DB332215-2019双向拉伸聚丙烯(BOPP)薄膜可比单位产品综合能耗限额及计算方法
DB332215-2019双向拉伸聚丙烯(BOPP)薄膜可比单位产品综合能耗限额及计算方法

ICS27.010F10 DB33 浙江省地方标准DB33/ 2215—2019双向拉伸聚丙烯(BOPP)薄膜可比单位产品综合能耗限额及计算方法The quota & calculation method of comprehensive energy consumption per comparable unit product for biaxially oriented polypropylene(BOPP)film2019-08-08发布2019-11-10实施目次前言 (2)1 范围 (3)2 规范性引用文件 (3)3 术语和定义 (3)4 要求 (4)5 统计范围和计算方法 (4)附录A(资料性附录)各种BOPP薄膜标准品折算系数 (6)附录B(资料性附录)常用能源折标准煤参考系数 (7)附录C(资料性附录)常用耗能工质折标准煤参考系数 (8)前言本标准中第4章为强制性条款,其余为推荐性条款。
本标准按照GB/T 1.1—2009给出的规则起草。
本标准的附录A、附录B、附录C是资料性附录。
本标准由浙江省能源局提出。
本标准由浙江省能源标准化技术委员会归口。
本标准起草单位:浙江省塑料行业协会、浙江省节能协会、浙江省特种设备检验研究院、浙江省华云清洁能源有限公司、温州市金田塑业有限公司、浙江凯利新材料有限公司、浙江伊美薄膜工业集团有限公司、启明新材料股份有限公司、浙江南洋科技有限公司。
本标准主要起草人:汪建萍、吴葛、郭利强、高迪娜、陈彬雅、吴冰、陈征宇、林肖朋、曹琴艳、陈利锋、何斌、林衍安、狄伟。
双向拉伸聚丙烯(BOPP)薄膜可比单位产品综合能耗限额及计算方法1 范围本标准规定了双向拉伸聚丙烯(BOPP)薄膜(简称BOPP薄膜)可比单位产品综合能耗限额的要求、统计范围、计算方法。
本标准适用于BOPP薄膜(普通包装膜、热封包装膜、消光包装膜、电容膜)生产企业单位产品能耗的计算、考核以及对新建或改扩建项目的能耗控制与评价。
双向拉伸聚丙烯BOPP薄膜的原料性能和BOPP薄膜配方工艺

BOPP薄膜的原料性能和BOPP薄膜配方BOPP(双向拉伸聚丙烯)薄膜强度大,阻气性高,印刷性能和抗撕裂性好,是PP薄膜制品中消耗量最大的品种,应用也最广泛。
而我国BOPP薄膜虽然发展很快,但在规模、品种等方面与国外相比仍有一定差距。
如埃克森美孚公司BOPP薄膜的年产量超过200万吨,有近40个品种,应用领域广阔。
而国产BOPP薄膜品种单一,规模小,成本高,因此仍有相当数量的BOPP薄膜产品从国外进口。
近几年我国BOPP 厂也推出了如BOPP彩印定位防伪型烟用包装膜、BOPP超低温热封型烟用条包膜、BOPP抗磨花型烟用包装膜等一些新产品,但是还需要加强产品的创新,逐渐缩小与国外产品的差距。
对此专业人士认为,除了加强管理、降低成本以及提高质量以外,还应要努力开发新产品,本文会介绍更多BOPP薄膜给大家参考.一、聚丙烯树脂的主要性能及其测量方法聚丙烯(polypropylene)是由丙烯单体经聚合作用而部分结晶的聚合物,英文缩写为PP。
其聚合方法有4种,即溶液法、溶剂淤浆法、液相本体法和气相法。
由于聚合方法的不同,所得到的聚丙烯树脂性能有差异。
据资料,聚丙烯最主要的两个性能是熔体质量流动速率和立体等规度。
