调用子程序车削梯形螺纹
车削梯形螺纹

车削梯形螺纹梯形螺纹是中级工中难度较大,较难掌握的一种技术。
在最初的车削过程中,由于对车刀几何角度、进给量、车削方法等生疏,极容易造成撞刀或崩刀,使操作者产生紧张情绪。
为此,本文特针对梯形螺纹中的难点要点加以论述。
初学者车削梯形螺纹,尽量采用高速刚车刀配合弹性刀杆,对于4毫米以上螺距,应采用分层切削法或左右赶刀法,从而避免三刃切削。
一,车刀几何角度选用。
粗车刀于精车刀所选用的几何角度有很大差别,粗车刀由于前刀面开有卷削槽,背前角应选用8度至15度,卷削槽长度长于牙槽深,但需要注意的是,背前角取较大值在保证车刀锋利,徘削顺利的同时却减少了楔角,固应根据刀头强度相应的减少背吃刀量。
车刀前角是为了使切削中的两牙侧都与前面垂直,避免一侧工作前角过小,所以前角为螺纹的螺旋升角,注意,右旋螺纹左侧切削刃低于右侧切削刃,左旋时相反。
车刀两侧后角也与螺纹旋向有关,即,三度至五度加减一个螺旋升角。
其实,详细的角度要求,课本上说的已经很详细了,只不过以前所接受的教育并没有培养出我们结合实践的习惯,不少学生在实际上手时完全忽视了课本知识,完全是蛮干。
至于很多情况下会出现理论与实际不相辅的情况,个人认为,个中问题,应该综合考虑,不能片面的归罪于理论错误,例如装刀高低,工件与刀具材料,切削力影响,热变形和热切削性能,车刀自身刚性,工艺系统安排是否合理,刀具磨损情况,切削液选择,机床齿轮间隙等等,别以为我是在微观论述,钻牛角,其中哪一项出现问题都将直接导致报废或残次品。
就说我的实操情况吧,装刀高度低了不到一毫米,结果导致五小时内全是废品,车刀崩刃四次。
工艺选择不当,时间超出一个小时。
切削液选择不当,导致所车出螺纹边缘均有毛刺,不经打磨甚至无法配合。
这看似极其微小的因素,可却实实在在是加工中的重要环节,这些在课本上不会谈及过多,甚至有些都不曾提过,要我看,与其说是理论脱节,不如说是专业的理论性发展过于粗浅片面,学生自身在许多方面的能力缺乏锻炼培养。
梯形螺纹的数控车削加工

梯形螺纹的数控车削加工摘要:梯形螺纹的加工是数控车削的一个难点, 针对在数控车床加工梯形螺纹时容易出现扎刀等现象,本文介绍使用GSK980TDa系统的数控车床,运用调用子程序和编制宏程序两种编程方法,对梯形螺纹进行分层切削加工,较好的解决了加工过程中梯形螺纹车刀各切削刃的受力分配问题,有效避免了扎刀现象,为数控车削梯形螺纹提供一个实用的加工方法。
关键词:梯形螺纹;数控车削;宏程序;调用子程序;分层切削法一、前言梯形螺纹在传动中应用越来越广泛, 精度要求越来越高, 这就对梯形螺纹提出了高精度高效率的制造要求。
在车床上加工梯形螺纹是一项技术难度较高的工作, 梯形螺纹的车削在普通车床上应用比较广泛, 但要求工人要有比较熟练的操作技巧, 劳动强度大,螺纹加工的精度和效率受人为因素影响比较大,废品率较高。
数控车床稳定的高精度加工性能为梯形螺纹的车削提供了良好的加工基础, 但在数车上加工梯形螺纹编程与控制比较困难, 因此有人错误地认为数车不适合用来车削梯形螺纹, 实际上如果所编制的梯形螺纹加工程序工艺合理, 在数车上车削梯形螺纹也会取得很好的效果。
二、数控车加工梯形螺纹的难点1.数控车不能直接使用普通车床的梯形螺纹加工方法普通车床所使用的梯形螺纹加工方法如左右切削法、直槽法、阶梯槽法等都不能直接用于数控车。
