SMT通用贴片检验标准
SMT贴片元器件外观检验标准

金手指
SMT贴片元件外观检验标准
⑷金手指 缺口:A 区有缺口 为不合 格,B区 缺损,凹 进超过整 体面积的 20%
为来、 不合格。
<20%
B
⑸金手指 针孔
●A区 0.13mm以 下的可接 受一个, 一个以上 为不合格
●B区 0.5mm以 下的可接 受两个, 两个以上 为不合格
●0.05mm 以下的忽 略不计。
判定基准
没上焊盘
<1/3焊盘
合格
不合格
红胶表面 有脏污, 气泡,欠 缺为不合 格
第 13 页,共 28 页
⑴CHIP料 焊盘(含电 容 电阻 晶
体管等)印 刷位移在焊 盘宽度的 1/3以下为
判定基准
⑵IC偏移 不超过焊 盘宽度的 1/3为合格
<1/3焊盘
<1/3焊盘
<1/3焊盘宽
短路、异 物
两个或以 上不连通 的焊盘之 间有锡膏 相连或有 异物的为 不合格
<1/3焊盘宽
短路
第 12 页,共 28 页
<1/3焊盘宽
⑴渡金层 必须覆盖 接触片的 全部,无 任何脱落 、皱纹、 气泡、氧 化。
脱落NG
金手指
⑵金手指 区域划分 如下:
B
A
第 6 页,共 28 页
B
板边
c
b
SMT贴片元件外观检验标准
b a
⑶刮花, 凹痕,凹
如c=2.54mm,则a=5.7mm,b=3.8mm; 如c=1.27mm,则a=5.0mm,b=3.0mm;
●边缘批缝 须在以下 范围:当 L1〈 0.5mm 时,L2≥ 0.15mm
胶纸迹 不合格
铜丝短路 不合格
SMT一般检验规范
核对图纸
3
极性反
2).无极性的零件与 PAD 不能有呈 90 度方向着装之 情形
核对图纸
3.4.其它不良判定标准
项次
检验 项目
检验规格
检验方法
1
零件受损 零件经回焊后不得有裂纹,破损,烫伤等情形
目视/ 20 倍放大镜
2
氧化 经回焊作业之焊点表面不得有氧化的现象
经回流焊返修后用清洁剂清除残留下的白色残流物
XIAMEN INNOV ELECTRONICS TECH CO., LTD
SMT 一般检验规范
文件编号
W-Q-056
版次 A-1 页次 3 of 4
3.3.零件置放不良判定标准
项次
检验 项目
检验规格
检验方法
附图
目视/
1
20 倍放大镜
应着装零件之位置,不得着装有与该位置不相符之ຫໍສະໝຸດ 2错件核对图纸
零件
1).零件的着装方向或极性,不能有与板面指示不符 或与工程图样指示不符之情形.
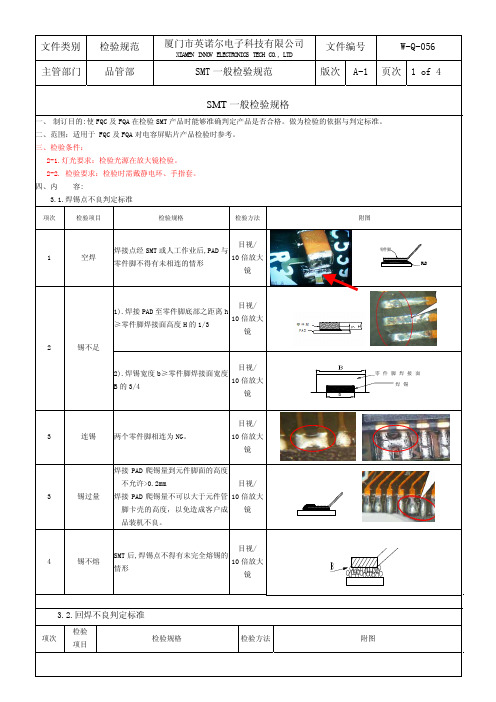
2-1.灯光要求:检验光源在放大镜检验。 2-2. 检验要求:检验时需戴静电环、手指套。 四、内 容: 3.1.焊锡点不良判定标准
项次
检验项目
检验规格
检验方法
附图
目视/
焊接点经 SMT 或人工作业后,PAD 与
1
空焊
10 倍放大
零件脚不得有未相连的情形
镜
零件脚 PAD
目视/ 1).焊接 PAD 至零件脚底部之距离 h
附图
文件类别 主管部门
检验规范 品管部
厦门市英诺尔电子科技有限公司
XIAMEN INNOV ELECTRONICS TECH CO., LTD
SMT检验规程

SMT 检验规程
1、目的:
为了确保SMT质量符合标准,特拟定检验规程为检验依据。
2、范围:
