数控机床DNC传输连接
浅谈数控机床 DNC 通信与管理系统
浅谈数控机床 DNC 通信与管理系统摘要:随着时代的发展,生活中也越来越网络化,其中有着成本低、信息集中度高的数控机床群为的生活带来了便利,尤其是对于企业实现CAD/CAM一体化具有重要的意义。
目前许多企业所已采用DNC 技术,通过对数控机床DNC通信和管理方面的研究,对其功能进行了实验和分析,也解决了联网困难的问题,制定了新的联网方案。
关键字:数控机床;DNC 技术;通信和管理系统引言在加工零部件的过程中,困难的部分就是数控程序的集中化管理,详细来说,加工零部件时会产生以下问题:一是由于零件的加工过程,工作人员手工编辑输入到数控机床的控制面板内,消耗时间较长,还有一定几率存在输入程序错误的问题,这样就会产生不同时期生产的同一种零件必须重新手动输入加工等等,事倍功半导致浪费时间,效率低下。
二是由于企业技术中心的工程师等人员对加工程序的管理难以实现,更换加工零部件或更换加工刀具要重新进行加工编程。
尽管存在以上问题,但是DNC联网系统可以实现零部件的在线加工,提高数控机床的加工能力和效率。
同时,数据信息的传输更加准确快捷,这样通过网络就实现了加工程序的传输,对于推进企业的无纸化生产、联网设计等具有重要意义。
对于国外来说,DNC的研究时间较早,研究的效果也非常的显著,生产出了几款功能强大的产品。
DNC 大部分都设有专用的数控程序编辑器,工作人员可以提交监控信息。
其中系统生成报表、显示图形、查询、读取文件的功能主要靠的就是数据信息的维护和组织,同时实现了多线程的传输,可以将 DNC 工作站与多台 CNC 进行相互连接。
70 年代,国家对DNC系统的研究刚刚起步,那么和国外比较来看,对于 DNC 系统的研究工作时间较晚。
随着FMS 技术传入到中国,我国大部分学者开始把目标转向FMS 技术,冲击了DNC系统的研究。
随着时间的推移FMS 技术的不断发展,发现FMS技术的效率低下,可靠性较差等等,学者的研究目光又重新回到了DNC 系统上面,但是也没有完全放弃对于FMS技术的研究。
DNC传输

fanuc-oi数控机床怎么接收电脑传输 fanuc-oi数控机床怎么接收电脑传输
5 [ 标签:数控机床,数控系统,程序 辛德瑞拉先生 回答:2 人气:2 满意答案 好评率:100% 100%
打到在线加工方式 RMT 在设定里把通
DNC是将计算机和CNC机床联网实时传输进行加工的一种控制方法。
10-12-12 20:54
称为分布式数控,是实现CAD/CAM和计算机辅助生产管理系统集成的纽带,是机械加工自动化的又一种形式。
床怎么接收电脑传输过来的程序
程序 ] 2 解决时间:2010-07-16 19:17
在设定里把通道号改成1 把进给打到0 就看到电脑的 程序了
100打到在线加工方式rmt在设定里把通道号改成1把进给打到0就看到电脑的程序了2cnc是数控加工中心的简称dnc是将计算机和cnc机床联网实时传输进行加工的一种控制方法
C是数控加工中心的简称,DNC
(Distributed Numerical Control)称为分布式数
