磨铣工艺技术研究
T203C井套管磨铣切铣工艺技术
总第 1 1 2 期
20 年第 5 06 期
西部 探 矿 工 程
W ES T— CHI NA EXP L0RAT1 0N ENGI NEE NG RI Ma . 0 6 y 20
文章 编号 :0 4 5 1 (0 6 0 — 0 6 —0 10 — 7 6 2 0 ) 5 0 4 3
易 溢 流 出 地 层 水 和 井 漏 ( 层 段 放 空 2 并 经 过 酸 压作 业 ) 且 受 油 m ,
为了减小磨铣 难度和加快进 度 , 根据本井设计 , 先采用 5 首 水力式内割刀带 5打捞矛 和 43 4随钻震击器切割打捞的方法 , / 在上部无 水泥处将 套管割断 , 打捞 出 5悬挂器 和部分尾管 。
() 1用 10高效磨鞋通井 到 5尾管悬 挂器顶 部 , 测 7套 5 ” 探 ” 管有无变形 , 以保证打捞悬挂器成功后能顺利起出。 () 2 用 15钻头通井 , 0 探测 5套管鞋位 置 , 检查 5套管有无 ” 变形和实际人工井底 。
3 2 切 割 打 捞 5悬 挂 器 和 部 分尾 管 .
3 1 通 井 .
向探井 , 用原 T 0 C井井 眼条件 , 用侧钻 方式 , 利 23 采 探索该 井北 东方 向奥 陶系储层 发育情 况 , 以期钻 遇储 集性 能较好 的储 层实
现油 气 突 破 。
原井身结构为 7套管回接到井 I , = 5油层尾管座挂于 7套管 1
上 , 叠段 长 2 7 7m。 由 于 石 炭 系 和 奥 陶 系 为 不 同 的 压 力 体 重 1.8 系 , 工程 安全 施 工 角度 出发 , 口位 置 选 在 7套 管 鞋 以下 。设 从 窗 计要磨铣掉 5悬挂器和 5套管 2 6 6m( ” 6 . 4 因井漏 、 溢流情况 严重
正交试验法研究影响铣磨球面表面粗糙度的因素

桥塞磨铣技术在江苏油田的应用
() 1防反转板结构简单 、 实用 , 操作方便 , 只需用
螺 栓 和油管 头法 兰 面连接 即可 。 () 2 四方 钻杆 和 防反转板 相 配合 , 能有效 防止 钻 柱 反转 , 施工 安全 , 确保 桥 塞磨 铣施工 的连 续性 。 () 3螺杆 泵可 达到最 佳 工作 状态 , 铣 速度极 大 磨 加快 。
政 编码 :225 25 6。
经 常发 生急 速 反转 。因 此设 法 鹪 决钻 柱 反转 问题 , 提高转 速就 成 了提 高磨铣 速度 的关 键 。
C】 l 号层 , 卡封井段 为 12 . —13 . 1 420 430 3 1 " 。该井先试
油 c、 4 2c 号层 , 油井 段 为 18 . 试 120~18 . 试 油 160m, 结论 为干层 。根 据 甲方要 求 , 铣桥 塞后 下 返试 油 磨 c、 1 2c1 。桥 塞磨铣 管柱 结 构为 ( 号层 自下 而上 )+1 :l8
磨铣。江苏油 田经过 多年 的实践 , 逐渐形成了一套 独特的施工方法 , 使单次磨铣时间由原先的 2 下 2d
降至 1 5h . 。
() 4 无须钻盘或大修机械 , 适合野外试油小队独
立施 工。