1.熔体流动速率(MFR)——热塑性材料在一定的温度和压力下,熔体每10min通过标准口模的质量,单位为g/10min.塑料熔体流动速率(MFR),以前又称为熔体流动指数(MFI)和熔融指数(MI)。
一般说来,我们在聚丙烯加工的时候,以MFR来表示它的流动性能,熔融指数是与聚合物的分子量相对应的,与聚合物的相对分子质量成反比而与粘度成反比。
MFR的测量一般由一台挤出式塑度仪完成。
其具体的操作方法参考GB/T 3682-2000,可以在方法A或者B中任选一种,选择方法B时,熔体的密度值为0.7386g/cm3。
试验条件为M(温度:230℃,负荷:2.16kg)或P(温度:230℃,负荷:5.0kg),试验前,应用氮气吹扫料筒5s-10s,氮气压力为0.05MPa。
双向拉伸聚丙烯薄膜cas编码
双向拉伸聚丙烯薄膜(BOPP)是一种高性能的包装材料,具有良好的透明度、光泽度和机械性能,在食品、医药、化妆品等领域得到广泛应用。
作为一种重要的包装材料,BOPP薄膜在生产和贸易过程中需要遵循一定的规范和标准,其中CAS编码就是其中之一。
1. CAS编码的概念CAS编码,全称Chemical Abstracts Service registry number,中文名为化学文摘服务注册号,是由美国化学文摘服务所分配的一种用于标识化合物的唯一编号。
CAS号由一串数字组成,通常是一个五位数的序号,用于标识化合物的三维结构、统一编号和命名索引。
对于化学品的管理、标识和溯源具有重要作用。
2. BOPP薄膜CAS编码的作用BOPP薄膜作为一种特殊的聚合物材料,其CAS编码的作用主要体现在以下几个方面:- 标识和溯源:通过CAS编码可以准确地标识BOPP薄膜的生产厂家、材料成分、生产日期等关键信息,有利于产品的追溯和管理;- 唯一性和识别性:CAS编码是独一无二的,能够确保BOPP薄膜在国际间的识别和交流;- 规范化和管理:CAS编码为BOPP薄膜的生产和贸易提供了统一的标准和管理规范,有利于规范市场行为和提升产品质量。
3. BOPP薄膜CAS编码的申请和获取BOPP薄膜CAS编码的申请和获取通常需要以下步骤:- 提交申请材料:申请人需要向化学文摘服务提交包括产品名称、生产厂家、材料成分、性能参数等相关信息的申请材料;- 审核和分配:化学文摘服务会对申请材料进行审核,并根据相关规定进行CAS编码的分配;- 使用和管理:一旦获得CAS编码,BOPP薄膜生产企业需要在产品标识、商务文件、安全数据表等相关资料中正确使用CAS编码,并进行相应的管理和维护。
4. BOPP薄膜CAS编码的意义BOPP薄膜CAS编码的赋予,既是对其重要性和影响力的认可,也是对其质量和安全的保障。
有了CAS编码,BOPP薄膜在国际市场的交易和流通更加便利和有序,有利于促进产品的出口和技术的交流。
Q_JFD 02-2019食品包装用非复合膜、袋
Q/JFD 峰达包装制品(嘉兴)有限公司企业标准Q/JFD 02-2019 食品包装用非复合膜、袋2019-02-20发布2019-03-20实施峰达包装制品(嘉兴)有限公司发布Q/JFD 02-2019前言根据《中华人民共和国标准化法》规定,结合本企业的实际生产情况,特制定本企业标准,作为组织生产和交货验收的依据。
本标准按照GB/T 1.1-2009《标准化工作导则第1部分:标准的结构和编写》进行编写。
本标准由峰达包装制品(嘉兴)有限公司提出。
本标准起草单位:峰达包装制品(嘉兴)有限公司。
本标准主要起草人:王明飞。
本标准为首次发布。
