铸铁参数表
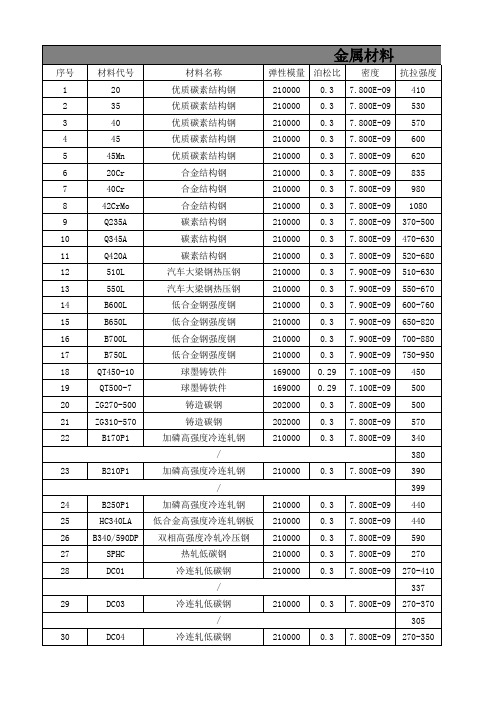
金属材料参数属性表
24
550
12
600
11
650
10
70
7
270
18
310
15
170-260 38
200
45
210-310 34
244
40
250-360 32
340-460 21
340-500 16
-
29
<280
28
223
38
<240
34
199
44
<210
38
备注 GB/T699-1999 GB/T699-1999 GB/T699-1999 GB/T699-1999 GB/T699-1999 GB/T3099-1999 GB/T3099-1999 GB/T3077-1999 GB/T700-2006 GB/T1591-2008 GB/T1591-2008 GB/T3273-2005 GB/T3273-2005 Q/BQB 310-2014 Q/BQB 310-2014 Q/BQB 310-2014 Q/BQB 310-2014 GB/T1591-2008 GB/T1591-2008 GB/T11352-2008 GB/T11352-2008 Q/BQB 411-2003 宝钢仿真推荐/femfat Q/BQB 411-2003 宝钢仿真推荐/femfat Q/BQB 411-2003 Q/BQB 419-2009 Q/BQB 418-2009 Q/BQB 302-1999/JTS G 3131-2005 Q/BQB 403-2009/GB/T5213-2008 宝钢仿真推荐/femfat Q/BQB 403-2009/GB/T5213-2008 宝钢仿真推荐/femfat Q/BQB 403-2009/GB/T5213-2008
最新球墨铸铁管国标

最新球墨铸铁管国标,球墨铸铁管国标厚度最新球墨铸铁管国标,球墨铸铁管国标厚度公称直径外径壁厚每米重量每根重量80 98 6 12.2 76.5 167 12.77100 118 6.1 15.1 95 167 15.87150 170 6.3 22.8 144 167 20.05200 220 6.4 30.6 194 167 32.4250 274 6.8 40.2 255 167 42.59300 326 7.2 50.8 323 167 53.94350 378 7.7 63.2 403 167 67.3400 429 8.1 75.5 482 167 80.48450 480 8.6 89.3 575 167 95.86500 532 9 104.3 669 167 11.72球墨铸铁管网验收标准和基本要求日期:2011-11-10 16:21:21供水管道的正确连接及良好的传输性能,是系统正常运转的基础,系统安装完毕后,必须对系统进行必要的测试,以确认传输介质的性能指标已达到了系统正常运转的要求。
管网球墨铸铁管网测试验收中,就认为管网没有问题,线缆安装合格,这是不可取的。
这种测试只能说明网线接对了且没有断路。
我们知道,计算机管网工作时要使用高速度承载很大的信息流量,对球墨管线缆的要求非常高,衰减、损耗、速率和抗干扰都有相应的规定。
通常管网球墨铸铁管网工程应遵循的标准如下。
一、管网供水管网系统验收标准过去国内大多数球墨铸铁管网工程采用国外厂商生产的产品,且其工程设计和安装施工绝大部分由国外厂商或代理商组织实施。
当时因缺乏统一的工程建设标准,所以不论是在产品的技术和外形结构,还是在具体设计和施工以及与房屋建筑的互相配合等方面都存在一些问题,没有取得应有的效果。
为此,我国主管建设部门和有关单位在近几年来组织编制和批准发布了一批有关球墨铸铁管网工程设计施工应遵循的依据和法规。
这方面的主要标准和规范如下所示。
铸铁标准 EN 1561

不同国家对灰铁材质牌号的解释欧洲标准EN 1561 简介灰铁铸件是以铁和碳为基础的铸造合金,后者主要以薄片状石墨微粒的形式呈现。
灰铁的性能取决于石墨的形式和分布状态,及矩阵结构。
