DXDK900A型自动充填包装机 确 认 方 案
262DDK40VI自动颗粒包装机确认方案

文件名称文件编号DXDK40VI 自动颗粒包装机确认TS-VD-SB262-00设备验证文件〔安装IQ、运行OQ、性能PQ〕DXDK40VI 自动颗粒包装机确认方案确认方案的起草:日期:确认方案的日期:确认方案的日期:确认方案的日期:1.概述设备名称:自动颗粒包装机设备型号:DXDK40VI本公司设备编号:SBAKLB01生产厂家:天津三桥包装机械有限责任公司所在部门和房间:固体制剂车间袋包装室四〔A1098〕设备简介:DXDK40VI 自动颗粒包装机是我公司固体制剂车间用于物料的分装。
该设备具是一种高品质、高性能的全自动包装机,具有自动完成送料、计量、制袋、充填、封口、打印日期、成品输出等一系列自动功能,承受高精度的运膜系统、人机界面、PID 数字恒温系统等,使整机的操作更加完善、简洁,满足日常生产及GMP 要求。
生产力量:横切频率最高可达110 次/分钟2.验证目的通过对设备的安装、运行、性能进展确认,检查设备的安装是否符合要求,运行是否平稳并安全牢靠,设备性能是否符合设计和说明书的要求。
在到达GMP 要求前提下,是否能满足生产需求,并符合工艺标准,生产出合格的产品。
3.职责车间:负责起草验证方案和报告,并负责本方案的实施。
负责跟踪全部偏差缺陷均已整改。
工程部:负责指导车间的安装调试过程,参与安装、运行及性能确认。
生产部:负责该方案和报告审核,主要参与性能确认验证。
质量部:负责该方案和报告的审核,负责对确认过程进展监控和检验,负责对偏差作出处理意见。
质量受权人:负责方案、偏差和报告的最终批准。
4.培训在本方案实施前,应对方案实施过程中涉及人员进展培训,并做好培训记录,以保证执行人: 复核人:日期: 日期:方案顺当实施。
培训记录见附表 1。
5. 风险评估依据《设备确认操作规程》的要求,设备确认的范围应通过风险分析确定,本次确认的风险分析依据《药品生产质量失败模式与影响分析〔 FMEA)操作规程》进展,详见 《DXDF40VI 自动颗粒剂包装机确认风险评估》 FX-QA-SBYZ-2022-08。
DXD全自动包装机毕业论文
DXD全自动包装机毕业论文小型全自动包装机控制系统设计目录摘要ABSTRACT前言第1章DXD系列包装机控制系统设计说明 (6)1.1本设计所用包装机的特点 (6)1.2技术参数及设计要求 (7)第2章DXD系列包装机的组成结构 (8)2.1供纸模块 (8)2.2横封纵封模块 (8)2.2.1 包装封口强度的检测意义 (9)2.2.2热封器的基本组成 (9)2.3光电定长 (11)第3章包装机电气控制系统硬件设计 (12)3.1 步进电机的选用 (12)3.1.1 步进电机概述 (12)3.1.2 步进电机结构选择 (13)3.1.3步进电机工作原理及工作方式 (15)3.1.4步进电机的特性 (17)3.1.5步进电机参数的选择 (19)3.2步进电动机驱动器的选用 (24)3.2.1步进电动机驱动电源 (25)3.3可编程控制器(PLC)选用 (26)3.3.1可编程控制器概述 (26)3.3.2 PLC选型 (29)3.4包装机电气接线图及电气原器件表 (30)第4章包装机电气控制系统软件设计 (30)4.1包装机的动作过程 (30)4.2 PLC控制步进电机系统原理 (31)4.3电气控制系统梯形图及时序图 (32)4.4包装机的调试运行 (35)结论 (39)致谢 (40)参考文献 (41)摘要本设计的主要目的是为了满足控制精度的医用制袋充填封口包装设备的电气控制系统。
所包含的内容有:DXD系列包装机的发展概况;包装机九大组成部件中的供膜、热封、光电定长的介绍;本课题所用的电气控制元件的选择;实现设计目的的软硬件设计方法等;其中可编程控制器(PLC)、拉袋步进电机、光电开关、热电偶、温控仪的选择、软硬件的设计方法是本文的主要内容。
展望现阶段包装机的发展状况,可以预知包装机在不久的将来会被广泛地应用于食品、医学、建材工业等领域,从而成为现代化产业中所必须的设备之一。
