表面三维形貌测量及其评定的研究
表面三维形貌非接触测量的现状

表面三维形貌非接触测量的现状近年来,随着三维数字化技术的突飞猛进,非接触式三维形貌测量也逐渐成为了研究的热点。
其不仅可以提高测量效率、增强测量准确性,还能够充分保护被测物体的表面完整性,避免硬接触带来的破坏。
因此,在生产制造、医疗、文化保护等领域都得到了广泛应用。
目前,非接触式三维形貌测量技术已经有了多种方法,例如:光学测量、激光扫描和结构光测量等。
其中,激光扫描技术是最常用的一种方法。
它的原理是利用激光束在被测物体表面进行扫描,通过收集反射光或散射光进行三维形貌的测量。
这种方法可以在几毫秒内完成对物体表面的扫描,其测量精度达到了数十微米,同时也具备了高速、高效、高精度等优点。
另外,结构光测量也是一种常用的表面三维形貌非接触测量技术。
它的原理是投射光源这一结构图案到被测物体表面,在投射的过程中通过对图案失真的分析,对被测物体表面的形貌进行测量。
与激光扫描技术相比,结构光测量虽然精度相对较低,但其适用于测量范围广泛,包括具有透明、反射等特性的物体。
除此之外,非接触式三维形貌测量技术还应用了光电子器件,如数字相机、CCD相机等,收集物体表面反射的光信号,并通过图像处理技术分析出物体表面的三维形貌。
这种方法不仅可以在较低成本的情况下实现三维形貌测量,而且还可以在人体和生物组织等非金属物体上进行测量。
总的来说,目前表面三维形貌非接触测量技术在多个领域都得到了广泛应用。
在以后的研究中,我们需要通过实验进一步改进技术,提高测量精度和速度,以便更好地适应不同领域的应用需求。
此外,非接触式三维形貌测量技术在制造业中的应用也是非常广泛的。
例如,在零部件加工过程中,这种技术可以非常精确地测量零件的形状和几何参数,从而保证零件的精度和质量。
在金属材料表面的质量检测中,非接触式三维形貌测量技术可以检测表面缺陷,例如凹陷或凸起,从而防止产品的失效或受损。
在文化遗产保护领域,非接触式三维形貌测量技术也发挥了重要作用。
利用这种技术,专家可以对文物进行精确的三维形貌测量,并利用测量结果进行数字化保护和虚拟展示。
金刚石节块磨具三维表面形貌的测量和分析
金刚石节块磨具三维表面形貌的测量和分析随着磨削加工技术的不断提高,磨具的结构形状逐渐多样化。
为适应不同的加工需求,金刚石节块磨具、槽形砂轮等得到广泛应用。
由于这类磨具形状的特殊性,对其表面形貌的测量方法和特征分析遇到新的挑战。
本文以电镀金刚石节块磨具作为研究对象,构建测量方案并对其表面形貌特征进行分析。
课题的开展有助于加深对磨具形状和表面形貌的认识,为提高产品表面加工质量和磨削过程建模提供技术支持与理论基础,对于进一步推动超精密磨削加工技术的发展具有深远的意义。
本文提出针对金刚石结块磨具表面形貌的测量方案;结合测量的数据与形貌特征对磨具表面磨粒形貌进行建模;并对磨具侧面形貌进行重构,分别分析磨具中各节块表面形貌的参数特征。
论文的主要研究内容包括:(1)分析金刚石结块磨具形状与表面形貌特征,选取合适的测量方案。
根据测量需求对测量装置关键结构部件进行选型和设计,实现金刚石节块磨具表面形貌的测量。
(2)针对磨具形貌中较多粘连磨粒形貌分割的问题,提出结合最大类间方差法(Otsu)与分水岭算法对粘连磨粒分割的方法。
