木工平刨、压刨性能参数
木材剥皮机参数

木材剥皮机参数
标题:木材剥皮机参数
简介:本文将介绍木材剥皮机的参数,包括其工作原理、适用范围、操作要点和注意事项等内容,帮助读者更好地了解该设备并正确使用。
正文:
木材剥皮机是一种常用于木材加工的设备,它能够将木材表面的皮层剥离,提高木材的质量和加工效率。
下面将详细介绍木材剥皮机的参数。
1.功率和电压:木材剥皮机的功率和电压是影响其工作效果的重要参数。
一般而言,功率越大,剥皮机的剥皮速度越快。
电压一般为220V或380V,根据实际情况选择。
2.剥皮速度:剥皮机的剥皮速度是指每分钟能够剥离的木材数量。
根据实际需要选择适合的剥皮速度,以确保生产效率和质量。
3.适用木材直径范围:木材剥皮机通常有一定的适用木材直径范围,超出该范围的木材可能无法剥离或剥离效果较差。
在选购木材剥皮机时,需要根据实际需求选择适合的规格。
4.操作要点:在使用木材剥皮机时,操作要点非常重要。
首先,需要确保木材剥皮机的安全使用,必要时佩戴防护设备。
其次,根据木材的直径和形状进行调整,使其与剥皮机的工作参数相匹配。
操作人员应该熟悉木材剥皮机的使用方法,并严格按照操作手册进行操作。
5.注意事项:在使用木材剥皮机时,需要注意以下几点。
首先,保持机器的清洁和维护,定期清理木屑和润滑剂。
其次,避免剥皮机与硬物碰撞,以免损坏设备。
最后,遵守安全操作规程,确保人身安全。
总结:本文介绍了木材剥皮机的参数,包括功率和电压、剥皮速度、适用木材直径范围、操作要点和注意事项等内容。
希望读者通过本文能够更好地了解木材剥皮机,并正确操作和使用该设备。
红木家具品质质量标准
红木家具品质质量标准文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-加工质量检验标准一、平刨质量标准1.1平刨后要平整,光滑,不允许波浪纹,逆纹坑,倒木坑及刨刀崩口等不良现象1.2平刨两夹角必须绝对保持90°垂直。
1.3每次平刨的厚度不得超过0.5MM。
二、压刨质量标准2.1不得有波浪纹,逆纹坑,跳刀痕,啃头痕等不良现象。
2.2压刨是制作规格料得重要关键,所以压刨料的规格必须与料单严格统一,相差不得超过0.1MM.2.3加工夹角绝对90°垂直,杜绝斜面料出现。
三、拼板质量检验标准3.1拼板料的干湿度以12°为标准,湿度超过14°杜绝拼板。
3.2拼板对缝必须严密,上下对接不能有1MM以上落差。
3.3拼板时要求整块板的颜色基本协调一致。
3.4拼板时胶水必须涂布均匀,多少适度,胶水比例必须严格参照说明,不得随心所欲调配比例。
3.5根据红木的特性,拼好板后,我们必须加以烘干、晒干等工艺确保板料湿度维持在12°左右。
四、精切质量检验标准4.1绝对弄清所切材料的所处位置。
4.2所有配件尺寸必须精确到正负0.1MM。
4.3不可有偏锯,斜锯情况。
4.4不能出现长料短用,浪费材料现象。
4.5对于次品,不合格品必须另行堆放,不可好次混乱。
五、切榫质量标准5.1榫头是一件产品方正牢固的根本,所以榫头制作必须严格按要求制作生产。
5.2榫头大小长短与原榫或图纸的公差长度≤孔深1MM左右。
5.3榫头角度要绝对90°。