关键词:可编程控制器(PLC),步进电动机,热电偶,温控仪ABSTRACTMain purpose that this text design for meet medical use to control precision make bag fill with, seal electric control system to pack the apparatus. The content included is as follows:development overview of the DXD series packer ; Nine packer heavy to make up part support membrane , heat seal, photo electricity make the long introduction; Electric choice which controls the component that this subject uses; Software and hardware design method to realize purpose of design ,etc.; Programmable controller among them (PLC) , draw bag walk into electrical machinery , photoelectric switch, electric thermocouple, temperature-controlled choice of appearance , design method of software and hardware herein main content. Look forward to the state of development of the packer of the present stage, can foresee the packer will be widely applied to fields such as food, medical science, building materials industry, etc. in the near future, thus become one of the necessary apparatus in modernized industry.KEY WORDS:the programmable controller (PLC), walk into the motor, electric thermocouple, temperature-controlled appearance前言近年来,随着经济的迅速增长和人民生活水平的不断提高,作为传统行业之一的包装工业,呈快速发展态势,是人们普遍看好的“朝阳产业”,随之而来的就是包装机应用需求的大幅增长。
DXDK900型自动充填包装机标准操作规程 GMP
1. 目的:明确自动充填包装机使用的标准操作规程。
2. 范围:适用于DXDK900型自动充填包装机的使用。
3. 责任:分装岗位操作人员。
4. 内容:4.1 使用。
4.1.1 接通冷却水。
注意:每班检查分水过滤器中水位高低,经常放水。
4.1.2打开电源开关,接通电源,控制面板红灯亮。
4.1.3打开加热开关,设定温度控制表温度:纵封辊115℃,横封辊115℃。
温度设定的数值按照设备运行速度而定,当运行速度较高时可适当提高设定温度。
温升时间大约20~25分钟,加热情况由温控表显示。
4.1.4旋开手柄杆,使前后纵封辊打开到最大位置。
4.1.5将铝塑复合膜卷装入薄膜放卷轴,依次穿过固定导辊、游动导辊、V形分卷板、分卷板导辊、张紧控制导柱,旋下手柄杆把复合膜夹在前后纵封辊内。
待成型预热温度达到设置温度后,即可按“启动”按钮开机,封合出的铝塑复合膜将自动(必要时可手工辅助)穿过横封、打印批号、切凹口、纵切、打断裂线、横切等机构,然后把切断的废料边缠绕在收废料辊上。
