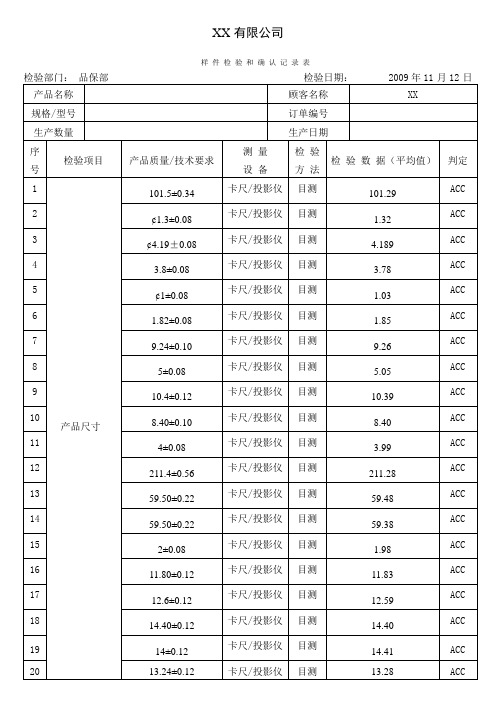
全尺寸检验报告、样件检验和确认记录表
2-8 样件检验和确认记录表
28.4
ACC
31
18±0.14
卡尺/投影仪
目测
17.98
ACC
32
22.4±0.14
卡尺/投影仪
目测
22.39
ACC
33
11.44±0.12
卡尺/投影仪
目测
11.48
ACC
34
5.08±0.08
卡尺/投影仪
目测
5.12
ACC
35
13.55±0.12
卡尺/投影仪
目测
13.60
ACC
36
4.25±0.08
ACC
13
¢1.2±0.08
卡尺/投影仪
目测
1.20
ACC
14
¢20.14±0.08
卡尺/投影仪
目测
20.16
ACC
15
¢14.67±0.12
卡尺/投影仪
目测
14.70
ACC
16
1.50±0.08
卡尺/投影仪
目测
1.52
ACC
17
1.8±0.08
卡尺/投影仪
目测
1.82
ACC
18
8.75±0.10
卡尺/投影仪
目测
2.02
ACC
11
0.5±0.08
卡尺/投影仪
目测
0.48
ACC
12
4±0.08
卡尺/投影仪
目测
4.01
ACC
13
8±0.10
卡尺/投影仪
目测
8.0
ACC
备注
核 准
审 查
制 表
XX有限公司
全尺寸检测

检验员/InspectorName:
姓名/ Name:
部门/ Department:
rejected, new samples required
首批检验的原因/Reason for initial inspection:
尺寸/Dimension
■
新零件/New part
功能ห้องสมุดไป่ตู้Function
产品更改/Productmodification
材料/Material
产地变更/Productionrelocation
拒绝/rejected
过程能力证据/Processcapabilityevidence
拒绝,但可以使用/
证书/Certificates
rejected, installation possible with measure
执行FMEA/FMEA carried out
拒绝,要求提交新样件/
自行认可的供应商/Self-certifyingsupplier
属性检验/Attributive inspection
供应商/Supplier
收件人/ Receiver
地区代码,供应商/
Code number, supplier:
地区代码,收件人
Code number, receiver:
检验报告编号/
InspectionreportNo.:
检验报告编号/
ISO9001-2015样件鉴定管理程序

样件鉴定管理程序(ISO9001:2015)1.目的本制度规定了产品零部件样件鉴定的工作流程和要求,以防止出现因对样件质量控制不当而产生批量质量问题。
2.范围适用于本公司外协外购件及自制件初物中需进行样件鉴定的情况。
3.定义3.1样件:是指按量产条件(正常生产用的设备、工装、量检具、工艺、材料、操作者、生产环境和过程参数等)生产的经检验合格的首批零部件。
3.2样件鉴定:是指在批量生产前通过对样件及其相关资料的检查和确认,验证供方或公司制造部门是否具有相应的质量保证能力及产品是否符合设计要求的一种符合性判定。
