水,适应更恶劣的进水条件。
透过液流道:过滤膜片由两张同心环状反渗透膜组成,膜中间夹着一层丝状支架,使通过膜片的净水可以快速流向出口。
这三层环状材料的外环用超声波技术焊接,内环开口,为净水出口。
渗透液在膜片中间沿丝状支架流到中心拉杆外围的透过液通道,导流盘上的O型密封圈防止原水进入透过液通道;透过液从膜片到中心的距离非常短,且对于组件内所的过滤膜片均相等。
碟管式膜柱流道示意图DT膜片和导流盘2、两级DTRO工艺两级DTRO工艺是基于碟管式反渗透膜的工艺运用,其核心技术在于碟管式反渗透膜的独特结构形式,使得反渗透膜直接处理高浓度废水成为可能,是一种稳定可靠的处理技术,具备投资省、自控程度高操作维护简便、运行费用低以及稳定持续满足排放要求的特点,具体如下:(1)流程简洁紧凑,设备成套装置标准化如两级DTRO成套装置图,该成套装置中集成了用于预处理的砂滤系统、保安过滤器,用于反渗透分离的膜组件、高压泵、循环泵,用于系统清洗的清洗水箱以及用于设备供电及控制的MCC柜和PLC柜等。
链轮组件维修工艺-概述说明以及解释
链轮组件维修工艺-概述说明以及解释1.引言1.1 概述链轮组件作为机械设备中重要的传动组件之一,在长期使用和运转过程中不可避免地会出现磨损、故障等问题,因此维修链轮组件是保障机械设备正常运转的一项关键工作。
本文旨在介绍链轮组件维修工艺,以及针对维修过程中的要点和注意事项进行详细论述。
在众多传动组件中,链轮组件作为一种常见的传动装置,广泛应用于工厂设备、机械制造、汽车工业等领域。
链轮组件的正常运转对于机械设备的高效工作至关重要。
然而,长时间的摩擦磨损、负载冲击和不良工况等因素会导致链轮组件出现故障,如齿轮磨损、链条拉伸等问题。
为了维护设备的正常工作状态,及时进行链轮组件的维修变得至关重要。
链轮组件维修工艺是在链轮组件出现故障时采取的一系列操作步骤和技术手段,以修复和恢复链轮组件的工作性能。
维修链轮组件涉及到多个方面的知识和技术,包括故障诊断、拆卸、清洗、更换零部件、调整和装配等环节。
维修工艺的高效与否直接影响着链轮组件的修复质量和设备的后续使用效果。
本文将详细介绍链轮组件维修工艺的要点和注意事项。
首先,将对链轮组件维修工艺的一般流程进行阐述,包括故障诊断、拆卸链轮组件以及清洗过程等。
其次,将重点介绍链轮组件维修过程中的关键环节,如齿轮磨损的处理、链条拉伸的调整以及其他零部件的更换等。
同时,本文还将针对维修过程中的技术要点和注意事项进行详细说明,以帮助读者更好地理解和掌握链轮组件维修工艺。
通过本文的阅读,读者将能够全面了解链轮组件维修工艺的概况和要点,掌握链轮组件维修的基本流程以及相关的技术知识。
希望本文能够对从事链轮组件维修工作或对该领域感兴趣的读者有所帮助,实现链轮组件的高效维修和机械设备的良好运行效果。
1.2文章结构文章结构部分的内容可以包括以下内容:文章结构:本文主要包括以下几个部分:引言、正文和结论。
- 引言:在引言部分,将简要介绍链轮组件维修的背景和意义,概述维修工艺的重要性,并阐明本文的目的与意义。
微组装技术简述及工艺流程及设备
2.优点——MCM技术有以下主要优点。
1)使电路组装更加高密度化,进一步实现整机 的小型化和轻量化。与同样功能的SMT组装 电路相比,通常MCM的重量可减轻 80%~90%,其尺寸减小70~80%。在军事应 用领域,MCM的小型化和轻量化效果更为明 显,采用MCM技术可使导弹体积缩小90%以 上,重量可减轻80%以上。卫星微波通信系 统中采用MCM技术制作的T/R组件,其体积 仅为原来的1/10~1/20。
3)淀积型MCM(MCM-D,其中D是“淀积”的英 文名Deposition 的第一个字母),系采用高密度 薄膜多层布线基板构成的多芯片组件。其主要特 点是布线密度和组装效率高,具有良好的传输特 性、频率特性和稳定性.
