铸造补缩(冒口)系统设计
13.设计补缩系统(1)重点
灰铸铁铸件生产技术课时教案
课题名称设计补缩系统(1)课次13 授课日期
授课班级材料1301
授课地点铸造技术实训基地
教学目的
与要求学习冒口、补贴和冷铁的使用方法和设计方法
重点难点
及
解决方法重点:冒口设计原理难点:均衡凝固理论
教学设计(方法、教具、手段、内容)
教学设计时间考勤
引题
【项目信息】编制铸造工艺规程
【讲解】
一、冒口的设计
1. 冒口的作用
2. 冒口的种类
3. 缩孔和缩松
4. 冒口的补缩原理
5. 冒口的有效补缩距离
6. 均衡凝固理论
7. 灰铸铁件冒口的设计方法
二、补贴的使用
1. 补贴的作用
2. 补贴的设计方法
三、冷铁的使用
1. 冷铁的作用
2. 冷铁分类
3. 冷铁的设计与选用
5min
5min
90min
50min
50min
课外作业。
《冒口系统设计》课件

冒口系统是铸造工艺中的重要组成部分,其主要作用是容纳多余的金属液体。一个完整的冒口系统通 常包括冒口本身、溢流槽和保温材料等部分。冒口的设计应考虑金属液的容量、模具的冷却速度等因 素。溢流槽的作用是将多余的金属液引入冒口,保温材料则用于保持金属液的温度。
冒口系统的分类
要点一
总结词
根据用途和结构,冒口系统可分为热冒口和冷冒口两类。
压接焊
通过施加压力使两个金属表面紧密接触,然后加热熔化表面层, 形成连接。
钎焊
使用熔点低于母材的钎料作为填充金属,将母材加热至钎料熔化 ,然后冷却凝固形成连接。
热处理工艺
退火
将金属加热至高温并保持一段时 间,然后缓慢冷却至室温,以消 除内应力、提高塑性和韧性。
正火
将金属加热至高温并保持一段时 间,然后快速冷却至室温,以细 化晶粒、提高强度和韧性。
环保性原则要求在选择冒口材料时,要优先选择可再生、 可回收、低污染的材料,同时还要考虑到冒口系统的冷却 方式、废弃物的处理方式等因素,以实现绿色铸造的目标 。
03 冒口系统设计流程
需求分析
需求调研
深入了解用户需求,明确设计目标, 收集相关数据和信息。
需求整理
对收集到的需Байду номын сангаас进行分类、筛选和整 理,形成详细的需求文档。
方案制定
方案构思
根据需求分析结果,初步拟定设计方 案,包括功能模块、界面布局等。
方案评审
邀请专家或团队成员对方案进行评审 ,提出改进意见,完善设计方案。
详细设计
界面设计
根据方案制定界面风格、色彩搭配、图标和按钮 等视觉元素。
交互设计
确定各个功能模块的交互流程、操作方式和反馈 机制。
最新冒口系统设计

Mr=1.2Mc=2.3cm
查标准圆柱形暗冒口表:当Mr=2.38cm, 收缩 率为5%、每个暗冒口能补缩的最大铸件体积 为 4.1L ( 重 量 32kg ) 时 , 冒 口 的 尺 寸 为 ¢ 120mm×188mm(h) (h=1.5d) 。 可 见 设 计一个冒口已经足够。
冒口系统设计
一、冒口的作用
为了使铸件在凝固的最后阶段得到补缩,防 止缩孔、缩松、裂纹、变形等产生,则在铸件上 设置冒口。
冒口-储备足量的液态金属,又可排气、集 渣。铸造合金凝固时,均产生体积收缩,凝固后 均会形成孔洞-缩孔、缩松。
三、冒口的设计原则 (一)设置冒口的必要性
(二)、冒口位置选择原则
(2)冒口要能根据设计的要求提供足够的 金属来补偿铸件的液态收缩,凝固收缩以及 由于型腔扩大而增加的体积。而且要力求铸 件的成品率高。
