标准工艺卡片
工艺参数卡片(样条)
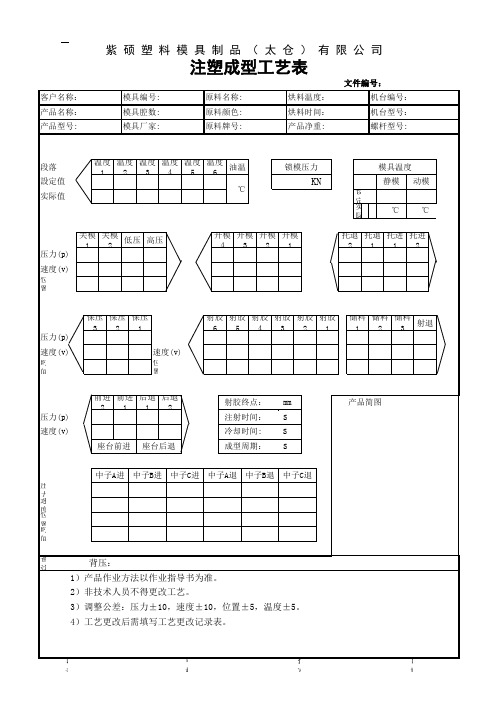
锁模压力
模具温度 静模 设定 实际 ℃ ℃ 动模
KN
关模1 关模2 低压 高压 压力(p) 速度(v) 位置(mm)
开模4 开模3 开模2 开模1
托退2 托退1 托进1 托进2
保压3 保压2 保压1 压力(p) 速度(v) 时间(s) 速度(v) 位置(mm)
射胶6 射胶5 射胶4 射胶3 射胶2 射胶1
紫 硕 塑 料 模 具 制 品 ( 太 仓 ) 有 限 公 司
注塑成型工艺表
文件編号: 客户名称: 产品名称: 产品型号: 模具编号: 模具腔数: 模具厂家: 原料名称: 原料颜色: 原料牌号: 烘料温度: 烘料时间: 产品净重: 机台编号: 机台型号: 螺杆型号:
段落 設定值 实际值
温度1 温度2 温度3 温度4 温度5 温度6 油温 ℃
储料1 储料2 储料3 射退
前进2 前进1 后退1 后退2 压力(p) 速度(v) 座台前进 座台后退
射胶终点: 注射时间: 冷却时间: 成型周期:
mm 进 中子C进 中子A退 中子B退 中子C退 压力(p) 速度(v) 位置(mm) 时间(s)
备注:
背压: 1)产品作业方法以作业指导书为准。 2)非技术人员不得更改工艺。 3)调整公差:压力±10,速度±10,位置±5,温度±5。 4)工艺更改后需填写工艺更改记录表。
记录 :
审核:
批准:
日期:
机械加工工艺过程卡片
机械加工工艺过程卡片
机械加工工艺过程卡片
XXX
材料牌号:XXX
工序号:01、02
锻件毛坯外形尺寸、零件图号、零件名称、车间工段、KCSJ-12、蜗杆、每件毛坯可制件数、设备工艺装备、每台件数、工时、准终单件
工序内容:
锻造:去飞边,锻工自由锻
金工磨工:锻床,磨床,游标卡尺,砂轮、游标卡尺
车床工:车刀、麻花钻、三爪卡盘
03粗车蜗杆轴左端面,打中心孔,及左边ΦXXX、
Φ25mm、Φ30mm、Φ36mm定位轴肩,以及Φ30mm轴段退刀
槽的外圆金工面,以中心孔轴线为精基准。
粗车蜗杆轴右端面,打中心孔,及右边、Φ30mm、
Φ36mm定位轴肩,以及Φ30mm轴段退刀槽的外圆面,以中
心孔轴线为精基准。
04金工:半精车左端各外圆面,控制轴线方向的各个轴
段的长度。
以中心孔轴线为精基准。
半精车右端各外圆面,控制轴线方向的各个轴段的长度。
以中心孔轴线为精基准。
倒角。
05金工:铣键槽,选择两个Φ30mm外圆面作为基准。
06车工:车蜗杆螺纹,选择两个Φ30mm外圆面作为基准。
07金工:淬火。
以中心孔轴线为精基准。
08金工:揣测到、三爪卡盘。
09钳工:淬火。
10车工:热加工热处理。
普通车床。
11普通立式铣床:铣刀、专用夹具。
12普通车床:车刀、专用夹具。
13砂轮、游标卡尺:淬火机。
14砂轮、游标卡尺:磨工。
15深度游标卡尺:车工、钳工。
去毛刺、检验、入库。
金工、检验、仓库。
工艺过程卡、工序卡
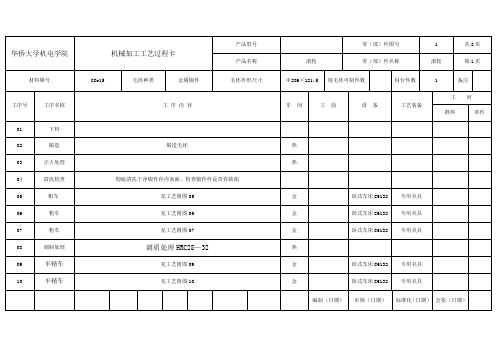
华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌华侨大学院机电学院机械加工工艺卡片工序名称粗车Φ280外圆工序号05零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s粗车Φ280外圆至Φ282.3硬质合金车刀YT15 121.5 1 1.85 1 125 2 58.32编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌华侨大学院机电学院机械加工工艺卡片工序名称粗车Φ215、Φ255工序号06零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s1粗车Φ280右端面硬质合金车刀YT1536.75 