因为数控车取消了普通车床上的机械传动链,通过装在主轴末端的同步传动带与主轴脉冲编码器连接,从而构成了主轴与大滑板传动丝杆之间的传动链。
主轴脉冲编码器在车螺纹时,同时输出两路信号:一路是按编程人员在加工程序中给定的主轴转速和螺距值,确定伺服电机的转速,保证主轴和伺服电机两种转速形成严格的传动比;另一路是控制彳轴的定位,保证螺纹车刀在多次循环切削过程中,车刀刀尖始终在螺旋槽内而不乱牙。
如果在加工过程中因出现扎刀或刀具损坏需要更换螺纹车刀而使数控车床停止旋转时,主轴脉冲编码器停止工作,上述两路信号停止输出,此时重新安装的螺纹车刀就很难准确地落在前一把螺纹车刀车出的螺旋槽内,从而加大对刀难度,甚至出现乱牙现象。
梯形螺纹在数控车床上的变速车削加工,很实用的技巧
梯形螺纹在数控车床上的变速车削加工,很实用的技巧我们知道,在数控车床上车削梯形螺纹工件,高速车削时不能很好地保证螺纹的表面粗糙度,达不到加工的要求,低速车削时生产效率又很低,而直接从高速变为低速车削时则会导致螺纹乱牙。
本人经过试验,变速车削时的乱牙问题可以用一种简单实用的方法加以解决,车削螺纹时可以先用较高转速车削,再用低速来精车及修光,从而提高了生产效率,并很好地保证了螺纹的尺寸精度和表面粗糙度。
变速车削梯形螺纹的方法 1下面以加工梯形螺纹Tr36×6为例,介绍如何在CST980T系统的数控车床上变速车削梯形螺纹。
车削的梯形螺纹工件如图1所示。
由于此梯形螺纹的螺距较小,可采用斜进搭配刀法加工,因GSK980T系统的G76螺纹切削复合循环指令就是以斜进方式进刀的,故可采用G76指令,粗车梯形螺纹时编程如下,留出精车余量。
G00 X40 Z-20;G76 P010030 Q80 R0.05;G76 X29 Z-85 P3500 Q100 F6;G00 X200 Z50;粗车完成后,如果此时将转速直接调到低速调用原程序精车,则一定会乱牙,发生崩刃或撞车事故,故我们在低速车削之前要解决车刀乱牙问题。
考虑到低速车削时车刀进给速度很慢,我们可以用肉眼来观察车削时螺纹车刀与螺纹牙形槽是否对准,具体操作方法如下:(1)改变工件坐标系,使车刀车螺纹时不接触工件表面,粗车后将粗车刀停在位置X200 Z50处,此时在录入方式下输入G50 X192后执行,即改变了坐标系,相当于将坐标系原点沿X轴正方向移动了4mm,也就是稍大于一个牙高的距离。
此时将车床主轴转速调低,如调到25r/min,重新运行程序,粗车刀将车不到工件表面,在接近工件表面的位置移动。
如图2所示。
(2)使车刀与车出的梯形螺纹槽重新对正,由于车刀进给速度很慢,此时我们可以看出车刀与原先车出的梯形螺纹槽是不重合的,车刀偏移了一小段距离,如图2所示,目的就是要使车刀重新对准车出的梯形螺纹槽。
应用子程序在数控车床上加工梯形螺纹
摘要 : 在数控 车床 中运用子程序指令编程分层切 削梯形螺纹, 有效地解决 了梯形螺纹加 工过程 中易扎刀的 问题 , 在教 学中实施 此法, 学生可 以安全、 高效、 高精度 完成梯形螺纹的加工。
