宏程序—倒圆 倒角
浅谈数控铣床上用宏程序编程倒圆的方法
N50 G1 Z[ 5COS[ #1] 一5 ] F1 00 ,亿向进给)
N6 0G4 2X一[ 5 SI N[ #1 ] 一35】D01:Ⅸ进刀加右刀偏)
N70G21135~5SI Nl #11】.
( 整圆顺时针铣削)
N80#1=#1+1:
《给 #1赋值为 ≠}1+1, 角度递 增)
N90I F【 梓1 LE90] GOT050.( #1小于90跳转至N50段,循环)
=疆惑譬藏宏箍薜编疆;受量;繁鼗皱露| | 一| l
|
¨11:
_。| | _ ?
_ _=j 一_
_
?|
|
|
■ ?l —i
I | ~ n二|
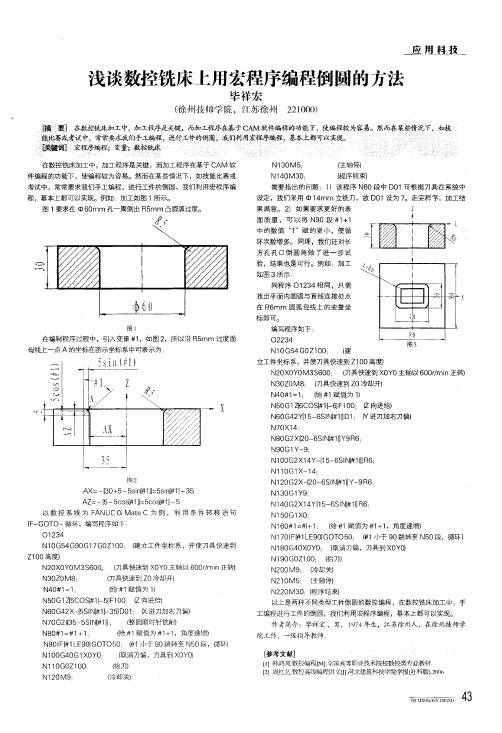
在数 控铣床mI 中,加 工程序是 关键, 而加工程 序在基 于CAM软
N13 0M5 ,
( 主轴停)
件编程的功能下,使编程较为容易。然而在某些情况下,如技能比赛或
应用科技
浅 谈数控 铣 床上 用宏 程序 编程 倒圆 的方 法
毕祥 宏 ( 徐州技师学院,江苏徐州221000)
髓B海癣i翮蒸在寮数考控斌铣旁床,加劳工藏中妥,球加莪工移程序,是手关磊键编,徭而避加移工零程劳序的港倒蕊霹于G,枷凌软移件杉编牌程.的密功$能乏下辱,i使鳊编寝程,较豢为零容生笏彩。制然瓤而在| | 慕:姥『情j一况|下,j如技
果满意 。2)如果 要求更好 的表
Z
面质 量, 可以 将N90段 _} } 1+1
{
中的数值“1”赋的更小,使循 环次数增多。同理,我们还对长
囫
阱
钐
彩
方孔孔 口倒圜角 做了进一 步试 验,结果也是可行。例如:加工 如图 3所示 .
