钢轨的万能法轧制及轧机调整
钢轨万能轧制孔型及轧制参数优化关键技术研究的开题报告

钢轨万能轧制孔型及轧制参数优化关键技术研究的开题报告一、研究背景:随着我国铁路交通事业的快速发展,铁路运输的运载能力和运输效率要求也越来越高,钢轨的质量和性能对铁路运输的安全稳定具有重要的影响。
而钢轨的孔型也是影响其质量性能的一个重要因素,不同的孔型可以对轨道的减振、降噪、耐久性、稳定性等方面产生不同的影响。
因此,如何优化钢轨的孔型及其轧制参数成为了钢轨制造和研发领域的热点问题。
二、研究内容和目标:本次研究的主要内容是对钢轨的孔型及其轧制参数进行优化,以提高钢轨的质量和性能,提高其在铁路运输中的使用效率和安全性。
具体研究目标如下:1. 综合分析钢轨孔型的现有制造工艺和存在的问题,探索钢轨孔型的优化方案。
2. 分析钢轨孔型及其轧制参数的相互关系,确定一系列优化的轧制参数,包括轧制力、轧制速度、轧制温度等。
3. 通过试验验证和优化改进,得出最佳的钢轨孔型及其轧制参数的组合方案,提高钢轨的质量和性能。
三、研究方法:本次研究采用理论分析和试验验证相结合的方法进行。
首先,对钢轨孔型的现有制造工艺进行综合分析和评估,从中寻找出存在的问题和优化的空间。
然后,通过建立钢轨孔型和轧制参数的模型,进行参数优化计算并进行仿真分析,得出一系列优化的轧制参数。
最后,通过试验验证,选择最佳的钢轨孔型及其轧制参数的组合方案,进行控制生产。
四、研究意义:本次研究的成果将具有重要的理论与实际意义。
首先,可以提高钢轨的质量和性能,使得其在铁路运输中更加安全稳定。
其次,可以改善钢轨的功能性能,如减少噪音、防止晃动、延长使用寿命等,提高了列车的行驶安全性和乘坐舒适度。
最后,提高了钢轨制造行业的竞争力,促进了钢轨产业更加健康的发展。
浅谈钢轨万能轧制生产工艺和特点

二、 万 能轧 机的 简介
万 能 轧 机 的 主 机架 由一 对 主 辊 和 一 对 水 平 辊组 成 四个
辊 的轴 线 在 一 个 平 面 内 , 水平辊为主动辊 , 立辊为从动辊 , 可 以对 轧 体 分 别 从 四 个 面 进行 加 工 并 且 由二 辊 水 平 轧 机 作 为 辅助机架 . 可 以 用 来 轧 制 多 种 类 型 的型 钢 因其 能够 广泛 用 于轧 制 多 个 品种 的 钢 材 . 因而 被 称 为 “ 万能 轧 机 ” 。 万 能 轧 机 主 要 由 以下 几 部 分 构 成 : 水 平辊辊 系 、 水 平 辊 压下 、 立辊辊系 、 支架 、 立辊侧压装 置, 地角板及横移小车等 。
来 自各 方 面 的力 . 保 证 了 车 辆 的 正 常 行 驶 和 钢 轨 在 其 工 作 条 件 下 能 够 长 期 正 常 地使 用
四、 钢轨 万 能轧 制的优 点
1 . 车 L 辊 的磨损 消耗 低 , 钢轨 轧制 时 轧辊 的平均 消耗 为 1 k , 轧辊的磨损程 度慢 . 允许轧制 的作业 时间长 。 且 磨 损 的 轧 辊 容易维修 , 换辊的工作量小 , 减 少 了轧 辊 的 储 备 量 。 2 . 生 产 的钢 轨 轧 件 质 量 好 。 由 于钢 轨 在 轧 制 过 程 中 , 四个 面均有受力 , 整 个 断 面 被 直 接 压 下 。钢轨 表面 的质 量 好 , 能 够 满足铁路 正常使用 的要求 . 同 时 钢 轨 内部 结 构 稳 定 . 内应 力