(3)冒口和铸件受补缩部位之间,要保持 一定的温度梯度和凝固梯度,以保证补缩通 道畅通。
(五)校验方向性(顺序)凝固和多冒口的 综合效果
由于冒口的有无及其位置、大小等将直接 影响铸件的温度场,从而影响凝固的进行状 态。此外,在多冒口的情况下还有可能发生 相互间的干扰。因此需要校验是否不产生缺 陷。
3-3冒口的设计及计算
以铸钢件冒口设计为主,凡实行顺序凝 固的一切合金铸件均适用。 冒口的设计: 凝固时间原则:模数法 几何关系原则:缩管法
热节圆法
(一)模数法
模数:体积和散热表面积的比值称模数
M=V/A 其中:M - 模数(m);
V - 铸件体积(m3) A - 散热表面积(m2)
模数法:根据铸件凝固理论,铸件凝固时间决定于 它的体积和表面积的比值,即铸件的模数。M小的 铸件凝固时间短;M大的铸件凝固时间长,模数方 法计算冒口尺寸就是建立在模数的基础之上。
可锻铸铁件冒口设计最新实用版
表中数据的1.1~1.2倍;当一只暗冒口补缩两个以上的热节区时,该
暗冒口的直径要相应增大到表中数据的1.2~1.3倍。
感谢观看
m—铸件质量 M—铸件模数
2.比例法
表4-9 可锻铸铁件暗冒口尺寸
当一只暗冒口补缩两个以上的热节区时,该
为增强冒口的补缩作用,常用带暗冒口的浇注系统
Байду номын сангаас
V为1为表2图VV1图m当图V当1V表m1V表为大— — — —.————————增增中44一4一4中增,直 -直 --直 -直冒冒冒冒冒冒铸 铸4449强 强 数 个 只 数 强 一333浇浇浇浇口口口口口 口件件冒冒据只暗可据冒般可可可道道道道体体体体体 体质质口口的暗冒锻的口可锻锻锻积积积积积 积量量D的的1冒口铸1的取2222暗铸铸铸..————补补口补铁补=DDDDDDDMM铁铁铁暗暗暗暗冒(————— —缩缩补缩件缩=——2件件件(冒冒冒冒3冒冒冒冒冒 冒作作缩两暗作.铸铸口~带带带2D口口口口口口口口口 口用用两个冒用4件 件~暗 暗 暗)直T直 直 直 直 直直,,个以口,233模3模3冒冒冒。————.径径径径径 径常常热上尺常数数8径口口口冒冒冒冒)用用节的寸用Tffffff的的的口口口口————— —带带区热带浇浇浇颈颈颈颈冒冒冒冒冒 冒暗暗时节暗注注注口口口口口 口冒冒,区冒系系系颈颈颈颈颈 颈口口该时口统统统截截截截截 截的的暗,的面面面面面 面浇浇冒该浇hH积积积积积 积=注注口注上=0系系的系铸1.型2统统直统.5件5径DD要被相补应增缩大位H到=置下H0=.型2D5D
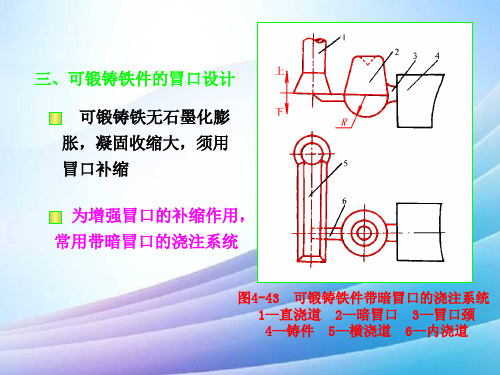
三、可锻铸铁件的冒口设计
可锻铸铁无石墨化膨 胀,凝固收缩大,须用 冒口补缩
为增强冒口的补缩作用, 常用带暗冒口的浇注系统
图4-43 可锻铸铁件带暗冒口的浇注系统 1—直浇道 2—暗冒口 3—冒口颈 4—铸件 5—横浇道 6—内浇道
三维铸造工艺CAD冒口系统设计