根据桥塞的材料特性 , 要达到最佳磨铣速度 , 螺 杆 泵 的转 速 应 该 达 到 1orml, 压 则在 2 o ' n 钻 / 5~3 5
2台 并 用 , 重 3 N 排 量 2 / , 压 2 P 。 压 ok , 4 h泵 4M a 磨铣 过程 中 每 5ri 提 下 放 钻 柱 一 次 , 个 磨 铣 n上 a 整 施 工时间仅 为 15h . 。
液压倒扣磨铣技术
Φ 116
Φ 152 Φ 210
中国石油
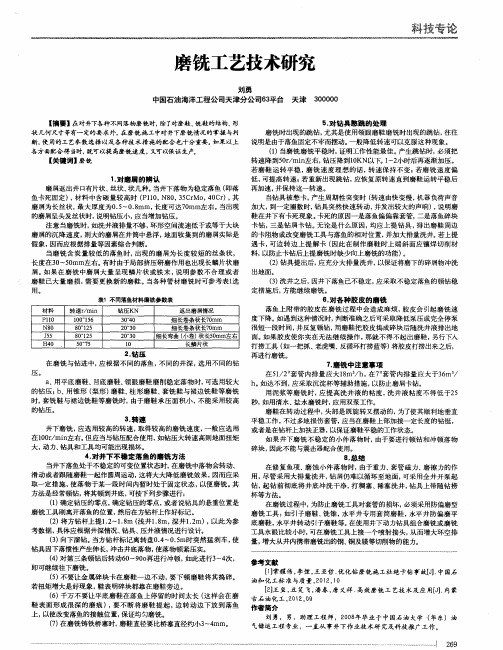
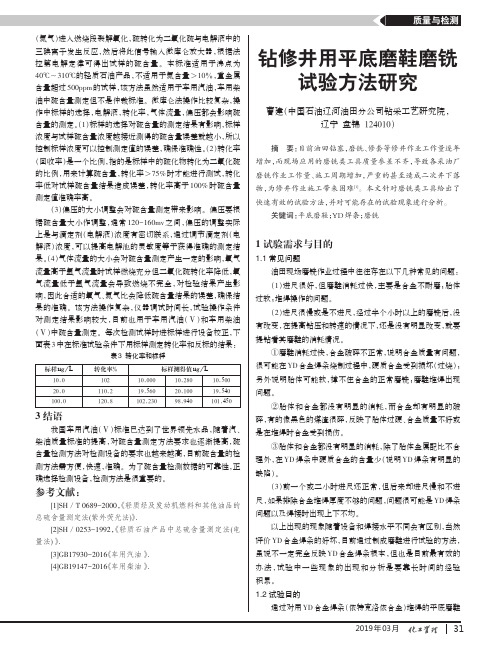
液压磨铣工具主要技术指标 规格型号 DK-Φ 112 DK-Φ 140 DK-Φ 180 适用套管 (mm) Φ 139.7 Φ 177.8 Φ 244.5 扭矩 (KN) 8-12 10-13 10-13 转速 (r/min) 20-30 25-30 25-30 最大外径 (mm) Φ 116 Φ 152 Φ 210 输入流量 (L/S) 6-8 9-12 10-12
中国石油
4、锁定部分 此部分是将钻杆的提拉,钻压,扭矩直接传给打捞工具,并在 提拉不动,倒不开需要退出打捞工具时,把倒扣器上,下锁定成为一 个整
三、工作原理
中国石油
1、液压倒扣工作原理 将液压倒扣工具及倒扣打捞器用油管下入井内与鱼顶连接后,上 提管柱到需要倒扣位置的中和点,(如果是水平井或大斜度井可加一 个液压缸,通过调整液缸力的大小获得需要倒扣位置的中和点),地 面用水泥车注入洗井液,当洗井液的排量达到4L/S以上时,溢流阀关 闭,液马达开始工作,同时液马达工作时产生的节流压差使液压锚定 装置与套管锚定,液马达的转子转动带动减速机的输入轴转动,通过 行星齿轮改变液马达的转动方向和速度并将扭矩增大,扭矩通过下接 头、伸缩器传递到倒扣打捞器上,完成井内倒扣。
中国石油
液压倒扣管柱示意图
中国石油
2、液压磨铣工作原理 将液压磨铣工具及配套工具用油管下井内鱼顶后,上提油管到管 柱的中和点,地面用水泥车注入洗井液,当洗井液的排量达到4L/S以 上时,溢流阀关闭液马达开始工作,同时 液马达工作时产生的节流压 差使液压锚定装置与套管锚定,液马达的转子转动带动减速机的输入 轴转动,通过行星齿轮改变液马达的转动方向和速度并将扭矩增大, 扭矩通过下接头、扶正器、伸缩器、配重杆(如果是水平井或大斜度 井则不用配重杆,将减速器上部加一个液压推进器)传递到磨铣头上
磨铣工艺技术研究
加大, 到一定圈数 时, 钻具 突然 快速转 动 , 并发 出较 大的声 响) , 说 明磨 鞋 在井下有卡死 现象 。 卡 死的原 因一 是落鱼偏偏 靠套管 , 二是落鱼碎块 卡钻 , 三是 钻屑 卡钻 无论 是 什么原因 , 均应上提 钻 具 , 排 出磨 鞋周边 的卡阻物 或改变磨 铣工具 与落鱼 的相对位 置, 并加大排 量洗井。 若上提 遇卡, 可边转 边 上提 解卡 ( 因此 在制 作磨 鞋时上 端斜 面应镶 焊 切削材 料, 以防止卡 钻后上提磨 铣时 缺少向上磨铣 的功能 ) 。 ( 2 ) 钻具 提出后, 应充分 大排量 洗井, 以保证将磨下的碎屑物 冲洗