本标准按不同的机械性能,或者抗拉,或者硬度,对灰铁进行了分类。
灰铁的其它技术参数在附录A到C中列出。
附录A “除表1和2的其它机械和物理性能信息”附录B “硬度与抗拉强度的关系”附录C”灰铁抗拉强度,硬度及截面厚度间的关系”注:该标准不含灰铁件技术交付条件。
交付条件参考EN 1559-1和EN 1559-3。
1.范围本标准描述了砂铸或相当热扩散率铸件非合金或低合金灰铁的性能。
本标准灰铁性能描述如下:a)单独铸造的试棒,或在定单接受时生产商和采购方一致同意,即时试棒或从铸件上切取的试棒(看图表1)的抗拉强度。
b)定单接受时生产商和采购方一致同意,在铸件(看图表1),或即时试棒上进行的材料硬度检测。
本标准对prEN 877-1下的灰铁管或接头零件不适用。
本标准按抗拉强度与布氏硬度分别描述了6种灰铁(见表1,表2)。
2 参考标准本标准由其它过期及未过期的参考文件组成。
这些参考文件在本文的适当地方作了标注,包括出版情况。
对过时的文件,本标准通过修改或修订,将其纳入本规范.对未过时的文件,其最新版本适用.EN 1559-1铸造-技术交付条件-第1部分:总则EN 1559-3铸造-技术交付条件-第3部分:铸铁件的其它要求EN 10002-1金属材料-抗拉测试-第1部分:测试方法(环境温度)EN 10003-1金属材料-布氏硬度测试-第1部分:测试方法注:拟定本标准用到的参考文件,在文章适当的位置作了标注,在参考目录,附录D也有标注。
3.定义本标准采用下述定义:3.1 灰铁活性碳以石墨,主要是以薄片状(薄碳)形式出现的铁-碳铸造材料。
注:石墨结构与分布按EN ISO 945的规定。
3.2 相关硬度根据经验,测量硬度与从抗拉强度计算出来的硬度的比率(也称为RH)。
铸铁热膨胀系数

铸铁热膨胀系数铸铁是一种常见的金属材料,在工业生产中有着广泛的应用。
但是,不同温度下铸铁的热膨胀系数也是需要注意的。
本文将对铸铁热膨胀系数进行全面解析,帮助读者更好地了解铸铁在不同温度下的性质。
一、什么是热膨胀系数?热膨胀系数是指物体在温度变化下长度、面积或体积的变化量与初始长度、面积或体积之比。
热膨胀系数越大,说明物体在温度变化下体积的变化也越大。
二、铸铁的性质铸铁是碳素量较高的合金,具有优良的耐磨性、耐热性和冲击韧性。
铸铁具有较强的可塑性和可加工性,因此在工业制品、机械零件、建筑材料、交通设施等诸多领域得到广泛应用。
铸铁的热导率低,热膨胀系数高,因此在加热过程中,铸铁容易发生热应力,容易热裂。
三、铸铁热膨胀系数的计算方法铸铁的热膨胀系数是指在温度变化1℃时,铸铁单位长度的长度变化量。
在实际工程设计中,常采用米制单位和摄氏度来计算。
铸铁在不同温度下的热膨胀系数如下表:温度范围/℃ 热膨胀系数/(10^-6)K^-1-60~0 12.8~13.20~100 12.0~12.4100~200 12.6~13.0200~300 13.0~13.6由此可见,铸铁在不同温度下的热膨胀系数存在差异,需要根据实际情况选择不同的参数进行计算。
四、如何降低铸铁的热裂风险?在铸铁的使用过程中,为了避免热裂情况的出现,需要采取以下预防措施:1. 采用合适的铸造工艺和配方,保证铸铁的质量。
2. 控制铸造过程的冷却速度,以避免热应力产生。
3. 使用加固材料对铸件进行加固,增强其抗拉强度。
4. 在制造铸件时,需考虑到工作温度和热膨胀系数的影响,并采用合适的润滑、冷却等措施,以延长铸铁的使用寿命。
综上所述,铸铁的热膨胀系数是物理学中一个重要的参数,也是决定铸铁在高温环境下是否能稳定工作的关键因素。
通过理解铸铁的性质以及热膨胀系数的计算方法,可以更好地选择合适的铸造工艺和材料配方,从而降低铸铁热裂风险,并延长铸铁的使用寿命。
铸铁件加工参数

铸铁件加工参数铸铁件加工参数对于铸造行业来说至关重要。
在铸造过程中,选择恰当的加工参数能够提高产品的质量和效率,确保铸铁件的性能和寿命。
接下来,我们将详细介绍铸铁件加工参数的选择和优化,并提供一些可以遵循的指导方针。