1 1.8 1 125 2 17.6 2粗车Φ215内圆至Φ212.6及Φ203右端面硬质合金车刀YT1566.75 1 1.8 1 180 2 22.3 3粗车Φ137右端面至Φ203内圆硬质合金车刀YT1534.9 3 1.55 1 250 2 25.14粗车Φ255内圆至Φ253.6及Φ215右端面硬质合金车刀YT1517.7 10 2.05 1 125 2 84.9华侨大学院机电学院机械加工工艺卡片工序名称粗车Φ240Φ137及14°槽工序号07零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s1粗车Φ240左端面、硬质合金车刀YT1575.25 1 1.8 1 180 2 25.08 2粗车Φ280左端面及Φ240外圆、硬质合金车刀YT1519.3 3 1.8 1 180 2 19.3 3粗车Φ137内圆至Φ135.6硬质合金车刀YT1526 1 1.4 1 250 2 6.2 4 粗车14°槽14°切槽专用刀具9 1 1 250 2华侨大学院机电学院机械加工工艺卡片工序名称半精车Φ280工序号09零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s半精车Φ280外圆至Φ280.9硬质合金车刀YT15116 1 0.7 0.5 125 2 111.4华侨大学院机电学院机械加工工艺卡片工序名称半精车Φ215Φ255工序号10零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s1半精车Φ280右端面硬质合金车刀YT1513.65 1 1.2 0.5 125 2 13.1 2半精车Φ215内圆及Φ203右端面硬质合金车刀YT1567.45 1 0.7 0.5 180 2 45.0 3半精车Φ137右端面至Φ203内圆硬质合金车刀YT1533.7 1 1.1 0.5 280 2 16.24 半精车Φ255内圆及Φ215右端面、硬质合金车刀YT1517.5 1 0.7 0.5 125 2 16.8华侨大学院机电学院机械加工工艺卡片工序名称加工螺纹孔工序号11零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具立式钻床Z525安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1钻孔高速钢钻头20 1 7.82 铰孔20 1 0.23 攻丝、15 1华侨大学院机电学院机械加工工艺卡片工序名称半精车Φ240Φ137及14°槽工序号12零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s1半精车Φ240左端面硬质合金车刀YT1554.05 1 1.2 0.5 180 2 36.0 2半精车Φ280左端面及Φ240外圆硬质合金车刀YT1520 1 1.3 0.5 180 2 13.33 半精车Φ137内圆、硬质合金车刀YT1525.5 1 0.7 0.5 250 2 12.244 半精车14°槽14°切槽专用刀具0.7 1 0.5 250 2华侨大学院机电学院机械加工工艺卡片工序名称精车Φ280外圆工序号15零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s精车Φ280外圆硬质合金车刀YT15110 1 0.3 0.25 180 3 146.7华侨大学院机电学院机械加工工艺卡片工序名称精车Φ215内圆工序号16零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s精车Φ215内圆及Φ203右端面硬质合金车刀YT1567.75 