酱油制曲过程中常见杂菌污染及防治措施
酱油制曲过程污染的危害与防治
关 键 词 : 茵 污 染 ; 害 ; 源 ; 治 方 法 杂 危 来 防
中图分 类号 : 2 4 2 TS 6 . 1
文献标 识码 : A
文章编 号 :o 0 9 3 2 1 ) 0 0 8 3 1 o —9 7 ( 0 2 1 一O 3 ~0
T e H r n rv nino ol ini Ma i rc s f o a c oi h am a d Pe e t f lt kn Po e so yS u eK j o P uo n g S
S HAN L- a G iu n i
( i n ja g S aeFamsS in ea d Te h oo yVo ain lC l g ,Ha bn 1 0 3 ,Chn ) Hel gin tt r ce c n c n lg cto a o l e o e r i 5 4 1 i a
菌的生 长受到削 弱 , 杂菌却会 大量 繁殖起 来 , 而 使成 曲
基 。 目前生 产操 作都是 在 敞开条 件下进 行 , 机械 、 风送
等设 备卫 生工 作又 不 易搞 彻 底 , 曲 这个 环节 就 极 易 制 污染 各类 细菌 , 每逢 梅雨 季节 或夏 季初秋更 为严重 。 目前 酱 油 生 产 中 的制 曲 , 在 曲料 上 添 加 沪 酿 是
的臭 味 , 酵 后 又 会 影 响 酱 油 的 风 味 , 成 品 质 量 发 使
明 显下 降[ 。
收 稿 日期 :0 2 3 2 2 1 一O — 8
作者简介 : 尚丽 娟 (9 3 ) 女 , 龙 江 拜 泉 人 , 育 硕 士 , 教 授 , 究 方 向为 生 物 学 与食 品加 工 学 。 17一 , 黑 教 副 研
酱油生产企业良好卫生规范
中华人民共和国国家标准中华人民共和国国家标准酱油生产企业良好卫生规范─────────────────────────────────────1、范围本标准规定了酱油厂厂区环境、厂房及设施、设备、机构与人员、卫生管理、原料、生产过程、品质管理、生产人员、成品贮存与运输等方面的卫生要求。
本标准适用于生产酿造酱油、配制酱油的企业。
2、规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB2717酱油卫生标准GB2760食品添加剂使用卫生标准GB5749生活饮用水卫生标准GB7718预包装食品标签通则GB18186酿造酱油GB14881食品企业通用卫生规范3、术语与定义下列术语和定义适用于本标准。
3.1酱油以富含蛋白质的豆类和富含淀粉的谷类及其副产品为主要原料,在微生物酶的催化作用下分解制成并经浸滤提取的调味汁液。
酱油按生产工艺分为酿造酱油和配制酱油。
3.2酿造酱油以大豆和(或)脱脂大豆、小麦和(或)麸皮为原料,经微生物发酵制成的具有特殊色、香、味的液体调味品。
3.3配制酱油以酿造酱油为主体,与酸水解植物蛋白调味液、食品添加剂等配制而成的液体调味品。
3.4菌种经人工选育、培养,不产霉菌毒素,用于酿造酱油的微生物。
3.5种曲用于扩大培养,制造大曲的菌种。
3.6蒸煮在特定的温度和压力下,处理原料的过程。
3.9清洁作业区指半成品贮存、充填及内包装车间等清洁度要求高的作业区域。
3.10准清洁作业区指生产车间清洁度要求低于清洁作业区的作业区域。
