普通钻床的数控化改造(机械传动部分)
普通车床进给传动系统数控改造

普通车床进给传动系统数控改造普通车床进给传动系统数控改造普通车床进给传动系统数控化改造:是指在普通车床进行数控化改造的过程中,对原车床进给传动系统的结构进行必要的改进,使之达到符合数控车床进给传动系统的精度要求、以保证普通车床数控化改造目标的实现。
对已使用过的普通车床,就改造中进给传动部分数控化改造过程如下:1 前期准备工作1.1 普通车床原精度的评价已使用了几年的车床,不管是主轴箱,还是溜板箱等原有精度较差,特别是车床导轨与大、中溜板的几何精度和形位精度都已超出规定标准精度,要改造成数控车床就要对其传动系统进行拆卸,对所需零件进行检测,确定维修方案。
1.2 确定保留的机械部分普通车床进行数控化改造,普车与数车进给运动路线不同,对普车原有的挂轮箱,走刀箱、溜板箱等机械传动部分进行拆除,只要保留大溜板和中溜板即可。
1.3 拟定修理恢复精度方案已经使用过的普车,静态和动态精度可能达不到规定的标准要求,当改成数控车床时就要对它进行精度恢复,如对导轨进行热处理和磨加工及刮削加工,或贴塑等。
1.4 数控系统的选择目前,我国使用率最高的数控系统有日本的法那科系统;德国的西门子系统和国产各系统,根据社会调研和我校教学要求,我校选择了德国西门子802S 系统对普车进行数控改造。
1.5 进给电机的选择西门子802S 系统的驱动装置与之匹配的是步进电机,由于该数控系统付出的进给指令为脉冲,经驱动控制电路和功率放大后,使步进电机通过齿轮副或同步带轮或联轴器与滚珠丝杠副驱动执行部件转动。
1.6 传动副的选择在滚珠丝杠传动副中,滚珠与丝杠、螺母等部件之间基本上是滚动摩擦、传动副主要部件都经过热处理,且间隙可调到较小,所以精度高、磨损小、寿命长;具有摩擦力小、效率高、其传动效率可在90%以上;因此选择滚珠丝杠,可满足较高精度零件加工要求。
2 进给传动系统的改造和实施步骤2.1 普车精度恢复后的全面保养普通车床经过大修后对不需要的机械传动部分进行拆除,对需保留部分如大、中溜板进行清洗,通过分析比较我们选择滚珠丝杠传动副。
普通机床的数控化改造

技术创新
数控系统
采用先进的数控系统,实现高精度、高速度 的加工控制。
刀具系统
采用新型刀具材料和刀具结构,提高刀具的 寿命和加工效率。
传动系统
采用高效传动系统,如静压轴承、静压导轨 等,提高机床的刚性和稳定性。
冷却系统
采用先进的冷却技术和装置,减少加工过程 中的热量产生和温度变化。
市场前景
市场需求
参考文献2
普通机床数控化改造的 方法与步骤.pdf
参考文献3
普通机床数控化改造的 实例分析.pdf
THANKS
感谢观看
适应性强
普通机床适用于各种类型 的加工任务,可以加工各 种材质和形状的零件。
数控机床的特点
数字控制
数控机床采用数字控制系 统,通过程序控制实现自 动化操作。
高效加工
数控机床可以进行高效加 工,提高生产效率和加工 精度。
高精度
数控机床的加工精度通常 比普通机床高。
机床改造的必要性
提高加工效率
通过将普通机床改造为数控机床 ,可以大幅提高加工效率,降低
安装新部件
按照改造方案,安装新的数控 部件,如数控柜、伺服电机、
光栅尺等。
连接线路
连接各种线路,包括电源线、 信号线等,确保机床的正常运
行。
调试动作
在安装完成后,进行空载和负 载调试,检查各动作是否正常
。
调试和验收
进行静态调试
01
检查各部件的安装位置、连接情况等,确保机床的静态精度满
足要求。
进行动态调试
优化加工流程
数控机床可以精确控制加工过程,避免了传统加 工中由于人为因素导致的误差和浪费。
3
提高设备利用率
普通机床数控化改造
普通机床数控化改造【摘要】本文介绍普通机床数控化改造的总体方案设计,以CA6140型车床为例阐述数控改造的总体方案,包括数控改造中对主要机械部件改装探讨、机床数控改造主要步骤和联机调试工作。