1 0.3 0.25 250 3 65.04华侨大学院机电学院机械加工工艺卡片工序名称金刚石车Φ280外圆工序号17零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s金刚石车Φ280外圆金刚石车刀110 1 0.15 0.2 180 3 183.3华侨大学院机电学院机械加工工艺卡片工序名称金刚石车Φ215内圆工序号18零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设。
机械加工工艺规程卡片

如下表:序号: 工序内容设备型号夹具铸造毛坯时效30 铣粗铣,精铣底面A面专用铣夹具钻孔4-ф13mm,扩孔4-ф20mm 专用钻夹具50 钻粗镗孔半精镗孔ф80H9(+0.087/0)mm Z3025 专用镗夹具孔口倒角2X4560 车钻孔ф21mm 扩孔ф25H7mm,ф38mm,ф43mm 专用钻夹具70 钻铣槽1(5mm) 铣槽2(5mm) XA6132 专用铣夹具80 钻孔ф21mm M8-7H的螺纹底孔M10-7H的螺纹底孔90 车攻丝M10-7Hmm的孔攻丝M8-7Hmm 专用攻螺纹夹具100 检验110 入库(二)、选择加工设备及刀、夹量具由于生产类型为批量生产,故加工设备宜以适用机床为主,以少量专用机床,其生产方式以常用机床加专用夹具为主,辅以少量专用机床的流程生产线,工件在个机床上的装卸及各机床间的传送均由它完成。
铣中间槽,考虑工件的定位夹紧方案,及夹具结构设计等问题,采用卧铣,选择XA6132卧式铣床(参考文献[1]表8-15),选择直径D为φ200的高速钢三面刃圆盘铣刀(参考文献[1]表10-40)专用夹具和游标卡尺。
(三)加工工序设计1.工序70的铣槽1。
2。
参考文献【1】表2.4 -3.8并参考XA6132机床说明书。
取铣槽1进给量f=0.3mm/r参考文献【1】表2-4-4,用插入法求得铣槽1的削速度v=27.7m/min.由此算出转速为n=1000v/3.14d=(1000*27.7)/(3.14*5)=320r|min按机床实际转速取n=450r/min.则实际切削速度v=(3.14*5*450)/1000=31.3n(四) 夹具设计1.设计的夹具为第70道工序-铣槽1,2。
该夹具适用于XA6132卧式铣床,选择A面与加工的为定位基准。
按照基准重合原则并考虑到目前有A面与孔加工,为避免重复使用粗机组基准,应以A面与孔定位.从对工件的结构形状分析,若工件以A面朝右放置在支撑板上,定位夹紧都比较可靠,也容易实现,待夹紧后就能满足加工要求。
焊接工艺卡片

B11
焊工合格项目
GTAW-AⅡ-3G-12-02
母材材质
5052
母材规格
δ=6
焊接工艺评定号
WPQ-070
产品试板要求
标记
处数
更改文件号
日期
编制
日期
审核
日期
批准
日期
河南开元空分
集团有限公司
焊接工艺卡片H(09)
产品代号
K27.000
产品名称
冷凝蒸发器
焊接层次
工艺参数
一(正)
一(反)
焊缝坡口及焊接层次示意
2、焊丝、坡口表面极其两侧50mm范围进行表面清理。用丙酮等有机溶剂去除表面的油和油脂,也可用机械法或化学法清除。
3、经清理的焊丝和焊件,焊前严禁玷污,否则应重新清理。
4、检查焊接设备、仪表能正常使用。
外观要求:
1、焊缝表面不得有裂纹、弧坑、飞溅物、咬边等。
2、焊缝与母材应圆滑过渡。
无损探伤:
100%射线探伤,透照质量不低于AB级,符合JB/T4730.2-2005标准,检查结果达到Ⅱ级合格。
5.手工点固引熄弧板。
外观要求:
1、焊缝表面不得有裂纹、弧坑、飞溅物、咬边等。
2、焊缝与母材应圆滑过渡。
无损探伤:
100%射线探伤,透照质量不低于AB级,符合JB/T4730.2-2005标准,检查结果达到Ⅱ级合格。
零件名称
封头
焊缝号
A003
焊工合格项目
GTAW-AⅣ-3G-12-02
母材材质
5083
外观要求:
1、焊缝表面不得有裂纹、弧坑、飞溅物、咬边等。
2、焊缝与母材应圆滑过渡。
无损探伤:
模具零件加工工艺过程卡片

铣刀
游标卡尺
30
平面磨床
外形尺寸达到精度要求
磁性吸盘
砂轮
游标卡尺
高度规
底图号
50
QC
检查加工部位尺寸
55
钳工
标记
处数
更改文件号
签字
日期
标记
处数
更 改
文 件
号
签字
日期
编制日期
校对日期
标准化日期
会签日期
审核日期
机械加工工艺过程卡片
产 品 型 号
零部件图号
产 品 名 称
鼓风机外壳铝合金压铸模
零部件名称
加工CNC无法加工到位的
放电机
通用夹具
紫铜电极
三次元
慢走丝加工
加工高精度孔,落边料
慢走丝加工
通用夹具
铜丝
游标卡尺
底图号
50
QC
检查加工部位尺寸
55
钳工
标记
处数
更改文件号
签字
日期
标记
处数
更 改
文 件
号
签字
日期
编制日期
校对日期
标准化日期
会签日期
审核日期
机械加工工艺过程卡片
产 品 型 号
零部件图号
产 品 名 称
慢走丝加工
通用夹具
铜丝
游标卡尺
底图号
50
QC
检查加工部位尺寸
55
钳工
标记
处数
更改文件号
签字
日期
标记
处数
更 改
文 件
号
签字
日期
编制日期
校对日期
标准化日期
11种机械加工工艺卡片(模板)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
公司名称
砂型铸造工艺卡片
产品型号
零件图号
产品名称
零件名称
第页
第页
材料编号
毛重
浇冒口重
收得率
每箱总重
每台件数
模样
砂箱
砂型与涂料
芯
撑
编号
砂芯
材料
名称
规格
砂型名称
面砂编号
背砂编号
涂料编号
数量
芯盒编号
芯盒编号
芯盒编号
强度等级
每毛坯可制件数
备
注
工时定额(单件)
牌号
规格尺寸
工序
牌号
规格尺寸
工序
工序号
工序
名称
工序内容
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
重量
序号
工序
名称
工序内容与要求
设备与工具
材料
施工条件
工时
颜色
代号
型号与名称
定额
粘度
厚度
干燥
时间
单件
准终
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
公司名称
零件加工工艺过程卡片
11
丝印
不能有断线和毛边
丝印
12
装配
见总装配图,螺钉要全部拧紧。
装配
13
#注意:所有外协表面处理好的零件在后道工序中一定要戴上干净的手套。
审核
A0
标记
处数
更改文件号
签字
日期
标记
处数
签字
日期
版本
深圳市富源机电设备有限公司编号:FM-08-06A0
钳工
4
普冲
百叶窗
普冲
5
折弯
保证尺寸和角度,注意折弯压印。
折弯
6
压铆
12-BSO-3.5M3- (SUS)铆后表面不能有变形等不良
压铆
7
焊
按图组焊箱体。焊牢,注意保证对角线
焊工
8
打磨
光滑无变形,R角一至
打磨
9
前处理
磷化,去锈,去油污
喷漆
10
喷漆
按客户要求,凹陷和压铆处处挂灰处理,厚度和颜色要均匀一至,不能露底。保护不喷漆区.
客户名称:零件加工工艺过程卡片
产品型号
零件图号
材料
冷板
每台件数
1
生产单号
料号
零件名称
展开尺寸
生产总数
是(否)环保
是
序号
工序名称
工序内容
班组
标准工时
辅助工时
数量
操作者
首检
终检
设备
异常情况
1
数冲
展开外形,表面Байду номын сангаас能有明显压划伤
数冲
2
打磨
去除所有毛刺,棱边不能有圆角或斜角.