首先,要考虑到铸铁件的几何形状和尺寸。
铸造过程中,铸铁液在模具中流动,填充模腔并形成铸件。
几何形状和尺寸将直接影响铸铁液的流动性和充实度。
因此,在选择加工参数时,要根据铸铁件的复杂程度、尺寸和比例来确定。
其次,铸铁件的合金成分也是选择加工参数的重要考虑因素。
通过调整合金成分,可改善铸铁件的力学性能和耐用性。
例如,添加一定量的碳可以增强铸铁件的硬度和抗磨性,但过多的碳含量会导致铸件变脆。
因此,在确定加工参数时,要根据所需的铁件性能和使用环境,选择合适的合金成分。
此外,还应该考虑到铸造温度和冷却速度。
铸造温度直接影响铁水的流动性、凝固过程和铸件的致密性。
适当提高铸造温度可降低液态金属的粘度,促进铸造过程中的排气和金属液体的流动。
冷却速度则直接影响铸件的凝固过程和晶体组织形成。
通过控制冷却速度,可以获得不同的铁碳相组织,从而影响铁件的力学性能。
最后,要考虑到加工设备和工艺的限制。
不同的设备和工艺条件限制了加工参数的选择。
在实际生产中,需要根据工厂的设备情况和工艺流程,综合考虑各种因素,确定最佳的加工参数。
综上所述,铸铁件加工参数的选择和优化是一个复杂而重要的过程。
通过准确地选择加工参数,可以提高产品的质量和效率,确保铸铁件的性能和寿命。
在确定加工参数时,要考虑到铸铁件的几何形状和尺寸、合金成分、铸造温度和冷却速度以及加工设备和工艺的限制。
通过合理的选择和调整,可以获得满足需求的铸铁件,推动铸造行业的发展。
铸造浇包尺寸参数表
铸造浇包尺寸参数表一、铸造浇包概述铸造浇包是铸造过程中用于运输熔融金属的设备,通常由金属材料制成,具有良好的耐热性和耐磨性。
浇包的尺寸、形状和材质的选择直接影响到铸造过程的顺利进行。
因此,了解和掌握浇包尺寸参数至关重要。
二、铸造浇包尺寸参数的重要性1.影响铸造效率:合适的浇包尺寸可以提高金属液的填充速度,缩短填充时间,提高生产效率。
2.影响铸件质量:浇包尺寸与金属液的流动性能密切相关,直接影响到铸件的内部质量和表面粗糙度。
3.影响铸造设备选型:浇包尺寸决定了熔炼炉、结晶器等设备的选型,进而影响整个铸造生产线的设计。
三、铸造浇包尺寸参数表的编制与使用1.编制浇包尺寸参数表时,应充分考虑铸造工艺要求、金属液的性质、浇注系统的设计等因素。
2.浇包尺寸参数表应包括以下内容:浇包容量、浇包高度、浇包壁厚、浇包底部直径等。
3.使用浇包尺寸参数表时,应结合实际情况进行调整,以满足生产需求。
四、常见浇包尺寸参数及其应用1.中小型浇包:适用于铝合金、铜合金等低熔点金属的铸造。
2.大型浇包:适用于钢铁、铸铁等高熔点金属的铸造。
3.特大型浇包:适用于大型铸件或多种金属的复合铸造。
五、浇包尺寸参数的选型与调整1.根据铸件尺寸、重量和生产批量选择合适的浇包尺寸。
2.根据金属液的性质和浇注系统的要求调整浇包尺寸。
3.调整浇包尺寸以优化铸造工艺,提高铸件质量。
六、浇包尺寸对铸造工艺的影响1.浇包尺寸过大:可能导致金属液冷却过快,影响铸件的充型。
2.浇包尺寸过小:可能导致金属液流动速度过快,增加氧化夹渣等缺陷的风险。
七、总结铸造浇包尺寸参数是影响铸造过程的关键因素,通过对浇包尺寸的合理选择和调整,可以提高铸件质量,提高生产效率。
铸铁参数表
灰铁的数据灰铸铁件的抗拉强度及硬度牌(GB/T9439-1988)灰铸铁件的抗拉强度(GB/T9439-1988)灰铸铁的硬度牌号(GB/T9439-1988)以上是我从网络上找来了一些数据,下面我分析下两者之间的区别:1、灰铁的石墨是平扁片状的,球铁的石墨是圆球状的。
敲击球墨铸铁如发出近似敲击碳钢的声音,说明球墨铸铁球化不错。
而灰铁敲击声音听起来,很闷。
2、关于球化率问题,可以这么说,同样是球墨铸铁的产品,球化率不同,那质量也就不同,价格上也有很大区别。
一般工厂已球化率达到85%为合格产品。
球化率85%以下的是因为铸造的时候,没有球化好而造成铁水温度低,制造出来的产品承载压力达不到要求。