SMT生产中贴片检验,即焊接前的检验。
3、检验内容:
3.1 SMT检验工位为回流焊接中全检工序。
3.2 检查项目:
3.2.1 错件:所有元器件规格不能用错
3.2.2 漏件:所有元器件不能漏件
3.2.3 元件标识:有标识的所有元器件应标识正确,清晰,完整。
3.2.4 元件偏移:元器件偏移不可超出本身脚阔的1/3以上。
元器件前后移位与PAD位边沿要保持超过0.3mm,不可凸出。
3.2.5 元件翻身:贴片元器件不允许有翻身现象。
3.2.6 元件翘起:元器件翘起不能超过0.2mm。
3.2.7 器件损坏:元器件不允许有损坏、反向。
损坏
反向
3.3 有缺陷的电路板需记录,《填写不合格记录单》。
SMT贴片_SMT质量标准2

检验标准的准则●印刷检验总则:印刷在焊盘上的焊膏量允许有一定的偏差,但焊膏覆盖在每个焊盘上的面积应大于焊盘面积的75%。
●点胶检验理想胶点:烛=焊盘和引出端面上看不到贴片胶沾染的痕迹,胶点位于各个焊盘中间,其大小为点胶嘴的1.5倍左右,胶量以贴装后元件焊端与PCB 的焊盘不占污为宜。
炉前检验炉后检验良好的焊点应是焊点饱满、润湿良好,焊料铺展到焊盘边缘。
返修当完成PCBA的检查后,发现有缺陷的PCBA就需求进行维修,公司有返修SMT的PCBA有两种方法。
一是采用恒温烙铁(手工焊接)进行返修,一是采用返修工作台(热风焊接)进行返修。
不论采用那种方式都要求在最短的时间内形成良好的焊接点。
因此当采用烙铁时要求在少于5秒的时间内完成焊接点,最好是大约3秒钟。
铬铁返修法即手工焊接新烙铁在使用前的处理:新烙铁在使用前先给烙铁头镀上一层焊锡后才能正常使用,当烙铁使用一段时间后,烙铁头的刃面及周围就产生一层氧化层,这样便产生“吃锡”困难的现象,此时可锉去氧化层,重新镀上焊锡。
电烙铁的握法:a.反握法:是用五指把电烙铁的柄握在掌中。
此法适用于大功率电烙铁,焊接散热量较大的被焊件。
b.正握法:就是除大拇指外四指握住电烙铁柄,大拇指顺着电烙铁方向压紧,此法使用的电烙铁也比较大,且多为弯型烙铁头。
c.握笔法:握电烙铁如握钢笔,适用于小功率电烙铁,焊接小的被焊件。
本公司采用握笔法。
焊接步骤:焊接过程中,工具要放整齐,电烙铁要拿稳对准。
一般接点的焊接,最好使用带松香的管形焊锡丝。
要一手拿电烙铁,一手拿焊锡丝。
清洁烙铁头加温焊接点熔化焊料移动烙铁头拿开电烙铁一是快速地把加热和上锡的烙铁头接触带芯锡线(cored wire),然后接触焊接点区域,用熔化的焊锡帮助从烙铁到工件的最初的热传导,然后把锡线移开将要接触焊接表面的烙铁头。
一是把烙铁头接触引脚/焊盘,把锡线放在烙铁头与引脚之间,形成热桥;然后快速地把锡线移动到焊接点区域的反面。
SMT检验标准
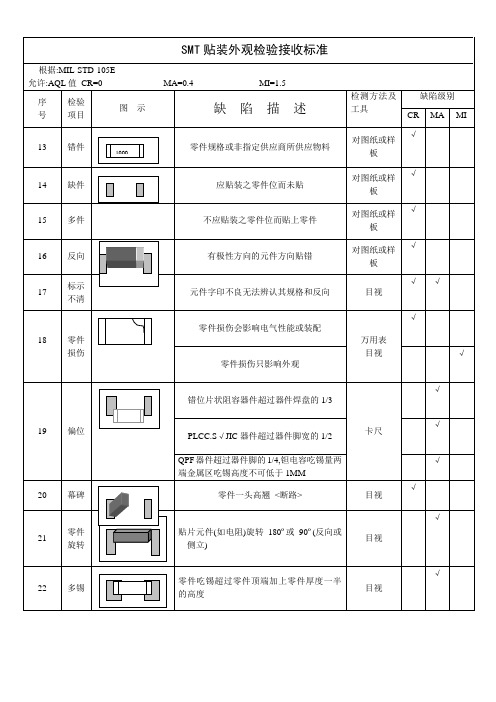
21
旋转
QPF 器件超过器件脚的 1/4,钽电容吃锡量两 端金属区吃锡高度不可低于 1MM
零件一头高翘 <断路>
目视
贴片元件(如电阻)旋转 180º或 90º(反向或 侧立)
目视
√ √
√
22 多锡
√
零件吃锡超过零件顶端加上零件厚度一半 的高度
目视
深圳市超思维通讯电子厂
质量体系技术文件
主题
检验标准书
检测方法 及工具
卡尺
缺陷级别 CR MA MI
√பைடு நூலகம்√