三维铸造工艺CAD冒口系统设计邹左明;杨金鹏【摘要】The riser system design is the key design in the steel casting process. This paper introduces the desigh of three dimen-sional steel casting process CAD riser system in detail. The casting hot spot, parameters, subsidies, adding local modulus calcula-tions are contained in this design. It also describes this method which is used to guide the production, ensure its quality and improve its production efficiency.%冒口系统设计是铸钢件铸造工艺设计的关键和重点之一,详细论述了三维铸造工艺CAD冒口系统设计方法。
冒口系统设计包含计算补贴参数、添加补贴、计算局部模数、计算冒口模数、确定冒口位置、计算冒口数量、添加冒口(包含冒口套)等步骤。
主要介绍了三维铸造工艺CAD冒口系统设计的过程,对指导铸造生产,确保铸件质量和提高劳动生产率有着一定的现实意义。
【期刊名称】《机械制造与自动化》【年(卷),期】2016(000)004【总页数】4页(P81-83,116)【关键词】铸钢;冒口系统设计;铸造工艺【作者】邹左明;杨金鹏【作者单位】四川信息职业技术学院,四川广元628017;四川信息职业技术学院,四川广元628017【正文语种】中文【中图分类】TG24铸造工艺CAD是提高铸造工艺水平、科学化管理铸造工艺图样的有效工具,它能使工艺人员从繁杂的手工劳动和大量的繁琐计算中彻底解放出来,不再需要描图员手工描图,直接用打印机打印透图。
铸钢冒口的设计

铸钢冒口设计
1. 设计步骤:确定冒口的安放位置
初步确定冒口数量
划分每个冒口的补缩区域,选择冒口类型
计算冒口的具体尺寸
2. 冒口计算方法:模数法+比例法+补缩液量法
一模数法
1 )计算原理
要保证冒口晚于铸件凝固,需冒口的模数大于铸件被补缩部位的模数。
2 )计算步骤
计算铸件模数
根据铸件需补缩部位,划分补缩区,分别计算铸件的模数。
3)确定铸钢件体收缩率
4)确定冒口形状和尺寸查相关表格。
5)确定冒口数目
6)校核冒口的最大补缩能力。
二比例法(热节圆法)
使冒口根部直径大于铸件被补缩处热节圆直径或壁厚,再以冒口根部直径来确定其他尺寸。
查表步骤:
1)选取比例系数c(先按铸件结构选择冒口类型,再选比例系数);
2)确定冒口高度(根据直径D确定);
3)确定每个冒口长度或冒口个数(根据冒口延伸度确定)。
三铸件工艺出品率的校核
铸件重量
工艺出品率=
铸件重量+浇铸系统重
量+冒口重量
表4-7 说明校核方法。
采用普通冒口时,冒口尺寸可根据表中数值进行验算和调整,即将冒口重量代入计算后,若工艺出品率低于表中数值,则冒口尺寸偏大,可适当减小冒口高度;若高于表中数值,则应加大冒口尺寸或增加冒口个数。
四冒口计算举例
模数法
轮缘与轮辐的交接处为热节,其直径d按作图法得50(大于轮缘厚40);按作图法且考虑热节增大,见P126图4-31,dy=d+(10~30),取d=60(见P134比例法)。
轮缘热节处按表4-5应为板与杆的相交体,由图4-35可得a=d=60mm,
b=180mm,c=24mm.。
铝合金砂型铸造案例分析- 浇冒口系统设计

横浇道尺寸 内浇口尺寸
使用以上信息,我们就可以建议一模4件的 初始工艺设计方案。
为什么没有加次冒口2、3?