3、从断口(不是经过机械加工的表面)的外观可以简单区别球铁和灰铁,用肉眼观察,灰铁断口的晶粒比较粗大,为灰白色,晶面有金属光泽。
球铁的断口晶粒很细小,为黑灰色,如果球化好的话几乎没有金属光泽,如果有发白的光泽,一般情况是出现白口组织。
4、从冶炼方法来说,球铁是在冶炼时在灰铁中加孕育剂与球化剂使石墨由分散的团絮状变成球状,以减小对铁素体的割裂,增大强度,提到性能来达到的.5、而灰铁井盖则是不添加任何辅助原料,将生铁直接冶炼成铁水,然后浇筑成井盖。
但是球墨铸铁井盖则是要添加球化剂、稀土镁等其他金属合金而成的,所以现在市场上和有关部门要求用球墨铸铁井盖。
那是因为球墨铸铁井盖,在承载能力上远远超过了灰铁井盖。
6、球墨铸铁强度高、韧性好,因此球墨铸井盖比同类型灰口铸铁井盖轻30%左右。
球墨铸铁牌号采用QT500-7,铁水出炉温度不低于1456℃,在球化处理时增配稀土硅铁镁合金和选用含硫量低的焦碳,球化级别达三级以上。
球墨铸铁试件的力学性能如下:抗拉强度:500N/MM 2延伸率:7%二、对于井盖标准问题,我做几点说明:1、建设部推荐使用的97s501-1图集是现在工程设计上采用的一个图集。
以上是图集中的重量表。
球墨铸铁管规格参数
球墨铸铁管规格参数好、耐用性强、承压能力高等优点,广泛应用于市政建设、工业设备、给排水等领域。
下面是各口径球墨铸铁管的管径重量规格表:公称直径 | 外径 | 壁厚 | 每米重量 | 每根重量 | 每公里(根)| 每公里(吨) |98.| 12.8 | 6.| 12.77.| 76.5.| 80.| 167.|118.| 15.8 | 6.1.| 15.87.| 95.| 100.| 167.|170.| 24.| 6.3.| 20.05.| 144.| 150.| 167.|220.| 32.3 | 6.4.| 32.4.| 194.| 200.| 167.|274.| 42.4 | 6.8.| 42.59.| 255.| 250.| 167.|326.| 53.8 | 7.2.| 53.94.| 323.| 300.| 167.|378.| 67.2 | 7.7.| 67.3.| 403.| 350.| 167.|429.| 80.3 | 8.1.| 80.48.| 482.| 400.| 167.|480.| 95.8 | 8.6.| 95.86.| 575.| 450.| 167.|532.| 111.5| 9.| 111.72.| 669.| 500.| 167.|635.| 147.| 9.9.| 147.29.| 882.| 600.| 167.|738.| 187.1| 10.8 | 187.54.| 1123.| 700.| 167.|842.| 232.3| 11.7 | 232.8.| 1394.| 800.| 167.|945.| 281.8| 12.6 | 282.4.| 1691.| 900.| 167.|1048.| 336.2| 13.5 | 336.84.| 2017.| 1000.| 167.|1255.| 459.7| 15.3 | 460.59.| 2758.| 1200.| 167.|球墨铸铁管是一种高性能管道材料,由铸造铁水和球化剂制成。
球墨铸铁井盖承重对照表
球墨铸铁井盖承重对照表
球墨铸铁井盖是一种用于道路、人行道和其他场所的排水系统
和井盖系统的重要材料。
它们的承重能力是根据其尺寸、材料和设
计来确定的。
一般来说,球墨铸铁井盖的承重对照表是由制造商根
据相关标准和规范进行测试和制定的。
根据国家标准GB/T23858-2009《球墨铸铁排水系统产品》中的
规定,球墨铸铁井盖的承重等级通常分为A15、B125、C250、D400、E600和F900六个等级。
每个等级对应着不同的承重能力,具体如下:
A15等级,1.5吨。
B125等级,12.5吨。
C250等级,25吨。
D400等级,40吨。
E600等级,60吨。
F900等级,90吨。