1 . 首先 通 过 加热 炉 将矩 形 或 方形 的连 铸坯 加 热 至 l 2 0 0摄
氏度 . 经过高压水对 其进行除磷 处理后 . 送 往 第 一 架 开 坯 机 轧制 。 2 . 第 一 架 开 坯 机 的 帽 形孑 L 将 铸 坯 轧 制 成 帽 形 轧 件 后 送 往 第 二 架 开 坯 机 轧 制 。一 般 在 轧 制 成 帽 形 的 过 程 中 . 铸 坯 的 变
钢轨万能轧制过程轨底宽展的理论及实验研究
H b1
=
Gvb
由于对金属的流动量很难进行定量分析为了简化计算忽略轨腰和轨头之间及轨腰和轨底之间的金属纵向流动即钢轨断面之间的金属流动全部为横向流动流向横向断面的金属占金属总流动量的比例wf1则变形协调系数cwb等于轨底宽展的理论计算11轨底宽展模型的修正由于轨底作为钢轨断面的一部分在平立辊和水平辊侧面之间变形在计算其宽展时可以将其简化为个平辊间的轧制但一般的宽展公式均没有考虑金属材质的影响和轨腰压下率对轨底宽展的影响
轨底的宽展可以在古布金宽展公式[15]基础上进 行修正后得到:
( ) Wb1 = Wb0 + cwbcm (1+ u) μ Rvb Δh − 0.5Δh u (1)
为横向流动,流向横向断面的金属占金属总流动量的 比例 wf 为 1,则变形协调系数 cwb 等于ηw /ηb 。
表 1 不同材料对宽展的影响系数 cm
中图分类号:TG335.4+3
文献标志码:A
文章编号:1672−7207(2011)09−2676−05
Theoretical and experimental research on spread of base of rail in universal rolling
DONG Yong-gang, ZHANG Wen-zhi, SONG Jian-feng源自cwb=1
+
⎛ ⎜ ⎝
ηw ηb
⎞ −1⎟ wf
⎠
(2)
μ = 0.94 − 0.000 5t − 0.056v
(3)
u = 1− Hb1
(4)
Hb0
式中:Wb0 为轨底轧前宽度;Wb1 为轨底轧后宽度;Δh 为万能轧制过程轨底等效压下量;cwb 为轨腰和轨底之 间的变形协调系数;cm 为轧件材料影响系数[10],可由 表 1 查到,钢轨材料为普碳钢时 cm 取 1.00;Hb0 为钢 轨轨底轧制前等效高度; Hb1 为钢轨轨底轧制后等效 高度;ηw 为轨腰压下系数;ηb 为轨底压下系数;u 为 轨底压下率;v 为轧制速度,m/s;t 为轨底温度,℃。
重轨轧制工艺概况

(1)上下对称轧制,不存在闭口槽:
(2)万能轧机左右立辊直径水同,压F量较大的头部立辊直径较小,而压下量较小的底部立辊直径大,以保证咬八时是右立辊能同时接触轧件,防止轧ቤተ መጻሕፍቲ ባይዱ^二右窜动,并保持其变形区长度和左右立辊轧制力近似相等;
(3)轧边机可快速横移。由于万能轧机的水平辊和立辊辊型固定,孔型大小随各道压下量而变,而轧边机只轧制轨头和轨底侧面,不轧腰,因此轧边机上刻有数个尺寸不同的孔型,在往复轧制过程中,轧边机要快速横移。
鞍钢
攀钢
包钢
武钢
步进式加热炉→多级除磷→万能轧机(5机架)→自动热打印→热锯切头尾→钢轨预弯→步进式冷床冷却
