管道焊缝检测报告表
钢材及焊缝无损检测报告模板(超声法)
/
/
/
/
检
测
部
位
示
意
图
/
备注
1、检测的构件已安装成型,检测的焊缝外观基本无异常。
2、NI:无应记录缺陷,RI:有应记录缺陷,UI:有应返修缺陷。
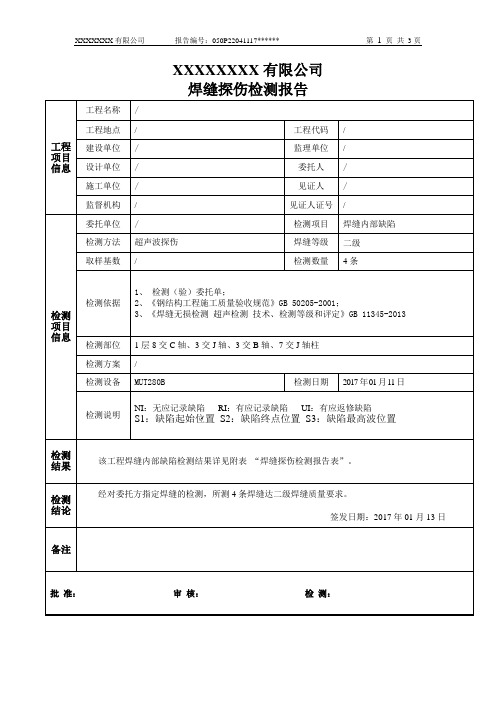
钢材及焊缝无损检测(超声法)检测报告附页
试验室名称:/报告编号:/
工程名称
试块
CSK-IA
检测等级
B级
依据标准
GB/T 11345-2013、
GB/T 50621-2010
序号
构件名称(编号)
检测部位(编号)
检测长度
检测结果
备注
1
1#
构件中部
554mm
○NI○RI○UI
/
/
/
/
/
○NI○RI○UI
/
/
/
/
/
○NI○RI○UI
/
/
/
/
/
○NI○RI○UI
/
/
/
/
/
○NI○RI○UI
/
/
/
/
/
○NI○RI○UI
/
/
/
/
/
○NI○RI○UI
/
/
/
/
/
○NI○RI○UI
/
/
/
/
/
○NI○RI○UI
/
/
/
/
/
○NI○RI○UI
/
/
/
/
/
○NI○RI○UI
/
/
焊缝探伤检测报告(超声波)模板
12
--
--
--
--
--
--
--
--
Ⅰ级
NI
以下空白
H
(mm)
波高区域
波幅
(SL±dB)
指示长度
S2-S1(mm)
-3层、-2层、-1层(见-4层部位)牛腿、及框架梁上、下600mm范围
8
--
--
--
--
--
--
--
--
Ⅰ级
NI
9
--
--
--
--
--
--
--
--
Ⅰ级
NI
10
--
--
--
--
--
--
--
--
Ⅰ级
NI
11
--
--
--
--
--
--
--
--
Ⅰ级
--
--
--
--
Ⅰ级
NI
2
--
--
--
--
--
--
--
--
Ⅰ级
NI
3
--
--
--
--
--
--
--
--
Ⅰ级
NI
4
--
--
--
--
--
--
--
--
Ⅰ级
NI
以下空白
一次返修总长:/ mm
二次返修总长; / mm同一部位经/次返修后合格。
序号
缺陷位置
缺陷尺寸
评定
等级
备注
S1
(mm)
S2
(mm)
管道焊缝表面质量检验报告
缘不满
深长等 度度级
高度
高等 度级
陷、弧坑
深长等 度度级错位Fra bibliotek错 位 值
等 级
返修方法及结果
日 期
综合 评定 此条 焊缝 等级
备 注
施工单位:
监理单位意见:
质检员:
(签章)
项目经理:
年 月 日 现场监理:
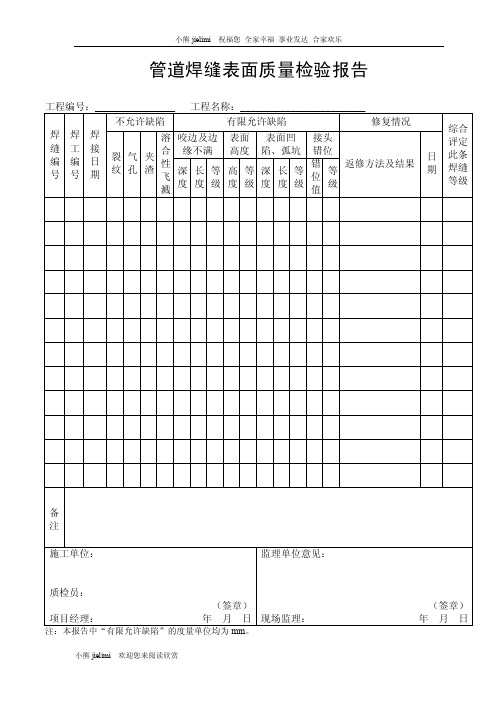
注:本报告中“有限允许缺陷”的度量单位均为 mm。
小熊 jielimi 欢迎您来阅读欣赏
(签章) 年月日
小熊 jielimi 祝福您 全家幸福 事业发达 合家欢乐