一切正常后,就可以充填上料,正常运转设备。
4.1.6正常停机时,按“准停”按扭,终止生产。
4.2 维护保养4.2.1开车前必须对设备进行全面检查,发现问题立刻排除,特别是进给封合辊上部(上料机构)的一些紧固件不许松动。
4.2.2设备要保持清洁干燥,特别是与被包装材料有接触的部位,要经常擦试,保证设备的正常运行。
4.2.3每班生产结束后,均应检查封合辊是否粘有包装材料的残渣及是否有被包装物粘附在上面,如有清理干净。
4.2.4每班生产后可用气喷枪,吹净表面粉尘及杂物。
4.3设备的润滑4.3.1每周对润滑点润滑一次,润滑点包括导柱、导套、轴承、轴套等有相对运动的零部件,均采用20号或30号机油润滑。
4.3.2减速机内用40号机油润滑,每半年更换一次。
4.3.3齿轮、链轮、链条工作表面每个月用润滑油润滑。
4.3.4纵封辊和横封辊两端的滚针轴承用高温润滑脂每3天润滑一次。
DXDK900自动充填包装机清洁标准规程
目的:建立DXDK900自动充填包装机清洁的标准规程,确保符合GMP要求。
范围:本规程适用于DXDK900自动充填包装机清洁的操作。
职责:操作人员、维修人员、工艺员、车间主任、QA现场监控员。
内容:1 清洁频度:每次生产后、换品种、换规格以及停产超过三天再生产前。
2 清洁工具:抹布、刷子、水管。
3 清洁剂:饮用水、纯化水。
4 清洁地点及对象:4.1 DXDK900自动充填包装机在线清洁。
5 清洁方法:5.1 注意:清洁前要断开电源。
5.2 生产前:5.2.1 用沾湿纯化水的清洁布擦拭设备的表面和工作台面。
5.2.2 用沾湿纯化水的清洁布擦洗上料器、料仓、量杯、下料管等与药品或者内包材接触的内表面;后再用75%乙醇溶液擦抹两遍进行消毒。
5.3 生产后:5.3.1 生产结束后,切断设备电源,取下上一批的状态标识。
5.3.2 清理废弃的包装袋放入废物贮器,并按生产中废弃物处理规程处理。
5.3.3 按顺序依次拆下上料器、料仓、量杯、下料管,拿到清洗间用饮用水冲洗掉产品残留物,然后用纯化水淋洗两遍,用干的清洁布擦干。
5.3.4 用沾湿饮用水的清洁布擦拭设备的表面和工作台面,除去表面灰垢、污迹,难消除的污垢可用毛刷、用适量水稀释的洗洁精刷洗除垢,用湿清洁布擦净洗洁精,再用干清洁布擦干。
5.3.5 用铜丝刷沾取适量水稀释的洗洁精刷洗纵横封辊,不许热封辊上粘有包装塑料的残留。
5.3.6 用清洁布蘸取95%乙醇擦拭横封辊上的打印批号和有效期的字颗。
5.3.7 按拆卸的逆顺序装好已清洁的上料器、料仓、量杯、下料管。
5.3.8 表面干燥清洁后,可用过滤的干燥压缩空气吹干,或用烘干机在120℃~170℃下烘干,或用干净的纱布擦干。
5.3.9 清洁完毕,填写清洁记录,并请QA检查,确认清洁合格后,签字并贴挂“已清洁”、“完好待用”状态标示。
6 清洁工具按《清洁工具的清洗消毒标准操作规程》清洁,并按指定地点存放。
7 清洁效果评价:目测机器表面整洁,无污迹。
粉末包装机验证方案
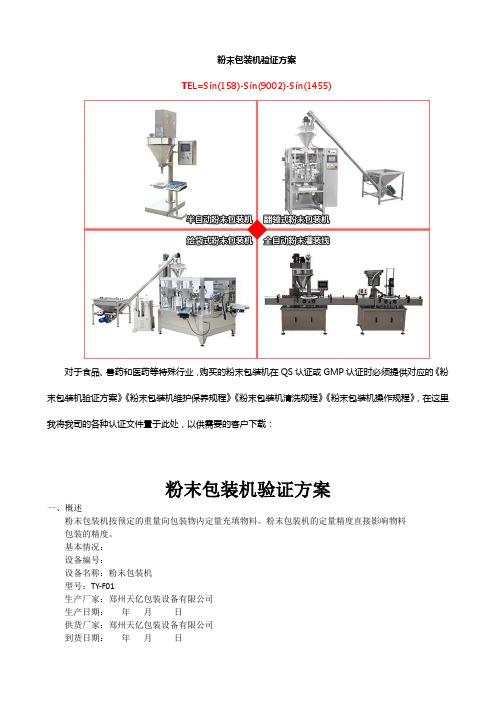
粉末包装机验证方案TEL=Sin(158)-Sin(9002)-Sin(1455)对于食品、兽药和医药等特殊行业,购买的粉末包装机在QS认证或GMP认证时必须提供对应的《粉末包装机验证方案》《粉末包装机维护保养规程》《粉末包装机清洗规程》《粉末包装机操作规程》,在这里我将我司的各种认证文件置于此处,以供需要的客户下载:粉末包装机验证方案一、概述粉末包装机按预定的重量向包装物内定量充填物料。
粉末包装机的定量精度直接影响物料包装的精度。
基本情况:设备编号:设备名称:粉末包装机型号:TY-F01生产厂家:郑州天亿包装设备有限公司生产日期:年月日供货厂家:郑州天亿包装设备有限公司到货日期:年月日使用部门:管理员:维修服务:服务单位名称:郑州天亿包装设备有限公司二、验证目的为确认该设备能够正常运行,设备各项性能指标符合国家标准和设计要求,特制定本验证方案,对该设备进行验证。