步进式加热炉→多级除磷→万能轧机(7机架)→自动热打印→热锯切头尾→钢轨预弯→步进式冷床冷却
步进式加热炉→多级除磷→万能轧机(5机架)→自动热打印→热锯切头尾→钢轨预弯→步进式冷床冷却
步进式加热炉→多级除磷→万能轧机(5机架)→自动热打印→热锯切头尾→钢轨预弯→步进式冷床冷却
图3鞍钢万能轧制生产重轨工艺流程图
1.2
1.2.1加热炉
炉前装料机采用适合四流连铸坯直接热装需要的硬钩式吊车;加热炉为步进式加热炉,其步进机构采用双轮斜轨高刚度框架,配合预应力炉梁安装,冷态试车跑偏量≤2mm,计算机控制烧钢,操作画面直观逼真,操作简单易学。
主要技术参数:
( 1)炉子有效尺寸: 36295mm×8600mm;
图4攀钢万能轧机生产重轨的工艺平面布置图
2.2
2.2.1加热炉
加热炉为2座步进梁式炉,有效长度32m,有效宽度8.9m,加热能力为每座120t/ h(冷坯),最大加热能力为每座156t/ h,钢坯加热温度1150~1200℃,燃料为高、焦炉混合煤气。
万能型钢轧机轧制规程优化设计

H 型钢降低 电耗的优化 轧制 规程 , 总轧制能耗最小为 目 标, 各道 次轧件 _ 七口厚度为优化计算的 自变 量进行 了优化。 优化计算结果应 用于生产试验表明节能 效果 良好 由于在 轧制规程优化过程 中考虑 了各种 约束条件 ,所 以求得的优 化轧制规程不但 能满足轧机强度 和电机功率要求 ,而且 能 保证所轧制 的 H型钢具有 良好的尺寸精度 。 关键词 H型钢 ,轧制规划,优化 。
同 = E ) )∑ () 1
总能耗 的 1%- 5 3 1%。由此 可见 ,我 国在钢铁 轧制
上节约 能源 的潜 力很大 。同时也 必须强调 ,轧钢生
产 中可控 部分主要 是能源 消耗 … 。节约 能耗 的途径 大致有两个 :一是引进现代化 设备 。二是在 我国现 有设备 上,采用较 为节能 的生产工艺 。目前,我 国 钢铁 企业 的 外购 能源 费用 , 已占钢 铁 产品成 本 的 2 %-8 5 4%,能源 费用 已对钢铁 企业 形成很 大 的压 式 中 ,E为 第 i 次 的 轧 制 功 率 ; 为 设 计变 量 , 道
1 优 化的数 学模 型
传统的轧制规程是根据生产经验或按等负荷 的观点加以确定的。 制定轧制规程的原则应当是在
满足 产量 、 质量和 小值 ,那么可 设总能耗 最小为 目标 函数 , 采用 最优化方法求 出该
v r b ea d m — em l i o t z di S D (y te es l t e H b a mi p i e C D S n - i n ls mi n h s e C n t ie i d o s n dDu l s e t me o Itr e t mii z a r a Dec n ) t d t gt o n - h a s
万能轧机轧制50kgN钢轨孔型设计
谢艳峰摘自《㈣2005.(3}
万 方数据
万能轧机轧制50kgN钢轨孔型设计
作者: 作者单位: 刊名: 英文刊名: 年,卷(期): 杜斌, 张金明, 孙德志, DU Bin, ZHANG Jin-ming, SUN De-zhi 鞍钢新轧钢股份有限公司大型厂,辽宁,鞍山,114021 轧钢 STEEL ROLLING 2005,22(6)