Ab s t r a c t :Ap p l i c a t i o n o f s u b r o u t i n e i n l a y e r e d c u t t i n g o f me t i r c t r a p e z o i d a l s c r e w t h r e a d s a d d r e s s e s e f f e c t i v e l y t h e b r e a k i n g e d g e . I n
关键词 : 梯形螺纹; 分层切削; 子程序
Ke y wo r d s : me t r i c t r a p e z o i d l a s c r e w t h r e a d s ; l a y e r e d c u t i t n g ; s u b r o u t i n e
技 师学 院 , 高 级讲 师 , 主要 从 事 数控 专业 教 学 工作 。
T r : 梯 形 螺纹 代 号
3 6 : 公 称 直 径
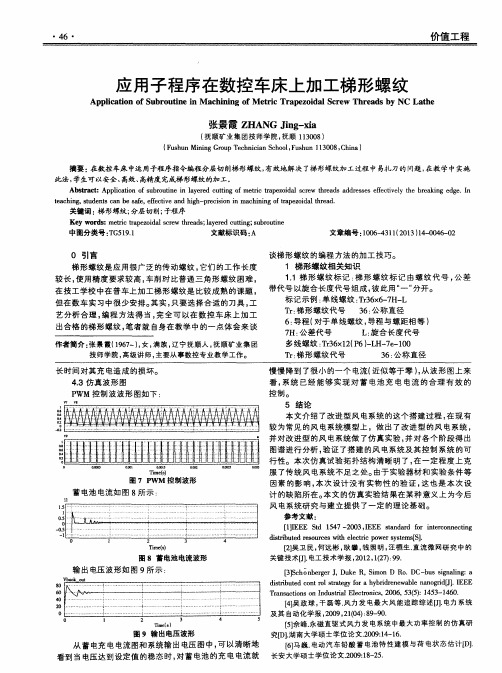
长 时 间 对其 充 电造 成 的 损坏 。 4 . 3仿 真 波 形 图 P WM 控制 波波 形 图如 下
W V8
慢慢 降到了很小的一个 电流 ( 近似等于零 ) , 从 波形图上来 看, 系统 已经 能够 实现 对 蓄 电池充 电电流 的合理 有效 的 控制。
参考文献 :
[ I ]  ̄E E S t d 1 5 4 7- 2 0 0 3 , I E E E s t a n d a r d f o r i n t e r c o n n e c t i n g
谈调用子程序法实现数控车削梯形螺纹的加工
熙塑龃谈调用子程序法实现数控车削梯形螺纹的加工陈刚(三明市第三技工学校,福建三明366013)慵篓}通过研究调薅季穆摩求褰瑰穆数控韦廉土率剃梯影螺纹的方法,在对编程数据精细计算的基础上,砖梯形壤纹黟醣瑟袋冀壤遴餮精准测量,并依掇耱彩螺绫1滔2鬣矗攀嗣窦饿藏用增萋坐标编嘲予程序,在加工主程序里多次调用干程序避错赣壤渤黼蠢壤灏凌滏蓠霉垮卑献截备撩锅耱怒竭躜醢侈2罐蕊敦耀每馘I鼋镰謦;搦移蠊{|i【.?j|谈到梯形螺纹的数控车削,多数人都会想到使用宏程序,通过变量的设鼹并完成其分层切削,左右切削的复杂过程。
当然宏程序编程是能较易体现这类加工的要求,但是宏程序的编制是数控编程的一大难点,尤其在技校的教学中,若使技校生都能理解和运用宏程序有相当大的难度,如果能既通过采用普通的编程方法,又能可靠地实现梯形螺纹的加工过程要求,无疑会收到较好的效果。
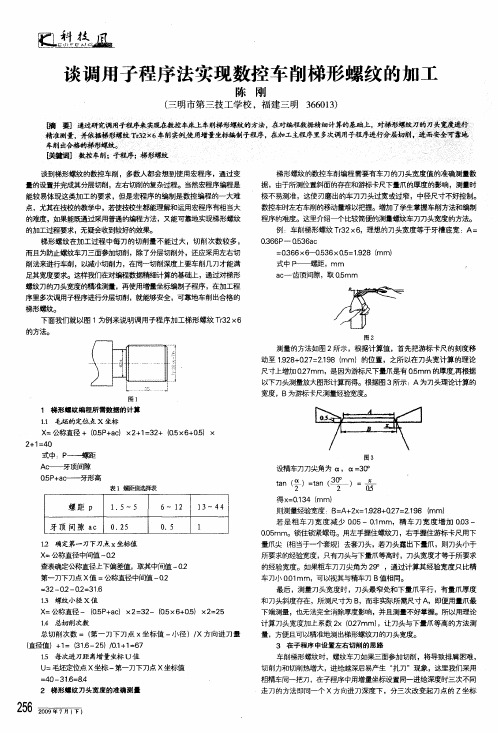
梯形螺纹在加工过程中每刀的切削量不能过大,切削次数较多,而且为防止螺纹车刀三面参n口切削,除了分层切削外,还应采用左右切削法来进行车削,以减,Jv切削力,在同一切削深度上要车削几刀才能满足其宽度要求。
这样我们在对编程数据隋细计算的基础上,通过对梯形螺纹刀的刀头宽度的精准测量,再使用增量坐标编制子程序,在加工程序里多次调用子程序进行分层切削,就能够安全,可靠地车削出合格的梯形螺纹。
下面我们就以图1为例来说明调用子程序加工梯形螺纹T r32X6的方法。