管道焊缝表面质量检验报告
工程编号:________________ 工程名称:_________________________
焊焊焊 缝工接 编编日 号号期
不允许缺陷
有限允许缺陷
修复情况
溶 咬边及边 表面 表面凹 接头
裂 纹
气 孔
夹 渣
合 性 飞 溅
焊缝渗透检测报告
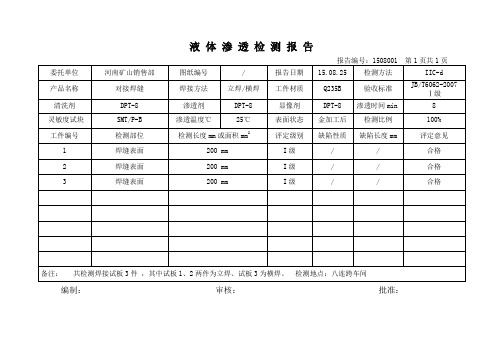
液体渗透检测报告
报告编号:1508001 第1页共1页委托单位河南矿山销售部图纸编号/ 报告日期15.08.25 检测方法IIC-d
产品名称对接焊缝焊接方法立焊/横焊工件材质Q235B 验收标准JB/T6062-2007
Ⅰ级
清洗剂DPT-8 渗透剂DPT-8 显像剂DPT-8 渗透时间min 8
灵敏度试块SMT/P-B 渗透温度℃25℃表面状态金加工后检测比例100% 工件编号检测部位检测长度mm或面积mm2 评定级别缺陷性质缺陷长度mm 评定意见
1 焊缝表面200 mm I级/ / 合格
2 焊缝表面200 mm I级/ / 合格
3 焊缝表面200 mm I级/ / 合格
备注:共检测焊接试板3件,其中试板1、2两件为立焊、试板3为横焊。
检测地点:八连跨车间编制:审核:批准:。
(焊缝)磁粉检测报告
受控编号:
工程质量检测报告
工程名称:
检测内容: 钢结构磁粉检测
单位名称
委托单位:
设计单位:
施工单位:
见证单位:
检测单位:
声明
1、本报告无检验检测报告专用章及其骑缝章无效;
2、本报告无检测、审核、批准人签名无效;
3、本报告涂改、增删无效;
4、报告复印页数不全、未加盖检验检测报告专用章无效;
5、对本报告若有异议,应于收到报告之日起十五日内向本检测单位提出。
检测单位资质证书编号:
检测单位地址:
邮政编码:
电话:
钢结构磁粉检测结果
检测: (证号: ) (证号: ) 审核:
批准:
钢结构磁粉检测结果汇总表
注(根据需要自行增加或删除):
附图:检测构件/节点/焊缝示意图
现场检测工作及关键节点照片
附件
说明:1、本表由见证单位填写,作为检测报告的附件。
2、见证单位由监理单位担任,如无监理单位则由委托方担任。
焊接钢管检验报告
焊接钢管检验报告1. 引言焊接钢管是一种常见的工业应用材料,广泛用于建筑、船舶、汽车、石油和天然气等行业。
为了确保焊接钢管的质量和安全性能,需要进行检验和测试。
本报告旨在描述焊接钢管的检验过程和结果。
2. 实验目的本次实验的目的是检验焊接钢管的质量,包括焊缝强度、尺寸精度和表面缺陷等方面。
3. 实验步骤3.1 材料准备准备焊接钢管样品,确保样品表面干净,无油污和尘埃。
3.2 焊接工艺参数设定根据焊接钢管的要求和规范,设定适当的焊接工艺参数,如电流、电压、焊接速度等。
3.3 焊接过程根据设定的焊接工艺参数,进行焊接过程。
确保焊接过程中的熔融区域完全覆盖焊缝,避免产生焊接缺陷。