这些承重能力是根据球墨铸铁井盖在实验室条件下的受压承载能力来确定的。
在实际使用中,制造商通常会提供详细的产品参数表,其中包括不同规格和尺寸的球墨铸铁井盖的承重能力等信息,以便用户根据具体需要进行选择。
除了承重能力外,球墨铸铁井盖的安装和使用也需要符合相关的标准和规范,以确保其在实际应用中能够发挥预期的作用。
用户在选择和安装球墨铸铁井盖时,应当严格按照制造商提供的参数和要求进行,以确保其承重能力和使用寿命符合设计要求。
总之,球墨铸铁井盖的承重能力是根据其规格、材料和设计来确定的,用户在选择和使用时应当仔细阅读制造商提供的产品参数表,并严格按照相关标准和规范进行选择和安装。
球墨铸铁管重量表
DN800/600
只
5745
DN600/200
只
1495
DN800/800
只
6238
DN600/300
只
1827
DN1000/100
只
4599
DN600/500
只
2324
DN1000/150
只
4628
DN600/600
只
2580
DN1000/200
只
4656
DN800/100
只
3216
DN1000/300
只
5462
DN800/150
只
3254
DN1000/500
只
8309
DN800/200
只
3283
DN1000/600
只
9314
DN800/300
只
3852
DN1000/800
只
9770
Dn800/500
只
5285
DN1000/1000
只
10396
DN800/600
只
5911
DN1200/300
只
7628
DN600/150
只
1538
球铁双承45°弯头
DN100
只
83
DN600/200
只
1500
DN150
只
140
DN600/300
只
1816
DN200
只
215
DN600/500
只
2308
DN300
只
412
DN600/600
只
2670
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
灰铁的数据
灰铸铁件的抗拉强度及硬度牌(GB/T9439-1988)
灰铸铁件的抗拉强度(GB/T9439-1988)
灰铸铁的硬度牌号(GB/T9439-1988)
以上是我从网络上找来了一些数据,下面我分析下两者之间的区别:
1、灰铁的石墨是平扁片状的,球铁的石墨是圆球状的。
敲击球墨铸铁如发出近似敲击碳钢的声音,说明球墨铸铁球化不错。
而灰铁敲击声音听起来,很闷。
2、关于球化率问题,可以这么说,同样是球墨铸铁的产品,球化率不同,那质量也就不同,价格上也有很大区别。
一般工厂已球化率达到85%为合格产品。
球化率85%以下的是因为铸造的时候,没有球化好而造成铁水温度低,制造出来的产品承载压力达不到要求。
3、从断口(不是经过机械加工的表面)的外观可以简单区别球铁和灰铁,用肉眼观察,灰铁断口的晶粒比较粗大,为灰白色,晶面有金属光泽。
球铁的断口晶粒很细小,为黑灰色,如果球化好的话几乎没有金属光泽,如果有发白的光泽,一般情况是出现白口组织。
4、从冶炼方法来说,球铁是在冶炼时在灰铁中加孕育剂与球化剂使石墨由分散的团絮状变成球状,以减小对铁素体的割裂,增大强度,提到性能来达到的.
5、而灰铁井盖则是不添加任何辅助原料,将生铁直接冶炼成铁水,然后浇筑成井盖。
但是球墨铸铁井盖则是要添加球化剂、稀土镁等其他金属合金而成的,所以现在市场上和有关部门要求用球墨铸铁井盖。
那是因为球墨铸铁井盖,在承载能力上远远超过了灰铁井盖。
6、球墨铸铁强度高、韧性好,因此球墨铸井盖比同类型灰口铸铁井盖轻30%左右。
球墨铸铁牌号采用QT500-7,铁水出炉温度不低于1456℃,在球化处理时增配稀土硅铁镁合金和选用含硫量低的焦碳,球化级别达三级以上。
球墨铸铁试件的力学性能如下:
抗拉强度:500N/MM 2
延伸率:7%
二、对于井盖标准问题,我做几点说明:
1、建设部推荐使用的97s501-1图集是现在工程设计上采用的一个图集。
以上是图集中的重量表。