同 程序 01234相 同, 只需
应用宏程序在数控铣床加工倒角、圆角 - 常州铁道高等职业技术学校

宏程序在轮廓倒圆角编程中的应用(常州铁道高等职业技术学校江苏,常州 213011)赵太平摘要:本文通过在立式加工中心上倒圆角加工的原理和过程的分析,确定了倒圆角编程要解决的关键问题,并结合实例分析了应用宏程序编制倒圆角编程的方法。
关键词:倒圆角;编程;宏程序圆角是零件轮廓常见的结构部分之一,在立式加工中心上采用立铣刀来加工零件轮廓径,使刀具沿其中心轨迹运动,正确加工出工件轮廓。
采用这种方法来编制倒圆角的加工程序,立铣刀切削刀尖在高度方向每下降一个深度,将要按如图2俯视图所示的一条刀具切削轨迹的实际尺寸编制一段程序,一方面为了保证圆角部分的加工精度,圆角园弧将被划分成很多等份,程序将会很烦琐,另一方面如果工件侧面轮廓复杂的话,每条刀具切削轨迹节点坐标计算量将很大,使编程工作量大大增加,甚至手工编程无法完成。
如图3所示每条刀具切削轨迹好象是把工件侧面轮廓不断等距偏移形成的。
每条刀具中心轨迹与对应的刀具切削轨迹存在一定距离的偏差,在实际加工时,机床控制刀具走的是加工出就是工件侧面轮廓,若按照同样的工件侧面轮廓的尺寸编程,但在半径补偿寄存器中输入值为(r -△),刀具实际半径不变,实际加工时,刀具中心轨迹会向内偏移△,加工出的实际轮廓就是把工件侧面轮廓小△。
可以看出,按照同样的工件侧面轮廓的尺寸编程,通过改变补偿寄存器中的半径补偿值,就可以得到不同的刀具切削轨迹。
对于具备刀具半径补偿量可变量赋值的数控系统(如FANUC-0i 系统),倒圆角加工可以按照工件侧面轮廓的尺寸编程,立铣刀切削刀尖在不同高度位置时的提供不同的半径补偿(r -△)图4凸圆角刀具切削刀尖到上表面的距离h和刀具中心线到工件侧面轮廓距离L计算分别见公式1和公式2,凹圆角刀具切削刀尖到上表面的距离h和刀具中心线到工件侧面轮廓距离L计算分别见公式3和公式4,h = R-R×cosα--------------------------------------------(式1)L = r-R+R×sinα-----------------------------------------(式2)h1= R×sinα-----------------------------------------------(式3)L1= r-R×cosα--------------------------------------------(式4)(其中:R-圆角半径,r-刀具半径,α-角度变量)通过上述分析可以看出,在加工过程中刀具切削刀尖到上表面的距离h(h1)和刀具四、小结轮廓的倒圆角加工,一般先完成其基本轮廓的加工,然后在其轮廓的基础上采用宏程序进行编程加工,对于具备刀具半径补偿值可变量赋值的数控系统,倒圆角编程加工将更加方便。
利用宏程序编制长方台倒圆角程序

机 电技 术
2 0 1 3 年4 月
利用宏程序编制长方 台倒 圆角程序
胡翔 云 胡 莹
( 1 . 湖 北 职业 技术 学 院 ,湖 北 孝 感 4 3 2 0 0 0 ;2 . 湖 北 省 孝 感 高 级 中 学2 0 1 1 0 7 班, 湖 北 孝感 4 3 2 0 0 0 )
图 1 长方台倒圆角零件 图及其 分析
程 序 的编制要 根据 加工走 刀路 线确 定 。凸台 上R 5倒 圆角 曲面为 不能展 开成平 面 的空 间 曲面 ,
3 宏 程 序 编 制
采用 H NC 一 2 1 M 数控 系统进 行编程 。
%0 0 01
采用 手工 编程 时 ,可 以利用 宏程序 编 程功 能 ,在 二轴 半立 式铣床 上 采用 球头 铣刀完 成 加工 。其 基
胡 翔 云 等 : 利 用 宏程 序编 制 长 方 台 倒 圆 角程 序
7 3
N7 0 G0 1 Z [ 2 5 + [ 拌 0 + ≠ } 1 ] S I N[ # 2 P I / 1 8 0 ] ]
可用 于类 似 零件 的加 工 。如 当倒 角 圆半径 和球 刀 半径 发生 改变 时 , 只 需改变 0 = 5 、 ≠ } l = 4的值 即可 ,
位 :度 N6 0 WH I L E≠ } 2 GT 9 0 ;进 行循环
