深孔加工关键技术及发展
深孔喙的加工工艺及关键工装设计
3 结 束 语
较 大长径 比 的深 孑 L 类 零 件 加 工 困难 , 加 工 效 Pr o c e s s i n g Te c h no l o g y a n d Ke y Eq u i pm e n t De s i g n o f De e p Ho l e Be a k
随着 科技 和 工业 生产 的进 步 以及 微 小精 密 机
械 的发展 , 细 深 孔 的 应 用 日趋 广 泛 , 出 现 了越 来 越
1 深孑 L 喙 加 工 分 析
1 . 1 深 孔 喙 的 结 构 分 析
多 的带有 细 深 孔 的 零 部 件 。例 如 , 某 微 创 医 疗 器
械 关 键 零 件 5 × 3 ×8 O型 深 孔 喙 就 有 细 深 孔 , 其材 料 为 医用 3 1 6不 锈 钢 , 该 材 料 具 有 良 好 的 耐
0
’ - -■
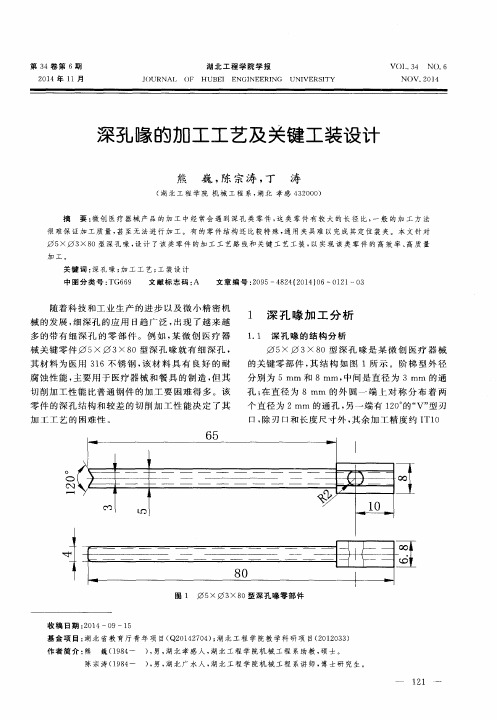
图 1
5 x 3 ×8 0型 深 子 L 喙 零 部 件
收 稿 日期 : 2 O l 4 一O 9—1 5 基金项 目: 湖 北 省教 育 厅 青 年 项 目( Q2 o 1 4 2 7 o 4 ) ; 湖 北 工 程 学 院教 学 科 研 项 目( 2 0 1 2 0 3 3 ) 作者简介 : 熊 巍( 1 9 8 4 一 ) , 男, 湖北孝感人 , 湖 北 工 程 学 院 机 械 工 程 系助 教 , 硕 士。 陈宗涛( 1 9 8 4 一 ) , 男, 湖北广水人 , 湖 北 工 程 学 院 机 械 工 程 系讲 师 , 博士研究生。
5 ×j 2 『 3 X 8 0型 深 孔 喙 , 设 计 了该 类 零 件 的加 工 工 艺路 线和 关键 工 艺 工 装 , 以实现该 类零件 的高效率 、 高 质 量
超深孔专项方案
一、项目背景随着我国科技、工业的快速发展,对于高精度、高性能材料的需求日益增加。
在半导体、航空航天、地质勘探等领域,超深孔加工技术已成为关键技术之一。
超深孔加工具有加工难度大、技术要求高、成本高昂等特点,因此,制定一套科学、合理、高效的超深孔专项方案至关重要。
二、方案目标1. 提高加工效率:通过优化加工工艺、提高设备性能,实现超深孔加工效率的提升。
2. 降低加工成本:通过合理选择加工材料、优化加工参数,降低超深孔加工成本。
3. 保证加工质量:确保加工孔的尺寸精度、表面质量、孔壁粗糙度等指标达到设计要求。
4. 提高设备可靠性:选用高性能、高可靠性的加工设备,降低设备故障率。
三、方案内容1. 加工工艺优化(1)合理选择加工材料:根据加工要求,选择具有高硬度、高强度、高耐磨性的加工材料。
(2)优化加工参数:根据加工材料、加工设备、加工环境等因素,确定合适的加工参数,如切削速度、进给量、切削深度等。
(3)改进加工方法:采用高效、稳定的加工方法,如超声波加工、电火花加工等。
2. 设备选型与维护(1)选用高性能、高可靠性的加工设备:如数控机床、超深孔钻头、超声波加工设备等。
(2)加强设备维护:定期检查、保养设备,确保设备处于良好状态。
3. 加工环境优化(1)保持加工环境稳定:控制加工车间温度、湿度、尘埃等环境因素,确保加工质量。
(2)提高加工人员技能:加强加工人员培训,提高其操作技能和故障处理能力。
4. 质量控制(1)严格执行工艺规程:确保加工过程符合设计要求,提高加工精度。
(2)加强检验检测:对加工孔的尺寸、表面质量、孔壁粗糙度等指标进行检验,确保加工质量。
(3)建立质量追溯体系:对加工过程进行全程监控,实现质量追溯。