屑。 如 果在 磨 铣 中磨 屑大 量 呈现鳞 片状 或铁 末 , 说 明参数 不合 理或 者 出地 面。 磨 鞋 已大量 磨损 , 需要 更换 新的磨 鞋 。 当各 种管 材磨铣 时可参考 表 1 选 ( 3 ) 洗井之后 , 因井下 落鱼 已不 稳定 , 应 采取不稳 定落鱼的顿钻稳
用。
表1不同落鱼材 料磨铣参 数表
材 料 P 1 l 0 N8 O J 5 5 H4 0 转速r / mi n 1 0 0 1 5 6 8 0 1 2 5 8 O l 2 5 5 0 7 5 钻压KN 3 0 _ 4 0 2 0 3 0 2 0 3 0 1 0 返出磨屑情况 细 长卷条状 ̄7 0 mm 细长卷条状 ̄7 0 mm 细长弯曲 ( 小卷 ) 状长5 0 mm左右 长鳞片状
定措施后 , 方 能继续 磨铣 。
6 . 对各 种胶 皮 的磨 铣 落 鱼上 附带的胶 皮在 磨铣 过程 中会造成 麻烦 , 胶 皮会引起磨 铣速 度 下降。 如遇到 这种情况 时, 判断 准确 之后可采取 降低泵压或完 全停泵 很 短一段时 间, 并反复顿钻 , 用磨鞋把 胶皮捣成碎块 后随洗 井液排 出地
钻修井用平底磨鞋磨铣试验方法研究
2019年03月(氮气)进入燃烧段裂解氧化,硫转化为二氧化硫与电解液中的三碘离子发生反应,然后将此信号输入微库仑放大器,根据法拉第电解定律可得出试样的硫含量。
本标准适用于沸点为40℃~310℃的轻质石油产品,不适用于氮含量>10%,重金属含量超过500ppm 的试样,该方法虽然适用于车用汽油,车用柴油中硫含量测定但不是仲裁标准。
微库仑法操作比较复杂,操作中标样的选择,电解液,转化率,气体流量,偏压都会影响硫含量的测定。
(1)标样的选择对硫含量的测定结果有影响,标样浓度与试样硫含量浓度越接近测得的硫含量误差就越小,所以控制标样浓度可以控制测定值的误差,确保准确性。
(2)转化率(回收率)是一个比例,指的是标样中的硫化物转化为二氧化硫的比例,用来计算硫含量,转化率>75%时才能进行测试,转化率低对试样硫含量结果造成误差,转化率高于100%时硫含量测定值准确率高。
(3)偏压的大小调整会对硫含量测定带来影响。
偏压要根据硫含量大小作调整,通常120-160mv 之间,偏压的调整实际上是与滴定剂(电解液)浓度有密切联系,通过调节滴定剂(电解液)浓度,可以提高电解池的灵敏度等于获得准确的测定结果。
(4)气体流量的大小会对硫含量测定产生一定的影响,氧气流量高于氩气流量时试样燃烧充分但二氧化硫转化率降低,氧气流量低于氩气流量会导致燃烧不完全,对检验结果产生影响,因此合适的氧气、氮气比会降低硫含量结果的误差,确保结果的准确。
该方法操作复杂,仪器调试时间长,试验操作条件对测定结果影响较大,目前也用于车用汽油(Ⅴ)和车用柴油(Ⅴ)中硫含量测定。
每次检测试样时进标样进行设备校正,下面表3中在标准试验条件下用标样测定转化率和反标的结果:表3转化率和标样标样ng/L10.020.0100.0转化率%102110.2120.8标样测得值ng/L10.00019.560102.23010.28020.10098.94010.50019.540101.4503结语我国车用汽油(Ⅴ)标准已达到了世界领先水品,随着汽、柴油质量标准的提高,对硫含量测定方法要求也逐渐提高,硫含量检测方法对检测设备的要求也越来越高,目前硫含量的检测方法需方便,快速,准确。