4.职责5.工作流程(详见附件1)5.1样件送样要求(外协外购件)5.1.1 样件及所附资料要求Ⅰ)样件必须编号且和自检报告一一对应,需进行材料性能试验或焊接/铆接后不能再分解测量的总成件的样件必须随样提供相应的试棒、试片、工艺散件等试样(见附表2)。
Ⅱ)随附资料按技术质量交流时确定的要求提交。
检验主管工程师认为无需交流时,应在鉴定书上签字备注,样件随附资料按表a要求提交。
Ⅲ)对于有3C认证要求的零部件(详见附表8)的样件鉴定,厂家还必须提供3C认证证书、产品描述报告、检测报告、3C模压标志批准证书复印件;尚未取得证书的,厂家必须提交已申请3C认证的申请书、产品描述报告、检测报告的复印件,否则不予鉴定。
5.1.2 样件的数量要求Ⅰ)送样数量一般为6件(套),需较多样件进行型式试验的总成零部件见附表6,特殊数量要求应在前期技术质量交流时明确。
Ⅱ)如果样件为一模多腔的模具成型件,送样时应提供每一模腔的零件,数量为3件/腔;Ⅲ)变更样件(不涉及到材质、性能的变更)的送样数量为2件(套)。
5.2样件的接收审查(外协外购件)5.2.1供方必须按照样件送样的要求提供样件、试样、相关资料,同时填写《样件鉴定申请单》提交物资公司。
5.2.2物资公司主管工程师负责按照样件送样的要求对厂家提供的样件数量,试样以及必须提供的相关资料进行核对,符合要求的在《样件鉴定申请单》上签名确认后送至鉴定部门,不符合送样条件的拒绝接收。
新产品开发评审表格
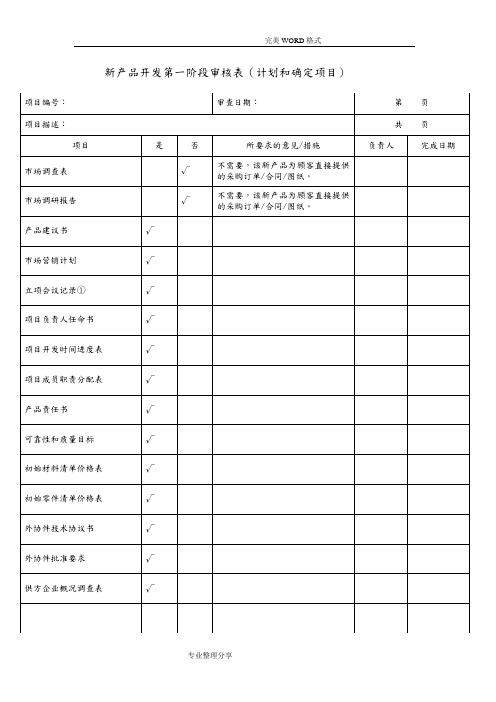
新产品开发第一阶段审核表(计划和确定项目)新产品开发第二阶段审核表(产品设计和开发)新产品开发第三阶段审核表(过程设计和开发)新产品开发第四阶段审核表(产品和过程确认)新产品开发第五阶段审核表(反馈、评定和纠正措施)A — 1 设计FMEA检查表修订日期第1页,共1页制定人:专业整理分享A — 2 设计信息检查表修订日期第1页,共4页专业整理分享A—2 设计信息检查表(续)修订日期第2页,共4页制定人:专业整理分享A — 2 设计信息检查表(续)修订日期第3页,共4页制定人:专业整理分享A — 2 设计信息检查表(续)修订日期第4页,共4页制定人:专业整理分享A— 3 新设备、工装和试验设备检查表修订日期第1页,共2页制定人:专业整理分享A — 3 新设备、工装和试验设备检查表(续)专业整理分享A — 4 产品 / 过程质量检查表修订日期第1页,共4页本检查表并不打算代替克莱斯勒、福特和通用汽车公司的质量体系评定专业整理分享A — 4 产品 / 过程质量检查表(续)修订日期第2页,共4页专业整理分享A — 4 产品 / 过程质量检查表(续)修订日期第3页,共4页专业整理分享A — 4 产品 / 过程质量检查表(续)修订日期第4页,共4页制定人:专业整理分享A — 5 车间平面布置检查表修订日期第1页,共2页制定人:专业整理分享A — 5 车间平面布置检查表(续)修订日期第2页,共2页制定人:专业整理分享A — 6 过程流程图检查表修订日期第1页,共1页制定人:专业整理分享A — 7 过程FMEA检查表修订日期第1页,共1页制定人:专业整理分享A —8 控制计划检查表修订日期第1页,共1页制定人:专业整理分享专业整理分享。
IATF16949 APQP产品先期质量策划控制程序【范本模板】
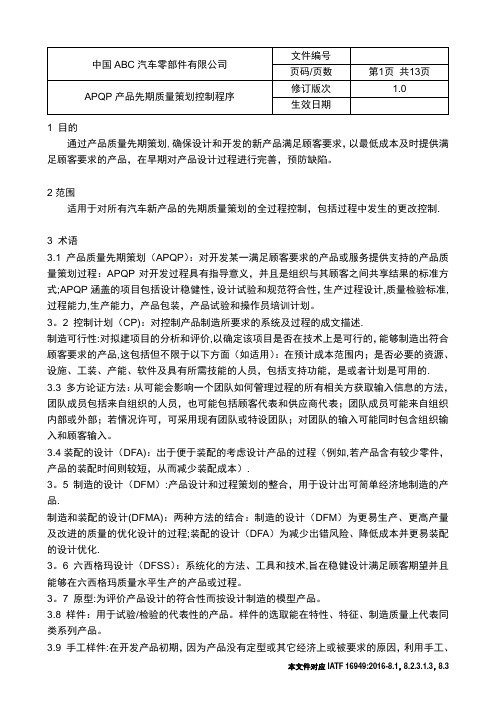