3.4 焊接后处理完成焊接后,对焊接钢管进行后处理,如去除焊渣、清洗焊缝等。
3.5 检验方法选择根据焊接钢管的要求,选择合适的检验方法。
常用的方法包括力学性能测试、超声波检测、尺寸测量和目测等。
3.6 检验操作根据选择的检验方法,进行相应的检验操作。
例如,使用万能试验机对焊接钢管进行拉伸测试,使用超声波探伤仪进行焊缝检测。
3.7 结果记录记录每个检验项目的结果,包括测试数值、检测图表或数据记录表。
4. 检验结果与分析4.1 焊缝强度对焊接钢管进行拉伸测试,测得焊缝强度为XXX MPa。
根据规范要求,焊缝强度应大于YYY MPa,因此焊接钢管的焊缝强度符合要求。
4.2 尺寸精度测量焊接钢管的尺寸,结果显示尺寸精度在规定范围内,无超出偏差。
4.3 表面缺陷通过目测和超声波检测,未发现焊接钢管表面的明显缺陷,如气孔、裂纹等。
5. 结论根据对焊接钢管的检验结果和分析,可以得出以下结论: - 焊接钢管的焊缝强度符合规范要求; - 焊接钢管的尺寸精度在规定范围内; - 焊接钢管表面未发现明显缺陷。
根据上述结论,可以认为焊接钢管的质量良好,可以满足预期的使用要求。
6. 建议在焊接过程中,应注意以下方面,以进一步提高焊接钢管的质量: - 严格控制焊接工艺参数,确保焊缝的强度和质量; - 加强表面处理,避免焊接钢管表面的污染和缺陷。
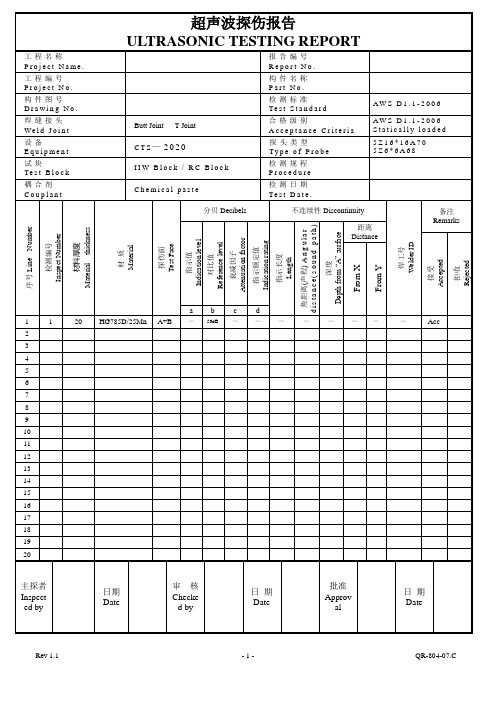
超声波探伤焊缝检测报告

_ _ _ _ _
_
_ _ _ _ _
_ _ _
_ _
_ _ _
(F00321111200015)共3页第3页
6、检测情况说明
样品特性状态
完好
检测环境
_ _ _ _ _
其他说明
_ _ _ _ _
报告说明
1、若对报告有异议,应于收到报告之日起十五日内,以书面形式向检测单位提出,逾期视为对报告无异议。
_ _ _ _
_ _ _ _
_ _ _ _
_ _ _ _
_ _ _ _
_ _ _ _
_ _ _ _
_ _ _ _
_ _ _ _
_ _ _ _
_ _ _ _
_ _ _ _
_ _ _ _ _
_ _ _ _
_ _ _ _
_ _ _ _
_ _ _ _
_ _ _ _
_ _ _ _
__ _
_ _ _ _ _
_
_ _ _ _ _
_ _ _
_ _
_ _ _
_
__ _ _ _ _
__ _
_ _ _ _ _
_
_ _ _ _ _
_ _ _
_ _
_ _ _
_
__ _ _ _ _
__ _
_ _ _ _ _
_
_ _ _ _ _
_ _ _
_ _
_ _ _
_
__ _ _ _ _
__ _
_ _ _ _ _
_
__ _ _ _ _
__ _
_ _ _ _ _
_
_ _ _ _ _
_ _ _
_ _
_ _ _
804-07.C 焊缝UT探伤报告(美标)
Approval
日期
Date