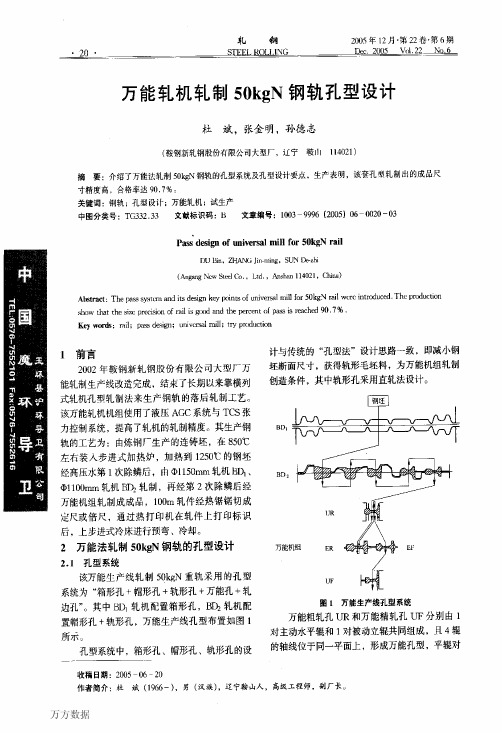
金属热膨胀系数,通常金属热膨胀系数取1.010 ~1.015。50kgN钢轨成品孔型见图2,万能轧 机操作侧立辊采用平辊,万能轧机水平辊的孔型 设计按以下原则进行: (1)考虑轧辊磨损,腹高按正偏差设计。
BID,孔型设计
BDl轧机孔型配置均为箱形孔,280ram× 380mm矩形坯经7道次轧制成220mm x 237mm 中间坯。
成。多喷嘴式烧嘴安装在炉子的顶部和可移动组件上,
术,只有配套使用时才能同时检测带材厚度和性能。新
技术的另一个显著特点是,它对测量区域内的除金属材 料以外的任何物质都不敏感,这种低频磁场特性使该测 量装置对带材上的油、乳化液、蒸汽、不同的空气温度 和粉尘等因素均不敏感。 于治民摘自{Metal Bulletin》2005。f7)
Key
wor出:rail;pass design;universal mill;try
prcxtuction
1前言
2002年鞍钢新轧钢股份有限公司大型厂万 能轧制生产线改造完成,结束了长期以来靠横列 式轧机孔型轧制法来生产钢轨的落后轧制工艺。 该万能轧机机组使用了液压AC,C系统与TCS张 力控制系统,提高了轧机的轧制精度。其生产钢 轨的工艺为:由炼钢厂生产的连铸坯,在850℃ 左右装入步进式加热炉,加热到1250"(2的钢坯 经高压水第1次除鳞后,南中1150nma轧机BDI、 中1lOOmm轧机B胁轧制,再经第2次除鳞后经 万能机组轧制成成品,lOOnl轧件经热锯锯切成 定尺或倍尺,通过热打印机在轧件上打印标识 后,上步进式冷床进行预弯、冷却。
邯钢万能法乳制钢轨不对称缺陷成因及对策

科技风2017年12月机械化工D O I:10.19392/j.c n k i.1671-7341.201724136邯钢万能法乳制钢轨不对称缺陷成因及对策于凡王世杰户庆鹏邯钢大型轧钢厂河北邯郸050600摘要:随着国内铁路的提速,对钢轨的要求也日益提高,各国铁路采取高速、重载和高密度的运输方案,使钢轨的服役条件 更加恶化,因而对钢轨的要求越来越严格。
本文着重分析了应用万能轧制法轧制钢轨的过程中出现不对称的缺陷,发现主要是因 为对孔型的设计不当,使得轧件在出轧机成品孔时,由于重力和钢轨上下表面温差的作用令钢轨的头部下偏、头部不对称现象有 所忽略。
为了消除这种现象,本文针对孔型提出了优化设计方案,进而使缺陷得以完善。
关键词:钢轨不对称缺陷;孔型2012年6月,邯钢大型轧钢厂全线贯通,开始走向了万能 轧制法生产钢轨之路。
该轧制法具有孔型法轧制发难以相比 的优点,如:调整更简单、控制精度更高、辊耗更小,此外,还可 以得到上下形状对称的断面。
在保证压下工序合理运行的前 提下,又能将轧辊孔型的设计进行简化。
但是,在生产初期,邯 钢等大型厂方却存在着钢轨的头部不对称缺陷。
为此,本文针 对轧辊在万能轧制法中的装配质量、轧件进机组前的温度变化 及对孔型的设计等相关因素进行分析,以期对问题的解决提供 思路。
1孔型系统目前邯钢大型厂使用的万能轧机轧制钢轨时运用的孔型 为“箱形孔+帽形孔S轨形孔S万能孔S轧边孔。
其中B D1轧 机配置箱型孔,B D2轧机配置帽形孔s轨形孔,U F轧机配置半 万能孔型,孔型布置见下图。