修光花板质量检验标准.1修光花板时必须心存花饰的基本立体印象,胸有成竹方可开始生产。
.2所修线条必须流畅自然,图像必须层次分明,错落有致,布局合理。
.3手法必须均匀,无明显力度过强痕迹,方圆清晰。
4叶片必须正反自然,开线布局合符自然。
.5树枝树干比例必须协调,完整,自然。
.6花瓣必须收放自然,栩栩如生。
平面刨(手压刨)使用安全规定
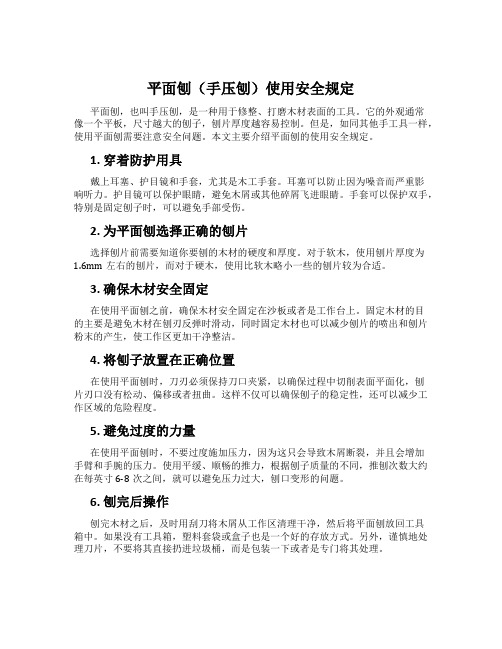
平面刨(手压刨)使用安全规定平面刨,也叫手压刨,是一种用于修整、打磨木材表面的工具。
它的外观通常像一个平板,尺寸越大的刨子,刨片厚度越容易控制。
但是,如同其他手工具一样,使用平面刨需要注意安全问题。
本文主要介绍平面刨的使用安全规定。
1. 穿着防护用具戴上耳塞、护目镜和手套,尤其是木工手套。
耳塞可以防止因为噪音而严重影响听力。
护目镜可以保护眼睛,避免木屑或其他碎屑飞进眼睛。
手套可以保护双手,特别是固定刨子时,可以避免手部受伤。
2. 为平面刨选择正确的刨片选择刨片前需要知道你要刨的木材的硬度和厚度。
对于软木,使用刨片厚度为1.6mm左右的刨片,而对于硬木,使用比软木略小一些的刨片较为合适。
3. 确保木材安全固定在使用平面刨之前,确保木材安全固定在沙板或者是工作台上。
固定木材的目的主要是避免木材在刨刃反弹时滑动,同时固定木材也可以减少刨片的喷出和刨片粉末的产生,使工作区更加干净整洁。
4. 将刨子放置在正确位置在使用平面刨时,刀刃必须保持刀口夹紧,以确保过程中切削表面平面化,刨片刃口没有松动、偏移或者扭曲。
这样不仅可以确保刨子的稳定性,还可以减少工作区域的危险程度。
5. 避免过度的力量在使用平面刨时,不要过度施加压力,因为这只会导致木屑断裂,并且会增加手臂和手腕的压力。
使用平缓、顺畅的推力,根据刨子质量的不同,推刨次数大约在每英寸6-8次之间,就可以避免压力过大,刨口变形的问题。
6. 刨完后操作刨完木材之后,及时用刮刀将木屑从工作区清理干净,然后将平面刨放回工具箱中。
如果没有工具箱,塑料套袋或盒子也是一个好的存放方式。
另外,谨慎地处理刀片,不要将其直接扔进垃圾桶,而是包装一下或者是专门将其处理。
总之,在使用平面刨时,请始终注意安全问题,穿着适当的工具和防护用具、选用合适的材料,加强训练和练习,最大限度地减少事故发生的概率,从而使工作变得更加顺畅和高效。
传统木工刨子的尺寸

传统木工刨子的尺寸刨子的尺寸:在我国,木工刨子都是木工自己制作,没有统一标准,所以大家的刨子尺寸各异,这里所说的尺寸,是大家比较接受的使用最多的尺寸。
平刨正常使用时是大、中、小3把。
大刨子主要的作用是把毛料刨光、刨直和刨平,所以一般比较长,长度在500毫米左右,刨刃子宽51毫米(俗称1寸6),也有少量的45毫米(俗称1寸4),比这宽的和比这窄的就使用的少了。
新的厚度在40-50毫米之间,低于35毫米基本就要报废了。
有一种拼缝的大刨子长度在600-800毫米之间,其余尺寸与普通大刨子相同,也可以当普通包子使用,就是笨重了些。
还有一种只能拼缝的刨子,形状就如同大的边刨,长度也是600-800毫米之间,刨刃子的宽度是1寸到1寸2左右。
中刨子也叫二刨子,俗称二虎头。
二刨子如同过去的先锋官一样是打头阵的。