【关键词】普通机床;数控化改造;CA6410;设计引言机械制造业是国民经济的基础产业和支柱产业,具有举足轻重的作用,机床是发展机械制造业必不可少的生产工具。
我国机械制造业与发达国家相比,总体水平较低,通过提升制造业的装备水平,特别是机床数控化率,能够有效的提高产品质量、降低产品成本,增强市场竞争力。
以机电一体化技术为核心的数控机床集计算机技术、信息技术、自动化技术于一体,在零件加工精度、加工效率、加工表面的复杂性以及加工柔性的适应性等方面比传统的普通机床具有明显的优越性。
1 机床数控化改造的分类机床的数控化改造可以分为以下几种:1.1 其一是恢复原功能,对机床存在的故障部分进行诊断并恢复;1.2 其二是NC化,在普通机床上加数显装置,或加数控系统,改造成NC 机床、CNC机床;1.3 其三是翻新,为进步精度、效率和自动化程度,对机械、电气部分进行翻新,对机械部分重新装配加工,恢复原精度;对其不满足生产要求的CNC系统以最新CNC进行更新;1.4 其四是技术更新或技术创新,为进步性能或档次,或为了使用新工艺、新技术,在原有基础上进行较大规模的技术更新或技术创新,较大幅度地进步水平和档次的更新改造。
2 普通机床数控化改造前提普通机床的数控化改造是建立在充分利用原有机床部件的基础上,对基础部件作一定的改装,并配上经济型数控装置或标准型数控系统,使原机床具有数控加工功能。
改造中主要应注意的是:一是增加相应的数控系统,二是对原机床部件的翻新。
对普通机床进行数控化改造在技术上是成熟可行的,但并不是所有的机床都适合改装成数控机床,是否适宜改装应进行技术经济分析和论证,视其是否满足结构的刚度要求和技术经济性要求而定。
2.1 机床基础零部件要有足够的刚度。
对Z4012型钻床进行数控改造

摘要数控机床作为一种高精度的自动化机床,综合应用了电子、计算机、信息、自动控制和机床工程等领域的先进技术,在机械制造业中发挥着巨大的作用,它很好地解决了现代制造中结构复杂、精密、批量小、样式多变零件的加工问题,产品的加工质量稳定,且能大幅度地提高生产率。
但就企业目前面临的情况来看,对于一般企业来说,一次性投入巨资购买新的数控机床不太现示。
我国作为拥有400多万台普通机床的机床大国,而拥有的数控机床仅2~3万台,所占比例不到3%。
所以对现有的普通机床进行数控改造,无疑是一种投资少、见效快、且能在短期内使企业加工生产能力上规模、上档次。
关键词:数控机床步进电机数控改造AbstractThe number controls the automation machine that machine bed be used as a kind of high accuracy the bed, synthesizing apply the electronics, calculator, information, automatic control with machine bed engineering etc. realm of advanced technique, in machine manufacturing industry develop the enormous function, it nicely solved the modern manufacturing the returns the persimmon lesson But in regard to circumstance that business enterprise face now, for general business enterprise to say, a devotion huge sum purchases the new number controls