2钢轨不对称缺陷成因分析近几年由于铁路向高速、重载的道路延伸,开始对钢轨的 质量、尺寸精度及性能有了更高标准的要求。
目前使用的铁路 铺设过程中多数会把钢轨焊成一个规定的长度,同时留出一定 的空隙进行热膨胀,以减少车辆运行时车轮冲击钢轨端部的次 数。
此时,钢轨焊接的不对称精度就成了保证钢轨质量和使用 年限的一个重要参数,钢轨的不对称精度越高、两支钢轨焊合 的精确程度越大。
CCS万能轧机辊缝的调整

CCS万能轧机辊缝的调整作者:任彦马路来源:《科技创新与应用》2017年第01期摘要:CCS万能轧机轧制过程中辊缝的调整的原理及轧制效果。
主要从控制的角度讲述了液压元件与控制元件的控制过程。
从而到现场实现轧制型材的控制过程中机架产生变形如何去调整。
关键词:型材;万能轧机;调整1 CCS万能轧机的背景随着工业化的不断发展与进步,身处一线的生产者也要跟上时代先进的步伐,把最优秀的设备运用到轧钢企业的设备上去,让自动化程度较高的设备为我们生产与服务,从而减少我们的生产的劳动强度与节省过多的人力物力资源,同时也让自动控制精度比较高的设备为我们生产出自量合格与形状美观的产品。
使用工业自动化生产线的最重要作用是确保产出商品的品质,由于人工无法渗透生产经过进行有效干预,产出商品的品质仅仅依赖于线上检测品质的设施以及仪器,对商品品质对应参数进行实时监视,供给控制装置精准测定数据和所处状态。
过去很长时间, PLC一直处在工业自动化控制的核心范畴,为多样专业设施提供相当可靠的应用效果。
其中主因是PLC为自动化控制的实现提供可靠、完善而且相当安全的解决办法,适于当下工业产出类企业在自动化方面的需要。
本文重点讲述与分析的是当代轧钢工业当中型材轧制的主要设备单体某轨梁厂的CCS万能轧机中关于液压控制方面AGC的控制过程。
其主要目的是更好地了解万能轧机设备的液压系统中AGC控制部分。
文章通过讲述轨梁厂的工艺去决定轨梁厂需要的生产设备。
从生产设备中选择所要分析的CCS万能轧机。
先讲述CCS轧机的AGC液压伺服系统的原理。
再到万能轧机的数学模型建立及液压AGC数学模型的建立。
进而确立CCS万能轧机的控制策略。
利用仿真技术去分析该控制策略的优略。
文章的最后章节简单的介绍了模糊PID控制在CCS万能轧机的液压AGC中应用。
以下是本文具体完成的工作。
我国大量企业历经数年努力,工业过程控制范畴导入继电器设备,应用PLC,集中监控的集中化,在工业企业中针对现场操作广泛使用总线、一体化两大效率较高的控制系统,为我国企业商品产出过程的信息化和自动化奠定较好基础。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
127
蕾中国铁路用钢技术研讨会
/%
(3)头宽及腰厚。头和腰的调整比较简单,因为这两个尺寸是由uF水平控制的,可以根据测 量尺寸进行相应的放或压uF水平辊。但注意的是如果用卡尺量头宽值,其测量部位为一个半径很小 的圆弧,其测量值受圆弧的充满程度而变化,所以最好是用头宽样板进行测量。同时由于腰厚的公 差范围比头宽的公差范围大,所以在做孔型设计可以利用这一点,将腰厚的设计作调整,头宽尺寸 合格时腰厚保证合格,从而可以不进行腰厚的测量。 (4)不对称。导致不对称的原因有两个,一个是uR/UF的轴向调整不合理,上下腿的展宽不同 而不对称;另外一个原因是E机架的轴向不正。观察头的铁锈印,测量腿的厚度。通过头的铁锈印 可以判断UR的调整方向。即如果上头铁锈重(或宽),则UR下辊应向底部窜,下头铁锈重(或宽),