首先通过Otsu算法对磨粒的边缘进行提取;然后基于距离变换和形态学处理的方法完成粘连磨粒的分割;最后结合两种分割算法对磨具表面磨粒进行分割,以克服Otsu算法无法有效的对粘连磨粒分割及分水岭算法易产生过分割的局限性。
(3)对分割后的磨粒形貌参数进行统计分析,从而得到金刚石节块磨具表面磨粒的粒径主要分布在450μm-550μm之间,出露高度在100μm-250μm之间,而且磨粒粒径和出露高度服从高斯分布的规律;对金刚石节块磨具侧面的形貌进行重构分析,获得每一片节块侧面的形貌特征。
实验结果表明,所测磨具表面磨粒密度近似为203颗/cm~2,平均粒径为506μm,磨粒总数为5574颗。
白光扫描干涉三维表面形貌测量技术的研究的开题报告
白光扫描干涉三维表面形貌测量技术的研究的开题报告一、选题背景及意义随着现代科技的不断发展,三维表面形貌测量逐渐成为了表面分析和加工质量控制的重要手段。
传统的测量方法有限,受到手工操作和人为因素的影响较大,且精度较低,难以满足高精准度、快速、非接触式测量的需求。
因此,研究三维表面形貌测量技术,尤其是白光扫描干涉技术的应用,旨在提高表面形貌测量的精准度和效率,有效解决表面质量控制问题。
二、研究内容和思路本研究的主要内容是白光扫描干涉技术在三维表面形貌测量中的应用研究。
具体思路如下:1. 研究白光扫描干涉原理和相关技术,掌握白光扫描干涉仪器的基本结构和工作原理;2. 研究三维表面形貌测量中常见的误差源和影响因素,对表面测量误差的来源和控制方法进行分析和研究;3. 设计实验方案,采用白光扫描干涉技术对不同材料的表面进行测量,并分析实验结果,探究测量精度和效率的影响因素;4. 建立三维表面形貌测量模型,将样本测量结果进行建模和分析,研究不同形貌表面的特征及其相关参数;5. 探讨白光扫描干涉技术在三维表面形貌测量中的应用前景,建立相应的测量和分析技术流程。
三、预期成果及意义1. 探究白光扫描干涉技术在三维表面形貌测量中的应用特点和优势;2. 建立测量模型,研究不同表面形貌的特征及其相关参数;3. 建立测量技术流程,提高表面形貌测量的精度和效率;4. 推动三维表面形貌测量技术的进步,解决表面质量控制问题,促进工业自动化生产的发展。
四、研究难点及解决措施1. 白光干涉测量的精度问题:通过完善现有测量模型和技术流程,选择合适的测量参数和分析方法,提高测量精度;2. 表面形貌的阴影问题:通过多角度扫描和数据处理的方式,消除表面阴影的影响;3. 实验测量方案的确定:根据实验材料的不同性质与特点,选择合适的测量方案,在保证实验精度的前提下,提高实验效率。
五、预期工作计划1. 第一阶段:文献综述,掌握白光扫描干涉技术原理和方法(1个月);2. 第二阶段:实验测量,建立相应的测量模型和分析方法(3个月);3. 第三阶段:数据分析,探讨不同表面形貌的特征与参数(1个月);4. 第四阶段:技术流程和应用前景的讨论(1个月)。
机械零件三维表面形貌测量与评定的研究
机 械 设 计 与 制 造
一
第 8期
20 0 7年 8月
12一 0
Ma hie y De i n c n r sg
&
Ma u a t r n f cu e
文章编号 :0 1 39 (0 7 0 — 12 0 10 — 9 7 2 0 )8 0 0 — 2
机械零件三 维表 面形 貌测量与评 定的研 究