具 的半径 补偿 功 能 ,让 刀具 实 际切 削点在 此高 度
作 者 简介 :胡 翔 ̄( 1 9 6 6 -) , 男,高级 工程 师 、副教授 ,硕 士 ,主要研 究方 向 :数控 技术 。
第 2期
中图分类号:T G6 5 9 文献标识码:A
文章编号 :1 6 7 2 . 4 8 0 1 ( 2 0 1 3 ) 0 2 . 0 7 2 . 0 2
6-5倒角宏程序的编制
N40 M05;
N45 T1 M6;
N50 G40 G49 G50 G69 G80;
N55 G90 G54 G00 X100. Y100. M3 S1200;
N60 G01 G43 Z50. H01 F2000; N65 #4=#4/2 (转换为刀具半径); N70 #6=2(#6:角度变量步距,设为1°);
N355 G00 Z200.0;
N360 M01; N365 ;(精铣圆角,球头刀)
N370 G28 G91 Z0;
N375 M05;
N380 T03 M6;
N385 G40 G49 G50 G69 G80;
N390 G90 G54 G00 X100. Y100. M3 S3000;
N395 G54 G90 G43 Z10. H03;
N175 G40 G49 G50 G69 G80;
N180 G90 G54 G00 X100. Y100. M3 S3000;
N185 G54 G90 G43 Z10. H03; N190 #5=#5/2(转换为刀具半径); N195 #6=1(#6角度变量步距,设为1°);
N200 G01 Z5. F2000; N205 #100=0;(角度变量——参数变量,初始值设 为0°) N210 #101=#1/2-#3+[#3+#5]*COS[#100];(环切轮廓 坐标计算)
2、确定数控加工工艺方案
数控加工工艺过程卡片
单位 工序号
工步号 1 2
(企业名称)
产品代号
零件名称
材料
程序编号 O6001,O6002
工步内容
粗铣 精铣
夹具名 称
宏程序孔口倒角45°公式

宏程序孔口倒角45°公式宏程序是计算机自动控制系统中的一种编程技术,用于指导机床或生产设备进行复杂的加工操作。
宏程序可以实现一系列操作的自动化执行,提高加工效率和准确度。
宏程序的应用非常广泛,其中一个典型的应用场景就是宏程序孔口倒角。
宏程序孔口倒角是一种常见的加工工艺,用于在工件的孔口进行45°的倒角处理。
这种倒角操作常见于金属材料的加工中,可以提高工件的使用寿命和美观性。
宏程序孔口倒角的公式主要涉及到倒角角度、孔口尺寸和倒角深度等参数。
一种常见的宏程序孔口倒角的流程如下:1.先定义倒角角度和倒角深度。
通常情况下,倒角角度为45°,倒角深度根据实际需要进行调整。
2.程序进入孔加工循环,首先进行孔底到孔口的快速下刀。
3.进行倒角切削。
根据倒角深度和倒角角度,确定倒角刀具的进给量和切削参数,进行倒角切削。
4.完成倒角切削后,退出孔加工循环。
1. 倒角刀具的进给量计算公式:进给量 = 倒角深度 / tan(倒角角度/2)2.倒角切削的切削速度计算公式:切削速度=3.14*刀具直径*主轴转速3.倒角切削的进给速度计算公式:进给速度=进给量*主轴转速4.倒角切削的切削时间计算公式:切削时间=倒角深度/进给速度根据上述公式,我们可以计算出倒角刀具的进给量、切削速度、进给速度和切削时间等参数。
根据实际需求,可以调整倒角深度和刀具直径等参数,来实现不同规格的宏程序孔口倒角。
总之,宏程序孔口倒角45°的公式是根据倒角角度、孔口尺寸和倒角深度等参数进行计算的。
倒角刀具的进给量、切削速度、进给速度和切削时间等参数可以通过相应的公式来计算。
正确使用这些公式可以帮助我们实现高效、准确的宏程序孔口倒角加工。
基于G10指令零件倒圆角与斜角宏程序编程探究

N1 0 G1 2 P1R# 5 0 L1 5
N10群 _ 2 [-o [1] 2 4 # 1 cs #3
N10# = 3 # 1 s [1] 5 [样 16 4 O Z— 4F 0
使用 G 0 1 指令 , 通过编程 的方法进行数据设定 , 变更刀具补偿值 , 使刀具运动的每一层轮廓轨迹符 合纬圆的基本规律 ,倒角与倒 圆就是应用这样 的方 法进行编程与加工的。
2 倒 圆程序举例