打磨
3
沉孔
φ3.5Xφ6.5X90
工艺卡片模板
工艺卡片模板工艺卡片是一种用于记录工艺流程、操作规范、质量要求等信息的文档,它在生产制造过程中起着非常重要的作用。
为了更好地规范和管理工艺流程,提高产品质量,我们设计了以下工艺卡片模板,希望能够为大家的工艺管理工作提供帮助。
一、工艺卡片基本信息。
1. 产品名称,(填写产品名称)。
2. 编号,(填写产品编号)。
3. 制定日期,(填写制定工艺卡片的日期)。
4. 版本号,(填写工艺卡片的版本号)。
二、工艺流程。
1. 工艺流程图。
(在此处插入工艺流程图,清晰展示产品的生产流程)。
2. 工序要求。
(列出产品的各个工序,包括工序名称、操作要点、注意事项等内容)。
三、工艺参数。
1. 工艺参数表。
(列出产品的各项工艺参数,包括温度、压力、速度、时间等信息)。
2. 工艺参数调整。
(描述工艺参数调整的方法和步骤,以及调整后的效果)。
四、质量要求。
1. 检验标准。
(列出产品的各项质量指标,包括外观质量、尺寸精度、表面光洁度等要求)。
2. 质量控制点。
(描述在生产过程中需要注意的质量控制点,以及如何进行质量检查)。
五、安全注意事项。
1. 作业环境要求。
(描述生产作业的环境要求,包括通风、防火、防爆等安全要求)。
2. 个人防护。
(列出生产作业时需要佩戴的个人防护用品,如安全帽、防护眼镜、手套等)。
六、工艺改进记录。
1. 改进内容。
(记录工艺改进的具体内容,包括改进的原因、方法和效果)。
2. 改进责任人。
(记录工艺改进的责任人,以便跟踪和评估改进效果)。
七、其他事项。
1. 其他相关信息。
(在此处记录其他与工艺管理相关的内容,如工艺设备的维护保养、异常处理等)。
以上就是工艺卡片模板的内容,希望能够对大家的工艺管理工作有所帮助。
在使用模板的过程中,可以根据实际情况进行适当的调整和完善,以确保工艺卡片能够真正发挥作用,提高生产效率和产品质量。
祝大家工作顺利!。
塑料制品加工工艺卡(标准)
注塑
将加工好的塑料注入模具中
控制注塑时间、温度和压力以确保产品质量
冷却
让塑料在模具中冷却固化
确保足够的冷却时间以避免产品变形
脱模
将成品从模具中取出
谨慎操作,避免损坏产品
修整和装配
对成品进行修整和组装
包括去除模具接口、清洁产品表面等
检测和质量控制
检查产品是否符合要求
包括尺寸、外观、功能等方面的检测
包装
将成品进行适当的包装
确保产品在运输和存储过程中不受损
完工和入库
完成所有加工步骤并入库
跟踪产品出货日期和数量,及时更新库存信息
结论
本工艺卡提供了塑料制品加工的标准步骤,帮助加工人员掌握正确的加工流程,确保产品质量和效率。在实际操作中,应根据具体产品要求和工艺条件进行调整和优化。
>注意:本文档提供的内容仅供参考,请在实践中遵循法律和相关行业标准。
塑料制品加工工艺卡(标准)
介绍
本文档旨在提供塑料制品加工的标准工艺卡,以便指导加工过程并确保品加工工艺卡示例:
工艺步骤
描述
备注
材料准备
确保所选材料符合要求
包括塑料种类、尺寸、颜色等
原料加工
将塑料原料按照要求进行加工
包括切割、熔融、挤出等
模具准备
设计和制作加工所需模具
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
柴油机
零件名称
连杆体
共5页第2页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
零件毛重(Kg)
零件净重(Kg)
材料消耗定额
每台产品零件数
每批数量
40Gr
二锻件
70X132X370
1
6
工
序
安
装
工
步
工序内容
设备
工艺装备名称及编号
工时(分)
名称及型号
编 号
夹具
切削工具
量具、辅具
准终
基本工时
锉刀
游标卡尺
0-125/0.02
共5页第4页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
零件毛重(Kg)
零件净重(Kg)
材料消耗定额
每台产品零件数
每批数量
40Gr
锻件
70X132X370
1
6
工
序
安
装
工
步
工序内容
设备
工艺装备名称及编号
工时(分)
名称及型号
编号
夹具
切削工具
量具、辅具
准终
基本工时
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
每台产品零件数
每批数量
40Gr
锻件
70X132X370
1
6
工
序
安
装
工
步
工序内容
设备
工艺装备名称及编号
工时(分)
名称及型号
编号
夹具
切削工具
量具、辅具
准终
基本工时
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
南通职大
工艺卡片
产品型号
N6135
零件图号
N761-05-002
产品名称
柴油机
零件名称
南通职大
工艺卡片
产品型号
N6135
零件图号
N761-05-002
产品名称
柴油机
零件名称
连杆体
共5页第1页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
零件毛重(Kg)
零件净重(Kg)
材料消耗定额
每台产品零件数
每批数量
40Gr
锻件
70X132X370
1
6
工
序
安
装
工
步
工序内容
设备
工艺装备名称及编号
工时(分)
名称及型号
连杆体