the machine bed not that realistic.The our country conduct and actions owns 400 many ten thousand the big country in bed in machine of common machine in pedestals beds, but the number that own controls the machine bed only 2~30,000 set, the comparison occupied is not 3%.So proceed to the current and common machine bed the number controls to reform is a kind of investment doubtless little, take effect quick, can make the business enterprise process the production ability in short-termly last scale, top file time.Keywords: The number controls the machine bed.The step enters the electrical engineering.The number controls to reform.第1章概论1.1 总体方案的确定我毕业设计的课题是对Z4012型钻床进行数控改造。
普通车床的数控改造方法及设计图
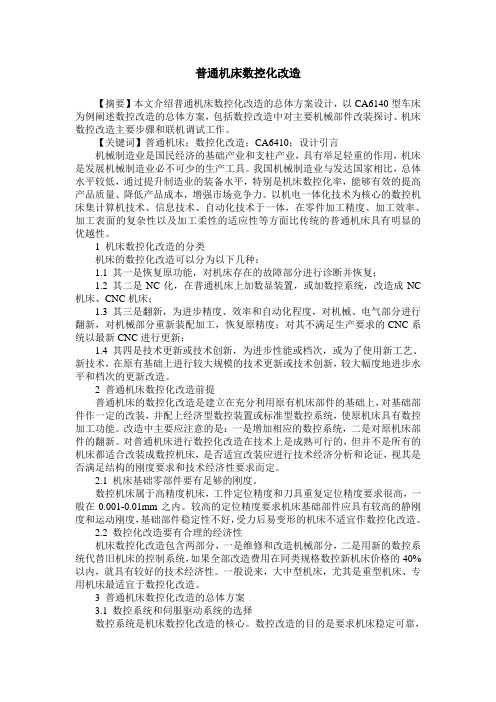
用华中Ⅰ 用华中Ⅰ数控系统对 C6132 车床进行数控改造2008-4-21 20:16:00 来源:中国自动化网 网友评论 1 条 点击查看1 机械部分的改造 把 C6132 普通车床改成数控车床的主要改造部位: 主电动机和水泵电动机能分 别通过 M03、M04、M05、阴刀、M09 等指令来进行控制;把原来的手动进给改成微 机控制,实现二轴联动;为实现螺纹车削在主轴后端加一光电编码器。
机械部分的改造,在原机床的基础上,去掉挂轮箱(保留三星齿轮)、进给箱、溜板箱、 刀架部分,保留大拖板、中拖板。
光电编码器的安装利用挂轮箱中的三星齿轮,找到与主轴传动比为 1:1 的传动 齿轮,采用同心套通过一个固定支架与光电编码器相联,结构示意图如图 1 所示。
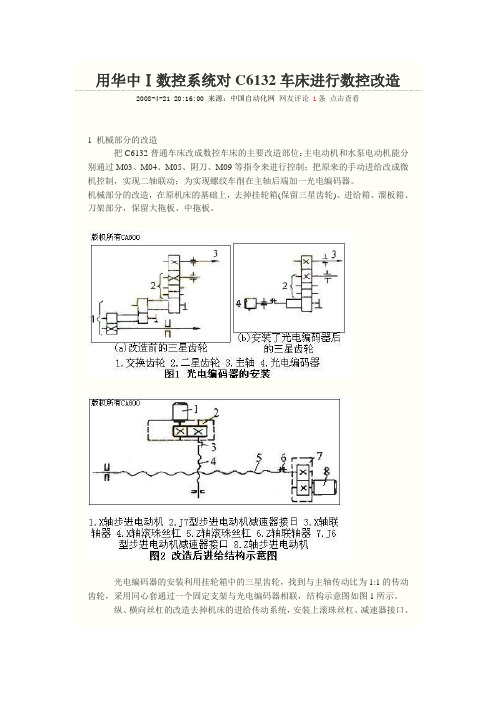
纵、 横向丝杠的改造去掉机床的进给传动系统, 安装上滚珠丝杠、 减速器接口、步进电动机。
X 轴传动比为 5:3, Z 轴的传动比为 1:1。
这类小型机床在中间设置一级 传动结构的目的是提高伺服电动机的使用寿命。
对于瞬时性的快速起、停起到一定的 缓冲作用。
改造后机床的传动进给示意图如图 2 所示。
2 电控部分的改造 华中Ⅰ型数控系统开放性好,所以改造非常简单。
具体方法为全部拆除原车床 的电控线路。
对单速电动机,直接从数控系统的电控柜中出线与主轴电动机的 U2、 V2、W2 和冷却泵电动机的 U6、V6、W6 连接。
对于双速电动机,除了直接连线以 外还应对电控柜和系统软件中的内置 PLC 系统程序 STEP.DAT 进行相应的修改。
3 微机系统控制部分的设置 对于一般车床的改造只须对以下两部分系统配置进行参数设置就可以了。
一是 轴参数,二是内置 PLC 的编码。
在华中Ⅰ型数控系统软件中输入正确的口令以后就可以对轴参数进行设置了。
不同的用户在改造车床时步进电动机与丝杠之间选择的传动比是不同的, 同时丝杠的 螺距也不同, 所以为了适用不同的传动比, 华中Ⅰ型数控系统开发了一个有用的工具, 通过设置一对电子齿轮的比值来对实际的传动比进行调整。