浅析水平井磨铣打捞技术和配套工具的应用
的拉 力 ,使 得在 增 利器 以上 部分 的管 柱在 进行 打捞 的 过程 中不 受 到压
力 ;另 一个 是可 以在 有必 要 的时 候从 打捞 工具 中退 出 ,这样 可 以起 到 在井 下不发 生新 的事故 的作用 。
三 、 对 水 平 井 的磨 铣 技 术 进 行 研 究
根据 重 力 、摩擦 力和 套管 磁力 等 的作 用 ,在 进行 对 鱼项 的修 复和 小 落 件 的腐 蚀 时 ,即使 采 用 的大 排量 洗井 ,也不 能 将 钻屑 循 环到 地 面 上 。 所 以可 以采用 对全 井进 行 开泵起 钻 ,在 进行 起钻 前 ,对 井底 进行 彻底 的冲 洗 ,保证 干净 。将 稠塞 、稀 塞 打到 井 内 ,在 钻 具上 安装 一些 随钻 捞环等 。 由于水 平井 的摩 擦 阻力很 大 ,所 以在 进行 磨铣 的过 程 中 ,就 会 出 现钻压 加 不上 的现 象 。因此 ,研 制 出 了专 门的加 压 器 ,使 得 磨铣 工 具
20 3
1 辑 年月 6
C h 中 i n a 国 C 化 h e m 工贸 i c a l T 易 r a d e
浅析水平井磨铣打捞技术和配套工具的应用
李红 国 陈泽春 田卫东
4 5 7 0 0 1 ) ( 中石化 中原 石油工 程有 限公 司钻 井 一公 司 。河南濮 阳
在 水平 井 中 的打捞 管 柱 ,因 为所 受的 压力 极 具复 杂性 ,所 以很容 易使 得管 柱 出现 断 、脱 等事 故。 在对 水平 井 进行 磨 铣 的时 候 ,由于 所 受 的环 空 气 流速 度 不 一 致 ,
在钻压 上可 以增大 ,以提 高对水平 井进行 磨铣 的速度 。 在 对水 平 井进 行磨 铣 的 时候 ,为 了避 免 套管 对 磨 铣工 具 的 损坏 , 就 要采 用一些 防摩擦 的磨铣 工具 :比如铣 锥 ,水平井 转动 引子 磨鞋 等 。 在 使用 水 眼较小 的 的磨 铣工 具或 者是 井 下动 力钻 具组 合磨 铣 时 ,可 以 安 置一 个喷 射接 头 在磨铣 工 具上 ,这 样可 以在 一 定 的程度 上增 大环 空 排 量 ,增 大对于 井 内碎 屑的携 带能 力 。
磨铣套管工艺技术及实例
() 浆 准备 , 铣5 套管 钻 井液 最重 要 的是 要 2泥 磨 ” 有 一 定 的携 砂 悬 浮 能 力 , 井 段采 用 高 坂 含 膨 润 土 本 浆 体 系 , 果井 眼不 存 在高 压 的油 气层 , 如 比重 不需 限 制 , 需要 专 门加重 。 要考 虑 磨到 裸 眼段 地 层压 力 不 但 情 况 。 土浆 比重应 在 10 ~ 11 gc 之 间 , 氏 坂 . 5 . 5/m。 马 漏 斗粘 度应 在 8 s 1 0 0  ̄ 0 s较为 合适 , 塑性 粘度 ( a mP . S 0 0 动 切力 ( a 0 5 初 切 终 切 ( a 差 值 )2  ̄3 , P )2  ̄2 , P) 不 会太 大 , 在 2  ̄ 2 / 2 z , 应 0- 5 2 - 8 泥浆 配 制 要 使 用 淡石