2.2轧机的调整
轧机的调整主要包括张力调整、尺寸调整和形状调整。尺寸调整主要包括轨高、头宽、腰厚和 底宽。形状调整主要为对称性调整。 2.2.1张力调整 由于晟后一道次为张力轧制,张力的稳定性会影响到通长尺寸的稳定性。受张力影响,百米钢 轨在两个端头与中间部位尺寸比较,轨高尺寸偏大,底宽尺寸偏小。尺寸的波动大小与张力的稳定
万能法轧制钢轨与传统的孔型轧制法有很大的区别。通过两架开坯机的轧制出初具轨形的轧件, 建立起头、腰和底的比例关系。同时轨底要保证充到孔型根部,轨头不发生过充满。这是万能轧机 轧制钢轨的基础。万能轧机为精轧机组,它由万能粗轧机(UR)、两个孔型的轧边机(E)和万能精 轧机(UF)组成。共有9个独立定位的轧辊参与轧制,通过三道次轧制,最终轧出成品。除了头宽 和腰厚有关联性外,底宽和轨高都可以单独进行调整,相互之间不受影响,调整方法也多,比传统 轧制法调整的灵活性大,更容易调整。这种轧制方法的主要优点是头部和底部有立辊的直接压下, 同时对轨头和轨底的轧制是由立辊进行的,轧制方向与轧辊的旋转方向相同,没有了与轨头和轨底 与轧辊的滑动,提高了钢轨的表面质量。 1.2.1万能粗轧机(UR) UR通过水平辊对轨腰进行加工,通过水平辊和头部立辊对头部进行加工,通过水平辊和底部立 辊加工轨底,每个轧辊都可以单独定位。UR轧机轧制三个道次。
ht印Wwww.woddrailway.∞
125
方中国铁路用钢攮查研堕全
1.2.2轧边机(E) 轧边机为两辊轧机,有两个孔型,ER和EF,通过横移液压缸,可以将两个孔在轧制线上相互切 换。这两个孔型用来控制头宽和底宽。轧制第~道和第二道时用ER孔,第三道时用EF孔。通过E 的轧制,可以将腰严格地控制在中间,同时也对腿尖进行加工,形成最终成品腿尖形状。 1.2.3万能精轧机(UF) UF通过两个水平辊和一个底部立辊将钢轨轧成形。头部以传统的方法加工,即以两辊模式、中 间开口将轨头加工成形。底部立辊只控制底的厚度,腿尖为开口。UF只在最后一道次参加轧制,前 两道次空过。
参考文献。 【l】吴章忠孙秉云,国内外钢轨生产技术发展,中国金属学会第八届轧钢年会论文集,2004
【2】ulrich Svejkovsky'Newcst Technologies for EconoIIlical seccions 【3】Roll P船s Design Training,SMS Meer GmbH,M6nchengladbach 【4】Universal Rail Rolling,Ken 0vennan’1996
126世界轨道交通2007.10
