GFG静电涂油机在邯钢冷轧厂的应用
静电涂油机在平整机的应用
静 电涂 油 机 维 护 重 点 。
【 关键词 】 静 电涂油 ; 结构特 点 ; 自动化设 计; 涂油效果; 维护 重点
定义软键盘与 3种联机语言 2 - 2软件系统的基本构成 济钢冷 轧板厂平 整机采用 意大利 RA V A RI NI C A S T O L DI 公司静 我们 S T E P 7编程软件对西 门子 C P U 3 1 3 C 一 2 D P , 进行编程 、 监控和 电涂油机设 备 自 2 0 0 8年 9月份投产 至今 . 静 电涂油机发生 多次涂 油 参数设置 S T E P 7是 S I MA T I C工业软件的重要组成部分 S T E P 7具有 不均的现象 , 影响了钢带表 面质量 . 造成质量异议 。 以下功能 : 硬件 配置和参数设置 、 通讯组态 、 编程 、 测试 、 启动 和维护 、 1 . 静 电涂 油 机 组概 况 文件建档 、 运行和诊断功能等。S T E P ' 7 的所有 功能均有大量的在线帮 1 . 1主要技术参数 助, 用鼠标打开或 选中某 一对象 , 按 F 1 可以得 到该对象 的在线帮助。 静 电涂 油机 的最大涂油宽度为 : 1 6 5 0 mm。 我们作 P r o t o o l 编程软件对西 门子 S I M A T I C O P 7 . 进行编程 . 监控 涂油量 为 : 0 . 1 ~ 1 . 2 g / m 。 和参数设置 。P r o T o o l 是用 于 Wi n d o w s 9 5 、 Wi n d o w s 9 8 、 Wi n d o w s 2 0 0 0 机组 生产速度 : 最大 8 0 0 m / mi n 。 和 Wi n d o w s N T的 Wi n d o w s 应用程序 完整 的图形用户界面允许用 鼠 涂油量调节方式 : 连续可调 。 标键来 创建面向对象 的、 基 于符号 的项 目。 不需要特殊的编程知识 例 涂油方式 : 单 面涂油 。
静电涂油机的应用

静电涂油机的应用L涂油机的构成和工作原理1.1 静电涂油机的构成1.1.1 静电涂油机的基本参数静电涂油机的涂油范围为0.3-3∙0g∕m2,涂油精度可保证在涂油设定值得±10%以内,高压值可调范围为O-IooKV,实际值可根据冲压保护油的质量和现场情况调整,在南山板带机组一般都在60-90KV。
涂油生产速度最快为IOOm∕min,为了达到良好的涂油效果,涂油生产速度应保证在50-65m∕mi∩o1.1.2 涂油机的组成部分该静电涂油机包括四部分:密封的涂油室、供油及加热系统、高压电源系统和程序控制系统。
涂油室是密封的,入出口有20Cm的开口空间缝隙,这样可以防止带电荷的工艺油外溢;涂油室内上下各有一根涂油刀梁,涂油刀梁上接有负高压静电,与作为接地极的铝带形成高压电场。
供油机加热系统包括涂油泵站、回油箱及加热油箱三大部分供油泵站设有两台计量泵,由直流电动机驱动,分别为上、下刀梁提供定量的工艺油。
高压电源系统由高压变压器、高压控制柜和高压电缆组成。
用于为静电涂油机的涂油刀梁提供O-IOoKV直流高压。
加热系统采用320型号导热油进行加热,导热油设置温度为冬天118℃,夏天110℃。
导热油的循环方式采用齿轮泵循环,主管路加热循环方式为离心泵。
1.2 静电涂油机工作原理供油系统依据控制系统所给信号将源源不断地将工艺油供给涂油室内的涂油刀梁;涂油刀梁与高压电源系统的负极相接,行进中的铝带为接地。