杨旭 东 1 李 家春 谢 铁 邦 , 2 ( 中科技 大学 , 华 武汉 4 0 7 ( 3 0 4) 贵州 大学 , 阳 5 0 0 ) 贵 5 0 3
Re e r ho h e nt r e d me so a r et o r p y me s r me t n h r ce ia i no s a o n dc aa t r t f a z o me h nc l o c a ia mp n n c o e t
( Guz o iest, ia g5 0 0 , hn ) ih u Unv ri Guy n 5 0 3 C ia y
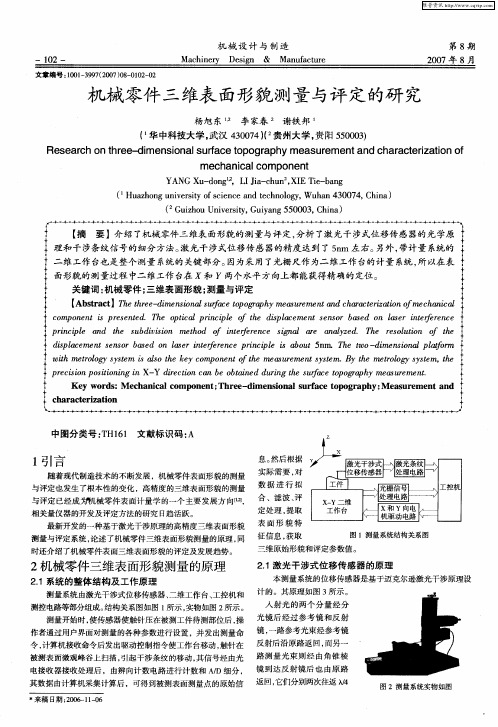
【 要 】介绍 了机械零件三维表面形貌的测量与评定 , 了激光干涉式位移 摘 分析
理 和 干 涉条纹 信号 的 细分方 法 。 激光 干 涉式位移 传 感 器的精 度达 到 了 5m 左右 。 n 另夕 二 维 工作 台也是 整 个测量 系统 的 关键 部 分 。 因为采 用 了光栅 尺作 为二 维 工作 台的计 量 系统 , 以在 表 所
X Y二 维 —
工作台
J 光栅信号 } 1 _ 处理电 一 路卜一 J I 和 Y向电I x
—
工 控
r r 机驱动电路 卜
图 1测量系统结构关系图
三维原始形貌和评定参数值 。
加工表面形貌测量理论_方法及评价

随着国内工业化的发展,我国对表面粗糙度的 研究和标准化也越来越被科技和工业界重视。我国 等效采用国际标准化组织(ISO)有关的国际标准制 订了 GB3505-1983《表面粗糙度术语表面及其参数》 其对有关表面粗糙度的表面参数等术语作了规定, 分为 3 个部分,共 27个参数术语。1968年我国上海 光学仪器厂生产出6J型干涉显微镜,1988年底中科 院化学所研制成功具有原子级分辨率的 AFM。目前, 国内仍有大量的科学家致力于这方面的研究工作。
图1 粗糙度Motif
Motif法,不采用任何轮廓滤波器,通过设定不 同的阀值可以将波度和表面粗糙度分离开来,强调 大的轮廓峰和谷对表面功能的影响,在评定中选取 重要的轮廓特征,忽略不重要的特征,其参数是基 于Motif的深度和间隔产生的。Motif法尤其适合没 有预行程或延迟行程的轮廓,在未知表面和过程上 进行技术分析,与表面的包络面相关的性能研究, 识别粗糙度和波度具有相当接近波长的轮廓,是对 与表面功能密切相关的表面文理结构进行综合评价。 但是Motif合并的四个条件是来自多年的实践工作 经验,缺乏理论依据,并且三维Motif法仍没有统一 的定义和合并准则。
制造业自动化
加工表面形貌测量理论、方法及评价
林 滨, 黄新雁, 魏 莹, 王 岚
(天津大学 机械工程学院, 天津加工技术的发展,对工件表面的微观几何结构及表面形貌特性的检
测提出了越来越高的要求,传统的二维表面测量,评定方法发展较为成熟,但已经不能满足现
三维表面微观形貌的等高图绘制及粗糙度3-D评定参数计算方法研究
ito ue i e al Fn l , t e e sbly o o r nrdcd n t i d . i l ay h f a ii f u i t me hd ai td to v l a e d