性有关。张力稳定性的指标主要有两个:咬钢时张力的波动大小,即波峰和波谷的最大差值,差值 越小,张力波动越小,尺寸越稳定,体现出取样尺寸的中间钢轨尺寸的波动大小;轧钢时张力的波 动情况,体现为张力的均方差值,均方差值越小,张力越稳定,尺寸波动越小。最大值、最小值及 均方差都可以通过winCC来计算出来。轧制时张力的稳定性与轧制力的抖动相关,轧制力越稳定, 张力也越稳定。而轧制力的稳定主要与轧辊的车制时的精度有关,也即水平辊的椭圆度,不超过 0.15咖为合格。 一般情况下,张力最大与最小差值不超过6,而且均方差在0.1~O.2之间时,尺寸波动较小, 一般为O.5哪左右。咬钢时张力波动的大小可以从以下两个方面来调整: (1)连轧速度调整。由于咬钢时uF会产生速降,会导致张力的波动。所以适当将uF的速度调 快,可以缓解UF的速降,降低尺寸的波动。 (2)咬钢速度与轧制速度的调整。咬钢后,从咬钢速度提升到轧制速度,此时张力控制也会产 生波动,导致尺寸的波动。实际经验表明:而且速度差越大,张力波动越大,尺寸波动也越大。所 以可以提高咬钢速度,降低轧制速度,减小速度差,提高张力的稳定性。一般情况下,咬钢速度可 以提高到2.5Ⅲ/s,根据轧制情况,可将轧制速度降低到3m/s,这样的速度制度下,其尺寸波动的钢 轨的长度约为3m左右,即从端头开始,轨高逐渐减速小,到3m后轨高开始稳定。实测结果显示, 如果咬钢速度为1.5 m/s,而轧制速度为5 m/s,则在7 m左右时尺寸才开始稳定。长度越长尺差值
钢轨的万能法轧制及轧机调整
闫治国
刘建国唐丽娟
摘要,介绍了万能轧机的优点及万能法轧制钢轨的特点,有针对性地介绍了万能轧机轧制钢轨的调整.
0引言
随着国内铁路的提速,对钢轨的要求也日益提高。从钢质的纯净度到钢轨尺寸公差、表面质量、 平直度等的要求都大大提高了。特别是百米钢轨的需要,更促使国内几家轨梁厂进行了改造。包钢 轨梁厂也是在此情况下,于2003年开始了万能轧机的改造项目,2006年开始生产钢轨。主要设备 有步进式加热炉、高压水除磷、两架开坯机、二次除磷、万能连轧机、打印机、热锯、带预弯小车 的百米冷床、平立复合矫直机、检测中心、锯钻联合机床、四面翻钢检查台、剖分锯等。是继攀钢 之后国内第二家可以生产百米钢轨的厂家。其中万能轧机是从德国SMS Meer公司引进的。
Production,AIsE steel Technology'Feb 2002 2004
作者z
闰治国包钢(集团)公司轨梁轧钢厂
刘建国包钢(集团)公司轨梁轧钢厂
唐丽娟包钢(集团)公司轨梁轧钢厂
128世界轨道交通2007.10
1万能轧机简介
1.1万能轧机的优点
万能轧机压下技术采用了最先进的液压伺服系统,比传统的电动机械有如下优点: (1)调整精度高; (2)终轧产品的尺寸波动小; (3)自动辊缝调零; (4)换辊后可以自动测量弹跳; (5)轧辊辊缝的预设定; (6)在轧制过程中也可以进行辊缝的调整; (7)过载保护。
1.2万能轧制法简介
所以校准时应保证底部立辊先与水平辊贴,底部立辊先产生校准力,将水平辊向头部立辊方向靠, 消除轴承之间的间隙。实际经验值为上水平辊的最大轴向窜动为3姗左右。如果头部立辊先与水平 辊贴,则会导致头部立辊与底部立辊的辊缝差3舳左右,也即在实际轧钢过程中,底部立辊的辊缝 大3衄,而头部立辊的辊缝小3姗,同时下辊的轴向也会受影响,影响钢轨的轨高、底宽及对称性, 调整起来费时费力。 所以在校准过程中,要检查校准力,如果是头部立辊先产生校准力,则应修改两个立辊的直径, 将头部立辊的直径增加,减小底部立辊的直径,以每次10衄为单位进行调整,重新校准,直到底部 立辊先与水平辊贴辊为止。 2.1.2E的校准 E机架在校准完后要进行检查,主要检查上下两辊的窜动,即轴向。校准后当辊缝为2姗时, 用钢板靠住两个轧辊辊身侧面,检查问隙,如果轴向差值超过O.5mm,在轧钢之前应进行调整,否 则钢轨的对称性可能不合。