油液从刀梁、喷嘴的刀口狭缝中均匀地流出。
高压静电源输出60-8OKV左右的负直流高压,加在涂油刀梁,使刀梁和作为接地板的铝板之间产生高压静电场。
当油雾进入静电场时,它会被带上负电荷。
由于铝带接地,相对于油雾颗粒处于正电位。
根据静电原理,同性相斥,异性相吸。
带有负电荷的油液在高压静电场中雾化并被吸附在铝板表面上,形成匀薄的油膜。
2 .涂油效果的影响因素2.1 电压对涂油效果的影响和选择带电油滴在静电场中主要是受电场力的作用而运动。
gfg涂油机高压控制系统的研究

227该技术中应用最多的则是应用统计技术,当然系统循环次数的相关数据也必须准确,才可以满足预测的实际需求。
寿命预侧总的来说就是通过加速老化试验,以及系统采集的相关数据信息,建立预侧模型,之后再利用对应的累积损伤模型来测算相关设备或者是系统的剩余寿命[4]。
4 结语总的来说,随着当今科技的进步,新一代智能化的交通牵引供电系统将会更便捷与节能,可操控性也会更好,并且还能为系统提供更好的供电服务。
其逐渐的由单个独立供电单元利用智能化的组件向多变电协同控制发展,控制系统将会更加的省时高效便捷。
并且随着拥有完全自主知识产权的牵引供电系统的问世,我国在该系统领域将会拥有更高的话语权。
【参考文献】[1]邢妍.城市轨道交通供电系统及电力技术分析[J].科技资讯,2019(02):62-64.[2]刘建,刘志刚.新一代智慧型城市轨道交通牵引供电系统的创新理念与实践[J].都市快轨交通,2018(01):129-135.[3]张钢,刘志刚,魏路,牟富强.新一代智慧型牵引供电系统关键技术与应用示范[J].都市快轨交通,2018(01):136-142.[4]贾利民,秦勇,李平.新一代轨道智能运输系统总体框架与关键技术[J].中国铁路,2015(04):14-19+60.冷轧薄板厂在建设板材后处理线(如连退产线,镀锌产线)时,必不可少的涂油设备是涂油机,GFG 高压静电涂油机是众多涂油机里的一种,通过高压静电原理对板材进行涂油,本文主要对涂油机的高压控制系统进行以下几方面研究。
1 GFG涂油机高压控制系统结构组成GFG 高压静电涂油机的高压控制系统主要包括高压静电发生器、刀梁、PLC、操作面板。
高压发生器主要作用是产生高压静电,然后作用到涂油机的刀梁上,并集中在刀梁的刀口上,刀梁是一个比较复杂的部件,通过刀梁将油室输送过来的油均匀的分布在刀梁的刀口上,经过高压电离。
控制面板通过PLC 编程控制高压发生器产生的高压范围,来适应涂油量的大小。
冷轧镀锌线全自动涂油功能的开发与应用
ELECTRO NICS W ORLD ·
冷 轧镀 锌 线全 自动涂 油 功 能 的开 发 与应 用
唐 山钢铁 集团信 息 自动化部 盛 琪
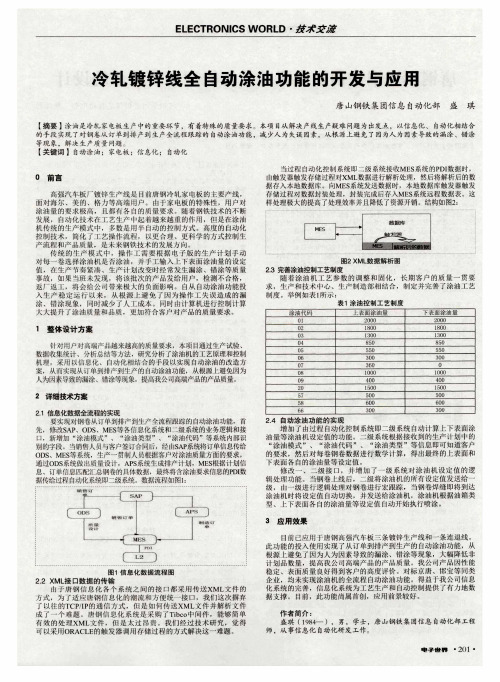
【摘要 】涂油是冷轧 家电板生产中的重要环节,有 着特殊的质量要求。 本项 目从 解决 产线 生产疑 难 问题 为 出发 点 .以信 息化 、 自动化相 结 合 的 手段 实现 了对铜 卷从 订单 到排 产到 生 产全流 程跟 踪 的 自动涂 油功 能 , 减 少人 为失误 因素 ,从根 源上 避 免 了因为人 为 因素导 致的 漏涂 、错 涂 等现 象,解 决 生产质 量 问题 。
1000 400 l500 500 600 300