图11梯形螺纹编程所需数据的计算1.1毛坯的定位点x坐标×=t∑哟埴径+(0.5P+ac)X2+1=32+(0.5×6+0.5)X 2+1=40式中:P——螺距Ac一一牙顶间隙0.5P+ac一牙形高表l螺距值选择表螺距p1.5~56~1213~44牙顶间隙a.C0.25O.5112确定第一刀下刀点x坐标值×=公称直径中间值一O_2查表确定公称直径上下偏差值,取其中f茵馗一02第一刀下刀点X值=公称直径中间值一0.2=32—0.2—0.2=31.613螺纹小径x值×=公乖孓直{_圣一(0.5P+ac)X2=32一(0.5x6+0.5)×2=251.4总切削次数总切削次数=(第一刀下刀点X坐标值一小径)/X方向进刀量(1I.陉值)+1=(31.6—25)/o.1+1=6715每次进刀距离增量坐标u值U=毛坯定位点X坐标一第一刀下刀点X坐标值=40—316=8.42梯形螺纹刀头宽度的准确测量2562009年7月f下梯形螺纹的数控车削编程需要有车刀的刀头宽度值的准确测量数据,由于所测位置斜面的存在和游标卡尺下量爪的厚度的影响,测量时极不易测准,这使刃磨出的车刀刀头过宽或过窄,中径尺寸不好控制。
应用子程序车削梯形螺纹方法
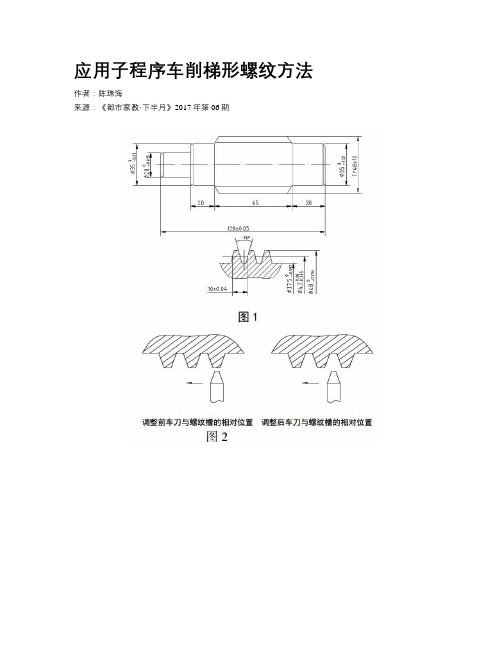
应用子程序车削梯形螺纹方法作者:陈珠海来源:《都市家教·下半月》2017年第06期【摘要】基于在数控车床上车削梯形螺纹、怎样编写梯形螺纹的加工程序及如何保证加工精度,应用子程序切削大螺距梯形螺纹起到参考作用。
【关键词】数控车床;梯形螺纹;子程序使用数控车来加工螺纹是现代工厂常见的方法之一,应用数控车床高速粗车、低速精车梯形螺纹仍然是机械加工的瓶颈问题。
在实际加工过程中没有合理的加工程序,就无法体现数控机床高精度、高效率的优点。
一、應用子程序车削梯形螺纹方法针对图1大螺距梯形螺纹零件在普通车床上加工,常存在劳动周期长、生产效率低、产品质量等问题。
数控车床调用子程序编程方法在数控车床中加工梯形螺纹,该方法简化了加工程序,不但提高零件质量,而且提高了生产效率。
具体车削工艺分析如下:1.工件的装夹方法在数控车床上加工梯形螺纹时,采用三爪卡盘一夹一顶的装夹办法。
2.刀具的选择采用高速粗加工使用的是硬质合金车刀YT15,低速精车使用高速钢W18Cr4V2车刀。
根据机械工人切削手册查出梯形螺纹的牙顶宽3.66mm、牙槽底宽3.39mm、螺纹牙高 5.5mm,螺纹升角Tanψ4.2°,刀尖宽度选为1~1.2mm,硬质合金粗车与高速钢精车刀具刃磨。
3.加工顺序的安排为了确保工件的加工精度和螺纹槽侧面粗糙度,切削加工工序先粗后精,切削转速是(250r/min),在对好车刀后用螺纹对刀样板固定工件右端一固定点与工件轴向平行,然后用z向刀偏值移动刀具和对刀样板牙形槽重合。
粗车完成后,如果此时将转速直接调到低速转速是(30r/min)精车,是使车刀与梯形螺纹槽重新对正,由于车刀进给速度很慢,此时可以看出车刀与原先粗车的螺纹槽是否重合,应用刀补偿的原理移动Z轴刀具与螺纹牙槽对应,就是通过改变车刀车削前的轴向起点位置来达到目的,即修改下述精加工程序G00 X60 Z0中的Z0并G92 X49 W-100 F10方向不吃刀,直到车刀与梯形螺纹槽完全对中心。
循环代码篇5调用子程序车削梯形螺纹
③半精车梯形螺纹的子程序
半精车梯形螺纹,X轴方向增量进刀0.15mm(直径值),调用 了8次该子程序,直径减小0.15×8=1.2mm;该子程序为O00பைடு நூலகம்4。
O0004 G00 U-0.15; M98 P0006; M99;
④精车梯形螺纹的子程序