网络数控制造系统中常用DNC通讯接口模式

网络数控制造系统中常用DNC通讯接口模式关键字:DNC 通讯接口网络数控制造DNC 分布式数字控制( DiSTributed Numerical Control) , 是以计算机技术、通讯技术、数控技术等为基础,把数控机床与上层控制计算机集成起来,从而实现数控机床的集中控制、管理,以及数控机床与上层控制计算机间的信息交换。
它是现代机械加工企业实现设备集成、信息集成、功能集成的一种新方法,是制造自动化的重要模式,也是实现CIMS 等集成制造系统的重要组成部分。
在过去十几年,人们将大量的精力投向FMS(Flexible ManufactureSystem)系统的研究,但实际应用结果表明, FMS 的这种不仅注重信息流的集成,更强调物流的集成与自动化,虽然具有运行效率高和自动化程度高等优点,但投资风险大、见效慢、可靠性较差。
相对于FMS, DNC 是投资小、见效快、并具有较好柔性的集成制造系统。
随着计算机技术、数控技术和网络通信技术的发展, DNC 的内涵和功能也在不断扩大,目前DNC 系统已具备制造数据传送、状态数据采集与处理、刀具管理、生产调度与监控、单元控制和CAD/CAPP/CAM 接口等功能。
在分析现有DNC 主机与数控系统通信接口功能的基础上,从DNC 通信接口功能的角度可将DNC 分为基本DNC、狭义DNC 和广义DNC 三种。
基本内容如表1 所示。
表1 DNC 分类目前,在实际DNC 系统集成应用中,常采用基于串行口通讯的接口模式、以太网络模式。
笔者重点对以上DNC 的二种通讯接口模式分别介绍。
1 基于串行口通讯的DNC 接口模式利用数控机床提供的RS232C 或RS485 接口,采用点对点型或星形拓扑结构,实现串行通信。
这是目前在车间中应用最多的一种通信方法,但这种通信方法存在工控微机多、投入成本高、管理和维护工作量大和易于出错等缺点。
目前使用的数控系统大多带有RS232C 串行通信接口。
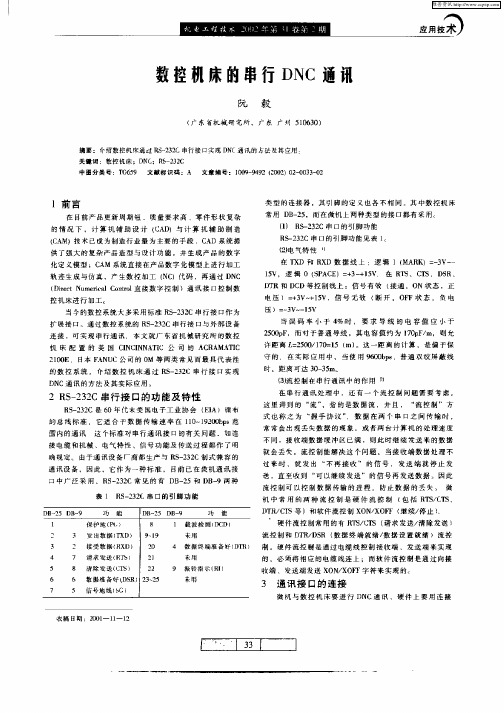
数控机床的串行DNC通讯
1 日J吾 l
类 型 的连 接 器 ,其 引 脚 的 定 义 也 各 不 相 同 。其 中数 控 机 床
常用 D 一 5 B 2 ,而 在 微机 上两 种 类 型 的 接 口都有 采 用 。
在 目前 产 品 更 新 周期 短 、质 量要 求 高 、零 件 形 状 复 杂 的情 况 下 . 计 算 机 辅 助 设 计 IA C 与 计 算 机 辅 助 制 造 (A C M)技 术 已成 为 制造 行 业 最 为 主 要 的 手段 。C D系 统 提 A 供 了 强 大 的复 杂产 品造 型 与 设 计 功 能 ,并 生成 产 品 的 数 字
化定 义模 型 C M 系 统 直接 在 产 品数 字 化 模 型 上 进行 加工 A
(j R - 3 C串 口 的引 脚 功 能 1 S22 R - 3 C串 口的引 脚 功 能 见 表 1 S22 。 lJ 2电气 特性