2.4 自动 涂油 功能 的实 现 增 加 了 由过程 自动 化控 制 系统 即二 级系 统 自动计 算 上下表 面 涂
油 量等 涂 油机 设定 值 的功 能 。二级 系统 根据接 收 到 的生产 计划 中 的 “涂 油模 式 ”、 “涂 油代码 ”、 “涂油 类型 ”等 信 息即可 知道 客 户 的要求 。然后 对每 卷钢 卷数 据 进行 数学 计算 ,得 出最 终 的上表 面 和
长城静电喷涂防锈油的性能、应用及其操作维护

涂油均匀,防锈性能优良,脱脂性
能佳 , 能满足钢铁企业对钢板进行 防护 的要 求 , 适用于美国 GFG 、意 大 利拉巴 如尼、武汉科技大学、苏
I用油金方位
Application Guides
|
压静电源输出 100 kV 左右的负 直流
。抗氧化性能强 : 可防 止 油品
在高电压场中氧化变质产 生油 泥堵 塞刀梁,从而影响雾化效果 。
对防锈 油的 要求 , 并结合国外 同 类
产 品 技术指标,制定了长城静 电 喷
高压,加在静电涂油机水 平 安装的
板表面。 静电涂油具有涂油质量高、
涂油均匀、节油效果显著、能改善
间是相互制约的 。 中国石化润渭油 有限公司开展了静电喷涂防锈油配
生 产环境等优点 [ 1] 。 与辑涂防锈 油相比 , 下特点 :
。具有较好的抗静电击穿能力 和较高的闪点,以保证静电雾化分 散与 生产安全 ; 。黠度应尽量小,以便在钢板 表面能形成很薄的油膜 , 并保证雾 化效果; 。 应具有良好 的 抗盐雾性和抗
。水分含量低 : 不易因产 生 火 花造成生产设备 的 损害 ; 。 清 净性能佳 :油品的 污染度
~ 1 50
运 0. 1
/%
A级) /h A级) /h
湿热试验( 45号钢片, 49 "c + 1 "C, 盐雾试验( 45号钢片 , 35 "c + 1 "C,
~336 ~24
叠片试验( 45号钢片, 49 "c士 1 "C, 7d)/级 清净度/级
工 作电压/kV 最大输出电流/mA
300~2
500 (单面)
40~ 1 20
。防锈性能优良 : 能满足钢板
辊式涂油机在冷轧厂的改造应用

() 3 防锈油消耗大 , 脱落 的毛毡杂质易堵 塞油 路、 荇染现场环境, 增加了维护难度。
2 对 式 机的 合 术 造 辊 涂油 综 技 謦
1 辊式涂油机的工作原理和缺 陷
针对老式辊式涂 油机存在 的缺陷 , 我们对其结 辊式涂油机主要 由本 体、 涂油辊、 均油辊、 动 传 系统 、 喷油 系统组成。涂油辊与均 油辊可采用橡胶 辊 或毛毡辊 , 工作 时 , 嘴 把 油喷 到 涂 油 辊 表 面 , 油 经 旋转的涂油辊把油涂抹到钢板表面 , 其设备工作原
其 三 油量 不 易控 制 , 部过 厚 的 防锈 油膜不 利 于下 局
一
步包 装工序 。
/
、 () 2 涂油辊 、 均油辊消耗频繁 。由于涂油辊直接 / 、 接触钢板, 如果采用毛毡辊会造成 毛毡片磨损过快 ,
而采用橡胶辊又会降低涂油质量 , 因此增加 了备件
消耗 费用 。
价格及各企业的条件限制 , 如何选择涂油机类型 、 或 者在现有的设备基础上最 大限度提高辊式涂油机 的 性能 , 就成为 了一个技术热点。本文结合攀 钢冷轧 厂 的实际情 况 阐述这个 问油系统的改造。在 上涂油辊的上方设计 安装一个 由气缸推动的滑动体 , 将一排喷油嘴安装 于滑动体上 , 气缸的行 程要求不小于油嘴 间距 。当 涂油辊 内部 小孔 堵塞或 者 因为其它 原 因造成 涂 油 质 量下 降 而 来 不 及处 理 时 , 喷 油 系统 可作 为 涂 油辊 该