D 分析 方法 I 的深 入 ,对 表面 三 维 形 _ 貌 的 图像 表 征 需 求 日益 增 加 , 基 于 三 维全 局 信息 的评 定参 数也 正 不断 被开 发
D评 定参数 计算 系统 ,验 证 了该方 法 的可行
性
三维表 面; 等高图; 支承率
D m n o s r a e u ly a b e b c m n h h r e a d n uf c q ai h s e n e o i t g i e g a d i e . wh e h 5 a s s ig n h gh r i t e 一D s e sn me h d f l t o o s r a e ea iey a g d e id. Ai d o hs u f c r ltv l bg e b hn me t t i pol r b m, ti a e r p s d r w n m to f r e hs p r p o o e a d a ig e h d o p c no r m p o 一D S ra e a p aa c m a u t g ot u a f 5 uf c p e r ne a d C l l i can m t o f r 一D s r a e o g n s . d a n m t o e h d o 5 u f c ru he s r wi g ehd f r o t u m p n C lua ig o c n o r a a d ac ltn me h d o 5 t o f r 一D s p o t a i n I u a c m d t g bly e e u p r r to d i i c o mo a i a i w r a qd n i t
实验一:面形的三维干涉测量及评价(PV值与RMS值)
实验一:面形的三维干涉测量及评价(PV 值与RMS 值)
一、实验目的:
1. 了解表面三维形貌的高精度实时测量原理
2. 实测一个平面光学零件的表面形貌
3. 对评价指标PV ,RMS 的定义有所掌握
二、实验原理:
本实验采用数字干涉测量原理进行,本实验与实验二的不同是测量中采用了扫描技术,因而可以实现面形的三维测量。
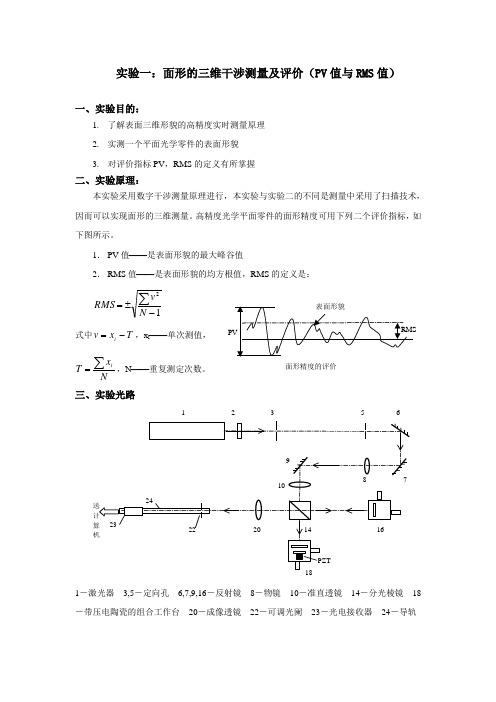
高精度光学平面零件的面形精度可用下列二个评价指标,如下图所示。
1. PV 值−−是表面形貌的最大峰谷值
2. RMS 值−−是表面形貌的均方根值,RMS 的定义是:
1
2
-±
=∑N v
RMS
式中T x v i -=,x i −−单次测值,
N
x
T i
∑=
,N −−重复测定次数。
三、实验光路
1-激光器 3,5-定向孔 6,7,9,16-反射镜 8-物镜 10-准直透镜 14-分光棱镜 18-带压电陶瓷的组合工作台 20-成像透镜 22-可调光阑 23-光电接收器 24-导轨
四、实验步骤:
1.扩束
2.将工作台16,18上的平面反射镜换成曲面或台阶面(其干涉条纹的形状与反射面面形有对应定量关系)
3.调整CCD23在轨道上的位置,使干涉条纹清晰,锁定23
4.调节可调光阑22孔径位置,滤除寄生干涉光
5.测量程序操作见软件操作说明书
五、实验记录
被测工件:平面镜。
表面三维形貌测量及其评定的研究

44
哈 尔 滨 理 工 大 学 学 报 第 14卷
路 ,如图 1所示.