在 _ D 和 R D 数 据 线 上 :逻 辑 1( R I一 3 r x X MA K V一 1 V, 逻 辑 0 (P C )= 3 q 5 在 R S C 、 D R 5 S A E + ~- V 1 T、 S
的 总 线 标 准 它 适 合 于 数 据 传 输 速 率 在 10 12 0 p 1~ 9 0 bs范
围 内 的通 讯 。这 个 标 准 对 串行 通 讯 接 口 的 有关 问题 .如 连
式 也 称 之 为 握 手 协 议 ” 数 据 在 两 个 串 口 之 间 传 输 时
常 常 会 出 现丢 失 数 据 的现 象 .或 者 两 台计 算 机 的 处 理 速 度 不 同 .接 收端 数 据 缓 冲区 已满 .则 此 时继 续 发 送 来 的 数 据 就 会丢 失 流 控 制 能 解 决 这 个 问 题 , 当接 收端 数 据处 理 不 过 来 时 . 就 发 出 不 再 接 收 ” 的 信 号 . 发 送 端 就 停 止 发
数控机床dnc通讯软件——dnclink使用说明
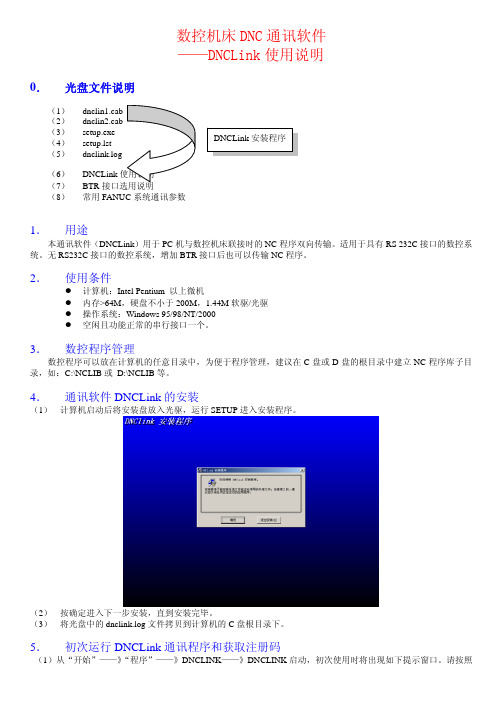
DNCLink 安装程序
1. 用途
本通讯软件(DNCLink)用于 PC 机与数控机床联接时的 NC 程序双向传输。适用于具有 RS 232C 接口的数控系 统。无 RS232C 接口的数控系统,增加 BTR 接口后也可以传输 NC 程序。
2. 使用条件
z 计算机:Intel Pentium 以上微机 z 内存>64M,硬盘不小于 200M,1.44M 软驱/光驱 z 操作系统:Windows 95/98/NT/2000 z 空闲且功能正常的串行接口一个。
(2)按确认后,进入程序主界面如下:
驱动器选择
波特率选择
通讯口选择
路径选择
下传文件选择
下传程序长度
已发送/接 收程序长度
通讯传输文 本显示窗口
Exit Punch
(4) 输入注册码 Rea点d 击 Register 按纽出现DN如C下画面,将从供应商B处TR获得的注册码Re输gi入ste后r ,点击“确定St”o。p
9. 常用通讯电缆的联接图 (1) FANUC 数控系统用通讯电缆 DB9 2 3 5
(பைடு நூலகம்) Siemens 数控系统用通讯电缆 DB9 2 3 5
DB25 2 3 4 5 7 6 8 20
DB9 3 2 5
安装步骤如下: 1。 运行 setup 安装 2。将 dnclink.log 文件拷贝到 C 盘根目录下,取消只读属性。 3。看说明书,试运行
上传 NC 程序指计算机接收数控机床回传的 NC 程序。 (1)选择回传 NC 程序保存的路径,按“Read”按纽,弹出“请输入上传程序名”窗口,输入文件名后按“确定” 进入等待接收状态。
(2)操作数控系统,选择要上传的 NC 程序号,作程序输出操作。
利用CAXA软件实现数控机床DNC通信的设计

利用CAXA软件实现数控机床DNC通信的设计CAXA软件是北京数码大方科技有限公司自主研发的CAD/CAM 软件,主要应用于教育行业,是国家人社部、教育部、科技部指定考试认证软件,并且还是全国数控技能大赛指定参赛软件。