3.11一般作业区指生产车间清洁度要求低于准清洁作业区的作业区域。
3.12非食品处理区指不直接处理食品的区域。
4厂区环境4.1 选址4.1.1 厂址要选择地势干燥、交通方便、有充足水源并不受洪水侵害的地区。
酱油酿造中有害微生物的污染与特性的研究
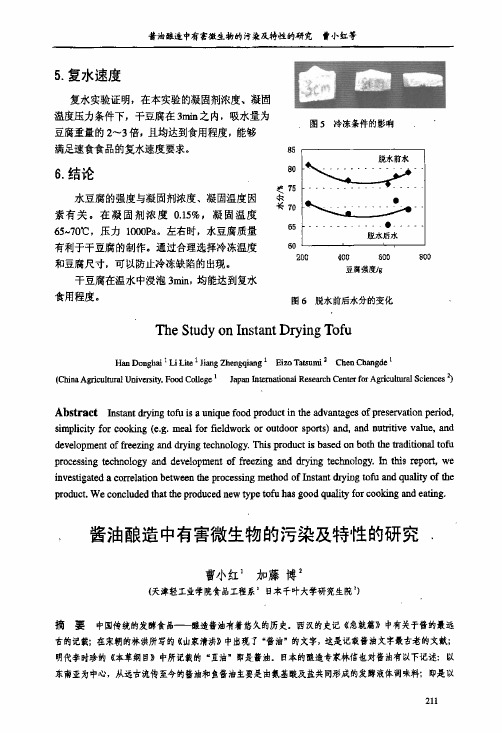
酱油酿造中有害微生物的污染厦特性的研究曾小虹等5.复水速度复水实验证明,在本实验的凝固剂浓度、凝固温度压力条件下,干豆腐在3min之内,吸水量为豆腐重量的2~3倍,且均达到食用程度,能够满足速食食品的复水速度要求。
6.结论水豆腐的强度与凝固剂浓度、凝固温度因素有关。
在凝固剂浓度0.15%,凝固温度65—70℃,压力1000Pa。
左右时,水豆腐质量有利于干豆腐的制作。
通过合理选择冷冻温度和豆腐尺寸。
可以防止冷冻缺陷的出现。
干豆腐在温水中浸泡3min,均能达到复水食用程度。
8580筻75求*706560图5冷冻条件的影响4。
o600800豆腐强度/g图6脱水前后水分的变化TheStudyonInstantDryingTofuHanDonghmjLiLifeIliangZhengqian91EizoTatsumi2ChertChangdel(ChinaAgriculturalUniversity,FoodCollegelJapanImemafionalResearchCenterforAgricuRuralSciences2)AbstractInstantdryingtofuisauniquefoodproductintheadvantagesofpreservationperiod,simplicityforcooking(e.g.mealforfieldworkoroutdoorsports)and,andnutritivevalue,anddevelopmentoffreezinganddryingtechnology.ThisproductisbasedOllboththetraditionaltofuprocessingtechnologyanddevelopmentoffreezinganddryingtechnology.Inthisreport。
weinvestigatedacorrelationbetweentheprocessingmethodofInstantdryi.gtofuandqualityoftheproduct.Weconcludedthattheproducednewtypetofuhasgoodqualityforcookingandeating.酱油酿造中有害微生物的污染及特性的研究曹小红1加藤博2(天津轻工业学院食品工程系1日本千叶大学研究生院2)摘要中国传统的发酵食品——酿造酱油有着悠久的历史.西汉的史记《急就篇》中有关于酱的最远古的记载;在宋朝的林洪所写的《山家清洪》中出现了“酱油”的支字,这是记截酱油文字最古老的文献;明代李时珍的《本革纲目》中所记载的。
调味品复习题-食品感官评定+复件

☞名词解释:1、调味品:指在食品加工或烹调中能够调2、物理性味觉:是指人对食物的软硬度、理因素或指标的感受。
3、化学性味觉:指人对食物中所含化学物苦、辣、咸等。
4、心理味觉:是指食物的色泽、形状以及对人的味觉而产生的可口与不可口的感觉。