4)混合型MCM-H(MCM-C/D和MCM-L/D,其中 英文字母C、D、L的含义与上述相同),系采用 高密度混合型多层基板构成的多芯片组件。这是 一种高级类型的多芯片组件,具有最佳的性能/价 格比、组装密度高、噪声和布线延迟均比其它类 型MCM小等特点。这是由于混合多层基板结合了 不同的多层基板工艺技术,发挥了各自长处的缘 故。特别适用于巨型、高速计算机系统、高速数 字通信系统、高速信号处理系统以及笔记本型计 算机子系统。
2)厚膜陶瓷型MCM(MCM-C,其中C是“陶瓷 ”的英文名Ceramic的第一个字母),系采用 高密度厚膜多层布线基板或高密度共烧陶瓷 多层基板构成的多芯片组件。其主要特点是 布线密度较高,制造成本适中,能耐受较恶 劣的使用环境,其可靠性较高,特别是采用 低温共烧陶瓷多层基板构成的MCM-C,还 易于在多层基板中埋置元器件,进一步缩小 体积,构成多功能微电子组件。MCM-C主 要应用于30~50MHz的高可靠中高档产品。 包括汽车电子及中高档计算机和数字通信领 域。
生产工艺流程、设备、技术介绍、特色
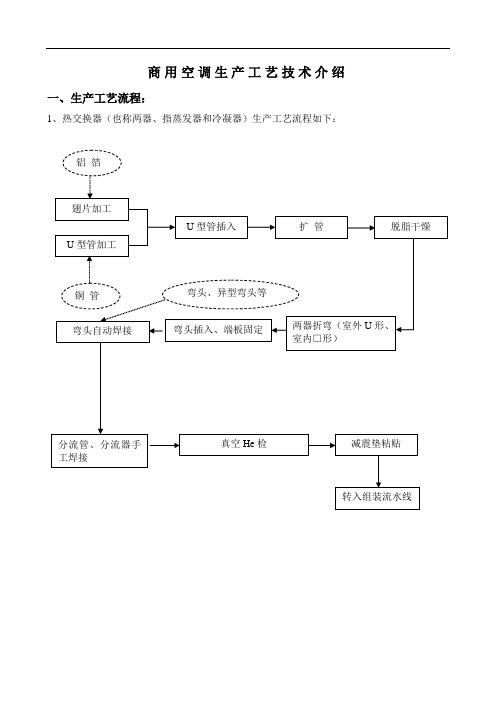
商用空调生产工艺技术介绍一、生产工艺流程:1、热交换器(也称两器、指蒸发器和冷凝器)生产工艺流程如下:2、空调产品组装生产工艺如下:(1).室外机组装生产工艺:二、生产工艺特色:青岛日立商用空调生产车间采用从日立引进的成熟先进的生产工艺技术,主要生产设备及检测设备均为日本进口。
(一)、热交换器(也称两器)生产设备及工艺:1、冲片机和冲片模具:本设备和模具为全部为日本进口,设备模具厂家日高精机株式会社是日本专业生产冲片模具的厂家,其生产的冲片模具技术水平(技术优势)在世界同行业中处于领先水平。
本工序采用亲水铝箔,经精密模具高速冲片,形成波纹形双面桥形翅片,此种材料的片型技术先进,有利于提高换热器的换热效率和整机性能,同时可提高空调的使用寿命。
2、长U弯管机:本设备主要是日本进口设备,其技术水平在世界处于领先地位。
本工序采用薄壁内螺纹铜管加工U型管,此种内螺纹铜管能改善制冷剂在管路系统中的流动状态,从而提高其换热效率,它比一般光滑管可提高换热效率20%~30%左右。
3、胀管机:本设备主要是日本进口设备,其技术水平在世界处于领先地位。
本设备采用高光洁度球型胀头对工件进行胀管,保证了铜管与翅片孔之间的合理过盈量,同时避免了胀管过程中胀头对铜管内螺纹部分的破坏,保证了胀管后产品的质量。
4、脱脂干燥炉:由于产品循环系统中的残留油分会对空调的性能存在一定的影响,所以需对热交换器进行脱脂干燥,本工序就是对胀管完成的热交换器半成品进行高温脱脂干燥(脱脂温度为150~160℃),以去除工件翅片表面和铜管内部的挥发油,工件经过脱脂干燥后,可使其铜管内部的残油量在3mg/m2以下。
5、热风干燥炉:由于空调循环系统内部冷媒中如果混入过多的水分,会严重影响到空调的整机性能,本工序的作用就是去除油分离器、气液分离器、热交换器组件、配管等系统零部件内部的水分,零部件经本工序去水干燥后,可保证工件内部残留水分量60ppm在以下。
层压光伏组件的工艺流程

层压光伏组件的工艺流程单体太阳电池不能直接做电源使用。
作电源必须将若干单体电池串、并联连接和严密封装成组件。
以下是店铺为大家整理的关于层压光伏组件的工艺流程,给大家作为参考,欢迎阅读!光伏组件工艺流程主要控制点一,准备组质量控制点准备组准备的主要物料有:电池片,TPT,EVA,涂锡带,玻璃……电池片外观:电池片不能有隐裂,裂片,破片(崩边缺角)……单片电池片不能有明显颜色不均匀的现象,同一组件的电池片颜色要一致。
电性能:每个组件的电性能搭配首先要求的功率要在同一等级,然后在根据电池片的工作电流(IWORK)分档进行搭配,统一功率组件中电池片的工作电流应在同一等级。
如果同一等级的电池片缺少时,应选择功率和电流高一等级的进行补片。
激光划片:划片后的电池片不仅在尺寸上符合图纸要求,而且划好的片子放在光学显微镜下观察,要求切割的深度在电池片厚度的1/2—2/3范围内,并且电池片无崩边裂纹,切割面目视平整,光亮。
TPT /EVA:在裁剪TPT /EVA时必须按照物料清单规定的尺寸进行裁剪,在遇到特殊物料时,需要做尺寸上的修改必须通知技术,工艺,此外每个工序之间传达必须要有。
与此同时每隔两个小时必须对物料的裁剪尺寸进行测量,并做好记录。