在初始设计中,我们将验证从主冒口浇注 产生的温度分布变化能否使所有的凝固顺 序都指向主冒口,而不用加次冒口。如果
不行的,再添加冒口或冷铁等。
接下来,对初始设计工艺进行模拟。使用 FLOWCast™模拟充型过程,使用
及最大出品率的冒口尺寸。
联系方式 天津富宇创想科技有限公司
公司网站:
冒口冒口2推荐直径推荐直径15英寸英寸x高高3英寸英寸冒口冒口3尺寸相同直径尺寸相同直径15英寸英寸x高高3英寸英寸接下来使用浇注系统设计向导接下来使用浇注系统设计向导gatingdesignwizard?确定最优浇注时间确定最优浇注时间直浇道横浇道及内浇口尺寸直浇道横浇道及内浇口尺寸最优浇注时间最优浇注时间直浇道形状直浇道形状浇口位置浇口位置浇注系统截面比浇注系统截面比直浇道直径直浇道直径横浇道尺寸横浇道尺寸内浇口尺寸内浇口尺寸使用以上信息我们就可以建议一模使用以上信息我们就可以建议一模4件的初始工艺设计方案
行分析,得到铸件模数*。根据模数就可以
知道铸件每部分的凝固顺序,并用来确定冒 口或浇口放置的最佳位置及给出冒口尺寸。
*注: 传统的模数定义为——体积:表面积,SOLIDCast使用的是热 模数,这比传统的方法要准确的多。
铸件上的模数分布
冒口设计向导(Riser Design Wizard)通 过分析铸件上的模数分布,给出推荐的冒
铸件上的缩松(弥散的缩松)分布
X-Ray View
结论
使用浇注系统设计向导和冒口设计向导, 我们可以很快的设计出铸件工艺方案。使 用FLOWCast和SOLIDCast可以快速验证
液态成形中铸件补缩原理及冒口设计
(4)采用回转铸型法的浇注工艺。在某些情况下(如铸件形状复杂, 合金液易氧化等)必须采用底注式,但底注式又无法造成冒口补缩 所需的凝固顺序。
宽结晶温度范围的合金倾向于糊状凝固,结晶始点波 较快到达铸件断面中心,结晶骨架迅速布满整个断面, 使冒口的补缩通道受到阻碍,顺序凝固的原则就较难实 现。
顺序凝固原则容易使铸件不同部位存在较大的温差,使 铸件出现裂纹、残留应力和变形等缺陷倾向增大。
2)同时凝固(contemporaneous solidification)的原则
合理地确定浇注系统和浇注工艺,不仅影响铸型内的温度场 分布和冒口的补缩效果,而且对防止其他各种缺陷(如气孔、夹 砂、冷隔、氧化夹渣、应力裂纹等)均有很大影响。因此,究竟 采用怎样的浇注系统和浇注工艺,必须根据铸件的结构特点, 合金的凝固特性以及铸件的技术要求综合地考虑,并且在生产 实践中不断地总结和改进,才能不断提高产品质量。
对某一具体铸件而言,到底应该采取顺序凝固原则 还是同时凝固原则,还应当根据该铸件的合金特点,具 体铸件结构及其技术要求,以及可能出现的其它缺陷 (如残留应力、变形、裂纹)等综合考虑,找出矛盾的 主要方面,才能最后合理地加以确定。
5.2确定合理浇注系统及浇注工艺
要获得良好的补缩条件,得到健全的铸件,首先必须合 理地确定浇注系统,主要包括如何选择浇口在铸件上的引 入位置,确定浇口和冒口的相对位置,确定浇注系统的类 型等,这些对铸件凝固时的温度场分布有着显著的影响。 (1)浇口从铸件厚实处引入以加强铸件的顺序凝固。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• heating effect riser 4M 热效冒口4M by conduction and metal transport • endeffect 5M • effect of cooling blocks 6M
to prevent heat cracking:为防止热裂: length of a cool block = 3 a 4 x it's thickness
冷铁的长度 = 3, 4X 其厚度
distance between cool blocks = max. it's length
冷铁间的距离 = 最大为其长度
• 球形冒口 20% 体积补缩
Assumptions: - metal solidifies exogeneously (in layers) - same mould material of riser and part
Thermal busses: 热套冒口 • isolation bus deliveres
(NB: M is usually given in cm!)