加工如图 1 所示 的工件 ,在 内孔上加工 4 m m 的倒圆。
关键词 : 0 宏程序 ; G1 ; 刀具轨迹 ; 数控编程
中图分类号 : H 6 T 14
文献标识码 : B
文章编号 :6 2 5 5 ( 0 1】2 0 2 — 4 1 7— 4 X 2 1 1— 1 90
用数控铣削加工锥大类零件时 ,通常采用铣刀 进行分层切削 , 拟合成形。在加工过程 中, 刀具 的中 心轨迹和零件轮廓之间的相对位置不断变化 ,倒角 与倒圆的轮廓 满足分层切削的特点。本文 以具体零 件为例 , 详细分析其形状特点 , 将刀具轨迹与加工轮 廓之间的不重合用变量补偿 G 0 1 指令表示 ,将轮廓 并进刀具路径 , 运用宏程序生成数控程序 , 为有关零 件数控编程提供 了有效的解决办法 。
N 0 1O 角度变量) 7 #=(
N 0 2 4倒 圆半径 ) 8 = ( N 0# = ( 具半 径) 9 3 8刀
N10WHIE# L 9 1 Ol 1 L flE 0D
N10眷 = 2 [- o l 2 4 # 1c s 】 ] N1 0样 = 3 # 1 s [1 3 5 # — 2 [-i # ] n 】
斜面、圆弧倒角面的宏编程ppt
D01=R刀-(H-h)*TANθ
(2)球头铣刀加工斜面的数学计算公式: 以深度为变量计算Z值和半径补偿值(D01)
Z= h+R刀* (1-SINθ) D01= R刀* COSθ-(H-h)*TANθ
刀具半径 斜面与垂直方向夹角 斜面的高度 深度变量,初始值0 深度增量值
T01 G54G90G0X30.Y0S1500M3; G43Z50.H01 Z5.M08 WHILE[#11LE#21] DO1; #22=#11+#19*[1-SIN[#20]]; #23=#19*COS[#20]-[#21#11]*TAN[#20]; G10L12P01R#23; G01Z-#22F200; G41D01 X20.0Y0 F600; Y-20.0; X-20.0;
在轮廓编程中,随着半径补偿值不同,刀具 中心的轨迹不同。 加工斜面或圆弧倒角时,以零件最大轮廓编 程,在不同的加工深度采用不同的刀具补偿值, 就能加工出斜面或圆弧倒角。 由于加工斜面、圆弧倒角时,不同加工深度 对应不同的半径补偿值,因此用常规编程无法实 现,需用宏编程。
图样和数学计算
斜面零件图
零件图纸
球头铣刀加工凸 R 圆角
刀具半径 圆弧倒角半径 角度变量,初始值0 角度增量值
T01 G54G90G0X30.Y0S2000M3; G43Z50.H01 Z5.M08 WHILE[#11LE90.0] DO1; #22=#21*[COS[#11]-1] #23=#21*SIN[#11]-#20 G01 Z#22 F300 G10 L12 P01 R#23 G41 D01 X20.0 Y0 F800 Y-20.0 X-20.0 Y0
用G10指令实现球头刀倒角的宏程序编制方法(钱方荣)
用G10指令实现球头刀倒角的宏程序编制方法祁阳县职业中专钱方荣摘要:倒角是零件的常见结构,一是为了去除零件上的毛刺,二是便于零件装配,倒角多为45°,也有30°或60°。
倒角常见的编程方法有:1、用CAM软件自动编程;2、使用倒角刀与刀补手工编程;3、利用宏程序编程。
立铣刀倒角加工后的表面比较粗糙,而用倒角刀、球头刀倒角,加工后的表面很光滑。
但CAM 软件生成的程序很长,空刀多,用倒角刀倒角编程简单。
在此介绍,用球头刀倒角的宏程序编程方法。
关键词:球头刀倒角、铣削体积率、G10指令格式正文:一、球头刀倒角原理如图1所示,对于倒角直线AB的形成是通过与球头刀的多个相切点加工完成。
将直线AB按规律等分,球头刀切削刃按要求与每个等分点相切,然后绕零件轮廓铣削一周,倒角就可以完成加工。
铣削加工轨迹如图2所示,可根据铣削加工精度的要求而确定直线AB的等分点,等分点越多加工精度越高。
图1 图2 图3手工编程通常按零件轮廓进行编程,走刀轨迹是刀具中心走的轨迹,实际加工时要执行刀具半径补偿,使走刀轨迹偏离编程轨迹一个距离,才能加工出正确轮廓。
用球头刀倒角时,有一个规律,刀具每次上抬d距离,半径补偿就减小e距离,而且最大半径补偿值应是刀具半径R,最小半径补偿值为R-△e。