5、阈值(CT):可以感觉到特定味的最小6、等价浓度(PSE):在比较两种同类不同味感觉时的浓度称之为等价浓度。
7、香气值:香气值也称为芳香值、香味强就是香气值,即香气值(FU)=嗅感物质浓度 / 阈值8、酱油:酱油又称“清酱”或“酱汁”,经过微生物酶的作用,发酵水解生成多种氨基酸及各种糖类,并以这些物质为基础,再经过复杂的生物化学变化,形成具有特殊色泽、香气、滋味和体态的调味液。
9、曲种:也称曲精,是采用麸皮为培养基部分麸皮,主要是米曲霉的摇落孢子。
10、豆豉:是以黄大豆或黑大豆为原料,加发酵等工艺而制成的调味品。
11、酱醪:发酵是先将成曲拌入多量的盐12、酱醅:将成曲拌入少量的盐水,使其呈13、比甜度:比甜度:通常是以水中较稳定5%或10%的蔗糖溶液在20℃时的甜度定为1或100),用以比较其他甜味料或甜味剂在同温同浓度下的甜度。
这种相对甜度(甜度倍数)称为比甜度。
其中果糖是所有糖中最甜的糖、返砂现象:在186℃即返砂现象。
利用此现象可制作挂霜菜肴。
15、拉丝现象:当用水或油将糖炒至浅黄、拉丝,即拉丝现象。
利用此现象可用于制作拔丝、琉璃类菜肴。
16、淀粉糖:以淀粉质原料或以淀粉为原包括麦芽糖、葡萄糖、果葡糖浆等,统称为淀粉糖。
17、食醋:食醋是以淀粉质为原料,经过淀程及后熟陈酿而配制成的一种酸、甜、咸、鲜诸味协调的酸性调味品。
18、酱油澄清的定义:生酱油加热后,随着浑浊,须放置于容器中,静置数日,使凝结物及其他杂质积聚于容器底部,从而使成品酱油达到澄清透明的要求,这个过程称为澄清。
☞填空:1、面酱的制作工艺中蒸熟面块设备常用:连续蒸料机糖霜谱),(黄泥水淋脱色法)是中国熬练白糖历史的伟大发明。
酱油制曲过程中常见杂菌污染及防治措施

酱油制曲过程中常见杂菌污染及防治措施
刘平安
【期刊名称】《中国调味品》
【年(卷),期】2001(000)008
【摘要】本文提出了在酱油酿造时的制曲过程中常发生的杂菌污染原因、污染杂菌的种类以及防止杂菌污染的方法,对中小酱油生产企业有一定的指导意义.
【总页数】3页(P23-24,27)
【作者】刘平安
【作者单位】甘肃省乡镇企业学校,
【正文语种】中文
【中图分类】TS264.2
【相关文献】
1.新型控温喷雾加湿系统在酱油生产平床制曲过程中的应用研究 [J], 朱南余;周明印
2.酱油制曲过程中理化、生化指标动态变化 [J], 黄持都;鲁绯;袁圆;纪凤娣;程永强
3.酱油圆盘制曲过程中蛋白酶酶活研究 [J], 樊君;钟小廷;罗红刚;王惠芳;周红梅
4.不同酱油米曲霉制曲过程中的酶活变化分析 [J], 张劲;杨俊;雷学俊;李丽;吴正云;张文学
5.酱油制曲过程中酪氨酸酶的研究 [J], 李强忠
因版权原因,仅展示原文概要,查看原文内容请购买。
发酵工业杂菌污染的控制技术
发酵工业杂菌污染的控制技术摘要:在大多数发酵工业中,都要保持纯种的培养。
然而,许多工业发酵过程中的染菌不仅可能造成了巨大的经济损失,还会扰乱生产秩序、破坏生产计划。
因此,在发酵工业中杂菌污染的灭菌技术及控制技术应当得到生产者的高度重视。
关键字:发酵;杂菌;控制技术工业发酵的染菌问题是许多企业面临的一个严峻的问题,部分企业甚至无法找到染菌的原因,造成连续染菌,不仅造成了经济损失,对于人员的情绪和生产积极性也造成了很多的影响。