基本原理
Solidification time t as function of modulus:凝固时间是模数的函数 • t = A2V2/S2 sphere 球形 • t = B2V2/S2 plate 板型 with B = 1.15 A A and B depend on: • thermal properties of metal • thermal properties of sand • difference in pouring and solidification temperature Assumptions: 1. sand mould is infinity 2. contacttemperature between sand and metal is identical 3. during solidification the contact temperature is constant
3 feeding distance must be large enough
液态金属必须具有足够的补缩距离
solidification time riser > solidification time part
冒口凝固时间 > 铸件凝固时间
Mriser > 1.2 Mpart M冒口 > 1.2 M铸件 under the following conditions: - mould is filled at t = 0 s. (no mould filling) - temperatures riser and part are uniform at t = 0 sec. - part and risers are surrounded with the same mould material
冷铁的厚度= 放置位置部分铸件的模数(=0.5D)
Rule of thumb to correct for the heating effect during mould filling: thickness of cooling block = part thickness (= 2Mpart)
冷铁的厚度= 铸件的厚度(=2M件)
•
The volumereduction of the castings with a constant wall thickness is found as external shrinkage in outer dimensions e.g tubes. 铸件完全绝热管状收缩。
3. The shrinkage porosities are constantly compensated by liquid metal from a riser液态收缩不断由冒口中的液态金属来补给。
补缩(冒口)系统设计
目录
1. 定向凝固 2. 定义: 铸件模数 3. 基本原理 4. 冒口的基本公式 5. 冒口颈 6. 冷铁
Theoretically no shrinkage porosities are found in the following conditions: 理论上铸件无缩孔及缩松的条件 1. The metal does not show any shrinkage behaviour and the mould wall is stable.金属无任何收缩,砂型尺寸稳定
影响冒口径尺寸的参数:
-distance between the riser to the part
-冒口到铸件的距离
-shape of the neck
-冒口颈的形状
-break-cores
-冒口座
冷铁
Purpose: shorten the solidification time in (a specific zone of) a part 目的:缩短铸件中有些部位的凝固时间 Cooling surface of a cooling block is equal to 2.5 times the cooling surface of sand if nog air gap is created. 冷铁的冷却表面积应是2.5倍的铸件与砂模的接触面积 thickness of cooling block = min. modulus of part at it's position(= 0.5 D) (for maximum cooling effect)
Nearly all casting alloys do shrink during solidification. Cast iron can compensate the shrinkage by carbon expansion.
铸铁由石墨析出膨胀来补尚金属收缩
2. The complete casting solidifies perfectly isothermally
M = V/S with M = Modulus V = Volume S = Cooling surface Examples: Sphere = D/6 (D= diameter) Cube = L/6 (L= riblength) Cylinder = Rh / (2+(R+h) (R = radius, h = height)
In reality this is the only option left and one should look for a directional solidification towards the risers for a complete defect-free casting
定义: 铸件模数
delivered volume > shrinkage volume of the part 冒口提供的补充金属体积 > 铸件凝固收缩金属的体积
• during solidification of the part the riser also solidifies • Natural riser delivers: ca. 14% of total volume (cilinder) •普通冒口提供: 圆柱形冒口 14% 体积补缩 ca. 20% of total volume (bol)
•绝热套冒口 •发热套冒口 提供 提供
ca. 30% of total volume
30%的体积
• exothermal bus deliveres
ca. 70% of total volume
70%的体积
Feeding distance must be l缩距离
Influence of mould filling • solidification during mould filling • heating effects of the mould during mould filling Influence of superheating • liquid shrinkage
Real Modulus differs from Geometrical Modulus by: 实际模数由下列因数影响而不同于几何形状模数 • shape of the casting 铸件形状 • alloy 合金 • mould material 模子材料 The total difference can be up to 30%.最大能达到30%
M= Modulus plate (= 0.5 D) M= 板模数(=0.5D)
冒口颈
Mpart : Mneck : Mriser = 1 : 1.1 : 1.2 M件 : M径 : M冒口 = 1: 1.1 : 1.2 Parameters of influence on the dimensions of the riser neck:
冒口的基本公式
Assumptions: 条件: 1. solidification time riser > solidification time part
冒口凝固时间 > 铸件凝固时间
2 delivered volume > shrinkage volume of the part
冒口提供的补充金属体积 > 铸件凝固收缩金属的体积