三、验证范围本方案适用于粉末包装机四、验证内容1、确认我厂采用的粉末包装机是郑州天亿包装设备有限公司生产的。
该设备采用微电脑控制步进电机确定充填螺杆的旋转角度,可保证物料充填的准确。
该设备与物料接触的部件均采用优质不锈钢材料制成,没有死角,并经过抛光处理,整机结构上没有物料积存,便于拆卸清洗,因而不会对物料造成交叉污染。
2、安装确认2.12.2常用备件及消耗品备件:见附表12.3设备的安装确认项目(1)电力供应应合要求。
评价标准:电源电压范围380V±10%,频率50±1HZ。
(2)设备主机、校验秤秤台安置水平,目适无倾斜。
(3)工艺流程对物料性能的控制能力良好。
包括:物料含水率、物料粒度、流动性等不应有大的变化。
2.4起草标准规程:粉末包装机操作规程、粉末包装机清洁规程、粉末包装机维修保养规程。
3、运行确认:设备运行应严格按照标准规程进行。
应检查包括:3.1校验秤。
评价标准:工作正常,准确度符合要求。
3.2设备运行情况。
DXD系列自动包装机使用说明
DXD系列自动包装机使用说明概述DXDP4-2型片剂包装机主要适用于包装各种糖衣片、丸剂等形状对称的物料本机具有如下特点:1、可连续完成制袋、计数、充填、封合、切断包装全过程。
2、袋长调整采用袋长控制器控制步进电机驱动滚轮,对带有色标的包装材料调整使用方便。
3、可安装色带打印机,自动打印生产批号等内容。
(安装打印机属选装件,价格单独计算)。
二、各部位功能介绍梧桐由以下机构组成调速机构:通过调节速手钮,可改变主、从皮带轮的直径比,得到不同转速,即可改变包装速度。
主传动机构(CP)由主电机提供动力源,通过减速器驱动分配轴,分配给热封、切断、计量、充填等机构,以及给拉袋光电定位、计数提供同步信号。
拉袋机构:通过拉袋电机,带动主动滚轮轴,使其旋转,完成拉袋动作,袋长调节是由袋长控制器完成的,使其袋长连续可调。
供纸机构:将包装格料按下图所示安装正确后,接通启动开关,滚轮向下拉纸,抬起供纸控制杆,接近开关发出信号,接通供纸电路,供纸电机启动,把包装材料输送下来,控制杆因自重下落,供纸电路失去信号,电机停转,如此循环,完成自动供纸过程。
袋在机构:采用不锈钢制成,外部用于袋成形,内部用于输送物料。
热封机构:由分配思上的热封凸轮驱动热封机构,其上的主动转臂按一定角度开合,实现加热,压合、自动打印批号、切断等过程。
电控箱:装有本机的电气控制系统,用来实现机器的各种电控操作。
光电定位机构:对有色标的包装材料,光电头能正确辩别色标,通过拉袋机构准确定位,以保证图案完整。
成品送出机构:分配思通过一对锥齿轮将动力传给送出机构,用皮带将成品送出机外。
计量机构:在包装过程中起计量和充填作用。
依靠分配轴带动计量机构完成计量填充过程。
三、操作方法及相应调整1、开机前准备本机采用三相四线制,控制回路及加热电压均为220V,所双供电电源必须引接零线,并将机壳可靠接地。
计量机构采用数粒法计量,计量粒数的多少可根据您的需要订做数粒盘。
用手拨电机皮带,看机器是否运行灵活,当确认机器无异常情况后方可通电开机将包装材料装在两档纸轮间,挡纸轮应夹紧所装材料的筒芯,使包装材料与制袋器对正,然后将挡套上的旋钮旋紧,并保证印刷面朝前或复合面(即聚乙烯面)朝后。
确认与验证台账

文件编号:SMP/Q.Y/001(5-01)
确认与验证名称
确认与验证日期
有效期
确认与验证用样品批(编)号
备注
立式蒸汽灭菌器验证(LDZM)
微生物检验室验证
纯化水系统再验证
颗粒生产厂房净化系统再验证
取样室验证
压缩空气系统再验证
滴丸生产厂房净化系统验证
YXQ-LS-30S11立式蒸汽灭菌器验证