结构原 理如 图 2所示 。
藿一 0 r 、 =
一
喷 油嘴
2 传 动机 构 3 油 箱 4 均汕 辊
5 凉 油 辊
图 l 设 备 工作 原理 图
辊式 涂 油机 的设 备 结 构 特 点 , 它 本 身 存在 固 使 有的设 备缺 陷 , 主要表 现在 : ( ) 油质量 差 。原 因主要 有 三 , 1涂 首先 是 油嘴不 能形成 扇状 喷 油 , 造成 涂 油不均 匀 , 板表 面局 部 少 钢
静电涂油机使用与维护报告

静电涂油机使用与维护报告专业: 电子信息工程班级:姓名:学号:指导老师: 王建勇2013年 10 月 4 日一、静电涂油机的说明、主要参数、主要功能1、说明JT-17D型静电涂油机是根据生产工艺要求设计和制造的钢卷静电涂油设备。
2、主要参数1. 涂油工作宽度:1700毫米;22. 单面涂油量:0.3,2.5克/米;连续可调;带速低于80米/分时,涂油量将大于0.3克/2米3. 可单面涂油,亦可双面涂油;4. 机组带钢运行速度:V=30,400米/分;5. 机组速度变化时,预设定的涂油量可以保持不变;6. 高压工作电压:直流50,80KV,连续可调;7. 总功率消耗不超过15KW;8.高压供电系统具有闪烁保护、短路保护功能,3、主要功能静电涂油机由涂油室、供油及加热系统、高压电源系统、电控系统及操作台四大部分组成。
二、静电涂油机的工作原理涂油室为钢板制作的箱体,在传动侧有一个门和操作侧有二个门,门上镶有供观察用的有机玻璃窗。
涂油室内有绝缘材料制作的上下导板,用来保护涂油刀梁不受带钢头尾的损伤。
涂油室内可安装2根涂油刀梁(上下各1根)。
刀口宽度1700,,,刀梁内部有加热装置,用热循环油加热刀梁。
刀梁上接有负高压,与作为接地级的带钢形成高压电场,当防锈油从刀梁的刀口狭缝中流出时,即被微粒化,吸附在钢板上。
上下刀梁均设有大油量冲洗装置,用于清洁刀口。
刀梁安装于绝缘材料制作的刀梁悬挂装置上,其高度及角度可调节。
两套刀梁移出机构可以方便地将刀梁移出涂油室,进行维修或更换。
刀梁和钢板之间装有油液雾化装置,可促进油液雾化过程,降低高压工作电压。
二套高压电缆快速联接装置使高压电缆和刀梁的联接既快捷又可靠。
二套高压闪烁火花限制装置可有效地限制涂油刀梁对带钢或机壳之间出现的高压闪烁电流,确保设备安全。
上刀梁的下方有接油槽,不涂油时接油槽将自动移到上刀梁下方,防止上刀梁中剩余的油滴落到钢板上。
接油槽由气缸驱动。
涂油室的侧面装有绝缘材料制作的防护板涂油室顶上装有高压工作指示灯,红灯表示高压接通。
浅谈静电涂油系统原理及控制

可以使喷涂工艺机械化、连续化、减少废品率 ,获得优异的涂膜性能,大大 提 高劳 动生 产率 , 改 善劳 动条 件 , 从 而 获得 可观 的社会 经 济效益 。 本 文着 重 以连续酸洗线使用的 G F G静电涂油机 ( 其型号为 J T D 1 7)为例进行分析