任务五 《调用子程序车削梯形螺纹》
任务目标: 1、运用“调用子程序的方法”编程实现左右进刀、 分层切削法车削梯形螺纹。 2、积存调用子程序编程车削梯形螺纹的体会。
数控车削任务:
数控车削图所示的零件,其中梯形螺纹为Tr36×6, 毛坯为Ф40mm×105mm的45钢。
一、分析零件图
1、此图零件尺寸精度:所有尺寸均为自由公差。未注倒角
C2。形位精度:没有要求。无其它技术要求。 2、梯形螺纹的运算式及其参数值
运算:公制梯形螺纹Tr36×6的基本要素尺寸
二、安排加工步骤(参考)
1、车削图示工件右端:
①装夹毛坯,毛坯伸出部分长度略大于30mm,车端面。 ②用G90代码编程,粗车Ф20轴段。 ③用G01代码编程,精车Ф20轴段,倒角C2。 2、装夹毛坯外圆,车端面,保证总长100mm,钻中心孔。 3、车削图示工件左端:
夹具: 三爪卡盘、顶尖。
4、挑选车削用量
(1)背吃刀量 ap
车削外圆:粗车背吃刀量1mm。粗车最后一刀,留精车余量 0.6mm(直径)。车削螺纹:粗车背吃刀量0.5、0.3;半精车 背吃刀量0.15;精车0.05。
(2)切削速度 vc
转变为转速 n ,车削外圆暂定为800~1200r/min。车削梯形螺
2、子程序
①粗车梯形螺纹的子程序 粗车梯形螺纹,X轴方向增量进刀0.5mm(直径值),调用了6 次该子程序,直径减小0.5×6=3mm;该子程序为O0002。
调用子程序车削梯形螺纹
《调用子程序车削梯形螺纹》
课题 授课时间 教学目标
教学重点
教学难点
学情分析 教学方法
《运调用子程序车削梯形螺纹》
课后作业
完成课后练习,归纳、巩固本次任务学习的内容
教后记
任务五 :《运调用子程序车削梯形螺纹》
板书设计
教学目标:
1、培养学生严谨的学习态度。
2、以加工案例为基础,让学生运调用子程序车削小螺距梯形螺纹。
任 务:《运调用子程序车削梯形螺纹》 (一)分析图样 (二)安排加工参考步骤 (三)选择机床、刀具和夹具 (四)选择车削用量 (五)车削梯形螺纹的参考程序
回顾 G92 代码 的功能、格 式、轨迹,回 答教师提出 的问题。
学生看任务、 分析图样,安 排加工步骤。
听教师讲解 机床、刀具、 夹具的选用。
听教师讲解 车削用量、工 件坐标系的 位置。
看教材,自学 调用子程序
培养学生复 习、巩固知识 的学习习惯。
培养学生分 析图样的能 力及对加工 步骤的理解 能力。
授课时数
2
课型
讲授
1、培养学生严谨的学习态度。
2、以加工案例为基础,让学生能运调用子程序车削小螺距梯形螺纹。
以加工案例为基础,让学生掌握能运调用子程序车削小螺距梯形螺
纹。
以加工案例为基础,让学生掌握能运调用子程序车削小螺距梯形螺
纹。
以加工案例教学,通过图形让学生理解刀具的轨迹,通过讲解让学生
理解程序的编写。
让学生了解 机床、刀具、 夹具的选用。
用宏程序编程车削梯形螺纹
用宏程序编程车削梯形螺纹梯形螺纹较之三角螺纹,其螺距和牙型都大,而且精度高,牙型两侧面表面粗糙度值较小,致使梯形螺纹车削时,吃刀深、走刀快、切削余量大、切削抗力大,这就导致了梯形螺纹的车削加工难度较大。
1 普通车床车削梯形螺纹方法车削梯形螺纹时,通常采用高速钢材料刀具进行低速车削,低速车削梯形螺纹一般有如图1所示的四种进刀方法:直进法、左右切削法、车直槽法和车阶梯槽法。