图 1中 ,从激光器发出的光经聚光镜后成为平 行光 ,再经分光镜分为两支光束 ,两光束满足相干光 束的条件 ,在空间相互叠加 ,产生了可以观察到的干 涉条纹. 该干涉条纹受被测物表面形状的调制而发 生了变形. 压电陶瓷驱动参考镜产生几分之一波长 量级的光程变化 ,以改变参考相位 ,并产生时间序列 上的多幅干涉图 [ 2 ].
1 测量原理
本文利用相位扫描技术测量表面三维形貌. 首
收稿日期 : 2007 - 05 - 09 作者简介 : 朱健军 (1983 - ) ,男 ,哈尔滨理工大学硕士研究生.
先使用干涉显微镜获取被测表面的干涉条纹 ,并通 过压电晶体驱动参考镜振动获取多幅干涉条纹图 像 ,通过这系列的干涉条纹解调出来被测表面的高 度信息 ,从而得到原始形貌图像 ,再经过图像滤波等 处理技术使轮廓达到一个满意效果 ,然后根据数学 模型建立基准面提取粗糙度信息 ,最后对表面各种 参数进行评定 [ 1 ]. 其测量系统包括光学部分 、CCD 摄像机 、图像卡和计算机以及压电陶瓷及其驱动电
布在低于基准面的一边有大的“尖峰 ”, Ssk < 0; 相 反 ,表面分布在基准面之上有大的“尖峰 ”, Ssk > 0.
4) 表面高度分度的峭度 Sku为
∫∫ Sku
=
1 S- 4q∞
∞ -∞
∞
z4
( x,
y)
p ( z)
dxdy≈
∑∑ 1 N
M N S4q j =1
M
z4 ( xi , yj )
实验的压电陶瓷振动频率设计为 015 Hz,而图 像 采 集 卡 的 采 集 速 率 为 12 帧 / s, 故 采 样 频 率 为 24帧 / s. 2. 2 形貌还原
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模型,编制出合理的软件,计算出零件表面的三维参数.最后给出实验结果和分析,并提出下一步研
究工作的设想.
关键词:三维形貌;形貌测量;三维评定
中图分类号:TG502.33
文献标识码:A
文章编号:1007—2683(2009)01—0043—04
Measurement and Assessment Evaluation of the Three—dimensional Surface Topography
3D参数目前仍处于研究探讨阶段,尚未有正式 的国家或国际标准,但已经大量出现在论文文献中.
工程表面的3D形貌是复杂的,每个参数仅能 描述形貌的一个方面.按不同的表征特性将参数分 为四类,分别是:幅度参数、综合空间参数、空间参数 和功能参数,考虑到“参数爆炸”的原因,共给出了 15个评定参数.3D形貌的表征参数均用“S” 表示‘4。.
2 测量过程
整个测量过程由相移、采样、相位提取及数据处 理等部分组成,测量过程如图2所示.
1l;毳圃器样璺一—I曩医垃龋:|I ll
毳L呷 =]一i; 貌匕=一; 还r—』土上._—]i
二二二二菌二] 原
l提取粗糙度信息l i
图2测量过程示意图
2.1采样 实验采用线性连续式相移,其相位值的解算方
法是根据正弦函数的性质设计的.由于CCD面阵探 测器所探测到的光强值不可避免地存在误差;在等
图5 Ra--0.012 5 pan表面基准面
图6 Ra=0.012 5 itm粗糙度表面
图7表面三维形貌测量及其评定系统软件界面
实验对最主要的幅度参数和空间参数计行了计 算.以往对表面的评定仅限于二维参数,以下参数的 评定都是三维参数,三维参数尚未有正式的国家或
国际标准.二维参数与三维参数只有S。和尺a具有
z(菇,Y)----7.1 x,y)+z2(算,Y) 其中:zl(菇,y)=叩’(名,Y)+叼”x,Y)+f(z,Y);z2(石, Y)=叩(茗,Y).叼(菇,Y),,7’(髫,Y),叩”(茗,y),f(茹,Y) 分别表示表面粗糙度、波度、形状误差和多尺度成 分;把低于分界频率‰的信号部分(即是评定基准 面)滤除掉,剩余部分的信号就是三维表面的粗糙 度信息,也是评定表面三维形貌的重要信息. 2.4参数评定
[2]李成贯,李行善.三维表面微观形貌的测量方法[J].宇航计 测技术.2000,20(4):2一10.