文 章编号 : 1 0 0 9 -9 1 4 X( 2 0 1 3) 3 4 -0 3 8 1 -0 1 G F G静 电涂油机 控制 系统 主要 构成 : G E 9 0 — 3 0 P L C, 位 置控 制器及 流量 控制 器等 。P L C系统参 与涂 油全 过程 ,负责 与 S C P L通 信 ,是涂 油机 控制 系 统 的 核心 。 涂 层材 料运 至涂 油刀 利用 一个 可靠 的位移 测量 系统 。 测 量系 统通 过 P L C 伺服阀系统控制 。 包括一个工作回路和提供准确及大范围的涂层重量和涂油 速 度 的反馈 控制 回路 。这个 系统考 虑带 钢速 度 、 宽 度及涂 层重 量选 择提供 出 所 需要 的准 确 的涂层 材料 重量 。 可变喷吹宽度的涂油刀系统安装在钢带生产线上面。 利用两套 5 0 am宽 r 的不锈钢宽度控制扇型块可以很容易的维修 、 替换。喷吹宽度可以由操作者 从6 6 0 am r 一 1 8 5 0 a r m 选 择 。涂油 刀用 铝连续 成 型并安 装在 不锈钢 扇 型块上 。 当涂油 时 ,空气控 制 阀开动 。涂 油刀 上连接 的地 方均 可快 速拆卸 。 整 个涂 油 刀装 配包 括控 制 阀和管 线 可在不 到 1 0分钟 内拆 走 。 外壳 用 于防止 涂油 刀与 钢板接 触 。外壳 由 H R S板 衬 一厚 的不导 电材 料 制成 , 以使带 电涂 油刀 与外壳 绝缘 。 外壳 装配 有法 兰盘 , 可 以安装 于支架 上 。 此系统的所有的导线和管线在外壳装配中留有终端接 口以便于安装者现场
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高压 发 生器 无高 压 发 生 时 , 油 系 统 的 防 锈油 会从 供
上 刀梁 的缝 隙 中流 出 ; 随着 高 压 发 生 器 输 出 的 电压 的增 高 , 涂油 刀 梁 和带 钢 之 间将 建 立 由弱 变 强 的直
流 高压静 电场 , 液从 滴 落变成 喷 射 , 旦 高压 达 到 油 一
61
总第 10期 9
加 热 器
图 l 供 油 及 刀 梁 加 热 系 统
品 品质提 供 了 保证 。本 文 重点 对 GF 涂 油 机 的工 G 作 原 理 、 备 组成 及其 使用 情况 进行 了介 绍 。 设
2 工作 原 理
于带 钢表 面 而形 成 均 匀 的薄 油 膜 , 以达 到 隔 绝 空气
防锈 的 目的 。 3 设备 组成
3 1 涂 油 室 .
收 稿 日期 :0 1 6—1 2 1 —0 1
作 者 简 介 : 凯 波 ( 9 9一) 男 ,0 2午 毕、 于 河 北 工 业 职 业 技 术 学 江 17 , 20 【
院化工工艺专业 , 现在河北钢铁集团邯钢公司冷轧』 精整车问工作 ,
E—m i! jb l s a CI al Hdk l@ i .O1 n I
0 01 56 5;2. a b o H n a Col — Roli Plnt Ha da Io a d t e Co pa d lng a , n n r n n S e l m ny, He e Ion a d e lG r u b i r n Ste o p,
sr c :ti ntod c d h ta t I s i r u e te wor rn i e. e i m e t o po ii n. u iiai n ofG FG i pra r To k p i cpl qu p n s c m sto tlz to O ls e de . n r a r a do he r a o i n l z d,s vig p a r p e o m lb e k wn t e s n sa a y e ol n l n p o os d.