CAXA软件拥有完全自主知识产权,主要提供数字化设计(CAD)、数字化制造(MES)以及产品全生命周期管理(PLM)解决方案和工业云服务。
数字化设计解决方案包括二维、三维CAD,工艺CAPP和产品数据管理PDM等软件;数字化制造解决方案包括CAM、DNC、MES和MPM等软件;支持企业贯通并优化营销、设计、制造和服务的业务流程,实现产品全生命周期的协同管理;工业云服务主要提供云设计、云制造、云协同、云资源、云社区5大服务,涵盖了企业设计、制造、营销等产品创新流程所需要的各种工具和服务。
2. DNC通信设计数控机床程序输入,目前有3种基本方法:通过数控机床系统面板利用人工手动输入程序,此方法不仅操纵、编辑及修改不便,而且在输入过程中容易出错、不便检查,特别是遇到加工复杂零件时,由于加工程序段过长过多,输入时费时、费心与费劲的缺点暴露无遗;通过数控机床选配的CF卡接口,利用CF卡拷贝程序;通过数控机床选配的USB接口,利用U盘进行程序的拷贝。
利用CF卡及U盘进行程序输入的方法方便、简单,是目前数控加工中常用的程序输入方法。
但也各有缺点:采用CF卡与U盘拷贝程序,在程序的修改、传输等时,必须在机床与PC机中间来回穿梭,同时CF卡在使用时,接口插针容易变形,读卡器容易损坏;使用U盘时,内存太大、数控系统不识别等因素,会影响程序传输的效率。
为此,可以采用DNC通信(电脑与数控系统之间的串口联接,即DNC功能)的方法来传输。
DNC是将计算机和数控机床联网实时传输进行加工的一种控制方法,是实现CAD/CAM和计算机辅助生产管理系统集成的纽带。
2.1异步通信控制规程串行通信是指通信的发送方和接收方之间数据信息的传输是在单根数据线上完成,以每次一个二进制的0或1为最小单位进行传输。
DNC功能

DNC(边传输边加工)功能
操作步骤
1.在使用DNC功能之前,必须把加工前的所有工作准备好,(包括水,砂,加工原点,切割头与工件毛坯的距离及毛坯装夹等)。
2.把你的NC程序第一条语句前加“%”如:
%
N100 G0X20.5 Y-30
N102 M73
3.传输软件中的串口属性打开,把握手协议设定为“Xof/Xoff”状态;
4.按“OPERT加工”键进入加工主功能,在自动状态下,按F4(DNC)软键,数控系统处于等待状态;
5.打开传输软件(Singlecomn),选择您修改好的NC程序,开始传输,此时在屏幕上可看到程序条不断的闪动,说明DNC功能启动成功,它是以30K容量为一段传输(低于30K程序可一次传输完),一旦传进30K,机床立即开始切割加工,此时机床会自动的不停地加工不停地传输,只至加工结束.
*****注:
1.机床在加工过程中,Z轴上下及进给升降和循环暂停等功能都可以使用.
2.此功能配合Mpxsauto.pst全自动后置处理器出来的NC程序将实现无限大的
程序全自动全程式的加工.
3.切割过程中应随时观察加工状态,如遇问题按暂停键排除后再继续加工(如工
件废料翘起太高).
