自动化生产线技术教案(YL335B各单元的控制)
生产线设备YL335B指导书
⽣产线设备YL335B指导书YL-335B型⾃动⽣产线装备实践指导书(三菱PLC版本)华南理⼯⼤学⾃动化实验教学中⼼前⾔现代化的⾃动⽣产设备(⾃动⽣产线)的最⼤特点是它的综合性和系统性,在这⾥,机械技术、微电⼦技术、电⼯电⼦技术、传感测试技术、接⼝技术、信息变换技术、⽹络通信技术等多种技术有机地结合,并综合应⽤到⽣产设备中;⽽系统性指的是,⽣产线的传感检测、传输与处理、控制、执⾏与驱动等机构在微处理单元的控制下协调有序地⼯作,有机地融合在⼀起。
可编程序控制器(PLC)以其⾼抗⼲扰能⼒、⾼可靠性、⾼性能价格⽐且编程简单⽽⼴泛地应⽤在现代化的⾃动⽣产设备中,担负着⽣产线的⼤脑——微处理单元的⾓⾊。
因此,培养掌握机电⼀体化技术,掌握PLC技术及PLC⽹络技术的技术⼈材是当务之急。
亚龙YL-335B型⾃动⽣产线实训考核装备在铝合⾦导轨式实训台上安装供料、加⼯、装配、输送、分拣等⼯作单元,构成⼀个典型的⾃动⽣产线的机械平台,系统各机构的采⽤了⽓动驱动、变频器驱动和伺服(步进)电机位置控制等技术。
系统的控制⽅式采⽤每⼀⼯作单元由⼀台PLC承担其控制任务,各PLC之间通过CC-LINK⽹络通讯实现互连的分布式控制⽅式。
因此,YL-335B综合应⽤了多种技术知识,如⽓动控制技术、机械技术(机械传动、机械连接等)、传感器应⽤技术、PLC控制和组⽹、伺服电机位置控制和变频器技术等。
利⽤YL-335B,可以模拟⼀个与实际⽣产情况⼗分接近的控制过程,使学习者得到⼀个⾮常接近于实际的教学设备环境,从⽽缩短了理论教学与实际应⽤之间的距离。
YL-335B采⽤模块组合式的结构,各⼯作单元是相对独⽴的模块,并采⽤了标准结构和抽屉式模块放置架,具有较强的互换性。
可根据实训需要或⼯作任务的不同进⾏不同的组合、安装和调试,达到模拟⽣产性功能和整合学习功能的⽬标,⼗分适合教学实训考核或技能竞赛的需要。
本实训指导书主要阐述亚龙YL-335B型⾃动⽣产线实训考核装备的基本结构、⼯作原理和⼯作过程。
YL335B实训教材单站篇

单站篇 自动化生产线各单元安装与调试YL-335B自动化生产线的每一个工作单元也构成一个机电一体化系统。
本篇章实训教学的目标,是力求由浅入深,具体应用各专项技术的知识点和技能点,熟练掌握各工作单元的安装与调试,为进一步进行自动化生产线整体的安装调试打下良好的基础。
项目5 供料单元的安装与调试【项目目标】掌握工作单元作为一个单体系统的安装与调整的方法、步骤和规范,以及编制工作单元单站工作PLC程序的一般步骤。
【项目要求】1、完成供料单元装置侧机械和气动部件的安装,气路的连接和调试。
2、按控制要求设计该工作单元的PLC控制电路,包括规划PLC的I/O分配及接线端子分配,绘制控制电路图,然后进行电气接线(具体要求在实施任务时再行说明)。
3、按控制要求编制和调试PLC程序。
【项目准备】——供料单元装置侧部分的结构和工作过程供料单元的功能是根据需要将放置在料仓中的工件(原料)自动地推出到出料台上,以便输送单元的机械手将其抓取、输送到其他单元上。
该单元由安装在工作台面的装置侧部分和安装在抽屉内的PLC侧部分组成。
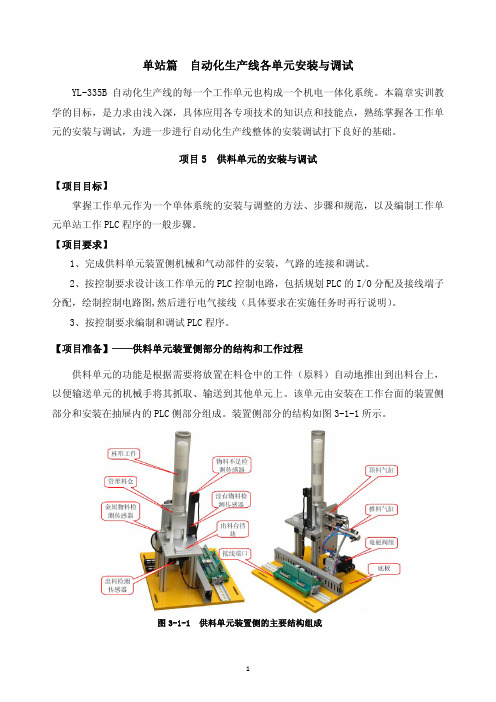
装置侧部分的结构如图3-1-1所示。