下辊向头部窜;通过腿的厚度可以判断uF的调整方向。如果上下腿厚度相同,则应按%下方法调整
E的轴向。上腿长,下腿短,则E下辊应向底部窜,直到腿长短相同为止;上腿短,下腿长,则E 下辊应向头部窜,直到腿长短相同为止。
3结束语
总之,钢轨的万能轧制法从工艺上讲是现在最先进的工艺,而万能轧机又运用了机械、液压、 电气及控制软件方面最先进的技术,从而使得生产的钢轨从尺寸精度、表面质量都上了一个台阶, 能够满足现代铁路大提速的要求。而且随着生产量的增加,调整技术的提高,钢轨的质量更加稳定, 产量也会不断增加,包钢轨梁厂将再次为我国铁路事业做出贡献。
2轧机的调整
轧机的调整主要包括换辊后的调整和在轧制过程中受温度影响而进行的调整。一般情况下,随 温度的变化较为好调。换辊时,特别是换uR辊时,调整量可能会很大,主要受校准及轧辊轴向的影
响。
2.1校准
校准是轧制的基础,它是利用液压的特点,进行贴辊,找出零辊缝。校准进行
2.1.1
UR和uF的校准 在轧制过程中,由于底部立辊的轧制力大于头部立辊的轧制力,水平辊会向头部立辊方向窜动。
越大,后者其尺寸波动为0.7~0.8衄左右。但轧制速度的调整要综合考虑轧制节奏,在不影响产量
的情况下可以降低。 2.2.2尺寸调整 由于万能轧机本身机械设备方面和电气控制方面的先进性,可以将轧制力直接采集计算并显示 到计算机屏幕上,使得调整更加方便,更有依据。在进行尺寸调整时,应结合轧制力及出钢方向进 行调整,使调整更简单。不同的钢种、不同的温度下,应将各道次的轧制力控制在一定范围内,这 样调整就更有方向性。 (1)轨高。轨高的调整主要是调整头的充填情况及轨底的厚度。由于万能轧法不同于传统轧法, 底的厚度通过UR及UF的底部立辊进行调整。应先用底厚样板测量轨底的厚度,如果底的厚度不合, 则应对UF的底部立辊进行相应的调整。调整的同时应考虑底宽尺寸,如果底宽尺寸合,则应同向调 UR的底部立辊;如果底宽不合,底大时,应多压UR;底小时,根据偏差值,少压或不压UR底部立 辊。头的充填情况主要靠uR的头部立辊进行控制,所以,其余的调整量全部在uR的头部立辊。但 如果UR底部立辊也进行了调整,由于底部对头部的作用,如果底部立辊压了,则相当于头部立辊也 进行了相应的调整。所以此时调整轨高时应将底部立辊的调整量考虑到。 (2)底宽。 ①底小:对底宽进行调整时,要先测量底的厚度。如果底厚,则应压uF底部立辊;如果底厚正 常,则应放UR第三道甚至第二道底部立辊。但应注意UR底部立辊的轧制力及成品腿尖是否出现圆 角,如果腿尖有圆角,且UR底部轧制力小,则应压UR底部立辊。原因是UR最后一道的底偏厚,进 E机架时产生契卡而导致底小。这种情况比较少见,一般是由于UR底部立辊在校准不正确导致的。 ②底大:底大一般是由于uF的压下量太大所致,其调整方法为压UR的底部立辊,减少底的金属 量,从而降低底的尺寸。一般其调整的比例为1:1,即宽多少,UR压多少。但应注意轧制温度,防 止过调,因为底的温度是最底的,所以其金属多趋于进行展宽,而不是在长度方向延伸。