1 目的通过产品质量先期策划,确保设计和开发的新产品满足顾客要求,以最低成本及时提供满足顾客要求的产品,在早期对产品设计过程进行完善,预防缺陷。
2范围适用于对所有汽车新产品的先期质量策划的全过程控制,包括过程中发生的更改控制.3 术语3.1 产品质量先期策划(APQP):对开发某一满足顾客要求的产品或服务提供支持的产品质量策划过程:APQP对开发过程具有指导意义,并且是组织与其顾客之间共享结果的标准方式;APQP涵盖的项目包括设计稳健性,设计试验和规范符合性,生产过程设计,质量检验标准,过程能力,生产能力,产品包装,产品试验和操作员培训计划。
3。
2 控制计划(CP):对控制产品制造所要求的系统及过程的成文描述.制造可行性:对拟建项目的分析和评价,以确定该项目是否在技术上是可行的,能够制造出符合顾客要求的产品,这包括但不限于以下方面(如适用):在预计成本范围内;是否必要的资源、设施、工装、产能、软件及具有所需技能的人员,包括支持功能,是或者计划是可用的.3.3 多方论证方法:从可能会影响一个团队如何管理过程的所有相关方获取输入信息的方法,团队成员包括来自组织的人员,也可能包括顾客代表和供应商代表;团队成员可能来自组织内部或外部;若情况许可,可采用现有团队或特设团队;对团队的输入可能同时包含组织输入和顾客输入。
3.4装配的设计(DFA):出于便于装配的考虑设计产品的过程(例如,若产品含有较少零件,产品的装配时间则较短,从而减少装配成本).3。
5制造的设计(DFM):产品设计和过程策划的整合,用于设计出可简单经济地制造的产品.制造和装配的设计(DFMA):两种方法的结合:制造的设计(DFM)为更易生产、更高产量及改进的质量的优化设计的过程;装配的设计(DFA)为减少出错风险、降低成本并更易装配的设计优化.3。
6六西格玛设计(DFSS):系统化的方法、工具和技术,旨在稳健设计满足顾客期望并且能够在六西格玛质量水平生产的产品或过程。
IATF16949-2016质量管理体系PPAP提交登记规定及全套记录表格

IATF16949-2016质量管理体系PPAP提交登记规定及全套记录表格R=组织必须在适当的场所保存,并应在顾客有要求时易于得到。
*=组织必须在适当的场所保存,并在有要求时向顾客提出。
编号:035-060-168-006T蒙凌工程机械有限公司技术部编号:编号:035-060-168-006T编号:035-060-168-006T1、本表由一级供应商认真填写,并加盖二级供应商和供应商公章后将原件提交给Motiontec品管部;2、本表是最终批准的重要输入之一,如有变动应及时通知Motiontec品管部。
3、当二级供应商变化时,应及时通过Motiontec品管部,以确定是否进行生产件批准。
1编号:035-060-168-006T编号:Motiontec/R.706.13编号:035-060-168-006TMotiontec采购部:1.必要时,供应商应附详细的自审报告;2.在完成各过程的内部批准并确认满足批量生产、供货要求时才可提交本表; 3.SQE 尽量携带本表去供应商现场确认; 4.在不适用的选项的 ”。