4.在使用大容量的程序DNC时,最好把PC机的屏幕保护关掉,否则在屏保时,传
输会暂停.。
电脑与数控机床加工程序的传输及操作
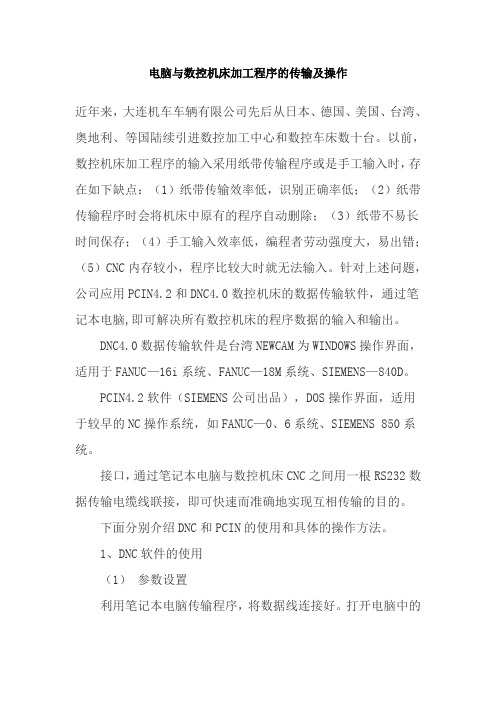
电脑与数控机床加工程序的传输及操作近年来,大连机车车辆有限公司先后从日本、德国、美国、台湾、奥地利、等国陆续引进数控加工中心和数控车床数十台。
以前,数控机床加工程序的输入采用纸带传输程序或是手工输入时,存在如下缺点:(1)纸带传输效率低,识别正确率低;(2)纸带传输程序时会将机床中原有的程序自动删除;(3)纸带不易长时间保存;(4)手工输入效率低,编程者劳动强度大,易出错;(5)CNC内存较小,程序比较大时就无法输入。
针对上述问题,公司应用PCIN4.2和DNC4.0数控机床的数据传输软件,通过笔记本电脑,即可解决所有数控机床的程序数据的输入和输出。
DNC4.0数据传输软件是台湾NEWCAM为WINDOWS操作界面,适用于FANUC—16i系统、FANUC—18M系统、SIEMENS—840D。
PCIN4.2软件(SIEMENS公司出品),DOS操作界面,适用于较早的NC操作系统,如FANUC—0、6系统、SIEMENS 850系统。
接口,通过笔记本电脑与数控机床CNC之间用一根RS232数据传输电缆线联接,即可快速而准确地实现互相传输的目的。
下面分别介绍DNC和PCIN的使用和具体的操作方法。
1、DNC软件的使用(1)参数设置利用笔记本电脑传输程序,将数据线连接好。
打开电脑中的DNC软件,出现菜单界面。
点击“参数”键后,参数对话框中,添入相应内容:收送码别:ASCII;收送埠值:COM1收送速率:19200;同位检查:偶数;资料长度:7;停止位元:1;交谈模式:控制器码,收送目标:控制器。
参数设置完成后按“确定”键(注意参数必须与机床搭配,否则无法进行程序传输)。
(2)传送程序将电脑中存储的已编制好的程序传送到机床中。
点击菜单中的“传送”键,在传送程式对话框中,选择已编制好的加工程序,在窗口中找到要传输的程序的路径。
这时将机床传输操作准备好(机床操作参考“加工中心电控系统操作说明书”)。
用点击传送程式对话框“打开”键。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控机床DNC传输连接、程序格式与传输软件的使用帖子创建时间: 2014年02月12日 17:33评论:2浏览:1623
DNC传输连接、程序格式与传输软件的使用
在数控机床的程序输入操作中,如果采用手动数据输入的方法往CNC中输入,一是操作、编辑及修改不便;二是CNC内存较小,程序比较大时就无法输入。
为此,我们必须通过传输(电脑与数控CNC之间的串口联系,即DNC功能)的方法来完成。
一、串口线路的连接
1.华中系统串口线路的连接
附图1 9孔串行接口与25针串行接口编号
华中系统数控机床的DNC采用2个9孔插头(其串口编号见附图1。
一个与电脑的COM1或COM2相连接,另一个与数控机床的通信接口相连接)用网络线连接。
数控车床的焊接关系见附图2。
数控铣床、加工中心采用1、9空以外,其它一一对应进行焊接。
2.FANUC系统串口线路的连接
FANUC系统数控机床的DNC采用9孔插头(与电脑的COM1或COM2相连接)及2 5针插头(与数控机床的通信接口相连接)用网络线连接。
25针串行接口的编号见附图1;9孔串口与25针串口的焊接关系见附图3。
3.Siemens系统串口线路的连接
Siemens系统数控机床的DNC采用的方式与华中系统数控车床的相同(附图2)。
文章标签:。