我们要控制杂菌污染,首先要找到易染杂菌的环节以及染菌的原因,然后针对其进行分析,进行灭菌技术的改进以及预防杂菌感染的措施。
1.发酵工业中杂菌污染的原因分析发酵染菌的原因,总结防止发酵染菌的经验教训,把发酵染菌消灭在发生以前,防患于未然,是积极制服发酵工业生产过程中杂菌的最重要的措施。
1.1染菌的菌型分类和杂菌生存的条件许多杂菌与我们的工业菌种有着相似的生长条件,因此能够在工业发酵中很好的生长。
我们要控制杂菌的污染,必须对杂菌的生长条件、代谢途径十分了解。
发酵过程中较易感染的杂菌主要有真菌的酵母菌、霉菌等,细菌中的长短杆菌、球菌等以及病毒噬菌体。
最适生长温度是指在此温度下,微生物的新陈代谢达到最大的速率,一般微生物的生长最适温度在25~35℃。
了解各菌种的最适成长温度,对分析染菌的原因有一定的参考价值[1]。
微生物在超过其最高生长温度的环境中生长就会死亡,微生物在高温下死亡的机理是酶遇热后失去活性引发新陈代谢故障而引起的。
我们采用致死温度和致死时间为标准。
掌握各种微生物的致死温度和致死时间有利于灭菌操作。
一般情况下,大肠杆菌、肺炎双球菌和酵母菌在60℃左右10min即可死亡,而枯草芽孢杆菌则要100℃时17min死亡,嗜热芽孢杆菌则需要120℃时12min才能杀死。
微生物生长环境中的pH与微生物的活动有密切关系,pH的变化可能引起某种代谢产物的积累,而pH若发生突变有可能是因为感染了某种杂菌。
发酵生产中杂菌的检查与防治
发酵生产中杂菌的检查与防治在发酵生产过程中,杂菌的检查与防治是至关重要的环节。
杂菌的存在会严重干扰目标菌的生长发育,影响发酵效率,甚至会污染目标产品。
以下将详细介绍杂菌检查与防治的方法。
一、杂菌检查方法1.显微镜检查:取发酵液进行显微镜检查,观察菌体形态和生长情况。
如果发现杂菌,可以进一步进行革兰氏染色、芽孢染色等实验,确定杂菌种类。
2.培养基培养:将发酵液均匀涂布在选择性培养基上,观察菌落形态和颜色。
如果有杂菌,可以根据菌落的特征鉴别其种类。
3.抗体检测:有些杂菌会产生特定的抗体,可以利用抗体检测技术如ELISA、免疫荧光等方法检测杂菌的存在。
4.分子生物学方法:利用PCR、基因测序等分子生物学技术,可以快速、准确地检测杂菌。
二、杂菌防治方法1.发酵原料控制:严格控制原料来源,保证无污染。
对发酵设备进行定期消毒,防止设备带菌。
2.菌种选择与保藏:选择抗逆性强的菌种,并进行定期纯化与保藏,防止杂菌污染。
3.培养基优化:优化培养基成分和配方,提高目标菌对杂菌的竞争力。
4.发酵过程控制:通过控制发酵温度、pH值、溶氧量等参数,抑制杂菌生长。
5.添加抗生素:在发酵过程中添加适量的抗生素,抑制杂菌生长,但要注意不能影响目标菌的生长。
6.膜过滤法:采用膜过滤技术,将发酵液中的杂菌滤除,保证目标菌的纯度。
7.生物防治法:利用某些特定微生物或植物提取物,抑制杂菌生长。
例如,某些乳酸菌可以抑制病原菌的生长。
三、实际案例分析以酱油发酵为例,常见的杂菌检查与防治方法如下:1.杂菌检查:取发酵液进行显微镜检查,观察是否有杂菌存在。
如果发现杂菌,进行革兰氏染色确定其种类。
同时,将发酵液涂布在选择性培养基上,观察菌落形态和颜色。
根据菌落的特征,判断是否有杂菌污染。
2.杂菌防治:首先,严格控制原料和水质,避免污染。
其次,选择优良的菌种进行发酵,并定期进行纯化和保藏。