主要作用是把特殊不平整的毛料刮到基本平整,一般长300毫米左右,刨刃子宽51毫米,也有少量的45毫米,新的厚度在40-45毫米之间。
小刨子也叫精刨子,主要是对即将完成的作品进行平整和刨光。
因为有时只是局部刨光,所以这个刨子不需要多长,长度150-200毫米就够了,厚度是35-45毫米之间.刃子宽51毫米的比较多。
专用刨子,如倒棱、裁口、扒槽、启线用的刨子,大多是在成料上再次加工,不需要找直,所以一般都比较短,200毫米多就可以了。
歪嘴子稍长一点,300多毫米就行。
刨子的材质:刨子的床身是木质的(铁刨不在此范围内,此处不讲),材质以不易变形并且耐磨的硬木为好。
柞木,全国分布广泛,硬度不错,使用的最多,柞木里以南柞为好,过去商店里卖的刨子大多数是南柞。
色木,无明显纹理,色泽微红,光滑度好,硬度尚可,过去老木匠比较喜好的刨子材料。
黄檀,色泽微黄,纹理细密,硬度好,是不错的刨子材料。
楮榆,产于东北地区,硬度高,芯材红色,纹理细密,是不可多得的高档刨子材料。
铁力木,色泽好,硬度高,分量重,是难得的好材料。
枣木,全国各地均有,是果树类里面比较硬的木材,边材黄色,心材红色,无棕眼,硬度高,也是制作刨子的好材料。
平面刨(手压刨)使用安全规定

平面刨(手压刨)使用安全规定
1 刨料时,应保持身体平稳,双手操作。
刨大面时,手应按在木料上面;刨小料时,手指高度不得小于材料高度的一半。
禁止手在料后推料。
2 被刨木料的厚度小于30mm,长度小于400mm时,必须用压板或推杆推动。
厚度在15mm,长度在250mm以下的木料,不得在平刨上加工。
3 刨旧料前,必须将料上的钉子、泥砂清除干净。
刨过的木材是否有裂纹、硬结等缺陷,必须处理后再施刨。
遇木搓、节疤要缓慢送料。
严禁将手按在节疤上强行送料。
4 刀片和刀片螺丝的厚度、重量必须一致,刀架、夹板必须吻合贴紧,不允许在刀片焊接超出工具头和裂纹的情况下使用工具。
刀片紧固螺钉应嵌入刀片槽内 , 并离刀背不得小于1Omm。
刀片紧固力应符合使用说明书的规定。
5 机械运转时,请勿将手伸入安全挡板内侧移动挡板或拆除安全挡板进行刨削。
严禁戴手套操作。
压刨
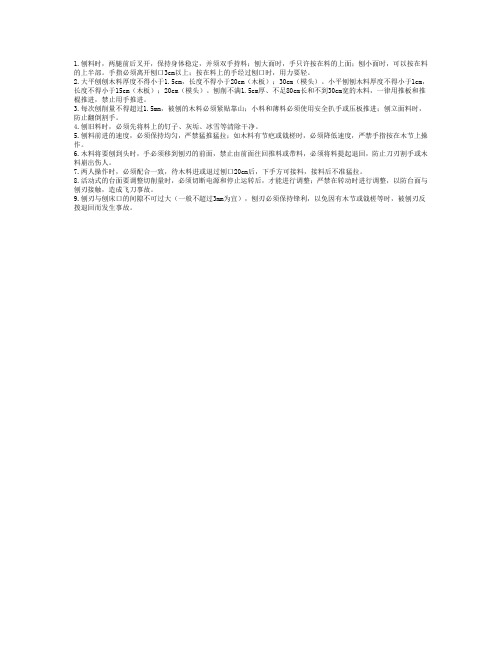
1.刨料时,两腿前后叉开,保持身体稳定,并须双手持料;刨大面时,手只许按在料的上面;刨小面时,可以按在料的上半部。
手指必须离开刨口3cm以上;按在料上的手经过刨口时,用力要轻。
2.大平刨刨木料厚度不得小于1.5cm,长度不得小于20cm(木板);30cm(模头)。
小平刨刨木料厚度不得小于1cm,长度不得小于15cm(木板);20cm(模头)。
刨削不满1.5cm厚、不足80cm长和不到30cm宽的木料,一律用推板和推棍推进,禁止用手推进。
3.每次刨削量不得超过1.5mm,被刨的木料必须紧贴靠山;小料和薄料必须使用安全扒手或压板推进;刨立面料时,防止翻倒割手。
4.刨旧料时,必须先将料上的钉子、灰垢、冰雪等清除干净。
5.刨料前进的速度,必须保持均匀,严禁猛推猛拉;如木料有节疤或戗槎时,必须降低速度,严禁手指按在木节上操作。
6.木料将要刨到头时,手必须移到刨刃的前面,禁止由前面往回推料或带料,必须将料提起退回,防止刀刃割手或木料崩出伤人。