2
锡尖
3
短路
零件
4
孔塞
零件 5 脚翘,
断脚
假焊/
6
虚焊
7
包焊
作业不慎造成锡尖其高度不可超过 1/2 脚宽
√
无零件位锡尖与邻近 PAD 或零件最小距离 卡尺
√
小于 0.38MM
为搭锡桥.零件脚歪斜.锡渣.锡珠或残留导 目视万用 √
电材料等造成短路(不是同一线路)
表
制程因素(如锡膏熔锡,过锡炉)造成零件孔. 螺丝孔等堵塞.
目视/ 塞针
√
QFP 或 S√JIC 等零件脚翘起,未平贴板面,
√
翘起高度超过零件脚的厚度
目视
零件脚折断或脱落
√
零件脚未沾附锡或表面沾锡经大头针拔便 目视,探
√
松动
针
焊点表面成球状,看不到实际焊接效果(一般
√
是由元件焊接面有部分氧化引起)
目视
8
冷焊
焊锡表面粗糙,颜色灰暗轻轻一拔就松动
√
目视
9
汽孔
由锡膏中含有过多的空气所引起小于焊点
SMT贴片工艺检验标准

SMT贴片工艺品质检验标准一、目的:规范SMT加工的工艺质量要求,以确保产品品质符合要求。
二、范围:适用于公司所有SMT加工生产过程中的工艺品质管控。
三、定义:1、一般作业工艺:指产品加工过程中质量常规管控的作业如:焊膏储存、印刷效果、贴片状况、回流焊,QC检验等。
2、A类(主要不良):工艺执行漏作业、错作业、作业不到位,功能不能实现。
(例:焊锡短路,错件等)3、B类(次要不良):工艺执行作业不到位,影响PCB板的安装使用与功能实现;影响产品的外观等不良。
(例:P板表面松香液体过多)4、不良项目的定义(详情请见附件)四、相关标准IPC-A-610D-2005《电子组件的接受条件》SJ/T 10666 - 1995《表面组装组件的焊点质量评定》SJ/T 10670 - 1995《表面组装工艺通用技术要求》五、标准组成:1、印刷工艺品质要求(P-01)2、元器件贴装工艺品质要求(P-02)3、元器件焊锡工艺要求(P-03)4、元器件外观工艺要求(P-04)六、检验方式:检验依据: GB/T2828.1-2003 -----II类水准AQL接收质量限: (A类)主要不良:0.65 (B类)次要不良:1.0七、检验原则一般情况下采用目检,当目检发生争议时,可采用10倍放大镜。
本标准参照相关标准由品质部制定,标准的发行与修订、废止需经品质部的允许。
拟定:审核:批准:序号工艺类别工艺内容品质标准要求图示不良判定工艺性质P01印刷工艺锡浆印刷1、锡浆的位置居中,无明显的偏移,不可影响粘贴与焊锡。
2、印刷锡浆适中,能良好的粘贴,无少锡、锡浆过多。
3、锡浆点成形良好,应无连锡、凹凸不平状。
A、IC等有引脚的焊盘,锡浆移位超焊盘1/3。
A、CHIP料锡浆移位超焊盘1/3。
A、锡浆丝印有连锡现象A、锡浆呈凹凸不平状A、焊盘间有杂物(灰尘,残锡等)一般工艺序号工艺类别工艺内容品质标准要求合格图示不良判定工艺性质P02贴装工艺位置型号规格正确1、贴装位置的元器件型号规格应正确;元器件应无漏贴、错贴A、贴装元器件型号错误A、元器件漏贴特殊工艺P02贴装工艺极性方向1、贴片元器件不允许有反贴2、有极性要求的贴片器件安装需按正确的极性标示安装+(贴片钽质电容极性图示)A、元器件贴反(不允许元件有区别的相对称的两个面互换位置,如:有丝印标识的面与无丝印标识的面上下颠倒面),功能无法