在发酵过程中,控制温度、pH值和溶氧量等参数,以抑制杂菌生长。
酱油制曲过程中的主要真菌

酱油制曲:曲霉与青霉的作用
在酱油的制曲过程中,主要使用的真菌有曲霉和青霉。
1. 曲霉:曲霉是一种常见的霉菌,在酱油制曲过程中扮演着重要的角色。
曲霉可以产生淀粉酶,将淀粉水解为可发酵的糖类,产生甜味,同时也可以产生蛋白酶,将蛋白质分解为氨基酸。
这些氨基酸和糖类在后续的发酵过程中会相互作用,产生酱油的鲜味和香味。
2. 青霉:青霉也是酱油制曲过程中常见的霉菌之一。
它可以产生青霉素等抗生素,为酱油带来一定的抗菌效果。
青霉在制曲过程中会将淀粉和蛋白质分解为糖类和氨基酸,为后续的发酵提供原料。
这些真菌在酱油的制曲过程中发挥着重要作用,使得酱油的味道更加鲜美。
需要注意的是,不同的酱油生产商可能会使用不同的菌种进行制曲,具体使用哪种菌种取决于生产工艺和产品需求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
酱油制曲过程中常见杂菌污染及防治措施
摘要: 本文提出了在苦油酿造时的制曲过程中常发生的杂菌污染原因、污染杂菌的种类以及防止杂菌污染的方法, 对中小昔油生产企业有一定的指导意义。
关键词: 普油; 制曲; 杂菌污染
1 前言
酱油生产中的制曲工艺过程是酱油酿造的重要环节。
没有质量优良的曲子, 就不会酿造出品质优良的酱油。
制曲是酿造酱油的基础。
生产首先要选择制曲原料, 所用原料必须使米曲霉能正常生长繁殖、制曲容易、曲霉菌分泌的蛋白酶和淀粉酶酶活强, 价格低,来源广, 使所生产酱油香气浓, 质量好。
我国目前酱油生产的首选原料是热榨豆饼、豆粕、小麦, 以及小麦的副产品—熬皮, 进行适当配比, 并经过润料、蒸熟、冷却等一系列处理,然后将米曲霉种曲接种到该基质上, 在适宜的温度、湿度、氧气条件下进行纯种培养, 使米曲霉充分生长发育繁殖, 同时分泌出多量的蛋白酶、淀粉酶以及氧化酶、脂肪酶、纤维素酶等多种酶, 进下一步发酵过程时分解原料中的蛋白质、淀粉等。
由于制曲工作十分重要, 所以对制曲的技术操作十分严格。
无论是采用传统的竹匾、木盘等简单制曲设备还是厚层通风制曲或更先进的圆盘制曲机械, 在制曲过程中都十分重视无菌操作, 尽量防止杂菌污染。
这对优质酱油的生产奠定了物质保障。
尽管如此, 在生产实践中仍时有发生制曲基质被杂菌污染的情况, 造成一定的经济损失。
在制曲过程中会发生杂菌污染是因为无论采用何种制曲设备, 制曲都是在有菌空气的条件下进行, 如果是通风制曲, 则空气中的杂菌就会进入曲料中生长繁殖, 造成杂菌污染, 除非是对空气进行灭菌处理。
尤其是所用种曲抱子数量不足或抱子繁殖力差时, 对杂菌的抵抗力就减弱。
另外, 造成曲料杂菌污染的重要原因还有: 曲料润水不合适, 含水量过高, 制曲时曲室温度高、湿度大以及氧气供给不足等。
根据中国科学院微生物研究所专家的研究, 稼菌、细菌、酵母菌都有不同的程度的污染, 其中的极少部分菌对酱油生产有益, 而绝大多数则对酱油生产有害。
现举例如下:
2 霉菌
2.1 毛霉
一种低等真菌, 菌丝无色, 形如毛发而得名, 繁殖后, 既妨碍米曲霉繁殖, 又会降低酱油的风味。
2.2 根霉
菌丝无色, 菌丝如蜘蛛网状, 形成葡甸菌丝, 向下伸入培养基中, 成为根状的菌丝, 称为假根。
2. 3 青霉
菌丛绿色, 繁殖后产生霉臭味, 影响酱油风味, 并对米曲霉的生长有抑制作用。