图3-1-1 供料单元装置侧的主要结构组成以功能划分,供料单元装置侧的结构主要是工件存贮装置和推料机构组件两部分。
一、工件存贮装置安装在支撑架上的管形料仓、欠缺料检测组件和电感式接近开关构成工件存贮装置,如图3-1-2(a)所示。
图3-1-2 工件存贮装置1、管形料仓由固定在支撑架上面的料仓底座和透明塑料管料仓组成,工件从塑料管顶部放入,当需要供出工件时,PLC 控制料仓底座后面的推料气缸动作,将底层工件推出。
2、欠缺料检测组件管形料仓的底部和第4层工件位置,分别安装一个E3Z-LS63型光电开关(日本欧姆龙公司产)。
它们的功能是检测料仓中有无工件或工件是否足够。
若料仓只有3个工件,则上面的光电接近开关动作,表明工件已经快用完或工件不足够;若料仓内没有工件,则下面的光电开关也动作。
生产线设备YL_335B指导书

YL-335B型自动生产线装备实践指导书(三菱PLC版本)华南理工大学自动化实验教学中心前言现代化的自动生产设备(自动生产线)的最大特点是它的综合性和系统性,在这里,机械技术、微电子技术、电工电子技术、传感测试技术、接口技术、信息变换技术、网络通信技术等多种技术有机地结合,并综合应用到生产设备中;而系统性指的是,生产线的传感检测、传输与处理、控制、执行与驱动等机构在微处理单元的控制下协调有序地工作,有机地融合在一起。
可编程序控制器(PLC)以其高抗干扰能力、高可靠性、高性能价格比且编程简单而广泛地应用在现代化的自动生产设备中,担负着生产线的大脑——微处理单元的角色。
因此,培养掌握机电一体化技术,掌握PLC技术及PLC网络技术的技术人材是当务之急。
亚龙YL-335B型自动生产线实训考核装备在铝合金导轨式实训台上安装供料、加工、装配、输送、分拣等工作单元,构成一个典型的自动生产线的机械平台,系统各机构的采用了气动驱动、变频器驱动和伺服(步进)电机位置控制等技术。
系统的控制方式采用每一工作单元由一台PLC承担其控制任务,各PLC之间通过CC-LINK网络通讯实现互连的分布式控制方式。
因此,YL-335B综合应用了多种技术知识,如气动控制技术、机械技术(机械传动、机械连接等)、传感器应用技术、PLC控制和组网、伺服电机位置控制和变频器技术等。
利用YL-335B,可以模拟一个与实际生产情况十分接近的控制过程,使学习者得到一个非常接近于实际的教学设备环境,从而缩短了理论教学与实际应用之间的距离。
YL-335B采用模块组合式的结构,各工作单元是相对独立的模块,并采用了标准结构和抽屉式模块放置架,具有较强的互换性。
可根据实训需要或工作任务的不同进行不同的组合、安装和调试,达到模拟生产性功能和整合学习功能的目标,十分适合教学实训考核或技能竞赛的需要。
本实训指导书主要阐述亚龙YL-335B型自动生产线实训考核装备的基本结构、工作原理和工作过程。
YL-335B实训教材单站篇
放置预留与之相配的螺母,因此在对该部分的铝合金型材进行连接时,如果相应位置没有
放置足够的螺母,将造成无法安装或安装不可靠。
表 3-1-1 各种组件的装配过程
组件名称及外观
组件装配过程
料 仓 底 座 及 出 料 台
推 料 机 构 组 件
铝 合 金 型 材 支 撑 架 组 件
5
2、各组件装配好后,用螺栓把它们连接为总体,再用橡皮锤把装料管敲入料仓底座。 然后将连接好供料站机械部分以及电磁阀组和接线端口固定在底板上,最后把机械机构固 定在底板上完成供料站的安装,过程见图 3-1-5。
4