Motiontec采购部:生产件批准状况通知PRODUCTION PART APPROVAL STATUS NOTICENO:致:先生/女士(职务)供应商名称:地址:供适用范围(产品型号)APPLICATION(VEHICLES)零件号PART NUMBER零件名称PART NAME更改等级/更改日期CHENGE LEVEL/DATED更改号CHENGE NUMBER原用零件号ORIGINAL PART NUMBERPPAP 编号MOTIONTEC PPAP NUMBER生产件批准状况如下:Production part approval status is as follow批准状态有效截止日期/数量CLASS THROUGH DATE/QUANTITY备注:Motiontec品管工程师Motiontec SQE采购工程师MANAGER编号:035-060-168-006TMotiontec2、版面不够,可附页;3、任何产品变更、物流/运输方式变化导致包装改变时,应向Motiontec品管部门确认是否进行重新认可。
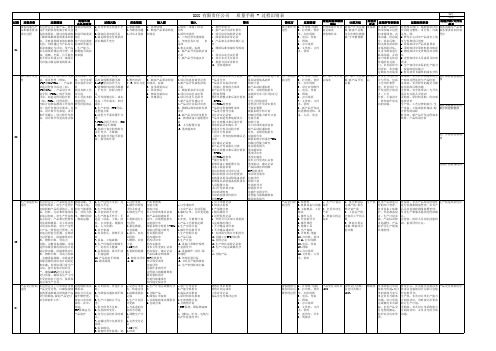
IATF16949过程识别表(完整版)
与培训管性评估、员工培训档案建立,以及员工满意度测量等管理要求。
急速扩张,可能导致岗
位培训不充分
5.培训需求识别不充分/
承担特定任务人员应具
备的资格要求不明确
培训
5.调整或重新
识别培训需求
企业文化
顾客报怨
8.岗位配置状况识别
9.产品开发培训方案
岗计划汇总表
8.员工外部培训档案
9.员工培训效果评估表
10.培训师效果评估表
16.KPI考核报表夹、资料
7、培训场地、投
影仪
8、培训讲师
9、培训教材/课件
训管理过程、岗位能力确定、员工聘用第三方咨询公 2.员工不清楚自己的工 2.质量目标培展战略 2.KPI考核项目 2.上岗证管理,负责培训需求的提出、人员的日常管
记表(含专项培训)制过程2、打印机、复印成率培训计划次数×
7.2.1/7.2.2/7.2.。
APQP流程管理各阶段输出资料一览表

P2-18试制原材料采购计划 原材料及零件检验
P2-19C?零件全尺寸检验记录 P2-19A?材质报告 P2-19B?首样试装单 采购员提交,质量部确认
P2-20OTS样件制造计划 P2-19 P2-20 编制OTS样件制造计划 供应商OTS提交 P2-21供应商OTS提交通知 结构硬件设计师
P2阶段输出资料清单 P2-2 P2-3 P2-4 P2-5 P2-6 P2-7 P2-8 P2-9 P2-11 产品设计质量功能展开QFD P2-1C产品需求说明书评审报告 技术条件
P2-2A《产品技术条件》 P2-2B《实验大纲》 P2-2C《硬件设计说明书》 硬件设计师
产品设计师编制、实验室汇总
P2-15B新工装、量具、检具设计评审报告 P2-15C新工装、量具、检具制造进度计划 P2-15D《软件功能测试用例》 P2-15E《编程文档》 工程部
测试设计师
包装标准规范
P2-16A包装2D图 P2-16B包装设计评审 P2-16C供应商包装方案确认结构设计师 P2-24 P2-26 样件控制计划(几轮样件的控制 P2-17A《样件控制计划》 P2-17B《功能测试报告》 P2-17C《出厂检验报告》 测试工程师
4.6生产控制计划 生产控制计划
4.7 P-FMEA P-FMEA 4.8 PPAP 首批样件送样报告
客户信息反馈及不断的改进
4.9产品审核 产品审核报告
4.10过程审核 过程审核报告
4.11型式试验大纲 总成型式试验大纲
功能性能报告
敏锋公司试验报告(自检报告)
总成试验报告(第三方)附实验室认可文件
P2-7A《分供方清单表》 P2-7B《设计制造职能矩阵表》 采购员