普通机床数控化改造

普通机床数控化改造【摘要】本文详细介绍了有关数控机床改造的过程和方法,对目前国内外有关产品进行了比较分析。
本文提出系统改造主要以机械部分和数控装置的加装为主,在车床上附加数控装置和执行元件,选择合适的机床伺服系统和计算机系统等。
改造过程中一定循序渐进,注意成本的控制,在调试中发现和解决问题。
【关键词】普通机床;数控化改造一、机床主要参数1.1机床主电机型号:YD160L-4,额定功率11KW,最高转速3500r/min,额定转速1460r/min。
1.2变速级数和公比变速级数Z=4,公比φ=2.37.1.3主传动系统总降速比i∑=0.0681.4有级变速各级传动主要参数第一级齿轮传动参数:i12=3.55,Z1=20,Z2=70。
模数m1=m2=2.25mm。
第二级齿轮传动参数:第一对:i34=2.66,Z3=23,Z4=61。
模数m3=m4=2.5mm。
第二对:i56=1.12,Z5=50,Z6=56。
模数m5=m6=2mm。
第三对:i78=0.47,Z7=65,Z8=31。
模数m7=m8=2.25mm。
二、数控机床的改造方案一般情况下对数控机床的改造主要为两部分。
一部分是机械部分改造,第二部分是数控系统改造。
2.1机械部分改造1)导轨改造。
大多数普通机床均采用普通铸铁。
数控机床要求采用淬硬的合金钢材料,例如用GCR15轴承钢淬硬到65~62HRC,可以提高硬度5倍~10倍。
另外,普通机床的滑动导轨需要换成滚动导轨和静压导轨,但是改造难度较大,主要是在导轨表面加装辅助软带;2)刀架改造。
数控机床安装的刀架为自动刀架,以便数控机床根据程序更换刀具。
因此,必须将普通机床的刀架进行改造或更换;3)进给机械改造。
一般进给系统可以保持原来的支架系统,但是要调整弹簧,加装减速齿轮系统。
2.2数控系统的确定1)常规机床数控系统。
由于该类数控系统功能齐全、种类繁多、适用性较强以及信价比高,因而很多机床改造时首选这类控制装置,我国就有很多这类产品的用户。
普通车床进给传动系统数控改造

数控机床作为现阶段机械制造企业必不可少的加工机械设备,与普通车床相比的优势在于加工的零件质量过硬,有效提升了企业的生产效率。
然而,它的费用昂贵,通常是普通车床的数倍价格,导致大部分中小型企业没有足够的资金进行购买。
所以,改造普通机床成为中小型企业的最好选择。
1 明确普通车床的改造方案首先,需要对改造的普通车床的精度进行科学评价。
原来的普通车床一般都使用了很长时间,尤其是主轴箱、溜板箱等的精度无法满足需要,造成车床的导轨和大型、中型的溜板几何精度以及相关的形位精度已经不能符合相关的精度要求,需对其传动系统中的各个零件进行相关检测工作,以明确需要维修的部分和可以保留的部分。
由于普通的车床与数控车床进给运动的路线不一样,需要把原来的挂轮箱、走刀箱以及溜板箱改造中不需要的部分拆掉,留下大溜板、中溜板就可以满足改造的需要。
其次,需要根据实际需求制定恢复精度的方案。
使用过一段时间的普通车床很多时候其动态、静态的精度不符合相关标准,因此在对其改造过程中要恢复其精度,包括热处理普通车床的导轨、进行刮削加工、磨加工等手段。
再次,需根据企业的需要,选择车床数控系统。
现阶段,我国国产的数控系统可以根据其功能进行选择,以适应不同型号的机床需要,且价格相对不高,通常约是进口系统的1/3。
国产的数控系统操作比较简单,且性能和精度可以达到相关要求与标准,相对性价比非常高,还能够匹配到各种不同的车床上。
最后,选择传动副。
滚珠丝杠的传动副结构中,滚珠、丝杠、螺母等部件通常都是滚动摩擦。
传动副的关键部件也根据需要经过热处理且间隙可以调节,可以调试到最小值,因此其精度较高,使用过程的磨损小,寿命长,且其的传动效率高,一般可以达到90%左右。