供料单元可分解成 3 个组件:①铝合金型材支撑架组件,②出料台及料仓底座组件,
③推料机构组件。表 3-1-1 给出各种组件的装配过程。装配过程中应注意如下两点:
● 装配铝合金型材支撑架时,注意调整好各条边的平行及垂直度,锁紧螺栓。
● 气缸安装板和铝合金型材支撑架的连接,是靠预先在特定位置的铝型材“T”型槽中
【项目实施】
任务 1 供料单元机械和气动元件的安装与调整 一、机械和气动部件安装步骤和方法 1、安装前的准备工作 必须强调做好安装前的准备工作,养成良好的工作习惯和规范的操作。这是培养学生
工作素质的重要步骤。 ⑴ 安装前应对设备的零部件作初步检查以及必要的调整。 ⑵ 工具和零部件的应合理摆放,操作时每次使用完的工具应放回原处。 2、安装方法是把供料单元分解成几个组件,首先进行组件装配,然后再进行总装。
图 3-1-1 供料单元装置侧的主要结构组成
1
以功能划分,供料单元装置侧的结构主要是工件存贮装置和推料机构组件两部分。 一、工件存贮装置 安装在支撑架上的管形料仓、欠缺料检测组件和电感式接近开关构成工件存贮装置, 如图 3-1-2(a)所示。
生产线设备YL335B指导书

YL-335B型自动生产线装备实践指导书(三菱PLC版本)华南理工大学自动化实验教学中心前言现代化的自动生产设备(自动生产线)的最大特点是它的综合性和系统性,在这里,机械技术、微电子技术、电工电子技术、传感测试技术、接口技术、信息变换技术、网络通信技术等多种技术有机地结合,并综合应用到生产设备中;而系统性指的是,生产线的传感检测、传输与处理、控制、执行与驱动等机构在微处理单元的控制下协调有序地工作,有机地融合在一起。
可编程序控制器(PLC)以其高抗干扰能力、高可靠性、高性能价格比且编程简单而广泛地应用在现代化的自动生产设备中,担负着生产线的大脑——微处理单元的角色。
因此,培养掌握机电一体化技术,掌握PLC技术及PLC网络技术的技术人材是当务之急。
亚龙YL-335B型自动生产线实训考核装备在铝合金导轨式实训台上安装供料、加工、装配、输送、分拣等工作单元,构成一个典型的自动生产线的机械平台,系统各机构的采用了气动驱动、变频器驱动和伺服(步进)电机位置控制等技术。
系统的控制方式采用每一工作单元由一台PLC承担其控制任务,各PLC之间通过CC-LINK网络通讯实现互连的分布式控制方式。
因此,YL-335B综合应用了多种技术知识,如气动控制技术、机械技术(机械传动、机械连接等)、传感器应用技术、PLC控制和组网、伺服电机位置控制和变频器技术等。
利用YL-335B,可以模拟一个与实际生产情况十分接近的控制过程,使学习者得到一个非常接近于实际的教学设备环境,从而缩短了理论教学与实际应用之间的距离。
YL-335B采用模块组合式的结构,各工作单元是相对独立的模块,并采用了标准结构和抽屉式模块放置架,具有较强的互换性。
可根据实训需要或工作任务的不同进行不同的组合、安装和调试,达到模拟生产性功能和整合学习功能的目标,十分适合教学实训考核或技能竞赛的需要。
本实训指导书主要阐述亚龙YL-335B型自动生产线实训考核装备的基本结构、工作原理和工作过程。
亚龙YL--335B(所有单元程序)资料讲解

亚龙Y L--335B(所有
单元程序)
亚龙YL—335B型自动化生产线YALONG—335B ZIDONGHUASHENGCHANXIAN
版权著作:胡京洲
亚龙YL—335B型自动化生产线供料站主程序