文章编号 :0 6— 0 8 2 1 )0—06 — 2 10 5 0 (0 1 1 0 1 0
AP LI P CAT【 ON OF GFG S TA- C —ELECTRI TY L PREADER 耵 CI OI S
J n a o ,T n u nu i gK i a gG ajn a b
涂油 刀梁 的 刃 口开有很 长 的缝 隙供 防锈 油 喷 出。 当
涂油 室为 钢板 制作 的箱体 , 油室 内安 装 了上 、 涂
下涂 油刀梁 , 刀梁 内部有 刀梁 加热循 环 系统 , 刀 梁 下 安装 时带 有一 定 的倾 角 , 刀 梁下 部 装 有 汽 缸 驱 动 上 的集 油槽 , 于带钢 停 止时 防锈 油的收 集 , 用 防止 油 液 滴 到 板带 上 面 , 当带 钢 生产 时 , 油槽 自动 打 开 。涂 集 油室 底部装 有 回油滤 网 , 通过 两块 磁铁 固定 , 目的 是 将 收集 的防锈 油 回抽 到油箱 时进 行预 过滤 。涂 油 室 的驱 动侧 , 装 有 照 明灯 管 , 于 在生 产 过 程 中 , 安 用 操 作 人员 清楚 地检查 刀 梁 的涂 油情 况 。
电作 用 的影 响 , 会从 刃 口间 隙喷 出并迅 速雾 化 , 附 吸
邯钢 冷轧 厂精 整各 机组 的静 电涂油 机均 自美 国
G G公 司 引进 。具 有 操 作 简 单 、 护 方 便 、 油 均 F 维 涂 匀等 特点 , 有效 防止 带钢 表面 锈蚀 缺 陷 , 冷 轧产 能 为
邯郸 0 6 1 ) 5 05 摘要 : 介绍 了 GF G涂油机 的工作原 理 、 设备组成及使 用情 况 , 对常见故 障 , 查找 了原 因, 提出解决方案。
关 键 词 : F 静 电涂 油 机 ; 轧 ; 用 GG 冷 应
中图分 类号 :G33 2 T 3 .
文献标 识码 : B
总 第 1 0期 9
21年第1 01 0期
河 北 冶金
Tl o1 rO a 9
2 1, u b r 1 01 N m e 0
G G静 电涂 油 机 在 邯 钢 冷 轧 厂 的应 用 F
江 凯 波 , 冠 军 唐 (. 1河北 钢铁集 团 邯钢公 司 冷轧厂 , 河北 邯郸 0 6 1 ;. 50 5 2 河北钢 铁集团 邯钢公 司 邯 宝冷轧厂 , 河北
Ke o d : G tt lc r i i s r a e :c l y W r s GF s i e e ti t o 1 p e d r o d—r l n ac cy o l g:a p iai n i p l t c o
1
前 言
某一 电压 值 , 油 刀梁 的刃 口部分 将产 生尖 端放 电 , 涂 涂 油 刀梁 中 的油 液 受到 高压静 电场 的作 用 和尖 端放
( . od—Rol g Pa t 1C l l n ln ,Ha d n I n a d Se lC mp n i n a r n te o a y,He e Io n te o p,Ha d n,He e , o b i rn a d Se lGru na b i
G G涂 油机 由 供 油 系 统 、 制 系 统 、 压 电源 F 控 高 系统 和涂 油 室组成 。供 油 系统依 据用 户 设定 的 涂油 量将 防锈 油定 量 地 供 给 涂 油 机 室 内 的刀 梁 , 油 刀 涂
梁 与高压 发生 器 的负极 相接 , 进 中的带 钢 接正 极 , 行