些 新 技术 新工 艺 和 新式钻 采 工具 投入 到 石油 生产 中。另 一方 面 , 作为 不 可再 生 资源 的石 油 , 随着工 业 化速 度 的加 快 , 来 越 不能 满 足人类 的 需求 , 多油 越 许 田的开发 也 已经 进 入 中后期 。 日益 减少 的 石油 资源 已经 成为 制 约各 国 经济 发展 的 瓶颈 问题 。在 这种 情 况下 , 何提 高采 收 率 , 如 充分 发挥 老 油 田的潜 能逐 渐 成为 一个 热 门话 题 。 目前来 说 , 老井 进行 套管 开 就 对
套 + 1 7 8 m 油 套 + 1 7 7. r a 2 mm ( j l 9 7 或 2 3 . mm) 『
尾 管 +裸 眼 , ④ 2 4 5 4 . mm 表 套 + 1 7 8 7 . mm 技 套 +裸 眼 。塔 河油 田主要 含 油气 层为 奥 陶系一 间 房 组 和 鹰 山组 , 于 灰 岩 裂 隙 性 油 气 藏 , 有 井 壁 稳 属 具 定 , 易 出砂或 掉 块 , 合 使 用裸 眼方 式完 井 。这 种 不 适 油 气 藏 的特 点 就是 油 气储 量 丰富 , 井 产 量 高 但 生 单 产周 期 短 的特 点 。这 里 的油 井的 生产 过程 一般 要 经 历 以下 几 个 阶段 : 完 井 自喷 生 产 ; 抽 吸 求产 ; ① ② ③ 酸 化 、 裂 二次 自喷 生 产 ; 二 次 抽 吸 求 产 ; 转 层 压 ④ ⑤ 石炭 系 求产 ; 对 奥 陶系侧 钻 改造 。 塔河 油 田有相 ⑥ 而 当一 部 分 生产 井 的套 管 结 构为 : 3 9 7 3 . mm 表 套 + j 2 5 2 4 . mm 技 套 + j 1 7 8 『 4 2 7 . mm 油 套 + 1 7 『 2 mm ( 21 9 7 或j 3 . mm) 管 + 裸 眼 , 奥 陶系 侧 钻改 造就 『 尾 对 必 须 首 先 磨 铣 1 7 2 mm 或 1 9 7 3 . mm 尾 管 , 后 然 再侧 钻 , 以磨铣 套 管 作业 的市 场 非常 广 阔 。 所 本 文 以 T4 3 H 井 磨铣 套 管 施 工 , 合 其 它 井 5C 结 的施工 经验 , 浅谈 一 些 自己的施 工体 会 和认 识 。
川高561井钻扫塞工艺技术浅析
川高 561井位于四川省川西坳陷中段孝泉 - 新场 - 合 兴场北东东向构造带中段高庙子构造 ,是该构造的一口油气 勘探井 ,于 2003年 9月 10日开钻 , 2004年 6月 13日钻至井 深 5 186. 88 m完井 ,完钻层位 T3x2,完井方式为后期尾管射 孔完井 。完井后分别对须二和须四段等多个产层段进行射 孔 、酸化压裂后测试 ,均未获得工业产能 。修井前输气 0165
第
31卷
Vol. 31
第 3期 No. 3
DR
钻
ILL
采 工
ING & PRODUCTION
艺
TECHNOLO
GY·1Biblioteka 9·实际用空心磨鞋套铣施工时 ,仅将释放环 、棘轮锁环 、上 卡瓦套铣至上胶筒位置 (进尺 0117 m )后便无进尺 ,分析是 桥塞下部部件可能随空心磨鞋一起转动致使无法正常套铣 。 因无外捞空间 ,无法实施打捞 。