smpqy001501确认与验证名称确认与验证日期有效期确认与验证用样备注立式蒸汽灭菌器验证ldzm微生物检验室验证纯化水系统再验证颗粒生产厂房净化系统再验证取样室验证压缩空气系统再验证滴丸生产厂房净化系统验证yxqls30s11立式蒸汽灭菌器验证lpg200型高速离心喷雾干燥机再验证yk160型摇摆式颗粒机再验证gk120干式造粒机再验证dxdk900自动包装机再验证dxdk80颗粒自动包装机再验证f30b万能粉碎机再验证f20b万能粉碎机验证dwj2000d型自动化滴丸机再验证120l外置调料灌设备再验证ak1000a型摇摆式中药粉碎机再验证jml50型胶体磨设备再验证r5002型旋转蒸发器再验证b1240型铝塑包装机再验证vh14高效混合机验证2014726
2年
LPG—200型高速离心喷雾干燥机再验证
2年
中药提取生产线再验证
2年
YK—160型摇摆式颗粒机再验证
2年
低温真空干燥箱再验证
2年
GK-120干式造粒机再验证
2年
DXDK-900自动包装机再验证
2年
GK—70型干式造粒机再验证
2年
DXDK-80颗粒自动包装机再验证
2年
F—30B万能粉碎机再验证
2年
F—20B万能粉碎机验证
清洁有效期验证方案

检查日期:
内包装间二
□符合规定 □符合规定
检查日期:
胶囊填充
□符合规定 □符合规定
检查日期:
容器具暂存
□符合规定 □符合规定
检查日期:
评价结论:□清场合格
□清场不合格
评价人:
评价人
表1:在洁净区环境正常情况下,设备、操作间、容器具等清洁消毒后不使用情况下4、验证相关文件
清场管理规定 洁净区操作管理规程
SC-GL-013-02 WS-GZ-004-02
CHL-250 型高速湿法制粒机清洁规程 NJP-1200 型硬胶囊充填机清洁规程 DXDK900 自动充填机清洁规程 洁净区容器具清洁操作规程 洁净区暂存间清洁操作规程 洁净区环境监测管理规程 洁净区表面微生物监测管理规程
WS-GZ-112-02 WS-GZ-118-02 WS-GZ-134-02 WS-GZ-006-02 WS-GZ-007-02 ZL-GZ-029-02
棉签擦拭取样管理规程
5、验证内容
生产系统要素的评价 (见生产要素评价记录)
(1) 项目 评价方法
操作环境 对洁净区环境检测记录进行检查
接受标准
各检测指标符合规定
可接受标准
棉签擦拭法:≤50CFU/棉签;霉菌均不得检出。
监测数据记录见
7、验证过程偏差及异常情况处理记录
根据清洁验证方案连续验证规定时间。记录所有测试结果,并编辑随后的测试报告。
在整个验证过程中发现的任何偏差,应严格按《偏差管理规程》执行,根据《纠正与预防管理
规程》在进行下一批次之前实施纠正与预防措施。
QC 现场QA
负责按照质量控制实验室相关SOP进行检验。
负责按照本方案及相关SOP对研究过程进行监督检查和取样,确保按照预定方 案及GMP要求执行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
吉泰安(四川)药业有限公司质量体系文件
DXDK900A型自动充填包装机
确认方案1/9
V053 -2013
1 概述
我公司新购的DXDK900A 型自动充填包装机(以下简称“包装机”),用于固剂车间颗粒剂的自动充填、分装。
该机由PLC控制,自动化程度高,主机采用变频调速,伺服对标,各执行机构位置调整,由触摸屏触摸键控制差速器完成;具有自动打印批号,横、纵向易撕断裂线及易撕凹口功能。
我公司使用的是5g装。
该机采用真空上料机上料。
表1 设备基本情况表
表2 设备主要参数
2 确认目的
(a) 设计确认:检查并确认所选包装机性能参数是否符合URS。
(b) 安装确认:检查并确认包装机技术资料是否齐全且符合GMP要求,安装是否符合并达到了设计标准。
(c) 运行确认:检查并确认包装机的运行是否符合设计技术参数,证明包装机在运行情况下的使用功能和控制功能是否符合规定。
(d) 性能确认:检查并确认包装机的稳定性、可靠性、生产能力等是否符合工艺要求和质量标准。
根据确认结果,确认该设备的相关操作程序,或对操作程序提出有关修订建议。
3 确认小组成员及其分工说明
表3 验证小组成员及分工表
5 设计确认
由生产部提出包装机的需求标准,质量部提出相应质量需求,工程设备部提出工程技术要求,汇总为该设备URS,设计确认见表4.