食品包装用非复合膜、袋1 范围本标准规定了食品包装用非复合膜、袋的要求、试验方法、检验规则、标志、包装、运输、贮存等。
本标准适用于分别以双向拉伸聚丙烯(BOPP)薄膜、流延聚丙烯(CPP)薄膜、聚乙烯(PE)薄膜、双向拉伸聚酯(BOPET)薄膜等单层薄膜为原料,经印刷(或不印刷)、分切(或不分切)、制袋(或不制袋)等工艺制成的食品包装用非复合膜、袋。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 2828.1 计数抽样检验程序第 1 部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T 2918 塑料试样状态调节和试验的标准环境GB 4806.1 食品安全国家标准食品接触材料及制品通用安全要求GB 4806.6 食品安全国家标准食品接触用塑料树脂GB 4806.7 食品安全国家标准食品接触用塑料材料及制品GB/T 4456 包装用聚乙烯吹塑薄膜GB/T 6672 塑料薄膜和薄片厚度测定机械测量法GB/T 6673 塑料薄膜和薄片长度和宽度的测定GB/T 7707 凹版装潢印刷品GB 9685 食品安全国家标准食品接触材料及制品用添加剂使用标准GB/T 10003 普通用途双向拉伸聚丙烯(BOPP)薄膜GB/T 10004 包装用塑料复合膜、袋干法复合、挤出复合GB 12904 商品条码零售商品编码与条码表示GB/T 14257 商品条码条码符号放置指南GB/T 14258 信息技术自动识别与数据采集技术条码符号印制质量的检验GB/T 16288 塑料制品的标志GB/T 16958 包装用双向拉伸聚酯薄膜GB/T 17497.2 柔性版装潢印刷品第2部分:塑料与金属箔类GB/T 18348 商品条码符号印刷质量的检验GB/T 27740 流延聚丙烯薄(CPP)膜GB/T 30643 食品接触材料及制品标签通则3 原材料3.1 总则原辅料应符合GB 4806.1规定,不得使用再生料和受污染的机边料。
BOPP-双向拉伸聚丙烯薄膜
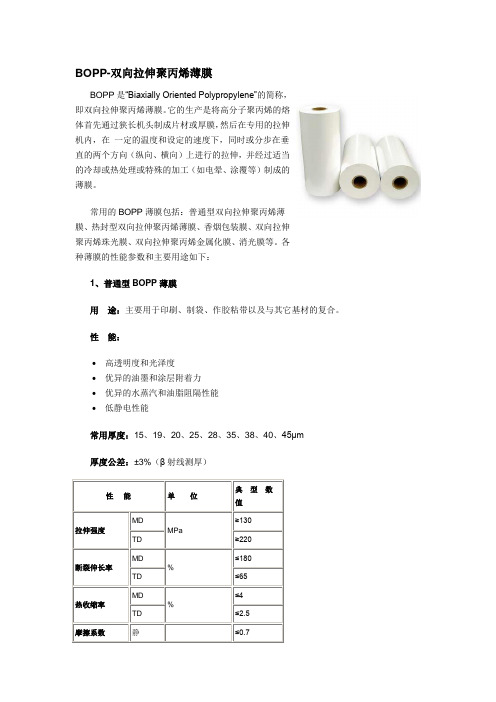
BOPP-双向拉伸聚丙烯薄膜BOPP是“Biaxially Oriented Polypropylene”的简称,即双向拉伸聚丙烯薄膜。
它的生产是将高分子聚丙烯的熔体首先通过狭长机头制成片材或厚膜,然后在专用的拉伸机内,在一定的温度和设定的速度下,同时或分步在垂直的两个方向(纵向、横向)上进行的拉伸,并经过适当的冷却或热处理或特殊的加工(如电晕、涂覆等)制成的薄膜。
常用的BOPP薄膜包括:普通型双向拉伸聚丙烯薄膜、热封型双向拉伸聚丙烯薄膜、香烟包装膜、双向拉伸聚丙烯珠光膜、双向拉伸聚丙烯金属化膜、消光膜等。
各种薄膜的性能参数和主要用途如下:1、普通型BOPP薄膜用途:主要用于印刷、制袋、作胶粘带以及与其它基材的复合。
性能:•高透明度和光泽度•优异的油墨和涂层附着力•优异的水蒸汽和油脂阻隔性能•低静电性能常用厚度:15、19、20、25、28、35、38、40、45μm厚度公差:±3%(β射线测厚)性能单位典型数值拉伸强度MDMPa≥130 TD ≥220断裂伸长率MD%≤180 TD ≤65热收缩率MD%≤4 TD ≤2.5摩擦系数静≤0.72、BOPP香烟包装膜用途:用于高速香烟包装。
性能:•高透明度和光泽度•优异的热封强度•高水蒸汽阻隔性能•优异的挺度•优异的包装平展性•适宜高速包装常用厚度:21、22、23、25μm 厚度公差:±3%(β射线测厚)3、BOPP珠光膜用途:用于印刷后的食品及生活用品包装。