亚龙YL—335B型自动化生产线—供料站子程序—供料控制
亚龙YL—335B 自动化生产线供料站子程序—状态指示
亚龙YL—335B型自动化生产线加工站主程序
亚龙YL—335B 自动化生产线加工站子程序—加工控制
亚龙YL—335B 自动化生产线装配站主程序
亚龙YL—335B 自动化生产线装配站子程序—落料控制
亚龙YL—335B 自动化生产线装配站子程序—抓取控制
亚龙YL—335B 自动化生产线装配站子程序—指示灯
亚龙YL—335B 自动化生产线分拣站主程序
亚龙YL—335B 自动化生产线分拣站子程序—分拣控制
亚龙YL—335B 自动化生产线分拣站子程序—HSC_INIT
亚龙YL—335B 自动化生产线搬运站主程序
亚龙YL—335B 自动化生产线搬运站子程序—回原点
亚龙YL—335B 自动化生产线搬运站子程序—初态检查复位。
生产线设备YL_335B指导书
YL-335B型自动生产线装备实践指导书(三菱PLC版本)华南理工大学自动化实验教学中心前言现代化的自动生产设备(自动生产线)的最大特点是它的综合性和系统性,在这里,机械技术、微电子技术、电工电子技术、传感测试技术、接口技术、信息变换技术、网络通信技术等多种技术有机地结合,并综合应用到生产设备中;而系统性指的是,生产线的传感检测、传输与处理、控制、执行与驱动等机构在微处理单元的控制下协调有序地工作,有机地融合在一起。
可编程序控制器(PLC)以其高抗干扰能力、高可靠性、高性能价格比且编程简单而广泛地应用在现代化的自动生产设备中,担负着生产线的大脑——微处理单元的角色。
因此,培养掌握机电一体化技术,掌握PLC技术及PLC网络技术的技术人材是当务之急。
亚龙YL-335B型自动生产线实训考核装备在铝合金导轨式实训台上安装供料、加工、装配、输送、分拣等工作单元,构成一个典型的自动生产线的机械平台,系统各机构的采用了气动驱动、变频器驱动和伺服(步进)电机位置控制等技术。
系统的控制方式采用每一工作单元由一台PLC承担其控制任务,各PLC之间通过CC-LINK网络通讯实现互连的分布式控制方式。
因此,YL-335B综合应用了多种技术知识,如气动控制技术、机械技术(机械传动、机械连接等)、传感器应用技术、PLC控制和组网、伺服电机位置控制和变频器技术等。
利用YL-335B,可以模拟一个与实际生产情况十分接近的控制过程,使学习者得到一个非常接近于实际的教学设备环境,从而缩短了理论教学与实际应用之间的距离。
YL-335B采用模块组合式的结构,各工作单元是相对独立的模块,并采用了标准结构和抽屉式模块放置架,具有较强的互换性。
可根据实训需要或工作任务的不同进行不同的组合、安装和调试,达到模拟生产性功能和整合学习功能的目标,十分适合教学实训考核或技能竞赛的需要。
本实训指导书主要阐述亚龙YL-335B型自动生产线实训考核装备的基本结构、工作原理和工作过程。
02. PPT:亚龙YL-335B型自动化生产线
学习目标 YL335B概述 各单元功能
小结
装配单元是YL-335B 中对工件处理的力一单 元,在整个系统中,起 着对输送站送来工件进 行装配及小工件供料的 作用。
YL-335B生产线——分拣单元
学习目送来的已加工 、装配的工件进行分 拣,使不同颜色的工 件从不同的料槽分流 、分别进行组合的功 能。
作业
1.简述亚龙YL-335B型自动生产线的基本组成? 2.亚龙YL-335B型自动生产线每个单元都有什么功能?