序号Line Number
检测编号
Inspect Number
材料厚度Material thickness
材质Material
探伤面From Face
分贝Decibels
不连续性Discontinuity
焊工号
Welder ID
备注Remarks
指示值Indication level
合格级别
Acceptance Criteria
AWS D1.1-2006 Statically loaded
设备Equipment
CTS—2020
探头类型
Type of Probe
5Z16*16A70 5Z6*6A68
试块Test Block
IIW Block / RC Block
检测规程
Procedure
距离Distance
接受Accepted
拒收Rejected
From X
From Y
a
b
c
d
1
1
20
HG785D/25Mn
A+B
—
56dB
—
—
—
—
—
—
—
—
Acc
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
主探者
Inspected by
日期
Date
审核
Checked by
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
缺陷及返修说明 1. 该管线返修共计0处,最高返修次数0次。 2. 超标缺陷部位均已返修并复验合格。 3.返修部位原缺陷情况见焊缝射线检测底片评定表。
检
测
结
果 Ⅲ 级的
1. 该管线对接焊口焊缝质量符合 要求, 结果合格。
2. 检测位置及底片情况祥见焊缝射线底片评定 表及附录管道焊口位置单线图。
报告人(资格)
参 管电流(源活度)mA(Bq) 数 曝光时间 min
要求像质指数 焊缝长度 mm
一次透照长度 mm 合格级别 要求检测比例 实际检测比例 检测标准
全检测焊口数 扩检焊口数
(级) % % JB/T4730-20Байду номын сангаас5
透照总片数(张)
原始记录编号
最终 Ⅰ级(张) Ⅱ级(张) Ⅲ级(张) Ⅳ级(张) 评定 结果
审核人(资格)
无损检测单位专用章
2013年10月29日
2013年10月29日
2013年10月29日 第 一 页
压力管道射线检测报告
委托单位: 管道名称 管道级别 管道材料 施工单位 源种类 焦点尺寸 增感方式(Pb) 像质计型号 显影液配方 检 测 条 件 及 工 艺 照相质量等级 对接管口规格 焊口编号 透照方式 焊口数量 L1(焦距) 能量kV mm ■X □Ir192 □Co60 2.0× 2.0mm 前屏0.03mm 后屏0.03 mm Fe/10—16 按胶片使用说明配制 ■AB Φ48×3.5 □B 报 告 编 号: 管线编号 设计图号 管道规格 位置地段 设备型号 胶片牌号 胶片规格 冲洗条件 显影条件 底片黑度