[3]李杰,丁宜浩.一种改进的小波阚值消噪方法[J].广西工学 院学报.2006,22(3):157—160.
[4]李成贵,董申.三维表面微观形貌的表征参数和方法[J].宇 航计测技术,1999,19(6):33—43.
集卡采集速影压电陶瓷振动频率.
实验的压电陶瓷振动频率设计为0.5 Hz,而图
像采集卡的采集速率为12 II妒s,故采样频率
为24帧/s. 2.2形貌还原
干涉场中的光强分布可表示为 ,(菇,,,,t)=,l(戈,Y)+,2(戈,Y)+
2、/I,(菇,y),2(算,Y)cos[妒(戈,Y)+6(t)] 对P个周期的测量数据进行处理,利用被检表 面相位恢复表面形貌的数学模型为
峰顶密度|s山、表面的结构形状比率|s。表面的纹理 方向5。。和纹理方向指数S。m;功能参数包括:表面支
承指数5扑中心液体滞留指数|s。i和谷区液体滞留指 数S耐.
5h=壹仁[/(互,y)p(z)如dy一
3 实验结果分析
—1忑∑∑z4(x;,乃)MNS:角刍 ¨力7
高斯表面的峭度为3,形貌高度分布集中在中 心的表面Sh>3,而一个分散的高度分布表面其Sh
4结语
采用干涉条纹扫描测量技术测量表面三维形 貌,方法易于实现,数据处理简单快捷,测量精确度 高,是一种具有先进性和实用性的方法.
3D参数目前仍处于研究探讨阶段,三维表面的 参数评定是一种探索性的研究,对一个表面进行全 面的3D参数评定以及尝试,建立一种标准是今后
的重点研究方向.
参考文献:
[1】 杨国光.近代光学测试技术[M].杭州:下列出尺a=0.0125斗m和Ra=0.025斗m两
个标准样块的测量结果,数据如表1所示.
表1 Ra=O.0125pm和Ra=O.025ten幅度参数和空间参数
从表格数据可知尺a=O.012,幅度5“m,表面测 得S口=0.014 1斗m,Ra=0.025斗m,表面测得S口= 0.026 3斗m,由此看来,测量具有一定的精确度和可 靠性.
(编辑:付长缨)
万方数据
表面三维形貌测量及其评定的研究
作者: 作者单位: 刊名:
摘要:对表面三维形貌测量技术展开了较为全面的研究,测量过程由相移,采样,相位提取
及数据处理等部分组成.整个测量系统采用激光为干涉光源,CCD为图像传感器,压电陶瓷提供微
小位移,通过图像采集卡将干涉条纹采集到计算机内存.文中采用上述理论对标准样块进行了测
量,计算机得到表面三维形貌图,根据建立的基准面分离出粗糙度信息,并由给出的参数评定数学
其中,
小P(,戈Y,薯)I==【I(l掣掣)l2+
。y=yi
。、
V一
7
(掣)2 H…t
2)表面算术平均顶点曲率Js。为
s。=一上2¨/'/"i=1【≮笋+
壁(兰:吐1 I
以2 J I缸一唧一·mIllⅡit 式中:rt为顶点的数目.S。对顶点的定义和采样间 隔的变化都是敏感的.
图3干涉条纹采集系统
干涉条纹在参考镜的振动下作周期性的振动, 对P个周期的干涉条纹图像进行采集并保存到计算 机中.