通常直进法只适用于车削螺距较小(P<4mm)的梯形螺纹,而粗车螺距较大(P>4mm)的梯形螺纹常采用左右切削法、车直槽法和车阶梯槽法。
下面分别探究一下这几种车削方法:图1 梯形螺纹车削的四种进刀方法直进法:直进法也叫切槽法,如图1(a)所示。
车削螺纹时,只利用中拖板进行横向(垂直于导轨方向)进刀,在几次行程中完成螺纹车削。
这种方法虽可以获得比较正确的齿形,运动轨迹也很简单,但由于刀具三个切削刃同时参加切削,振动比较大,牙侧容易拉出毛刺,不易得到较好的表面品质,并容易产生扎刀现象,因此,它只适用于螺距较小的梯形螺纹车削。
左右切削法:左右切削法车削梯形螺纹时,除了用中拖板刻度控制车刀的横向进刀外,同时还利用小拖板的刻度控制车刀的左右微量进给,直到牙形全部车好,如图1(b)所示。
用左右切削法车螺纹时,由于是车刀两个主切削刃中的一个在进行单面切削,避免了三刃同时切削,所以不容易产生扎刀现象。
另外,精车时尽量选择低速(v=4~7m/min),并浇注切削液,一般可获得很好的表面质量。
车直槽法:车直槽法车削梯形螺纹时一般选用刀头宽度稍小于牙槽底宽的矩形螺纹车刀,采用横向直进法粗车螺纹至小径尺寸(每边留有0.2~0.3mm的余量),然后换用精车刀修整,如图1(c)所示。
这种方法简单、易懂、易掌握,但是在车削较大螺距的梯形螺纹时,刀具因其刀头狭长,强度不够而易折断:切削的沟槽较深,排屑不顺畅,致使堆积的切屑把刀头“砸掉”:进给量较小,切削速度较低,因而很难满足梯形螺纹的车削需要。
数控车床梯形螺纹切削及编程方法应用
数控车床梯形螺纹切削及编程方法应用[摘要] 从梯形螺纹在数控车床中的各种加工方法进行比较,从而找到既能达到加工精度,又便于在数控车床中编程,还能提高加工效率的加工方法。
[关键词] 数控车床梯形螺纹切削编程前言梯形螺纹加工是车削加工中一项基本技术,但由于数控车床的加工方式,特别是经济型数控车床在加工梯形螺纹中的局限较多,因此,梯形螺纹的编程及加工都成为了难加工技术。
本文中主要研究了在GSK980T数控系统中如何进行梯形螺纹编程、加工及精度控制。
一、梯形螺纹的切削方法车削加工梯形螺纹的切削方法有很多,一般有单刀完成和多刀完成两种。
图一1、单刀完成:这种方法对于螺距小于4mm的梯形螺纹可行,当螺距大于4mm后由于切削力和刀具磨损的影响,单刀完成则效果不好。
具体方法有以下几种:直进法:如图一a所示,刀具采用与牙型槽等宽的尺寸,加工时只做横向进刀。
这种方法在加工加工梯形螺纹时,螺纹的牙型精度较高,但由于三刀刃均参与切削,切削力过大容易导致加工变形,只在小螺距螺纹加工时采用。
斜进法:如图一b所示,刀具采用与牙型槽等宽的尺寸,加工中刀具纵向和横向做复合进刀。
这种方法在加工中刀具只有两面刀刃受力,可适当减小切削力,但由于两刃切削,刀具的磨损程度不同,加工中易出现刀尖角发生变化,而造成牙型精度较差。
这种方式只在梯形螺纹粗加工或螺纹精度不高时采用。
左右切削法:如图一c所示,刀具采用与牙型槽等宽的尺寸,加工中刀具纵向双向及横向做复合进刀。
这种方式加工刀具受力情况与斜进法相似,较易加工出梯形螺纹。
但该方式要求刀具纵向左右两侧移动结合横向进刀,对操作者技术要求较高,需多次操作后才能熟练掌握。
2、多刀组合法:一般梯形螺纹加工均采用这种方式。
组合方式很多,如单刀加工中的三种只做为粗加工,留一定余量后再采用精加工刀具完成加工。