涂锡带:涂锡带的裁剪首先要根据物料清单规定的尺寸进行裁剪,其实在裁剪的过程中要不定时的进行尺寸的测量,涂锡带的浸泡时间与烘烤时间以工艺作业指导书规定为标准。
玻璃:玻璃从仓库拉到车间在使用之间首先要对玻璃尺寸进行确认,在生产的过程中一拖也要进行抽测尺寸。
二,压带质量控制点首先就是对烙铁头温度,加热台温度进行校准,使必须工作在工艺温度范围内。
焊接表面:焊接表面平整光亮,无焊锡渣,赃污,高点毛刺,助焊剂发白(烙铁头必须每5个工作如换一次并做好记录)。
焊接效果:不能有虚焊,脱焊,掉线……焊接错位:正面涂锡带末端到电池片边缘距离为3mm(±0.5mm)偏移主栅线<0.5mm 电池片外观检查:不能有隐裂,裂片,破片(崩边缺角)……三,串带质量控制点首先就是对烙铁头温度,加热台温度进行校准,使必须工作在工艺温度范围内。
组件焊接流程
组件焊接流程包括以下步骤:
1. 焊前准备:清理工件表面的油、锈和污物,检查工装夹具是否有缝隙,并保持焊接位置的稳定。
2. 夹紧工件:用固定夹具夹紧工件,使焊接过程始终维持在校正位置。
3. 预置接头:为了补偿焊接时可能产生的收缩,需要预置接头。
4. 预弯曲零部件:为了补偿焊接时可能产生的变形,需要预弯曲零部件。
5. 焊接:将焊件截断成几部分,对每一部分进行焊接。
对于大量复杂结构,可以对各部分组件分别焊接,以使最终的装配更加容易固定。
6. 焊后检查:检查焊接质量,包括焊点是否牢固、光滑,无虚焊、假焊等现象。
对于不合格的焊点,需要重新焊接。
注意,以上步骤可能因具体的焊接对象和焊接方法的不同而有所差异。
在进行焊接时,务必遵循相关的安全操作规程,确保人身安全和设备安全。
电池的制备工艺,叠片工艺的主要流程和生产设备

电池的制备工艺,叠片工艺的主要流程和生产设备电池作为一种储能设备,广泛应用于电动汽车、手机、笔记本电脑等现代生活中的各种电子设备中。
电池的制备工艺是指将正负极材料、电解质和隔膜等组件进行组装,形成完整的电池体系的过程。
其中,叠片工艺是电池制备的一种常见工艺,它主要包括前处理、涂布、堆叠、卷绕和封装等环节。
下面我们将详细介绍电池制备的工艺流程和相应的生产设备。
一、电池制备的工艺流程:1. 前处理:包括正负极材料的预处理和电解液的配置。
正负极材料的预处理主要是对其进行研磨、干燥、筛分等处理,以获得更好的电池性能。
电解液的配置涉及到溶剂的选择和添加适量的溶质。
2. 涂布:涂布是将正负极材料连续涂覆在导电箔上的过程。
涂布分为单面涂布和双面涂布,主要通过离心涂布、刮涂和滚涂等方式进行。
涂布的目的是形成均匀的正负极材料层,并且粘附在导电箔上。
3. 堆叠:堆叠是将正负极材料相互叠置,并在两者之间添加电解液和隔膜的过程。
堆叠时需要控制正负极材料的叠层数量和厚度,以及电解液和隔膜的均匀分布,确保电池内部的电离和运输顺利进行。
4. 卷绕:卷绕是将堆叠好的正负极材料和隔膜卷成圆柱形状的过程。
卷绕时需要通过连续的滚筒设备将电池组件卷绕成圆柱形,并且保证正、负极之间和电解液、隔膜之间没有短路或漏液现象。
5. 封装:封装是将卷绕好的电池组件进行密封包装的过程。
封装主要通过焊接、封口和填充等方式进行,确保电池内部的正负极材料、电解液和隔膜不受外界环境的影响,并同时满足电池机械强度和安全性的需求。
二、电池制备的生产设备:1. 前处理设备:包括研磨机、干燥机、筛分机等,用于对正负极材料进行预处理。
2. 涂布设备:主要包括离心涂布机、刮涂机、滚涂机等,用于将正负极材料涂布到导电箔上。
3. 堆叠设备:主要包括堆叠机和压力机,用于将正负极材料和隔膜叠置,并控制叠层数量和厚度。
4. 卷绕设备:主要包括卷绕机,用于将堆叠好的电池组件卷绕成圆柱形状。
光伏组件生产制造流程及主要质量风险点介绍正式稿

正在制作公司自己的标准组件并进行测试(莱 茵TUV),用于与制造厂家测试标准进行比对,使 制造厂家提供的组件产品功率真实、可靠。
2020年5月11日星期一
26
电能(北京)工程监理有限公司
POWER (BEIJING)ENGINEERING SUPERVISION CO.,LTD
2020年5月11日星期一
光伏效应是半导体材料的普遍特性。今
天我们大规模应用的晶体硅光伏电池,实际
上主要是发电效率和设备成本之间平衡的结
果。不排除日后由于技术进步,选择其他材
料的可能。
4
电能(北京)工程监理有限公司
POWER (BEIJING)ENGINEERING SUPERVISION CO.,LTD
6.层压
电能(北京)工程监理有限公司