7.两人操作时,必须配合一致,待木料进或退过刨口20cm后,下手方可接料,接料后不准猛拉。
8.活动式的台面要调整切削量时,必须切断电源和停止运转后,才能进行调整;严禁在转动时进行调整,以防台面与刨刃接触,造成飞刀事故。
9.刨刃与刨床口的间隙不可过大(一般不超过3mm为宜),刨刃必须保持锋利,以免因有木节或戗槎等时,被刨刃反拨退回而发生事故。
常用木工设备和机具

常用木工设备:圆锯机、平刨、压刨、开榫机、榫眼机、涂胶机等。
班级:081201班学号:20084619 姓名:仇志鹏专业:环艺圆锯机设备名称:木工圆锯机型号:MJ104加工范围:切割厚度120mm其他参数:锯片直径Φ400锯切厚度120mm电机功率3KW机床外形尺寸850×500×786锯片规格Φ500×Φ30×2电机功率4KW整机重量80KG形尺寸1050×600×1150mm1000×630×1020mm基本使用:机械启动后,应待锯片转速正常后进行锯料。
进料必须紧贴“靠山”,不许将木料左右摇晃或高抬。
送料不能用力过猛,遇木节要缓缓送料。
注意事项:操作人员应戴防护眼镜,站在锯片一侧,禁止站在和面对锯片旋转的离心力方向操作,手不得跨越锯片。
木工平刨设备名称:木工平刨型号:MB504H加工范围:最大刨削宽度(mm) 400最大刨削深度(mm) 5其他参数:刀轴转速(m/min) 4500刀片数量(片)4刀轴切削圆直径(mm) 115工作台总长(mm) 2100电机功率(kw) 3电机转速(m/min) 2860外形尺寸(mm) 2100×510×1045净重(kg) 600基本使用:刨料应保持身体平衡,双手操作。
刨大面时,手要按在料上面,刨小面时,手指不低于料高的一半,并不小于8厘米,禁止手在料后推送。
注意事项:刨削量每次一般不得超过1.5mm。
进料速度保持均匀,经过刨口时用力要轻,禁止在刨刃上口回料。
遇节疤要减慢推料速度,禁止手按在节疤上推料。
刨旧料必须将铁钉、泥砂清除干净。
压刨设备名称:单面压刨机型号:MB103D加工范围:最大压刨工件宽度:630mm最大压刨工件厚度:205mm最小压刨工件厚度:5mm最小压刨工件长度:220mm最大切削量:5mm其他参数:刨刀轴转速:5000r/min送料速度: 6.5m/min电机功率:7.5KW基本使用:操作时左手压住木料,右手均匀推进,不要猛推猛拉,切勿将手指按于木料侧面,刨料时先刨大面当做标准面、然后再刨小面。
刨花板
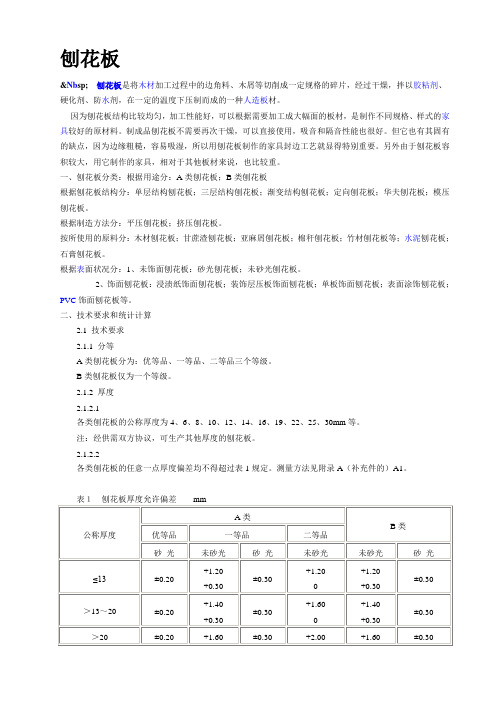
刨花板&Nb sp; 刨花板是将木材加工过程中的边角料、木屑等切削成一定规格的碎片,经过干燥,拌以胶粘剂、硬化剂、防水剂,在一定的温度下压制而成的一种人造板材。
因为刨花板结构比较均匀,加工性能好,可以根据需要加工成大幅面的板材,是制作不同规格、样式的家具较好的原材料。
制成品刨花板不需要再次干燥,可以直接使用,吸音和隔音性能也很好。
但它也有其固有的缺点,因为边缘粗糙,容易吸湿,所以用刨花板制作的家具封边工艺就显得特别重要。
另外由于刨花板容积较大,用它制作的家具,相对于其他板材来说,也比较重。