谢
聆
谢
听
供料单元是 YL-335B中的 起始单元,在 整个系统中, 起着向系统中 的其他单元提 供原料的作用
YL-335B生产线——加工单元
学习目标
YL335B概述
各单元功能 小结
加工单元是YL-335B中对工件处理单元之一,在整个系统中, 起着对输送站送来工件进行模拟冲孔处理或工件冲压等作用。
YL-335B生产线——装配单元
职业能力
学习目标 YL335B概述 各单元功能
小结
YL-335B生产线概述
亚龙YL-335B型自 动生产线实训考核装 备由安装在铝合金导 轨式实训台上的送料 单元、加工单元、装 配单元、输送单元和 分拣单元5个单元组成 。
YL-335B生产线——供料单元
学习目标 YL335B概述 各单元功能
小结
《自动化生产线安装与调试》
教学内容
亚龙YL-335B型自动化生产线
亚龙YL-335B型自动化生产线
学习目标 YL335B概述 各单元功能
小结
学习目标
学习 内容
1. YL-335B生产线概述; 2. YL-335B生产线基本组成及 其功能。
重点
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《自动化生产线技术》教案第次课(年月日)教学时数:2 学时课题:供料单元的控制教学目标:1、了解供料单元的结构和工作过程2、了解供料单元的气动控制过程教学重点:1、了解供料单元的气动控制。
2、供料单元的工作过程。
教学难点:供料单元的气动控制教学方法:讲授法(PPT课件)、启发式教学法。
教学内容:1、供料单元的结构和工作过程。
2、供料单元的气动控制过程。
教学过程:供料单元的控制一、供料单元的结构及其工作过程供料单元的主要结构组成为:工件装料管,工件推出装置,支撑架,阀组,端子排组件,PLC,急停按钮和启动/停止按钮,走线槽、底板等。
其中,机械部分结构组成如图1所示。
图1供料单元的主要结构组成其中,管形料仓和工件推出装置用于储存工件原料,并在需要时将料仓中下层的工件推出到出料台上。
它主要由管形料仓、推料气缸、顶料气缸、磁感应接近开关、漫射式光电传感器组成。
工作原理:工件垂直叠放在料仓中,推料缸处于料仓的底层并且其活塞杆可从料仓的底部通过。
当活塞杆在退回位置时,它与下层工件处于同一水平位置,而夹紧气缸则与次下层工件处于同一水平位置。
在需要将工件推出到物料台上时,首先使夹紧气缸的活塞杆推出,压住次下层工件;然后使推料气缸活塞杆推出,从而把下层工件推到物料台上。
在推料气缸返回并从料仓底部抽出后,再使夹紧气缸返回,松开次下层工件。
这样,料仓中的工件在重力的作用下,就自动向下移动一个工件,为下一次推出工件做好准备。
二、供料单元的气动控制过程①气动控制元件1、标准双作用直线气缸双作用气缸是指活塞的往复运动均由压缩空气来推动。
图 2-3 是标准双作用直线气缸的半剖面图。
图中,气缸的两个端盖上都设有进排气通口,从无杆侧端盖气口进气时,推动活塞向前运动;反之,从杆侧端盖气口进气时,推动活塞向后运动。
双作用气缸具有结构简单,输出力稳定,行程可根据需要选择的优点,但由于是利用压缩空气交替作用于活塞上实现伸缩运动的,回缩时压缩空气的有效作用面积较小,所以产生的力要小于伸出时产生的推力。
图2 双作用气缸工作示意图2、单向节流阀单向节流阀是由单向阀和节流阀并联而成的流量控制阀,常用于控制气缸的运动速度,所以也称为速度控制阀。
3、电磁换向阀电磁换向阀是利用其电磁线圈通电时,静铁芯对动铁芯产生电磁吸力使阀芯切换,达到改变气流方向的目的。
图3所示是一个单电控二位三通电磁换向阀的工作原理示意。
图3单电控电磁换向阀的工作原理所谓“位”指的是为了改变气体方向,阀芯相对于阀体所具有的不同的工作位置。
“通”的含义则指换向阀与系统相连的通口,有几个通口即为几通。
②气动控制回路气动控制回路是本工作单元的执行机构,该执行机构的控制逻辑控制功能是由PLC 实现的。