所以,可以选择滚珠丝杠,不仅能够满足企业的各项要求,而且性价比较高。
生产的加工件的精度是由多个因素决定的,包括数控系统是否合适、车床的各个零部件的质量、进给传动系统本身进行调试的精度等。
普通的数控车床滚珠杠的安装方式主要包括三种。
普通车床数控化改造总体方案设计方案
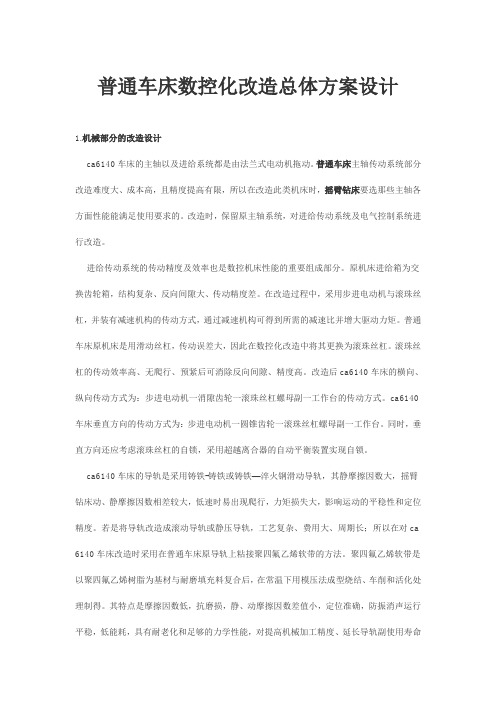
普通车床数控化改造总体方案设计1.机械部分的改造设计ca6140车床的主轴以及进给系统都是由法兰式电动机拖动。
普通车床主轴传动系统部分改造难度大、成本高,且精度提高有限,所以在改造此类机床时,摇臂钻床要选那些主轴各方面性能能满足使用要求的。
改造时,保留原主轴系统,对进给传动系统及电气控制系统进行改造。
进给传动系统的传动精度及效率也是数控机床性能的重要组成部分。
原机床进给箱为交换齿轮箱,结构复杂、反向间隙大、传动精度差。
在改造过程中,采用步进电动机与滚珠丝杠,并装有减速机构的传动方式,通过减速机构可得到所需的减速比并增大驱动力矩。
普通车床原机床是用滑动丝杠,传动误差大,因此在数控化改造中将其更换为滚珠丝杠。
滚珠丝杠的传动效率高、无爬行、预紧后可消除反向间隙、精度高。
改造后ca6140车床的横向、纵向传动方式为:步进电动机一消隙齿轮一滚珠丝杠螺母副一工作台的传动方式。
ca6140车床垂直方向的传动方式为:步进电动机一圆锥齿轮一滚珠丝杠螺母副一工作台。
同时,垂直方向还应考虑滚珠丝杠的自锁,采用超越离合器的自动平衡装置实现自锁。
ca6140车床的导轨是采用铸铁-铸铁或铸铁—淬火钢滑动导轨,其静摩擦因数大,摇臂钻床动、静摩擦因数相差较大,低速时易出现爬行,力矩损失大,影响运动的平稳性和定位精度。
若是将导轨改造成滚动导轨或静压导轨,工艺复杂、费用大、周期长;所以在对ca 6140车床改造时采用在普通车床原导轨上粘接聚四氟乙烯软带的方法。
聚四氟乙烯软带是以聚四氟乙烯树脂为基材与耐磨填充料复合后,在常温下用模压法成型烧结、车削和活化处理制得。
其特点是摩擦因数低,抗磨损,静、动摩擦因数差值小,定位准确,防振消声运行平稳,低能耗,具有耐老化和足够的力学性能,对提高机械加工精度、延长导轨副使用寿命也有一定的作用。
这种方法比较方便,费用低,动、静摩擦因数相差小,耐磨性和抗咬伤力强,具有良好的自润滑和抗振性,进给运动无爬行,运动平稳。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
普通钻床的数控化改造(机械传动部分)
钻床的数控化改造分为机械传动部分和数控系统部分两部分,
本文将介绍普通钻床的机械传动部分数控化改造方案。
一、改造原则:
1、原则上不改变机床主体结构和机械传动部分外形尺寸,保证
改装前后钻床的刚性、精度和稳定性;
2、改造前应充分了解机床原理,详细了解其机械结构和传动原理;
3、改造前应根据加工需求和实际应用环境进行改造方案的选择
和设计。
二、改造内容:
1、主轴传动部分:主轴采用变频调速电机驱动,实现主轴转速、前进和后退、主轴停止等操作的自动化;
2、进给部分:进给系统采用伺服电机控制,实现自动进给、进
给速度、进给量的调整;
3、夹紧装置:改用气动、液压等不同夹紧方式,实现夹紧力大
小的自动调整和保证工件在加工过程中的稳定性;
4、传感器:加装光电或机械式传感器,实现位移、速度、压力
等参数的监测和反馈;
5、自动换刀:加装自动换刀机构,实现自动换刀、刀具检测和
自动调整等功能;
6、加装零点回归装置,实现加工的准确定位和定位精度。
三、改造后的数控钻床的优势:
1、提高加工效率和产品质量,缩短加工周期,降低人工成本;
2、实现自动化生产,提高生产流程控制的精度和可靠性;
3、操作简单方便,可以编辑工艺参数,实现加工流程的自动控制和互连互通。