e与d 的关系如下图3,其a为倒角角度,在小三角形里可以得出e=d/tan a (a为45°时,e=d)。
二、球头刀每分钟去除材料的铣削体积率以高速钢球头刀,45#材料为例。
一般来讲,每把刀具每分钟去除材料的铣削体积是有限的,每分钟去除材料的体积可以计算(V=f×S),其中S为刀具切入工件材料的横截面积,S=a p×a e,a p为铣削深度,a e为侧铣宽度。
而V有一个最大值,取一个合适值,可以看作恒定不变。
讲铣削体积率,是为了更好地理解球头刀切入工件材料的横截面积S小,进给速度f的取值就可以大。
球头铣刀加工倒圆角的宏程序编程分析
球头铣刀加工倒圆角的宏程序编程分析陈饰勇;梁集栋【摘要】倒圆角广泛应用于机械零件中,其加工编程方法多种多样,采用宏程序编程大大降低程序段的复杂性.分析了机械加工中常见的孔口倒圆角、圆柱倒圆角、椭圆柱倒圆角的FANUC系统宏程序编程.【期刊名称】《广州航海学院学报》【年(卷),期】2016(024)002【总页数】3页(P32-34)【关键词】倒圆角宏程序 FANUC【作者】陈饰勇;梁集栋【作者单位】广州航海学院船舶与海洋工程学院,广东广州510725【正文语种】中文【中图分类】TG71数控编程加工在模具制造行业被广泛的应用,模具中经常出现各种倒圆角.自动编程加工倒圆角,后处理程序较大.用宏程序编程使零件的加工程序变得条理清晰简洁明了,给编程带来了很大方便.本文以目前制造企业采用较多的 FANUC 数控系统为例,介绍宏程序编程在实际中的应用[1].球头铣刀加工曲面有加工表面光洁度高的优势,以下3个例子均采用球头铣刀编程.用Φ8球刀加工R3的内孔倒圆角,内孔直径为Φ20,建立工件坐标系,如图1所示.倒圆角时的的刀具路径是围绕着Φ20的内孔一圈一圈的加工,Z(变量用斜体,下同)轴方向为由上至下加工.程序中PI是代表圆周率∏,#1是角度t,增量是3.即角度增加3°,球刀围绕Φ20的内孔加工1圈.范围0~90度;#2是X值;#3是Z值.如果加工表面需要更好的表面粗糙度,可以把增量3改小,加工时间延长.相反的,加工表面所需表面粗糙度一般,可以把增量3增大,以减少加工时间,增加生产率.程序如下:O0001N10 G54 G90 G00 X0 Y0N20 Z100 M03 S2500N30 Z5N40 G01 Z0 F200 M8N50 #1=0N60 WHILE [#1 LE 90] DO1N70 #2=13-7*SIN[#1*PI/180]N80 #3=7-7*COS[#1*PI/180]N90 G01 X#2 F200N100 Z-#3N110 G03 I-#2 F800N120 #1=#1+3N130 END1N140 G00 Z100 M9N150 X0 Y250 M05N160 M30注意:此宏程序的编制,并没有采用刀具半径补偿指令.用Φ8球刀加工R3的圆柱倒圆角,圆柱直径为Φ20,建立工件坐标系,如图2所示.倒圆角时的刀具路径是围绕着Φ20的圆柱一圈一圈的加工,Z轴方向为由上至下加工.其中#1是角度t,增量是3.即角度增加3°,球刀围绕Φ20的圆柱加工一圈.范围是0~90度.注意增量角度尽量选择能被90整除的数字;#2是X值;#3是Z值.程序如下:O0002N10 G54 G90 G00 X0 Y0N20 Z100 M03 S2500N30 Z5 M8N40 G01 Z0 F200N50 #1=0N60 WHILE [#1 LE 90] DO1N70 #2=7+7*SIN[#1*PI/180]N80 #3=7-7*COS[#1*PI/180]N90 G01 X#2 F200N100 Z-#3N110 G03 I-#2 F800N120 #1=#1+3N130 END1N140 G00 Z100 M9N150 X0 Y250 M05N170 M30圆柱倒圆角程序与内孔倒圆角程序基本相同,其不同之处在于X方向的数值.椭圆柱表面长半轴20 mm,短半轴15 mm,如图3所示,用Φ10球刀加工R2的倒圆角.此宏程序较为复杂,既要R2倒圆角的宏程序,也要椭圆的宏程序,变量较多,共有8个.椭圆柱倒圆角编程如图4所示.程序中ABS表示绝对值.