再如图一d所示,这也是多刀组合中的一种,先用小切刀切直槽再用与牙型等宽的螺纹刀具加工。
二、螺纹编程指令在GSK980T数控系统中,提供了三个加工螺纹的编程指令,分别是逐段加工螺纹指令G32、螺纹加工循环指令G92、复合循环指令G76。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
课题 授课时间 教学目标
教学重点
教学难点
学情分析 教学方法
《运调用子程序车削梯形螺纹》
授课时数
2
课型
讲授
1、培养学生严谨的学习态度。
2、以加工案例为基础,让学生能运调用子程序车削小螺距梯形螺纹。
以加工案例为基础,让学生掌握能运调用子程序车削小螺距梯形螺
纹。
以加工案例为基础,让学生掌握能运调用子程序车削小螺距梯形螺
纹。
以加工案例教学,通过图形让学生理解刀具的轨迹,通过讲解让学生
理解程序的编写。
讲解法、图示法、提问法等。
教学过程设计
教师活动
学生活动 设计意图
一、复习回顾 1、提问:G92 代码有什么功能?格式是怎样的? 2、提问:G92 代码的轨迹是怎样的? 二、指导与讲解 要求学生看任务,分析图样。 (一)分析图样
让学生了解 机床、刀具、 夹具的选用。
让学生了解 车削用量的 选用,工件坐 标系的位置。
培养学生的 自学能力和
给深度 0.05 的子程序。6、基本子程序
车 削 梯 形 螺 编程能力。
纹。Βιβλιοθήκη 听教师讲解。小 结 1、分析图样。2、安排加工参考步骤。3、选择机床、刀具和夹具。
4、选择车削用量。5、车削梯形螺纹的参考程序
1、抽学生回答问题,了解其分析图样的能力。 2、梯形螺纹的计算式及其参数值。 让学生自学梯形螺纹各部分名称、代号及计算公 式。 抽学生回答问题,了解其自学的效果。 3、引导学生计算公制梯形螺纹 Tr36×6 的基本 要素尺寸。 抽学生回答问题,了解其计算能力。 (二)安排加工参考步骤 1、提问:运用车削图示工件的步骤是怎样的? 2、讲解车削图示工件的步骤 讲解重点:(1)车削图示工件右端的步骤。(2) 车削图示工件左端的步骤。 (三)选择机床、刀具和夹具 讲解机床的选择、刀具和夹具的选用。 重点讲解:梯形螺纹车刀 (四)选择车削用量 讲解车削用量的选择。 (五)车削梯形螺纹的参考程序 讲解重点:1、主程序。2、粗车每次进给深度 0.5 的子程序。3、粗车每次进给深度 0.3 的子程序。4、 半精车每次进给深度 0.15 的子程序。5、精车每次进
课后作业
完成课后练习,归纳、巩固本次任务学习的内容
教后记
任务五 :《运调用子程序车削梯形螺纹》
板书设计
教学目标:
1、培养学生严谨的学习态度。
2、以加工案例为基础,让学生运调用子程序车削小螺距梯形螺纹。
任 务:《运调用子程序车削梯形螺纹》 (一)分析图样 (二)安排加工参考步骤 (三)选择机床、刀具和夹具 (四)选择车削用量 (五)车削梯形螺纹的参考程序
回顾 G92 代码 的功能、格 式、轨迹,回 答教师提出 的问题。
学生看任务、 分析图样,安 排加工步骤。
听教师讲解 机床、刀具、 夹具的选用。
听教师讲解 车削用量、工 件坐标系的 位置。
看教材,自学 调用子程序
培养学生复 习、巩固知识 的学习习惯。
培养学生分 析图样的能 力及对加工 步骤的理解 能力。