×104 m3 / d。2007年 1月 ~4 月对该井进行修井作业 ,通过 套铣 、磨铣等工艺 ,成功地处理掉了井内的 17718 mm 可钻式 电缆桥塞及水泥塞 ,并对下部产层段进行了重新射孔及酸化 压裂 ,经测试获天然气无阻流量 12. 552 ×104 m3 / d,取得了很 好的经济效益 ,展示了该区天然气的美好前景 。
收稿日期 : 2008 - 02 - 27 3 中国石化西南分公司重点科研项目“川西大修工艺技术应用研究 ”部分研究成果 。 作者简介 : 傅伟 (1975 - ) ,工程师 , 1997年毕业于成都理工大学勘查工程专业 ,现从事修井 、测试设计与科研工作 。地址 : ( 618000)四川 德阳市淮河路 112号 ,电话 : 13981056676, E - mail: fw9381512@ sina. com
采油作业磨铣及钻塞技术培训
YOUR SITE HERE
3、磨 铣 操 作
当磨鞋下至鱼顶以上5m处, 应开泵循环30min以上,然 后启动转盘,缓慢下放管柱, 开始磨铣时应以较小的钻压、 较慢的转速试磨落鱼,待磨 铣工况稳定后,再根据井下 情况适当的增加钻压、提高 转速。
YOUR SITE HERE
3、磨 铣 操 作
在整个磨铣过程中都应该像一位老中医 与人诊病一样采用“望、闻、问、切”的 方式,即眼睛时刻盯着指重表,掌握钻压 变化;耳朵听着发动机声音和井下传来的 异常响声;随时了解泵压变化及出口返出 情况,判断钻压的高低与否;在磨铣全过 程必须一手扶刹把、一手扶转盘离合器操 作手柄,及时应对蹩钻、跳钻、憋泵等异 常状况。尤其是在磨铣无进尺时,决不能 把刹车一刹,随它慢慢磨,自己坐在一边 休息。
YOUR SITE HERE
2、磨鞋的作用及分类
复式铣锥
结构:复式铣锥由四级不同锥度的
锥体组成。最下一级是锥体头部,锥度 20°-30°,具有底部切削刃,其作用是 引导铣锥前进,防止铣锥提前滑出套管 。第二段锥度6°-10°,刀刃长度最长, 是磨铣套管的主要工作段。第三段锥体 斜度与斜向器斜度基本相同,其作用是 扩大窗口。最上一段锥度为零,主要作 用是修整窗口。
YOUR SITE HERE
2、磨鞋的作用及分类
梨形磨鞋
梨形磨鞋可用来磨削套管较小的局部变形,修整在下钻过程 中各种工具将接箍处套管造成的卷边及射孔时引起的毛刺、飞 边,清理滞留在井壁上的矿物结晶及其它坚硬的杂物等,以恢 复通径尺寸。
梨形磨鞋由磨鞋本体和焊接在其上的YD合金组成。磨鞋本体 上部是钻杆母扣同钻具相连接,下部是一段锥体,中部是一段 圆柱。圆柱体上有扶正块,以防作业中严重磨铣套管内壁。沿 轴向有3~5个过水槽。本体从上到下有直通式或者旁通式水眼 ,以保证洗井畅通。本体上除过水槽及水眼处均堆焊很厚一层 YD合金,焊后略成梨形而得名。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
科技专论
269
磨铣工艺技术研究