ZHU Jianoun, ZHONG Yuan,LIU Bo
(School of Me∞um-c∞trol Technology and Communication Engineering,Harbin University of Science and Technology,Harbin 150040,China)
万方数据
哈尔滨理工大学学报
第14卷
路,如图1所示.
图1测量原理图
图1中,从激光器发出的光经聚光镜后成为平 行光,再经分光镜分为两支光束,两光束满足相干光 束的条件,在空间相互叠加,产生了可以观察到的干 涉条纹.该干涉条纹受被测物表面形状的调制而发 生了变形.压电陶瓷驱动参考镜产生几分之一波长 量级的光程变化,以改变参考相位,并产生时间序列 上的多幅干涉图旧o.
先使用干涉显微镜获取被测表面的干涉条纹,并通 过压电晶体驱动参考镜振动获取多幅干涉条纹图 像,通过这系列的干涉条纹解调出来被测表面的高 度信息,从而得到原始形貌图像,再经过图像滤波等 处理技术使轮廓达到一个满意效果,然后根据数学 模型建立基准面提取粗糙度信息,最后对表面各种 参数进行评定【I】.其测量系统包括光学部分、CCD 摄像机、图像卡和计算机以及压电陶瓷及其驱动电
3)表面高度分布的偏斜度5娃为
&=i一。f.一。夕(菇,y)p(z)一面曷砉耋夕(钆乃)
表面高度对称分布,则偏斜度为零.若表面的分 布在低于基准面的一边有大的“尖峰”,S.。<0;相 反,表面分布在基准面之上有大的“尖峰”,S庙>0.
4)表面高度分度的峭度5h为
3)表面的展开界面面积比率为Js山,理论上,界 面元素的面积为
dA=√·+(掣)2+(亟笋)2dxd,,
表面总的展开界面面积为
A=髓姒
那么,展开的界面面积比率由下式给出:
Sdr=-%%掣≈业x(10 %M 一 1 )( N 一 1 ) AxAy
由于篇幅限制其他参数不再列举公式,以下给
出它们的定义和表示符号.幅度参数包括:表面的展
开界面面积比率s¨最速衰减自相关长度5小表面
<3.
综合参数计算公式如下: 1)表面的均方根斜率S曲为 S知表示采样区域内表面斜率的RMS值.
s蛔=J苗∞ky、缸曲
实验对尺a=O.012 5斗m,月a=0.025¨m和Ra= 0.05斗m的平磨标准样块分别进行了测量;以下给 出尺a=0.012 5¨.In的测量结果.
测量系统的图像采集软件如图3所示.
n‘P
∑,(石,Y,li)sin2kli
tan一爿————一 .
z(x,),)=面“1‘
∑如,Y,li)cos2kli
式中:k=2∥A;Z=A/2n;n为一周期内采样点数,A
为光源波长. 2.3基准面的建立
用z(x,Y)表示三维表面轮廓,=。(茗,Y)表示评 定基准,龟x,Y)表示表面粗糙度,用加。表示表面 粗糙度与评定基准的分界频率"J,有
Abstract:In this thesis,the author comprehensively composed all-round research on the technology of sui'face topography measurement.The measure process includes phase-shifting,sample taking,extracting of phase,data
ters for valuation.Finally.鼬well躯the further experiment Wag conceived.
Key words:3-D surface topography;measurement of surface topography;3-D assessment
第14卷第1期 2009年2月
哈尔滨理工大学学报
JOURNAL OF HARBIN UNIVERSITY OF SCIENCE AND TECHNOLOGY
VoL 14 No.1 Feb.2009
表面三维形貌测量及其评定的研究
朱健军, 钟 渊, 刘 泊
(哈尔滨理工大学测控技术与通信工程学院,黑龙江哈尔滨150040)
间距满周期采样情况下,相位计算的误差最小,也就 是具有最强的抗噪声能力.故干涉显微镜采集干涉 条纹需要连续等间隔采集,并自动保存到计算机中. 为了进一步降低噪声,提高测量精确度,可对多个周 期进行采样做累加平均计算.