性能:•优良的热封强度•优异的紫外线阻隔性能•珍珠光泽的高档外观•高阻隔性常用厚度:20、25、30、35、40、45μm厚度公差:±3%(β射线测厚)4、BOPP金属化膜用途:用作真空镀金属、辐射、防伪的基材,食品包装。
性能:•优良的热封强度•优异的金属附着力和光泽度•优良的无墨印刷效果常用厚度:20、25、30、40、45μm厚度公差:±3%(β射线测厚)5、BOPP消光膜用途:用于肥皂、食品、香烟、化妆品、医药产品等的包装盒性能:•低光泽度高雾度•优异的印刷性能•优异的热封性常用厚度:19、20、25μm厚度公差:±3%(β射线测厚)6、BOPP防雾膜产品用途:用于蔬菜、水果、寿司、鲜花等包装。
bopp双向拉伸聚丙烯薄膜
BOPP薄膜BOPP是“Biaxially Oriented Polypropylene”的缩写,BOPP薄膜即双向拉伸聚丙烯薄膜。
常用的BOPP薄膜包括:普通型双向拉伸聚丙烯薄膜、热封型双向拉伸聚丙烯薄膜、香烟包装膜、双向拉伸聚丙烯珠光膜、双向拉伸聚丙烯金属化膜、消光膜等。
(BOPP)薄膜具有质轻、无毒、无臭、防潮、力学性能及尺寸稳定性好、透明性优异、表面处理后印刷性能优良等优点,广泛应用于食品、糖果、香烟、茶叶、果汁、牛奶、纺织品等的包装,有“包装皇后”的美称。
BOPP薄膜应用之广、污染之低,使其成为比纸张和聚氯乙烯(PVC)更受欢迎的包装材料;制造工艺简易可靠、价格合理又使它成为比双向拉伸聚酯(BOPET)薄膜和双向拉伸尼龙(BOPA)薄膜更为普遍使用的包装材料。
优势BOPP薄膜是一种非常重要的软包装材料,BOPP薄膜无色、无嗅、无味、无毒,并具有高拉伸强度、冲击强度、刚性、强韧性和良好的透明性。
BOPP薄膜表面能低,涂胶或印刷前需进行电晕处理。
经电晕处理后,BOPP薄膜具有良好的印刷适应性,可以套色印刷而得到精美的外观效果,因而常用作复合薄膜的面层材料。
不足BOPP薄膜也有不足,如容易累积静电、没有热封性等。
在高速运转的生产线上,BOPP 薄膜容易产生静电,需安装静电去除器。
为了获得可热封的BOPP薄膜,可以在BOPP薄膜表面电晕处理后涂布可热封树脂胶液,如PVDC乳胶、EVA乳胶等,也可涂布溶剂胶,还可采用挤出涂布或共挤复合的方法生产可热封BOPP薄膜。
该膜广泛应用于面包、衣服、鞋袜等包装,以及香烟、书籍的封面包装。
BOPP薄膜的引发撕裂强度在拉伸后有所提高,但继发撕裂强度却很低,因此,BOPP薄膜两端面不能留有任何切口,否则BOPP膜在印刷、复合时容易撕断。
BOPP涂布不干胶后可生产封箱胶带,是BOPP用量较大的市场。
生产工艺BOPP薄膜可以用管膜法或平膜法生产。
不同的加工方法得到的BOPP薄膜性能也不一样。
双向拉伸聚丙烯(BOPP)薄膜工业技术应用和发展
双向拉伸聚丙烯(BOPP)薄膜工业技术应用和发展双向拉伸聚丙烯薄膜是20世纪60年代发展起来的一种透明软包装材料。
它是用专门的生产线将聚丙烯原料和功能性添加剂混合,熔融混炼,制成片材,然后通过纵拉和横拉设备将片材在纵、横两个方向高度取向制成薄膜。
其取向倍率(纵向拉伸倍率和横向拉伸倍率的乘积)与生产设备的设计能力有关,一般是所铸片材宽度的40-60倍,生产速度从100-300m/min,所做薄膜的厚度在4-50μm之间。
双轴拉伸聚丙烯的生产方法,加工工艺和本身的结构特点赋予BOPP薄膜许多优异的性能。