一、刨花板分类:根据用途分:A类刨花板;B类刨花板根据刨花板结构分:单层结构刨花板;三层结构刨花板;渐变结构刨花板;定向刨花板;华夫刨花板;模压刨花板。
根据制造方法分:平压刨花板;挤压刨花板。
按所使用的原料分:木材刨花板;甘蔗渣刨花板;亚麻屑刨花板;棉秆刨花板;竹材刨花板等;水泥刨花板;石膏刨花板。
根据表面状况分:1、未饰面刨花板:砂光刨花板;未砂光刨花板。
2、饰面刨花板:浸渍纸饰面刨花板;装饰层压板饰面刨花板;单板饰面刨花板;表面涂饰刨花板;PVC饰面刨花板等。
二、技术要求和统计计算2.1 技术要求2.1.1 分等A类刨花板分为:优等品、一等品、二等品三个等级。
B类刨花板仅为一个等级。
2.1.2 厚度2.1.2.1各类刨花板的公称厚度为4、6、8、10、12、14、16、19、22、25、30mm等。
注:经供需双方协议,可生产其他厚度的刨花板。
2.1.2.2各类刨花板的任意一点厚度偏差均不得超过表1规定。
测量方法见附录A(补充件的)A1。
2.1.3 幅面2.1.3.1 各类刨花板幅面尺寸按表2规定注:经供需双方协议,可生产其他幅面尺寸的刨花板。
2.1.3.2长度和宽度允许偏差为0~5mm。
测量方法见附录A(补充件)的A2。
2.1.4 刨花板边缘不直度不超过1/1000(mm/mm)。
测量方法见附录A(补充件)的A3。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
MB504D 木工平刨床
机型MB504D
最大刨削宽度(mm) 400
最大刨削深度(mm) 5
刀轴转速(rpm) 4500
刀片数量(片) 4
刀轴切削圆直径(mm) Φ 115
工作台总长(mm) 2100
电机功率(kw) 3
电机转速(rpm) 2860
外形尺寸(mm) 2100×510×1045 净量(kg) 600
MB503E 木工平刨床
机型MB503E
最大刨削宽度(mm) 300
最大刨削深度(mm) 5
刀轴转速(rpm) 6000
刀片数量(片) 4
刀轴切削圆直径(mm) Φ 100
工作台总长(mm) 2030
电机功率(kw) 2.2
电机转速(rpm) 2840
外形尺寸(mm) 2030×799×1030 净量(kg) 460
MB105C单面木工压刨床
机型MB 105C
最大刨削宽度(mm) 500
最大刨削深度(mm) 5
工作厚度范围(mm) 7-160
最小刨削长度(mm) 210
主轴转速(rpm) 5500
送料速度(m/min) 9
电机功率(kw) 4
机床外形尺寸(mm) 949×800×1130 净重(kg) 500
MB106M单面木工压刨床
机型MB 106M MB 106M1
最大刨削宽度(mm) 600 600
最大刨削深度(mm) 5 5
工作厚度范围(mm) 7-200 7-200
最小刨削长度(mm) 230 230
主轴转速(rpm) 5500 5500
送料速度(m/min) 12 12
电机功率(kw) 5.5 5.5 ; 0.25
机床外形尺寸(mm) 1049×800×1133 1049×800×1133 净重(kg) 550 550
MX504/505/506强力压刨机
MX504/505/506强力压刨机技术参数。