气动控制回路的工作原理如图4所示。
图中1A和2A分别为推料气缸和顶料气缸。
1B1和1B2为安装在推料缸的两个极限工作位置的磁感应接近开关,2B1和2B2 为安装在推料缸的两个极限工作位置的磁感应接近开关。
1Y1和2Y1分别为控制推料缸和顶料缸的电磁阀的电磁控制端。
通常,这两个气缸的初始位置均设定在缩回状态。
图4 供料单元气动控制回路工作原理图③供料单元的PLC控制具体的控制要求为:(1)设备上电和气源接通后,若工作单元的两个气缸均处于缩回位置,且料仓内有足够的待加工工件,则“正常工作”指示灯HL1 常亮,表示设备准备好。
否则,该指示灯以1Hz 频率闪烁。
(2)若设备准备好,按下启动按钮,工作单元启动,“设备运行”指示灯HL2常亮。
启动后,若出料台上没有工件,则应把工件推到出料台上。
出料台上的工件被人工取出后,若没有停止信号,则进行下一次推出工件操作。
(3)若在运行中按下停止按钮,则在完成本工作周期任务后,各工作单元停止工作,HL2指示灯熄灭。
若在运行中料仓内工件不足,则工作单元继续工作,但“正常工作”指示灯HL1 以1Hz 的频率闪烁,“设备运行”指示灯HL2保持常亮。
若料仓内没有工件,则HL1指示灯和HL2指示灯均以2Hz频率闪烁。
工作站在完成本周期任务后停止。
除非向料仓补充足够的工件,工作站不能再启动。
《自动化生产线技术》教案第次课(年月日)教学时数:2 学时课题:加工单元的控制教学目标:1、了解加工单元的结构及工作过程2、了解加工单元的控制过程教学重点:1、了解加工单元的气动控制。
教学难点:加工单元的控制过程教学方法:讲授法(PPT课件)、启发式教学法。
教学内容:1、加工单元的结构和工作过程。
2、加工单元的控制过程。
教学过程:加工单元的控制一、加工单元的结构及其工作过程加工单元的功能是完成把待加工工件从物料台移送到加工区域冲压气缸的正下方;完成对工件的冲压加工,然后把加工好的工件重新送回物料台的过程。
加工单元装置侧主要结构组成为:加工台及滑动机构,加工(冲压)机构,电磁阀组,接线端口,底板等。
其中,该单元机械结构总成如图1所示。
图1 加工单元机械结构总成工作原理:滑动加工台在系统正常工作后的初始状态为伸缩气缸伸出,加工台气动手指张开的状态,当输送机构把物料送到料台上,物料检测传感器检测到工件后,PLC控制程序驱动气动手指将工件夹紧→加工台回到加工区域冲压气缸下方→冲压气缸活塞杆向下伸出冲压工件→完成冲压动作后向上缩回→加工台重新伸出→到位后气动手指松开的顺序完成工件加工工序,并向系统发出加工完成信号。
为下一次工件到来加工做准备。
冲压台的工作原理是:当工件到达冲压位置既伸缩气缸活塞杆缩回到位,冲压缸伸出对工件进行加工,完成加工动作后冲压缸缩回,为下一次冲压做准备。
二、加工单元的控制过程1.加工单元的元器件(1)薄型气缸薄型气缸属于省空间气缸类,即气缸的轴向或径向尺寸比标准气缸有较大减小的气缸。
具有结构紧凑、重量轻、占用空间小等优点。
图2是薄型气缸的一些实例图。
图2 薄型气缸的实例图(2)气动手指(气爪)气爪用于抓取、夹紧工件。
气爪通常有滑动导轨型、支点开闭型和回转驱动型等工作方式。
YL-335B 的加工单元所使用的是滑动导轨型气动手指,如图 3 (a)所示。
其工作原理可从其中剖面图(b)和(c)看出。
图 3 气动手指实物和工作原理2.加工单元的气动控制回路加工单元的气动控制元件均采用二位五通单电控电磁换向阀,各电磁阀均带有手动换向和加锁钮。
它们集中安装成阀组固定在冲压支撑架后面。
气动控制回路的工作原理如图4所示。
1B1和1B2为安装在冲压气缸的两个极限工作位置的磁感应接近开关,2B1和2B2为安装在加工台伸缩气缸的两个极限工作位置的磁感应接近开关,3B1 为安装在手爪气缸工作位置的磁感应接近开关。
1Y1、2Y1 和3Y1分别为控制冲压气缸、加工台伸缩气缸和手爪气缸的电磁阀的电磁控制端。