如它比流延PP(CPP)膜和吹塑薄膜机械强度更高,透明性和光泽度更好。
BOPP薄膜具有机械强度高、尺寸稳定性好、质轻、无毒、防潮、密封性好、市场应用范围广、印刷性良好等优点,被包装行业誉为“包装皇后”,并被广泛应用于食品、糖果、香烟、茶叶、果汁、牛奶、纺织品等包装领域中。
国际上BOPP薄膜自1962年实现工业化生产以来发展迅速,其年增长速率保持在12%-15%左右。
BOPP薄膜工业化在我国起步较晚,20世纪70年代开始研制和试产,1982年从德国引入第一条BOPP膜生产线,1984投产。
由于我国的BOPP膜市场需求大,促使BOPP工业得以迅猛发展。
到2004年为止,我国BOPP薄膜生产线的产能为190万吨,实际产量约为176万吨,有几十家大型公司从事BOPP薄膜的生产和经营,可以说,BOPP膜产业是我国包装行业的一个非常重要的分支。
1.BOPP薄膜生产设备可以说,生产BOPP薄膜的设备是所有塑料加工设备中最为复杂的设备之一。
在BOPP行业,生产BOPP薄膜的设备简称BOPP薄膜生产线。
它包括电器控制系统、原料系统、挤出机系统、过滤器、模头、铸片机、纵拉机、横拉机、边料回收系统、电晕处理系统、测厚仪、卷取系统和分切机等。
生产薄膜的幅宽从4-8m不等,薄膜的层数有一层、二层、三层,最多的可达七层。
目前使用最多的是A/B/C三层共挤出生产线,每一层都配备一台挤出机。
年产2万吨聚丙烯双向拉伸膜(BOPP)项目可行性研究报告

年产2万吨聚丙烯双向拉伸膜(BOPP)项目可行性研究报告核心提示:年产2万吨聚丙烯双向拉伸膜(BOPP)项目投资环境分析,年产2万吨聚丙烯双向拉伸膜(BOPP)项目背景和发展概况,年产2万吨聚丙烯双向拉伸膜(BOPP)项目建设的必要性,年产2万吨聚丙烯双向拉伸膜(BOPP)行业竞争格局分析,年产2万吨聚丙烯双向拉伸膜(BOPP)行业财务指标分析参考,年产2万吨聚丙烯双向拉伸膜(BOPP)行业市场分析与建设规模,年产2万吨聚丙烯双向拉伸膜(BOPP)项目建设条件与选址方案,年产2万吨聚丙烯双向拉伸膜(BOPP)项目不确定性及风险分析,年产2万吨聚丙烯双向拉伸膜(BOPP)行业发展趋势分析提供国家发改委甲级资质专业编写:年产2万吨聚丙烯双向拉伸膜(BOPP)项目建议书年产2万吨聚丙烯双向拉伸膜(BOPP)项目申请报告年产2万吨聚丙烯双向拉伸膜(BOPP)项目环评报告年产2万吨聚丙烯双向拉伸膜(BOPP)项目商业计划书年产2万吨聚丙烯双向拉伸膜(BOPP)项目资金申请报告年产2万吨聚丙烯双向拉伸膜(BOPP)项目节能评估报告年产2万吨聚丙烯双向拉伸膜(BOPP)项目规划设计咨询年产2万吨聚丙烯双向拉伸膜(BOPP)项目可行性研究报告【主要用途】发改委立项,政府批地,融资,贷款,申请国家补助资金等【关键词】年产2万吨聚丙烯双向拉伸膜(BOPP)项目可行性研究报告、申请报告【交付方式】特快专递、E-mail【交付时间】2-3个工作日【报告格式】Word格式;PDF格式【报告价格】此报告为委托项目报告,具体价格根据具体的要求协商,欢迎进入公司网站,了解详情,工程师(高建先生)会给您满意的答复。
【报告说明】本报告是针对行业投资可行性研究咨询服务的专项研究报告,此报告为个性化定制服务报告,我们将根据不同类型及不同行业的项目提出的具体要求,修订报告目录,并在此目录的基础上重新完善行业数据及分析内容,为企业项目立项、上马、融资提供全程指引服务。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ICS27.010