实现B、元器件贴反、影响外观A、器件极性贴反、错误(二极管、三极管、钽质电容)一般工艺P02贴装工艺位置偏移1、元器件贴装需整齐、正中,无偏移、歪斜A、元器件焊端偏出PCB焊盘1/2以上位置B、元件焊端偏出PCB焊盘1/4以上位置一般工艺V684102102102D≥1/2D≥1/4102102P03焊锡工艺元件浮起高度1、片状元件焊端焊盘平贴PCB基板B、片状元件焊端浮离焊盘的距离应小于0.5mmB、圆柱状元件接触点浮离焊盘的距离应小于0.5mmB、无脚元件浮离焊盘的最大高度为0.5mmB、“J”型引脚元件浮离焊盘的最大高度为0.5mmB、片状元件,二、三极管翘起的一端,其焊端的底边到焊盘的距离要小于0.5mm一般工艺〈0.5MM〈0.5MM序号工艺类别工艺内容品质标准要求图示不良判定工艺性质P01外观工艺PCB板外观1、板底、板面、铜箔、线路、通孔等,应无裂纹或切断,无因切割不良造成的短路现象2、 PCB板平行于平面,板无凸起变形。
SMT及插件检验标准

以防漏检!
镊子,必要时使用放大镜
1.元件缺损、标识不清、或错贴的剔除重补;
2.漏贴的予以补全;
3.浮贴、歪贴、极性反的予以纠正;
4.须记录不良信息,及时反馈处理。
检验指导书
3、推力试验
1.0603电阻/电容≥1.5Kgf
2.0805电阻/电容≥2.5Kgf
********有限公司
SMT及插件检验标准
文件编号:
WI-PZ-075
生效日期:2017年9月29日
文件版本:
A/0
第1页,共1页
检验依据
检验项目
检验标准
检验方法
检验用具
异常处理
相关产品的图示或有效样品
1.PCB板
1.完好无缺损;
2.干净无脏物;
如无多余的锡膏或红胶附着
目视
镊子,必要时使用放大镜1Βιβλιοθήκη 一般脏物,清除;电性须合格
检验标准及作业指导书
须记录不良信息,及时反馈处理。
相关产品的图
6.尺寸规格
依据承认书
检验标准及作业指导书
卡尺
须记录不良信息,及时反馈处理。
样品
7.试装
依据样品
按作业指导书
螺丝批/螺丝
须记录不良信息,及时反馈处理。
针对具体产品追加的图示说明或特殊要求说明:
编制:
林全林
审核:
批准
2.PCB板缺损,剔除。
2.贴片元件及工艺质量
1.元件无缺损;
2.元件标识清楚、完整;
3.无漏贴、错贴现象;
4.无浮贴、贴歪现象;
5.极性元件无贴反现象;
6.元件焊接处或焊盘上不允许沾有红胶;
smt检验标准888.xls

1、电阻偏移突出基板焊点的部份是电阻宽度的25%以下为最大允收限度,如果超过25%则拒收。
名文件编号称发行版次1、电阻水平方向偏移,其基板焊点一端的空余长度 1. L2≧L*1/3,OK ; 大于或等于另一端空余长度的1/3,为最大允收限度;2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2L1、两元件之间最小间隔在0.5mm以上为最大允收; 1. W≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .零件直立拒收!文字面帖反拒收。
1、按正面贴装,元件的两端置于基板焊点的中央位置。
1、元件偏移突出基板焊点的部份是元件宽度的25% 以下为最大允收限度,如果超出25%则拒收。
