提高Φm水泥磨台时产量的措施
浅谈提高水泥磨台时产量的具体措施(刘桂琴)
浅谈提高水泥磨机台时产量的具体措施刘桂琴(鹤岗鑫塔水泥有限责任公司, 黑龙江鹤岗 154108 )摘要:为了提高磨机台时产量,公司多次召开专题会议研究,并成立了台时产量攻关小组,制定了目标及措施,通过近一年的努力,取得了一定的效果。
1#、2#磨机攻关目标14.5t/h,实际完成15.58t/h,比目标提高1.08t/h。
4#磨机攻关目标12t/h,实际完成12.34t/h,比目标提高0.34t/h。
09年比08年同比提高1.68 t/h。
关键词:磨机提高台时产量具体措施0 前言鹤岗鑫塔水泥有限责任公司,始建于1976年6月,主机为Φ2.4/2.8×40mRSP型窑外分解窑,年生产能力15万吨。
2000年末,公司立足于企业长远发展,对回转窑系统进行了整体改造,使公司年生产能力由15万吨跃升为20万吨。
2004年扩建了一条Φ2.6×13m高细水泥粉磨生产线,现制成系统磨机为两台Φ2.2×6.5m闭路磨机和一条Φ2.6×13m高细水泥粉磨生产线,年生产能力可达40万吨。
由于水泥市场竞争日趋激烈,现有的生产能力很难满足用户要求,如何提高磨机台时产量成了我公司的当务之急。
2009年初,针对这一问题,公司多次召开专题会议研究,并成立了台时产量攻关小组,制定了目标及措施,通过近一年的努力,取得了一定的效果。
1 目标值确定及完成情况统计根据2008年实际完成情况,确定两台Φ2.2×6.5m闭路磨机(以下简称为1#、2#磨)台时攻关目标为14.5t/h;Φ2.6×13m高细水泥粉磨生产线(以下简称为4#磨)台时攻关目标为12t/h。
1#、2#磨实际完成为15.58t/h,比目标提高1.08t/h,09年比08年同比提高1.1 t/h;4#磨实际完成为12.34t/h,比目标提高0.34t/h,09年比08年同比提高1.68 t/h。
(见表1)表1 08年09年台时产量完成对比表(单位: t/h)由于台时产量的提高,电耗和煤耗,砖耗相应下降,全年完成水泥产量41.5万吨,取得了可观的经济效益。
提高Φ3.2×13m水泥磨台时产量的措施
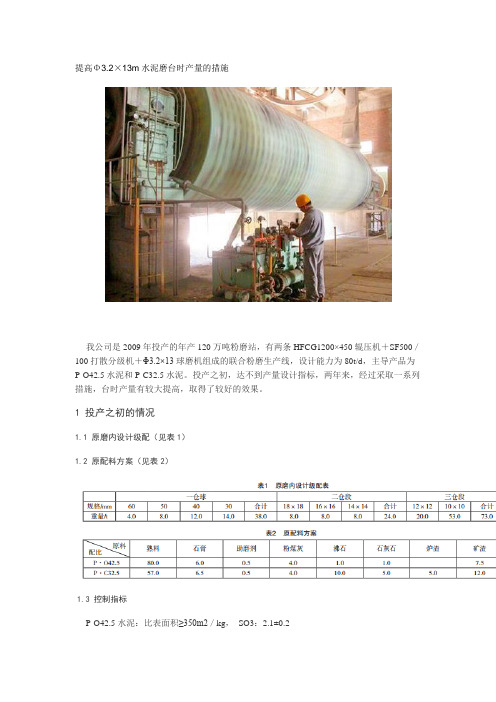
提高Φ3.2×13m水泥磨台时产量的措施我公司是2009年投产的年产120万吨粉磨站,有两条HFCG1200×450辊压机+SF500/100打散分级机+Φ3.2×13球磨机组成的联合粉磨生产线,设计能力为80t/d,主导产品为P·O42.5水泥和P·C32.5水泥。
投产之初,达不到产量设计指标,两年来,经过采取一系列措施,台时产量有较大提高,取得了较好的效果。
1 投产之初的情况1.1 原磨内设计级配(见表1)1.2 原配料方案(见表2)1.3 控制指标P·O42.5水泥:比表面积≥350m2/kg,SO3:2.1±0.2P·C32.5水泥:80μm筛余≤2.2%,SO3:2.3±0.21.4 台时产量(1)生产P·O42.5水泥时,台时产量在75~77 t/h;(2)生产P·C32.5水泥时,台时产量在78~80 t/h;2 工艺配料方案的调整我们于2009年3月份投产,投产之初,生产P·C32.5水泥磨机台时产量在80t/h左右,生产P·O42.5水泥磨机台时产量在77t/h左右。