F10 DB33 浙江省地方标准
DB33/ 2215—2019
双向拉伸聚丙烯(BOPP)薄膜可比单位产品综合能耗限额及计算方法
The quota & calculation method of comprehensive energy consumption per comparable unit product for biaxially oriented polypropylene(BOPP)film
2019-08-08发布2019-11-10实施
目次
前言 (2)
1 范围 (3)
2 规范性引用文件 (3)
3 术语和定义 (3)
4 要求 (4)
5 统计范围和计算方法 (4)
附录A(资料性附录)各种BOPP薄膜标准品折算系数 (6)
附录B(资料性附录)常用能源折标准煤参考系数 (7)
附录C(资料性附录)常用耗能工质折标准煤参考系数 (8)
前言
本标准中第4章为强制性条款,其余为推荐性条款。
本标准按照GB/T 1.1—2009给出的规则起草。
本标准的附录A、附录B、附录C是资料性附录。
本标准由浙江省能源局提出。
本标准由浙江省能源标准化技术委员会归口。
本标准起草单位:浙江省塑料行业协会、浙江省节能协会、浙江省特种设备检验研究院、浙江省华云清洁能源有限公司、温州市金田塑业有限公司、浙江凯利新材料有限公司、浙江伊美薄膜工业集团有限公司、启明新材料股份有限公司、浙江南洋科技有限公司。
本标准主要起草人:汪建萍、吴葛、郭利强、高迪娜、陈彬雅、吴冰、陈征宇、林肖朋、曹琴艳、陈利锋、何斌、林衍安、狄伟。
双向拉伸聚丙烯(BOPP)薄膜可比单位产品
综合能耗限额及计算方法
1 范围
本标准规定了双向拉伸聚丙烯(BOPP)薄膜(简称BOPP薄膜)可比单位产品综合能耗限额的要求、统计范围、计算方法。
本标准适用于BOPP薄膜(普通包装膜、热封包装膜、消光包装膜、电容膜)生产企业单位产品能耗的计算、考核以及对新建或改扩建项目的能耗控制与评价。
本标准不适用于双向拉伸聚丙烯锂离子电池隔膜。
2 规范性引用文件
下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 2589 综合能耗计算通则
GB/T 12723 单位产品能源消耗限额编制通则
3 术语和定义
下列术语和定义适用于本标准。
3.1
双向拉伸聚丙烯(BOPP)薄膜Biaxially oriented polypropylene plastic film
以聚丙烯树脂为主要原料,用平膜法经双向拉伸制得的薄膜。
3.2
综合能耗Comprehensive energy consumption
企业在统计报告期内,将生产产品的主要生产系统、辅助生产系统和附属生产系统所消耗的各种能源实物量,按照规定的计算方法和单位分别折算为标准煤的总和,单位为千克标准煤(kgce)。
3.3
可比单位产品综合能耗Comparable comprehensive energy consumption per unit product
企业在统计报告期内,将生产的各规格、各品种的合格品产量,分别折算为标准品产量,按照规定的计算方法计算成可比单位产品综合能耗,单位为千克标准煤/吨(kgce/t)。
3.4
可比单位产品综合能耗限额Comparable comprehensive energy consumption limit for unit products