四、方案实施与监控1. 制定详细实施计划:明确各阶段任务、时间节点、责任人等。
2. 建立监控体系:对加工过程、设备状态、人员操作等方面进行实时监控。
3. 定期评估:对方案实施效果进行评估,及时调整方案,确保项目顺利进行。
机械加工过程中的深孔加工技术分析
2 . 高压 内排屑深孔钻钻深孑 L 加工技术
2 . 1 单 刃深孔钻钻深孔加工技术 内排 屑单 刃深 孔钻 的刀片和导 向部分采用 硬质 合金材料 . 其刀尖 偏离 中心 3 m m . 以至于在切 削时工件 中心形成 定心尖 , 并 能够抵消一 部分径 向切 削力 。 主切削刃形成 阶台型 . 能够起到分 屑的作用 。 在操作 时可依据钻孔直径 大小来定其分刃数量 , 保证排屑顺利 。 在深孔加工过程中. 各削刃的后 刀面应和被加工 的孔径错开 . 防止 加工时对孔的表 面造成损伤 而导向垫 的尺寸则要 比刀具刃部 直径尺 寸小 0 . 0 8 — 0 . 1 mm, 以免影响钻孔的直线性 。导 向垫上的倒角设计为 1 × 1 8 。 将有利于吸人切削液从而形成油楔 。这种深孔加工技术主要应用在 求 都可以降低 。因此 , 我们应该尽可能采用较先进的喷吸钻加工。 各种实心铸件的油缸上 . 在实践过程 中发现其效果还是比较好的。 对不 同直径的深孔 , 应选不 同形式的钻头加工 . 这样可以发挥各种 深孔加工时 . 切削 区域 的温度高 , 为保证正常工作 . 冷 却液的温度 一 2 0 小直径深孔时用枪孔钻 ; 加工 巾 4 _ 4 0 一 要控制在一定合适 范围内. 一般规定冷却液 的最 高工作 温度将不超过 钻头的特长。如加工 3 加工 2 0 一 6 5 深孔时 , 用 喷吸钻 或高压 内 4 5 — 5 0 ℃. 如果超过 这一数值 . 就应 立刻采用冷却装 置如水 冷或风冷来 般孔 时可用硬质合金钻 头 ; 排屑深孔钻; 加工 6 5以上的深孔时用机械夹固式不重磨深孔钻 。 降低冷却液 的温度 . 保证正常 的深孔加工 。
◇ 科技论坛◇
科技 嚣向导
2 0 1 3 年第0 9 期
机械加工深孔加工技术

机械加工深孔加工技术汇报人:2024-01-02•深孔加工技术概述•深孔加工的工艺流程•深孔加工的刀具与设备目录•深孔加工的质量控制•深孔加工的难点与解决方案•深孔加工的应用实例01深孔加工技术概述深孔加工技术是指对深度大于孔径的孔进行加工的技术。
定义深孔加工具有加工难度大、技术要求高、需要特殊的加工设备和工艺方法等特点。
特点定义与特点深孔加工在许多领域中都有广泛应用,如航空航天、能源、化工等,是满足产品性能要求的重要手段。
满足产品性能要求采用深孔加工技术可以大大提高生产效率,减少加工时间和成本。
提高生产效率深孔加工技术的精度和表面质量要求高,能够保证产品的质量和可靠性。
保证产品质量深孔加工的重要性深孔加工技术起源于20世纪初,随着工业的发展和技术的不断进步,深孔加工技术也在不断改进和完善。
现代深孔加工技术正朝着高精度、高效率、自动化和智能化的方向发展,未来将会有更多的新材料、新工艺和新设备出现。
深孔加工技术的历史与发展发展趋势历史回顾02深孔加工的工艺流程1 2 3钻孔是深孔加工的起始阶段,主要使用钻头在工件上打孔。
钻孔时需要控制切削速度和进给量,以获得良好的切削效果和孔径精度。
钻孔过程中需要使用冷却液来降低切削温度和润滑钻头。
扩孔是对已钻孔进行扩大直径的加工,以修正孔径偏差或得到所需直径。
扩孔可以使用多种刀具,如扩孔钻、锪钻和车刀等,根据需要选择合适的刀具。
扩孔过程中需要控制切削速度和进给量,以确保孔径精度和表面质量。
01铰孔是对已钻孔进行精加工,以提高孔径精度和表面质量。