共5页第5页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
零件毛重(Kg)
零件净重(Kg)
材料消耗定额
每台产品零件数
每批数量
40Gr
r锻件
70X132X370
16工序安装工步
工序内容
设备
工艺装备名称及编号
工时(分)
名称及型号
编号
夹具
切削工具
量具、辅具
准终
基本工时
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
准终
单件
工步 号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
标记 处数 更改文件号 签 字 日期标记处数更改文件号 签 字日 期
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
会签(日期)
南通职大
工艺卡片
产品型号
N6135
零件图号
N761-05-002
产品名称
柴油机
零件名称
连杆体
共5页第4页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
零件毛重(Kg)
零件净重(Kg)
材料消耗定额
每台产品零件数
每批数量
40Gr
r锻件
70X132X370
1
6
工
序
安
装
工
步
工序内容
设备
工艺装备名称及编号
30
分组写标号(无工序卡片)
厚度>70为一组
厚度<=70为一组
40
粗精2连杆体一端平面,去毛刺
立柱圆盘铣
连杆体两端面铣
床X5216
夹具T-C-J41-038
垫块N761
密尺刀盘?440
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
南通职大
工艺卡片
产品型号
N6135
零件图号
N761-05-002
会签(日期)
南
产品型号
零件图号
]通职大机械加丄丄丿予卡片
产品名称
零件名称
共页
第页
车间1
工序号
工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夫具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步 号
工步内容
工艺装备
主轴转速
切削速度
进给量
50
粗精2连杆体另 端平面,去毛刺
立柱圆盘铣床
连杆体两端面铣
密尺刀盘
游标卡尺
X5216
夹具T-C-J41-038
?440
0-125/0.02
垫块N761
锉刀
60
磨削
粗磨连杆体两端面并退磁
平面磨床
350X40X127
外径千分尺
M7132H
50-75/0.01
退磁机
TC-360A
70
钻削
钻连杆体小头基准孔,去毛刺
立式钻床
连杆小头孔钻夹
Z5163A
具
/、
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
南通职大
工艺卡片
产品型号
N6135
零件图号
N761-05-002
产品名称
柴油机
零件名称
连杆体
共5页第3页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
零件毛重(Kg)
零件净重(Kg)
材料消耗定额
每台产品零件数
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
南
产品型号
零件图号
]通职大机械加丄丄丿予卞片
产品名称
:零件名称:
共页
第页
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夫具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
每批数量
40Gr
r锻件
70X132X370
1
6
工
序
安
装
工
步
工序内容
设备
工艺装备名称及编号
工时(分)
名称及型号
编号
夹具
切削工具
量具、辅具
准终
基本工时
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
南通职大
工艺卡片
产品型号
N6135
零件图号
N761-05-002
产品名称
柴油机
零件名称
连杆体
南
产品型号
T零件图号「
J通职大机械加工工序卡片
产品名称
零件名称
共页
第页
'车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夫具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步 号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
编号
夹具
切削工具
量具、辅具
准终
基本工时
10
抽检锻件(复检),写毛坯进厂年月号
锻件按Q/TC203技术条件第1类验收
调制HB223-280热处理后的机械性能按
Q/TC208技术条件验收,毛坯颜色桔黄在杆身
凹陷处,毛坯进厂年月号(用年代末尾数0-9
示年号,用A-I十二字母示月号
20
探伤
按Q/TC220技术条件验收
工时(分)
名称及型号
编号
夹具
切削工具
量具、辅具
准终
基本工时
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
南通职大
工艺卡片
产品型号
N6135