图4 加工单元气动控制回路工作原理图3.加工单元PLC控制只考虑加工单元作为独立设备运行时的情况,本单元的按钮/指示灯模块上的工作方式选择开关应置于“单站方式”位置。
具体的控制要求为:(1)初始状态:设备上电和气源接通后,滑动加工台伸缩气缸处于伸出位置,加工台气动手爪松开的状态,冲压气缸处于缩回位置,急停按钮没有按下。
若设备在上述初始状态,则“正常工作”指示灯HL1常亮,表示设备准备好。
否则,该指示灯以1Hz 频率闪烁。
(2)若设备准备好,按下启动按钮,设备启动,“设备运行”指示灯HL2常亮。
当待加工工件送到加工台上并被检出后,设备执行将工件夹紧,送往加工区域冲压,完成冲压动作后返回待料位置的工件加工工序。
如果没有停止信号输入,当再有待加工工件送到加工台上时,加工单元又开始下一周期工作。
在工作过程中,若按下停止按钮,加工单元在完成本周期的动作后停止工作。
HL2指示灯熄灭。
(3)在工作过程中,若按下停止按钮,加工单元在完成本周期的动作后停止工作。
HL2指示灯熄灭。
加工过程的PLC控制流程图如图5所示图5 加工过程的流程图《自动化生产线技术》教案第次课(年月日)教学时数:2 学时课题:装配单元的控制教学目标:1、了解装配单元的结构及工作过程2、了解装配单元的控制过程教学重点:1、了解装配单元的气动控制。
教学难点:装配单元的控制过程教学方法:讲授法(PPT课件)、启发式教学法。
教学内容:1、装配单元的结构和工作过程。
2、装配单元的控制过程。
教学过程:装配单元的控制一、装配单元的结构及其工作过程装配单元的功能是完成将该单元料仓内的黑色或白色小圆柱工件嵌入到放置在装配料斗的待装配工件中的装配过程。
装配单元的结构组成包括:管形料仓,供料机构,廻转物料台,机械手,待装配工件的定位机构,气动系统及其阀组,信号采集及其自动控制系统,以及用于电器连接的端子排组件,整条生产线状态指示的信号灯和用于其他机构安装的铝型材支架及底板,传感器安装支架等其它附件。
其中,机械装配图如图1所示:图1 装配单元机械装配图(1)管形料仓管形料仓用来存储装配用的金属、黑色和白色小园柱零件。
它由塑料圆管和中空底座构成。
塑料圆管顶端放置加强金属环,以防止破损。
工件竖直放入料仓的空心圆管内,由于二者之间有一定的间隙,使其能在重力作用下自由下落。
为了能对料仓供料不足和缺料时报警,在塑料圆管底部和底座处分别安装了 2 个漫反射光电传感器(E3Z-L型),并在料仓塑料圆柱上纵向铣槽,以使光电传感器的红外光斑能可靠照射到被检测的物料上。
(2)落料机构系统气源接通后,顶料气缸的初始位置在缩回状态,挡料气缸的初始位置在伸出状态。
这样,当从料仓上面放下工件时,工件将被挡料气缸活塞杆终端的挡块阻挡而不能落下。
需要进行落料操作时,首先使顶料气缸伸出,把次下层的工件夹紧,然后挡料气缸缩回,工件掉入廻转物料台的料盘中。
之后挡料气缸复位伸出,顶料气缸缩回,次下层工件跌落到挡料气缸终端挡块上,为再一次供料作准备。
(3)廻转物料台该机构由气动摆台和两个料盘组成,气动摆台能驱动料盘旋转 180 度,从而实现把从供料机构落下到料盘的工件移动到装配机械手正下方的功能。
(4)装配机械手装配机械手是整个装配单元的核心。
当装配机械手正下方的廻转物料台料盘上有小园柱零件,且装配台侧面的光纤传感器检测到装配台上有待装配工件的情况下,机械手从初始状态开始执行装配操作过程。
装配机械手的运行过程如下:PLC 驱动与竖直移动气缸相连的电磁换向阀动作,由竖直移动带导杆气缸驱动气动手指向下移动,到位后,气动手指驱动手爪夹紧物料,并将夹紧信号通过磁性开关传送给PLC,在 PLC 控制下,竖直移动气缸复位,被夹紧的物料随气动手指一并提起,离开当廻转物料台的料盘,提升到高位后,水平移动气缸在与之对应的换向阀的驱动下,活塞杆伸出,移动到气缸前端位置后,竖直移动气缸再次被驱动下移,移动到下端位置,气动手指松开,经短暂延时,竖直移动气缸和水平移动气缸缩回,机械手恢复初始状态。