02铰孔使用的刀具有多种,如机铰刀、手铰刀和锥铰刀等,根据需要选择合适的刀具。
03铰孔过程中需要控制切削速度和进给量,以确保孔径精度和表面质量。
镗孔可以使用多种刀具,如镗杆、车刀和铣刀等,根据需要选择合适的刀具。
镗孔过程中需要控制切削速度和进给量,以确保孔的形状精度和表面质量。
镗孔是对已钻孔进行进一步加工,以修正孔的轴线偏差和提高孔的形状精度。
机械加工深孔加工技术

02
深孔加工技术分类
枪钻技术
01
02
03
原理
枪钻是利用后角刀刃和切 削部分同时进行切削,实 现钻孔的加工。
特点பைடு நூலகம்
枪钻的刚性和导向性较好 ,可以加工小直径、深孔 和精密孔。
应用
广泛应用于汽车、航空航 天、机床等领域。
BTA深孔钻技术
原理
BTA深孔钻是利用切削液 通过钻头内部通道从钻头 喷出,将切屑从钻头外部 排出,实现深孔加工。
排屑问题
总结词
深孔加工中的排屑问题通常是由于切削过程中产生的切屑堆积、堵塞或排出不畅所引起的。
详细描述
为了解决排屑问题,可以采取多种措施,如优化刀具形状和切削参数、选择合适的冷却液和润滑剂、 使用振动器或超声波装置等。此外,还可以通过改变加工方式或使用专门的排屑装置来避免切屑堵塞 或排出不畅的问题。
加工要求
高精度、高强度、高耐热性
加工过程
应用效果
使用深孔钻进行粗加工和精加工,保证孔 的直径、圆度和表面粗糙度符合要求,并 进行热处理提高零件强度和耐热性
提高发动机性能和安全性,降低维护成本
案例三:某医疗器械零件深孔加工
零件名称
医疗器械微针头
加工要求
高精度、高表面质量、高一致性,微米级 尺寸
加工过程
应用
广泛应用于机械、航空航天等领域 。
挤压钻技术
原理
挤压钻是利用钻头挤压孔壁,使 材料发生塑性变形,实现深孔加
工。
特点
挤压钻具有加工硬化层浅、工件 表面质量好等优点,但需要较大
压力和较强的刚性支撑。
应用
广泛应用于机械、航空航天等领 域。
03
深孔加工机床与工具
机械加工深孔加工技术研究的论文

研究背景与意义
研究内容
本文主要研究了深孔加工技术的现状、发展趋势和存在的问题,重点探讨了深孔加工的关键技术、加工参数优化、加工质量与效率提升等方面的内容。
研究方法
本文采用文献综述、理论分析和实验研究相结合的方法,对深孔加工技术进行了全面的研究和分析。首先,通过对国内外相关文献的梳理和评价,掌握了深孔加工技术的研究现状和发展趋势。其次,结合理论分析,对深孔加工过程中的切削力、切削温度、刀具磨损等关键因素进行了深入研究。最后,通过实验研究,对深孔加工参数进行了优化,并验证了所提方法的可行性和有效性。
研究不足与展望
虽然本文研究的深孔加工技术在某些方面取得了进展,但仍存在一些问题需要进一步研究和改进。
未来可以进一步优化深孔加工技术的工艺参数,提高加工效率和质量。
针对不同类型的材料和产品,需要研究更加适应的深孔加工技术,以满足不断变化的市场需求。
07
参考文献
总结词
详细描述
总结词
参考文献
感谢观看
机械加工深孔加工技术研究的论文
2023-10-30
CATALOGUE
目录
引言机械加工深孔加工技术概述机械加工深孔加工技术研究现状机械加工深孔加工技术改进与创新机械加工深孔加工技术实际应用案例分析结论与展望参考文献
01
引言
深孔加工技术是机械加工中的重要组成部分,广泛应用于航空、航天、汽车等领域。
THANKS
模具钢材料深孔加工
模具型腔深孔加工
深孔加工技术在模具制造业的应用案例
06
结论与展望
研究结论
本文研究的深孔加工技术在实际生产中得到了广泛应用,并取得了良好的效果。
深孔加工技术研究综述