#1是图4的角度t,其范围是0~90度;#2是图4倒圆角时X值;#3是图4倒圆角时Z 值;#4是椭圆长轴半径;#5是椭圆短轴半径;#6是图3的角度k;#7是图3中椭圆与直线相交点的X值;#8是图3中椭圆与直线相交点的Y值.程序如下:O0003N10 G54 G90 G00 X0 Y0N20 Z100 M03 S2500N30 Z5N40 X25 M08N50 G01 Z0 F100N60 #1= -5N70 WHILE [#1 GE -90] DO2N80 #2=18+ABS[7*sin[#1*PI/180]]N90 #3=7-ABS[7*cos[#1*PI/180]]N100 #4=18+ABS[2*sin[#1*PI/180]]N110 #5=13+ABS[2*sin[#1*PI/180]]N120 G01 X#2=F100N130 G01 Z-#3N140 #6=1N150 WHILE [#6 LE 360] DO1N160 #7=#4*cos[#6*PI/180]N170 #8=#5*sin[#6*PI/180]N180 G64 G01 X#7 Y#8 F500N190 #6=#6+2N200 END1N210 #1=#1-5N220 END2N230 G00 Z100 M09N240 X0 Y220 M05N250 M30对于零件轮廓倒圆角的程序编制,需根据零件轮廓特征,巧妙地设定变量.再结合一些简化编程指令,可使编程高效和方便.同样的计算过程和编程方式,还可适用于其它形状工件边缘的不同大小的倒圆角、倒角、内孔、外形、平面加工等程序的编制[2].不同表面粗糙度的要求,只需要改变变量增量的大小即可.编程员要认真学习和领悟系统内置的各种功能,勇于尝试不同的切削方式和加工方法,逐步积累经验,形成自己的编程特色[3].本文所列举的3个实例,简单易懂,对于宏程序初学者来说有着重要的参考意义.【相关文献】[1] 陈小红,孟庆波,凌旭峰. 子程序在数控铣削加工中的应用[J]. 机床与液压,2014,42:41-44.[2] 杨鹏. 应用宏程序加工轮廓倒圆角[J].机械制造,2007,45:45-46.[3] 侯祖刚. 基于FANUC 32I球面铣削的编程技巧[J].模具制造,2014(1):78-80.。
HNC-21M轮廓倒圆角的宏程序加工
Engineering Equipment and Materials | 工程设备与材料 |·121·2019年第14期HNC-21M 轮廓倒圆角的宏程序加工黄 剑,李湘伍(广东工程职业技术学院,广东 广州 510520)摘 要:在我国制造业的快速发展中,使用各种CAM 软件用来编制数控加工程序已经成为主要的加工手段,但是手工编程仍然是一个合格的数控操作工的基础。
手工编写加工程序不仅包括简单的G 代码、M 代码的使用,也包括宏程序的编写。
宏程序编写的加工程序,简单、严密、通用性强,有很好的易读性并且容易修改。
在数控机床上执行宏程序时,比采用CAM 软件生成的程序更加方便,机床反应更加迅速。
宏程序不仅具有模块化特点,而且使用时只需要把尺寸信息和加工参数输入到相应的语句中,就能完成加工任务。
文章就模具行业中加工较多的轮廓倒角,使用宏程序加工并上机床进行验证。
关键词:倒圆角;宏程序;动态刀补中图分类号:TG659 文献标志码:A 文章编号:2096-2789(2019)14-0121-04作者简介:黄剑(1975—),男,助理工程师,研究方向:机械设计制造及其自动化。
机械加工在现代科技突飞猛进的今天,运用数控机床越来越广泛。
不仅生产效率得到大大提高,而且减轻了操作工的劳动强度。
数控机床一般都采用UG 、PROE 、MASTER CAM 、CIMATRON 等编程软件来进行造型及生成刀路和加工程序。
但是宏程序在加工轮廓倒角,抛物线、双曲线、椭圆等有无可替代的作用,适用于图形一样或者类似,尺寸不同的零件。
常用的数控操作系统有FANUC (法那克)、SIEMENS (西门子)、MITSUBISHI (三菱)、MAZAK (马扎克)、HNC (华中)、KND (凯恩帝)、GSK (广数控)等。
但是各个数控操作系统的宏程序指令和格式又不相同,有些数控编程书籍和有关宏程序论文中的宏程序,没有经过充分验证和实际加工检验,输入数控机床后多多少少有这样那样问题,或者干脆不能使用。