1、元件水平方向偏移,其基板焊点一端的空余长度 1. L2≧L*1/3,OK ; 大于或等于另一端空余长度的1/3,为最大允收限度; 2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2LSMT 通用检验标准(水平方向)电阻帖反电容、电感类实装标准模式电容、电感偏移(垂直方向)电容、电感偏移项 目判 定 說 明图 示 说 明电阻偏移(水平方向)零件间隔零件直立电阻偏移(垂直方向)WI-Q-001生效日期2004/12/15A01页码3/9OKWW1W1≧W*25%,NGW零件直立拒收文字面(翻白)R757文字面电阻不可帖反(文字面OKWW1W1≧W*25%,NG1、两元件之间最小间隔在0.5mm以上为最大允收; 1. W≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .零件直立拒收!名文件编号称发行版次1、元件倾斜突出焊点的部份须小于元件宽度的25%, 反之则拒收。
(NG)1、三极管的三个引脚处于焊点的中心位置。
1、三极管的引脚超出焊点的部份须小于或等于引脚 1. w1≦W*1/2, OK ; 宽度的1/2;若大于1/2则不良。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5.2.2 焊接异常---针孔/吹孔
5.2.2
缺陷-1,2,3级
针孔/吹孔/空洞等使
焊接特性降低至最低
要求以下.
文件编号 Doc.No审核 Audit.
文件名称 Title 版本 Revision批准 Approve
页码 Page标准化 Standard
5.2.3
5.2.3 焊接异常--锡膏回流
5.2.4
5.2.4 焊接异常-不润湿 5.2.5
5.2.5 焊接异常-反润湿
融化的焊接料与基底金属不能形成金属性结合。
融化的焊接料先覆盖表面后退缩成一些形状不规则的的焊了堆,空当处
有薄薄的焊料膜覆盖,为暴露基底金属和表面涂敷层。
5.2.7
5.2.7 焊接异常-焊锡过量/锡网,溅锡
5.2.8 焊接异常-焊料受扰
5.2.8
带有冷却纹的焊点表面外观,大多发生在无铅合金中,不是受焊料
受扰。
5.2.9 焊接异常-焊料破裂
5.2.9
缺陷-1,2,3级
违反组件最大高度或引脚突出要
求。
5.2.9 焊接异常-边缘夹簧/错位
5.2.9
文件编号 Doc.No审核 Audit.
文件名称 Title 版本 Revision批准 Approve
页码 Page标准化 Standard
7.1.1.1元器件的安放-方向-水平7.1.5元器件的安放-DIP/SIP器件与插件
引脚伸出长度满足要求
文件编号 Doc.No审核 Audit.
文件名称 Title 版本 Revision批准 Approve
页码 Page标准化 Standard
7.1.6元器件的安放-径向引脚-垂直7.1.8元器件的安放-连接器
文件编号 Doc.No审核 Audit.
文件名称 Title 版本 Revision批准 Approve
页码 Page标准化 Standard
7.3.2元器件固定--粘接剂粘接7.3.3元器件固定--粘接剂粘接
文件编号 Doc.No审核 Audit.