深孔加工技术研究综述熊艳伦;汤佳骏;刘炜【摘要】In the machining process, the deep hole is one of the construction that is most difficult to process. Deep hole machiningmakes a very high demand of the machiningequipments.Therefore, the studies ofits pro-cessing method is necessary.In this paper, the concept, features, technology, processes and applications of deep hole machining were introduced, and finally the development trend of deep hole machiningis analysed.%机械加工过程中,深孔是加工难度最高的工序之一。
深孔的加工对加工设备提出了很高的要求,因此研究其加工方法十分必要。
本文对深孔加工的概念、特点、技术及工艺和应用等方面进行了介绍,并分析了深孔加工的发展趋势。
【期刊名称】《现代农业装备》【年(卷),期】2016(000)003【总页数】6页(P24-28,34)【关键词】深孔加工;制造技术;工艺【作者】熊艳伦;汤佳骏;刘炜【作者单位】广州市蕴泰精密机械有限公司,广州 510530;广州市蕴泰精密机械有限公司,广州 510530;广州市蕴泰精密机械有限公司,广州 510530【正文语种】中文机械加工中的深孔,一般指零件内孔的长度与直径之比大于5的孔,其几何特征决定了它是机械加工中难度最高的加工过程之一。
深孔加工对刀具提出了很高的要求,一般刀具很难同时保证孔的长度和精度要求。
另外,近年来难加工材料(例如高强度合金材料)的运用给深孔加工提出了更高的要求。
机械加工深孔加工技术研究论文

机械加工深孔加工技术研究论文机械加工深孔加工技术研究论文一、研究背景深孔加工是目前机械加工领域的一个热门技术,适用于制作特制的精密孔和精密轴。
特别是在一些外国企业的高精密加工领域和国防军工等领域,深孔加工都被广泛应用。
深孔加工在航天、军工、锅炉和化工等高端制造领域有着重要的地位。
然而,由于深孔加工的特殊性,其难度和风险相对较高。
长时间的孔加工过程和复杂的孔形结构都会给孔加工带来较大的不确定性和变异性等风险。
因此,在深孔加工领域,深入研究其加工技术和优化方法,提高深孔加工的加工质量和效率,对于提升我国制造业的技术水平和产品质量有着重要的意义。
二、研究内容和方法本论文通过对深孔加工的研究和实际应用,系统地分析了深孔加工技术的相关原理、特点和应用方法。
并在此基础上,提出了一种优化深孔加工的方法。
该方法主要涉及到以下几个方面:1. 工艺参数优化,在保证加工质量、安全性和效率的基础上,寻求合适的加工参数组合。
这里所指的工艺参数包括加工切削速度、进给速度、切削深度和加工精度等。
2. 加工设备优化,根据加工孔的形状和材料特性,合理选择深孔加工机床和刀具。
对于不同的孔型,采用不同类型的刀具和工艺流程,以保证加工的效率和质量。
3. 加工过程监控,在加工过程中通过监控切削力、温度和位移等参数,实时反馈并控制加工过程。
通过数据分析和处理,优化加工过程控制,提高加工质量。
4. 刀具润滑改进,在切削过程中应选用合适的刀具润滑方式,以降低切削力和工具磨损程度,提高加工效率和质量。
本论文的实验内容主要包括了深孔加工试样制作、加工参数优化和加工质量评估等。
通过分析加工过程中的各项参数,对加工效率和质量进行了比较和分析。