生产合格产品时,每单位产品所允许消耗能源的限定值。
4 要求
4.1 BOPP薄膜可比单位产品综合能耗限额限定值、新建生产企业综合能耗限额准入值及生产企业综合能耗限额先进值应符合下表的规定。
表1 BOPP薄膜可比单位产品综合能耗限额表
4.2 现有BOPP薄膜生产企业的单位产品综合能耗限定值应符合表1中能耗限额等级的3级要求;新建或改扩建BOPP薄膜单位产品综合能耗准入值应符合表1中能耗限额等级的2级要求;新建、改扩建或现有BOPP薄膜单位产品综合能耗先进值应符合表1中能耗限额等级的1级要求。
5 统计范围和计算方法
5.1 统计范围
5.1.1 可比单位产品综合能耗的统计范围
能耗的统计和计算按照GB/T 2589的规定执行。
统计范围包括BOPP薄膜生产系统(原料预处理、原料输送、计量、熔融、多层共挤、铸片定型、纵横向拉伸、冷却定型、后处理、收卷、分切)、辅助生产系统和附属生产系统的各种能源消耗量和损失量。
企业有多条薄膜生产线时,应分别计量求出可比单位产品综合能耗,对公用部分的能耗按标准品产量的比例进行分摊。
5.1.2 产品产量
统计期内生产的合格品总产量。
5.1.3 常用能源、耗能工质折标准煤参考系数
常用能源、耗能工质折标准煤参考系数参见本标准附录B和附录C。
5.2 计算方法
可比单位产品综合能耗按GB/T 2589、GB/T 12723的规定计算。
5.2.1 综合能耗计算
综合能耗等于企业在统计报告期内的生产活动中,实际消耗的各类能源实物量与该类能源折算标准煤系数的乘积之和。
综合能耗按式(1)计算:
∑==
n
n
i i b p e e 1
)( (1)
式中:
e b :——综合能耗,单位为千克标准煤(kgce ); n :——消耗的能源品种数;
e i :——生产活动中的消耗的第i 种能源实物量; p i :——第i 种能源的折算标准煤系数。
5.2.2 标准品产量计算
5.2.2.1 包装膜以厚度为25μm 的普通膜为标准品。
包装膜标准品产量等于各品种合格品产量乘以折算系数。
包装膜标准品折算系数参见本标准附录A 表A.1。
5.2.2.2 电容膜以厚度为6μm 的电容膜为标准品。
电容膜标准品产量等于各品种合格品产量乘以折算系数。
电容膜标准品折算系数参见本标准附录A 表A.2。
5.2.3 可比单位产品综合能耗计算
可比单位产品综合能耗等于企业在统计报告期内的综合能耗除以同期产出的产品折算成标准品总产量。
可比单位产品综合能耗按式(2)计算:
b
b
p e E =
b .................................(2) 式中:
E b :——可比单位产品综合能耗,单位为千克标准煤每吨(kgce/t ); e b :——综合能耗,单位为千克标准煤(kgce ); P b :——折算成标准品总产量,单位为吨(t )。
附录 A
(资料性附录)
各类BOPP薄膜标准品折算系数
A.1 包装膜标准品折算系数
包装膜标准品折算系数见表A.1。
表A.1 包装膜标准品折算系数
A.2 电容膜标准品折算系数
电容膜标准品折算系数见表A.2。
表A.2 电容膜标准品折算系数
附录 B
(资料性附录)
常用能源折标准煤参考系数
表B.1给出了常用能源折标准煤参考系数。
表B.1 常用能源折标准煤参考系数
附录 C
(资料性附录)
常用耗能工质折标准煤参考系数
表C.1给出了常用耗能工质折标准煤参考系数。
表C.1 常用耗能工质折标准煤参考系数
__________________。