文件名称 Title 版本 Revision批准 Approve
页码 Page标准化 Standard
7.4.5非支撑孔--焊接
7.4.5非支撑孔--焊接
文件编号 Doc.No 审核 Audit.文件名称 Title
版本 Revision 批准 Approve 页码 Page
标准化 Standard
7.4.5非支撑孔--导线弯折
7.4.5支撑孔--焊接
文件编号 Doc.No审核 Audit.
文件名称 Title 版本 Revision批准 Approve
页码 Page标准化 Standard
7.4.5支撑孔--焊接--主面--引脚到孔壁7.4.5支撑孔--焊接--主面--引脚到孔壁
文件编号 Doc.No审核 Audit. 年 月 日
文件名称 Title 版本 Revision批准 Approve 年 月 日页码 Page标准化 Standard 年 月 日
7.4.5支撑孔--焊接--辅面-焊盘区覆盖
8.1
8.1 胶水粘固
7.4.5支撑孔--焊点--引脚弯曲处的焊料
文件编号 Doc.No审核 Audit. 年 月 日
文件名称 Title 版本 Revision批准 Approve 年 月 日页码 Page标准化 Standard 年 月 日
8.2.1.1片式元件-仅底部端子侧面偏移(A)
8.2.1.2片式元件-仅底部端子侧面偏移(B)
文件编号 Doc.No审核 Audit.
文件名称 Title 版本 Revision批准 Approve
页码 Page标准化 Standard
8.2.1.3片式元件-仅底部端子末端连接宽度(C)8.2.2.1片式元件-矩形或方形端元件-侧面偏移(A)
8.2.1.4片式元件-仅底部端子,最小填充高度(F)
F 填充高度没有要求
文件编号 Doc.No审核 Audit.
文件名称 Title
版本 Revision批准 Approve
页码 Page标准化 Standard
偏移大于50%,为不良
8.2.2.3片式元件-矩形或方形端元件-末端连接宽度(C)偏移超出焊盘位置,为不良
8.2.2.2片式元件-矩形或方形端元件-末端偏移(B)
文件编号 Doc.No审核 Audit.
文件名称 Title 版本 Revision批准 Approve
页码 Page标准化 Standard
8.2.2.5片式元件-矩形或方形端元件-最大填充高度(E)
8.2.2.4片式元件-矩形或方形端元件-侧面连接长度(D)
8.2.2.6片式元件-矩形或方形端元件-最小填充高度(F)
文件编号 Doc.No审核 Audit.
文件名称 Title 版本 Revision批准 Approve
页码 Page标准化 Standard
8.2.2.9片式元件-矩形或方形端元件-端子异常(J)
8.2.2.8片式元件-矩形或方形端元件-末端重叠(J)
文件编号 Doc.No审核 Audit.
文件名称 Title
版本 Revision批准 Approve
页码 Page标准化 Standard 侧立/贴 立碑
倒贴
文件编号 Doc.No审核 Audit.
文件名称 Title 版本 Revision批准 Approve
页码 Page标准化 Standard
文件编号 Doc.No审核 Audit.
文件名称 Title 版本 Revision批准 Approve
页码 Page标准化 Standard
8.2.3.4元件端子-侧面连接长度(D)8.2.3.6元件端子-最小填充高度(F)
可接收良品图片
8.2.3.5元件端子-最大连接厚度(E)
不可接收图片-不润湿
不良现象图片
文件编号 Doc.No审核 Audit.
文件名称 Title 版本 Revision批准 Approve
页码 Page标准化 Standard
8.2.3.8元件端子-末端重叠(J)8.2.4.1城堡端子/引脚-侧面偏移(A)
不可接收图片-重叠小于50%
8.2.4.2城堡端子/引脚-最小侧面焊接长度(D)
文件编号 Doc.No WI17-88-007审核 Audit.
文件名称 Title 版本 Revision A批准 Approve
页码 Page3/3标准化 Standard
8.2.4.6
8.2.4.6 无引脚芯片端子-最小填充高度(F)8.2.5.1
8.2.5.1 扁平,L形,翼形引脚-侧面偏移(A)
偏移大约50%,二级标准可以接收
89910785 HE。