【摘要】在对井下各种不同落物磨铣时,除了对磨鞋、铣鞋的结构、形状几何尺寸等有一定的要求外,在磨铣施工中对井下磨铣情况的掌握与判断,使用的工艺参数选择以及各种技术措施的配合也十分重要。
如果以上各方面配合得当时,既可以提高磨铣速度,又可以保证生产。
【关键词】磨铣
1.对磨屑的辨认磨屑返出井口有片状、丝状、状几种。
当井下落物为稳定落鱼(即落鱼卡死固定),材料中含碳量较高时(P110,N80,35CrMo,40Cr),其磨屑为长丝状,最大厚度为0.5~0.8mm,长度可达70mm左右。
当出现的磨屑呈头发丝状时,说明钻压小,应当增加钻压。
注意当磨铣时,如洗井液排量不够,环形空间流速低于或等于大块磨屑的沉降速度,则大的磨屑在井筒中悬浮,地面收集到的磨屑实际是假象,因而应根据排量等因素综合判断。
当磨铣含炭量较低的落鱼时,出现的磨屑为长度较短的丝条状,长度在30~50mm左右。
有时由于局部挤压研磨作用也出现长麟片状磨屑。
如果在磨铣中磨屑大量呈现鳞片状或铁末,说明参数不合理或者磨鞋已大量磨损,需要更换新的磨鞋。
当各种管材磨铣时可参考表1选用。
表1 不同落鱼材料磨铣参数表
材料转速r/min 钻压KN 返出磨屑情况
P110100~15630~40细长卷条状长70mm N8080~12520~30细长卷条状长70mm J5580~12520~30细长弯曲(小卷)状长50mm左右
H40
50~75
10
长鳞片状
2.钻压
在磨铣与钻进中,应根据不同的落鱼,不同的井深,选用不同的钻压。
a、用平底磨鞋、凹底磨鞋、领眼磨鞋磨削稳定落物时,可选用较大的钻压;
b、用锥形(梨形)磨鞋、柱形磨鞋、套铣鞋与裙边铣鞋等磨铣时,套铣鞋与裙边铣鞋等磨铣时,由于磨鞋承压面积小,不能采用较高的钻压。
3.转速
井下磨铣,应选用较高的转速,取得较高的磨铣速度,一般应选用在100r/min左右。
但应当与钻压配合使用,如钻压大转速高则地面扭矩大,动力、钻具和工具均可能出现损坏。
4.对井下不稳定落鱼的磨铣方法
当井下落鱼处于不稳定的可变位置状态时,在磨铣中落物会转动、滑动或者跟随磨鞋一起作圆周运动,这将大大降低磨铣效果,因而应采取一定措施,使落物于某一段时间内暂时处于固定状态,以便磨铣。
其方法是经常顿钻,将其顿到井底,可按下列步骤进行:
(1)确定钻压的零点,确定钻压的零点,或者说钻具的悬重位置是磨铣工具刚离开落鱼的位置,然后在方钻杆上作好标记。
(2)将方钻杆上提1.2~1.8m (浅井1.8m,深井1.2m),以此为参考数据,具体应根据井深情况、钻具、压井液情况进行设计。
(3)向下溜钻。
当方钻杆标记离转盘0.4~0.5m时突然猛刹车,使钻具因下落惯性产生伸长,冲击井底落物,使落物顿紧压实。
(4)对第三条顿钻后转动60~90o再进行冲顿,如此进行3~4次,即可继续往下磨铣。
(5)不要让金属碎块卡在磨鞋一边不动,要下顿磨鞋将其捣碎。
若扭矩增大是好现象,鞋表明碎块都靠在磨鞋旁边。
(6)千万不要让平底磨鞋在落鱼上停留的时间太长(这样会在磨鞋表面形成很深的磨痕),要不断将磨鞋提起,边转动边下放到落鱼上,以使改变落鱼的接触位置,保证均匀磨铣。
(7)在磨铣铸铁桥塞时,磨鞋直径要比桥塞直径约小3~4mm。
刘勇
中国石油海洋工程公司天津分公司63平台 天津 300000