3 细菌
3.1 小球菌
小球菌是制曲时杂菌污染的主要细菌。
制曲初期易污染, 它好气, 生酸力弱, 繁殖多时, 影响曲霉菌的生长, 不耐盐, 当成曲制醅后, 会很快死亡, 残留的菌体会造成酱油混浊沉淀。
3.2 粪链球菌
粪链球菌是嫌气菌, 生酸力较强, 当产酸过多时, 影响米曲霉的生长。
3.3 枯草芽抱杆菌
枯草芽抱杆菌是制曲污染菌的代表。
具有芽抱, 好气需氧, 能抗高热, 所以散布极广。
若曲料水分含量高, 就非常容易受到它的侵人而迅速繁殖。
一方面消耗曲料中的蛋白质和淀粉, 生成刺鼻的氨气, 造成曲子发粘并有异臭, 另一方面也影响米曲霉的正常生长和繁殖, 导致制曲失败。
4 酵母菌
4.1 毕赤氏酵母
该属中有一个种叫粉状毕赤氏酵母, 是一好氧性的酵母菌, 它只能部分发酵葡萄糖和半乳糖, 不能发酵麦芽糖、蔗糖、乳糖、棉子糖和蜜二糖, 不能利用硝酸盐。
它消耗糖分而不能生成酒精。
在酱油表面产生酸, 消耗酱油中的营养。
4. 2 醭酵母
能以单糖、硫酸按、尿素、乙醉为营养基质, 分解其而产生酸, 漂浮在酱油表面, 形成一层膜。
在酱油生产中能分解酱油中的成分, 降低产品营养价值, 影响产品质量。
4.3 圆酵母
能生成丁酸及其它有机酸, 使酱油变质。
据测定, 在制曲过程中污染酵母的数目,每克成曲内约有105~108个; 污染细菌的数目, 每克成曲内, 好气性细菌约有105~107个, 兼性厌气性细菌约有106~108个。
这样多数目的杂菌一且迅速生长繁殖, 对酱油制曲的影响是极大的。
制曲中防止杂菌污染, 首先根据杂菌污染的原因, 采取多项措施, 将污染降低到最低限度。
尤其是制曲设备比较简陋的中小企业, 更要加强这方面的工作。
具体应注意以下方面。
选用品质优良的种曲, 即抱子浓密而多,发芽率高, 繁殖力强, 生长快, 蛋白酶和淀粉酶酶活高, 种要纯。
种曲的优劣不仅直接影响成曲的质量, 而且影响酱醛的成熟速度和成品的质量。
成曲接种时要有足够量的种曲。
一般要求种曲用量为制曲投料量的0.3% 左右。
对曲料要求: 含水量合适, 曲料在蒸前进行润水主要使原料中的蛋白质含有一定水分, 以便在蒸料时迅速达到湿度变性;使淀粉易于充分糊化, 以便溶出米曲霉所需要的营养成份; 还有就是供给米曲霉生长繁殖所必要的成分, 但不可过多; 确定合适的加水量要根据原料的含水量, 原料的性质, 原料的配比, 生产季节, 地区气候差异, 蒸料方法, 操作过程中水分散失情况, 制曲设备保温保湿效果等多因素综合确定; 一般应以曲料水分达到 5 0 % 左右较为适宜。
蒸料要求料熟、疏松、灭菌彻底, 摊冷时尽量防止杂菌侵入。
掌握好接种时曲料温度, 一般摊冷至40 ℃以下接种较好, 并且要尽可能翻拌均匀。
加强制曲过程的管理, 严格按照米曲霉生长繁殖的条件进行管理, 主要在温度、湿度、空气几个方面严格控制,及时进行翻曲。
对于制曲设备和设施, 无论采用曲盘、曲盒还是曲池制曲, 在制曲前都要进行严格的灭菌消毒工作, 防止制曲时带人杂菌。
在做好上述几项工作的前提下, 可在制曲原料中添加0 . 3 % 冰醋酸, 可有效的抑制细
菌的生长, 使成曲中细菌数大幅度减少, 而酶活则有所提高。
在生产中如果能系统全面的贯彻执行上述原则和方法, 一般都能制得质量好的成曲,为下一步的酱油生产奠定好的基础。