设备工程师及采购人员对市场上生产包装机的厂家及其产品进行分析、比较、筛选,最终选择锦州万得包装机械有限公司生产的DXDK900A 型自动充填包装机。
表4 设计确认表
5.风险评估
5 软件资料及计量器具确认
5.1 软件资料确认
设备到位后,由工程部和确认小组成员开箱验收设备,填写了设备开箱检查表,同时检查设备确认所需的相关软件,并根据相关软件编写《DXDK900A 型自动充填包装机操作程序》、《DXDK900A 型自动充填包装机维护保程序》、《颗粒分装岗位操作程序》。
确认结果见表5。
表5 软件资料确认表
5.2仪器仪表确认
表6 计量器具确认表
6 安装确认
6.1安装检查
按包装机安装说明书和厂家标准要求进行包装机的安装。
除此之外,根据我公司产品的特性,在颗粒分装工序,包装机及配套设备全部安装完成后,由确认小组成员会同设备厂家进行确认,将确认结果填入表7。
表7 安装确认表
6.2公用动力接入情况的确认
表8公用动力确认表
7 运行确认
7.1空载运行确认安装确认合格以后,开启电源开关,启动包装机,空载运行15分钟,整机运行无异常后,安装膜卷,按照《DXDK900A 型自动充填包装机操作程序》运行2小时,确认下列项目。
表9 运行确认表
7.2成袋运行确认
安装膜卷空载运行合格后,将纵封温度设定在121℃,横封温度设定在138℃。
成袋速度300袋/min。
启动包装机运行,确认表10中项目,并将结果填入表10。
表10 成袋运行确认表
8.性能确认
运行确认合格后,选择连续三批四物颗粒按表11进行性能确认。
按照包装机操作程序及颗粒分装岗位操作程序(草案)进行操作。
启动包装机,同时开启真空上料机。
检测项目:
1)外观检测:每隔20分钟检查各列产品外观,夹料、热封不良、漏气,批号不清晰,剪切位置不当等应及时捡出并计数,对热封不良、漏气等严重情况要进行记录。
2)重量差异检测:每隔30分钟检查一次重量差异,每袋装量应在4.75-5.25g(警戒范围),并计算出总均重及重量差异范围。
3)正式分装的首次出袋以及分装的前中后期随机每列各取样1袋,进行吸湿性试验,应≤0.1%。
4)至多每隔30分钟观察封合温度,正常运行中温度与设定温度的偏差不得过±3℃。
以上项目在相应生产记录、检验记录上记录,并在表11上进行汇总。
表11 性能确认汇总表
9 结果分析及评价
项目负责人在确认报告上进行最终评价,并提出优化建议。
10异常情况处理
出现异常情况时,确认实施人员应立即报告项目负责人,进行偏差处理,由负责人召集小组成员分析出现异常情况的原因,并提出相应的处理措施,待异常情况排除后,再继续实施下一步确认。