5.对钻具憋跳的处理
磨铣时出现的跳钻,尤其是使用领眼磨鞋磨铣时出现的跳钻,往往说明是由于落鱼固定不牢而摆动。
一般降低转速可以克服这种现象。
(1)当磨铣磨铣平稳时,证明工作性能最佳。
产生跳钻时,必须把转速降到50r/min左右,钻压降到10KN以下。
1~2小时后再逐渐加压。
若磨鞋运转平稳,磨铣速度理想的话,转速保持不变;若磨铣速度偏低,可提高转速;若重新出现跳钻,应恢复原转速直到磨鞋运转平稳后再加速,并保持这一转速。
当钻具被憋卡,产生周期性突变时(转速由快变慢,机器负荷声音加大,到一定圈数时,钻具突然快速转动,并发出较大的声响),说明磨鞋在井下有卡死现象。
卡死的原因一是落鱼偏偏靠套管,二是落鱼碎块卡钻,三是钻屑卡钻。
无论是什么原因,均应上提钻具,排出磨鞋周边的卡阻物或改变磨铣工具与落鱼的相对位置,并加大排量洗井。
若上提遇卡,可边转边上提解卡(因此在制作磨鞋时上端斜面应镶焊切削材料,以防止卡钻后上提磨铣时缺少向上磨铣的功能)。
(2)钻具提出后,应充分大排量洗井,以保证将磨下的碎屑物冲洗出地面。
(3)洗井之后,因井下落鱼已不稳定,应采取不稳定落鱼的顿钻稳定措施后,方能继续磨铣。
6.对各种胶皮的磨铣
落鱼上附带的胶皮在磨铣过程中会造成麻烦,胶皮会引起磨铣速度下降。
如遇到这种情况时,判断准确之后可采取降低泵压或完全停泵很短一段时间,并反复顿钻,用磨鞋把胶皮捣成碎块后随洗井液排出地面。
如果胶皮使你实在无法继续操作,那就不得不起出磨鞋,另行下入打捞工具(如一把抓、老虎嘴、反循环打捞蓝等)将胶皮打捞出来之后,再进行磨铣。
7.磨铣中注意事项
在51/2"套管内排量应大18m 3/h,在7"套管内排量应大于36m 3/h。
如达不到,应采取沉淀杯等辅助措施,以防止磨屑卡钻。
用泥浆等磨铣时,应提高洗井液的粘度,洗井液粘度不得低于25秒,如用清水、盐水磨铣时,应用双泵工作。
磨鞋在转动过程中,头部是既旋转又摆动的,为了使其顺利地垂直平稳工作,不过多地损伤套管,应当在磨鞋上部加接一定长度的钻铤,或者是在钻杆上加扶正器,以保证磨鞋平稳的工作状态。
如果井下磨铣不稳定的小件落物时,由于要进行顿钻和冲顿落物碎块,因此不能与震击器配合使用。
8.总结
在修复鱼项、磨蚀小件落物时,由于重力、套管磁力、磨擦力的作用,尽管采用大排量洗井,钻屑仍难以循环至地面,可采用全井开泵起钻,起钻前彻底将井底冲洗干净,打稠塞、稀塞洗井,钻具上带随钻捞杯等方法。
在磨铣过程中,为防止磨铣工具对套管的损坏,必须采用防偏磨型磨铣工具:如引子磨鞋、铣锥,水平井专用套筒磨鞋,水平井防偏磨平底磨鞋,水平井转动引子磨鞋等。
在使用井下动力钻具组合磨铣或磨铣工具水眼比较小时,可在磨铣工具上接一个喷射接头,从而增大环空排量,增大从井内携带磨铣出的钢、铜及镁等切削物的能力。
参考文献
[1]常耀伟,李悝,王亚哲.优化钻磨铣施工杜绝卡钻事故[J].中国石油和化工标准与质量,2012,10
[2]王玺,丑笑飞,潘春,唐义祥.高效磨铣工艺技术及应用[J].内蒙古石油化工,2012,09作者简介
刘勇,男,助理工程师,2008年毕业于中国石油大学(华东)油气储运工程专业,一直从事井下作业技术研究及科技推广工作。