POWER (BEIJING)ENGINEERING SUPERVISION CO.,LTD
目录
一、光伏组件制造概述
二、光伏组件制造工艺及主要质量风险点 三、光伏组件监造工作简介 四、光伏组件制造阶段典型问题分析
2020年5月11日星期一
16
电能(北京)工程监理有限公司
光伏组件生产制造流程 及主要质量风险点介绍
2020年5月11日星期一
1
电能(北京)工程监理有限公司
POWER (BEIJING)ENGINEERING SUPERVISION CO.,LTD
目录
一、光伏组件制造概述
二、光伏组件制造工艺及主要质量风险点 三、光伏组件监造工作简介 四、光伏组件制造阶段典型问题分析
光伏组件监造工作简介
• 光伏组件监造工作的模式和内容:
目前光伏组件监造工作采用驻厂监造模式,从设备制造 用原材料备料至全部设备包装发货,监造工程师对整个过程 均实施监督。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
汇流条焊接Lead soldering
汇流条焊接是指将汇流条按照要 求进行焊接。 Lead soldering refers to soldering the Lead in accordance with the requirements
工艺要求Process requirements
1.着装 Dressing 操作人员进入组件生产线,着装应符合本公司统一规定和本工位的特定要求(头发不许裸露,必须隐入工作 帽内). Operator need to dress standard dressing as per company requirement and process need (Hair can not come out, need hidden inside the cap.) 2. 作业前准备 Preparation 用洁净抹布把工作台清洁干净,台面上无任何与工作无关的物品。 Wipe with a clean cloth to ensure clean, The table without any work-related items before cutting each rool of Backsheet. 3.工具及作业用品 Tools and operating things. 作业用品应洁净、摆放有序,便于操作,实施定置管理。 Operating things should be clean, orderly place, easy to operate, implement set management. 4.要求: Requirement: 1)汇流条规格详见计划单或BOM; Ribbon specifications detailed refer to the WO or BOM 2)汇流条与引出线之间的焊点光滑、光亮、平整、无虚焊,焊面高度不超过第一层涂锡带的厚度; Lead solder between lead shall smooth, shiny, flat, fully solder, solder surface height does not exceed the thickness of the first layer coated with solder; 3)焊接后,汇流条与引出线之间必须垂直;对焊接的汇流条按照第二点的工艺要求进行全检; After soldering, must be perpendicular between Leads; Leads soldering process requirements in accordance with the second point of the full inspection; 4)每6小时必须用酒精对焊接模板进行清洁; Every six hours must use IPA to clean the soldering template 5)烙铁温度控制在370℃±10℃。 Soldering iron temperature control at 370 ℃ ± 10 ℃
背板裁切 Backsheet cutting
背板裁切是指将整卷的EVA,裁 切成组件所需的尺寸。 Backsheet cutting refers to cutting the entire roll of EVA into desired size.