三、研究结论通过本研究的实验和分析,可以得出以下结论:1. 在深孔加工中,加工参数的选择和优化是关键。
不同的参数组合会直接影响加工效率和加工质量。
因此,应选用适合的参数组合以保证加工效果。
2. 加工设备对于深孔加工的影响较大。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
深孔加工关键技术及发展
作者:何定健, 李建勋, 王勇, He Dingjian, Li Jianxun, Wang Yong
作者单位:四川大学制造科学与工程学院
刊名:
航空制造技术
英文刊名:AERONAUTICAL MANUFACTURING TECHNOLOGY
年,卷(期):2008(21)
被引用次数:5次
1.王世清深孔加工技术 2003
2.樊铁镔深孔加工技术综述 1994(05)
3.张银东.吴伏家深孔加工技术在管制造业中的扩展应用[期刊论文]-机械管理开发 2004(03)
4.庞浩深孔加工的发展综述 1996(04)
5.王杰.李方信.肖素梅机械制造工程学 2004
6.刘运敏深孔加工技术浅谈 1989(03)
7.王峻现代深孔加工技术 2005
8.赵志霞深孔加工工艺分析[期刊论文]-内燃机燃油喷射和控制 2001(03)
9.荣烈润现代特种加工技术的进展[期刊论文]-机电一体化 2007(04)
10.张棉好.徐洪.刘智强深孔加工的数控编程[期刊论文]-机床与液压 2006(05)
11.彭海.张敏.王水航干式深孔加工技术的研究[期刊论文]-新技术新工艺 2006(05)
1.刘顺芳.LIU Shun-fang小直径深孔加工问题的探讨[期刊论文]-轻工机械2006,24(4)
2.关世玺.范国勇.常兴.GUAN Shixi.FAN Guoyong.CHANG Xing深孔加工关键技术研究[期刊论文]-新技术新工艺2007(8)
3.周养萍.杨承涛.ZHOU Yang-ping.YANG Cheng-tao深孔加工的新方法——钻铣法[期刊论文]-组合机床与自动化加工技术2007(10)
4.深孔加工技术等3则[期刊论文]-宇航材料工艺2004,34(3)
5.王峻20世纪深孔加工技术的兴衰及新突破--介绍SIED深孔加工集成技术[期刊论文]-机械管理开发2004(4)
6.彭海超细长小直径深孔的加工工艺研究[期刊论文]-现代制造工程2003(11)
7.艾小凯.米志德内排屑小深孔加工技术的研究现状[期刊论文]-新技术新工艺1999(1)
8.彭海.张敏.王水航干式深孔加工技术的研究[期刊论文]-新技术新工艺2006(5)
9.孔令飞.李言.吕延军.KONG Ling-fei.LI Yan.L(U) Yan-jun BTA深孔加工钻杆系统的稳定性及分岔[期刊论文]-兵工学报2009,30(12)
10.彭海.刘战锋.刘雁蜀深孔加工难题例解[期刊论文]-新技术新工艺2001,1(6)
1.王玲君.杨富明.邓晓晓错齿BTA钻深孔加工刀具设计[期刊论文]-机电技术 2011(2)
2.尹玮中.宋爱平.顾增俊.黄建大口径深孔加工方法探讨[期刊论文]-机械工程与自动化 2011(5)
3.李涛亚干式深孔钻削系统的研究[期刊论文]-机械管理开发 2009(5)
4.池宪.闫兵航空复杂壳体深小孔的高效精密加工技术[期刊论文]-航空精密制造技术 2012(3)
5.杨顺田.侯忠坤深孔钻削中受力分析与切削参数定量分析[期刊论文]-组合机床与自动化加工技术 2013(1)
6.杨吉茂.辛舟深孔镗杆在推镗和拉镗时的ANSYS受力分析[期刊论文]-机械设计与制造 2011(7)本文链接:/Periodical_hkgyjs200821016.aspx。