工艺要求Process requirements
工艺要求Process requirements
1.着装 Dressing 操作人员进入组件生产线,着装应符合本公司统一规定和本工位的特定要求(头发不许裸露,必须隐入工作帽内). Operator need to dress standard dressing as per company requirement and process need (Hair can not come out, need hidden inside the cap.) 2. 作业前准备 Preparation 用洁净抹布把工作台清洁干净,台面上无任何与工作无关的物品。 Wipe with a clean cloth to ensure clean, The table without any work-related items. 3.工具及作业用品 Tools and operating things. 1)作业用品应洁净、摆放有序,便于操作,实施定置管理。 Operating things should be clean, orderly place, easy to operate, implement set management. 2)戴乳胶指套:拇指、食指、中指必须佩戴(其他手指依情而定),不允许裸手直接接触电池片。 Wear finger cot: thumb, index finger, middle finger must be worn (other fingers depending on the situation), do not allow directly contact with cell without finger cot. 4.要求: Requirement: 1)、电池片无侧面漏浆、破损、隐裂、氧化、缺口、水纹、掉晶、明显色差等不良现象; No side leakage of cells, damaged, cracked, oxidation, gap, waterlines, off crystal clear color and other undesirable phenomena 2)、电池片整理时必须在泡沫棉上进行;Cell sorting Must done at bubble sponge. 3)、不得用利器或其他硬物刮伤电池表面,以免损伤PN节 Do Not use sharp or other hard objects to scratch the surface of the Cell to prevent damage on PN Line. 4)、露在空气中的电池片在层压前不超过8小时, 防止氧化;当天未用完的电池片或存有缺陷的电池片需封装好入 库存放。 To prevent oxidation, cell Exposed in the air before lamination shall not more than eight hours; Balance Qty need package and storage into store. 5)、分选好的电池片堆放高度不得超过200片。Height of cell after sorting Must No more than 200pcs.
1.着装 Dressing 操作人员进入组件生产线,着装应符合本公司统一规定和本工位的特定要求(头发不许裸露,必须隐入工作 帽内). Operator need to dress standard dressing as per company requirement and process need (Hair can not come out, need hidden inside the cap.) 2. 作业前准备 Preparation 1)用洁净抹布把工作台清洁干净,台面上无任何与工作无关的物品。 Wipe with a clean cloth to ensure clean, The table without any work-related items before cutting each rool of Backsheet. 2)将背板卷安装在指定位置。 Install the Backsheet roll at the specified location. 3.工具及作业用品 Tools and operating things. 作业用品应洁净、摆放有序,便于操作,实施定置管理。 Operating things should be clean, orderly place, easy to operate, implement set management. 4.要求: Requirement: 1)背板表面干净整洁、无褶皱、明显斑点和油污; Backsheet surface must be clean, no spots 、obvious fold and oil . 2)每卷背板开始裁切的前10张必须进行全检。之后裁切的背板每10张抽查检验1张; Each rool of Backsheet before cutting the 10 pcs must all inspection.After cutting the Backsheet per 10pcs random inspection 1pcs。 3)手或其他身体部位,不可接触或接近背板(最小距离不得小于30mm); Hands or other parts of the body, do not touch or close to Backsheet(minimum distance shall not be less than 30 mm) . 4)未使用完的背板需要用保鲜膜封装好退回仓库,已裁切的EVA放置不能超6小时。 Not used the Backsheet needs a good package with plastic wrap and return warehouse, Backsheet has cropped placed not exceed 6 hours.
产线工艺流程&设备简介 Production process & equipment introduction
分选Cell sorting
分选是按电池片功率、颜色进行分档。 电池片常见的缺陷 : 缺角、崩边、穿孔、主栅线偏移。 Cell sorting is based on power and different color of cell Common defects : chipping, edge breaking ,piercing, main line offset.