在配料方案上也做过几次调整,但由于磨前掺有矿渣,易磨性差,磨机台时产量始终没有达到设计要求。
为此,我们于2010年初对配料方案进行了重大调整,P·O42.5水泥磨前配料取消了矿渣掺量,P·C32.5水泥磨前仅保留3%左右的矿渣掺量,改在磨尾掺入矿渣粉,即在P·O42.5出磨水泥中掺加13.64%的矿粉(磨前配料为100%,矿粉属于100%以外掺入)。
同样,在P·C32.5出磨水泥中掺加17.65%的矿粉,出磨水泥与矿粉经过混料机混合后入成品库。
通过磨后外掺矿粉后,水泥熟料料耗都有不同程度的下降,水泥的后期强度有了明显的增长,而且磨机台时产量有了提高。
提高水泥磨台时产量

确认九:自然因素及不可抗因素等 下雨、下雪等自然因素虽然会影响原材料的含水量,停电停水等不可抗因素 均为偶然现象,但哈密地区干旱少雨,不会对生产造成重大影响。所以自然 因素及不可抗因素等不是主要原因。
七、制定对策
主要原因 对策
对水泥生产配比进行 优化,使用粉煤灰替 代水渣,提高入磨物 料易磨性、同时降低 入磨物料水分
4、强化管理,建立动态工资考核管理, 一是岗位人员的收入与产量、质量、电耗 挂钩;二是加强岗位人员业务素质培训, 不断提高操作人员的操作技能;三是认真 组织落实公司“四操一体”及交接班、周 工艺例会召开,统一操作思想;四是不断 摸索和完善工艺技术改造、配料优化。实 现优质、高产、低耗。
九、效果检查
1、经过本小组成员四个月的努力完成了活动目标, 设备运转率维持在75%以上,2017年3月、4月粉磨 水泥台时统计如下:
80
2017年
台时产量(T/h)
60
月份
实际值
目标值
40
3月
71
72
20
4月
75.39
75
0
二阶段目标
二阶段实际
一阶段目标
2、取得效益
完成公司提产降耗攻关任务,达到活动目 的。
目 标 可 行
人员素质
大部分小组成员具有丰富的经 验,较高的技术及管理水平, 较强的团队精神
五、原因分析
人
工作积极性不足
技术水平不高
台时产量低,工资提取少
工人技能培训不够
选粉机日常维护不到位叶片磨损
水 泥 磨 台 时 产 量 低
选粉效率低 机
磨机内通风不足
研磨体填充率和级配不合适 入磨物料易磨性差
五原因分析水泥磨台时产量低人环法机料工作积极性不足技术水平不高选粉效率低研磨体填充率和级配不合适磨机内通风不足入磨物料易磨性差岗位间缺乏协作自然因素及不可抗因素等台时产量低工资提取少工人技能培训不够入磨物料的水分偏高选粉机日常维护不到位叶片磨损隔仓板篦缝堵塞混合材主要使用水渣六要因确定确认一
提高φ3.2m×13m水泥磨产质量的技术措施

提高φ3.2m×13m水泥磨产质量的技术措施我公司2002年建成并投产的2500t/d新型干法生产线,设计年产孰料75万t,由于加强企业管理,设备运行状况较好,各项经济技术指标较为先进,孰料产量大幅提高,且富余量较多。
为适应水泥市场需求,在原配套水泥磨基础上,于2005年4月份又增设一台φ3.2m×13m球磨机,设计年产水泥36万t。
1.磨粉系统基本情况该磨机为三仓带筛分开流球磨机,允许研磨体装载量为135t,设计产量50~52t/h(产品比表面积330m2/kg)。
2.投产期运行情况及存在问题投产后磨机产量产期在47t/h左右徘徊,且出现以下问题:(1)二仓经常饱磨,严重限制磨机产量,甚至有时需打开磨门向外排料后再重新开启。
(2)三仓出料隔仓板蓖缝堵塞严重,造成排料困难,经常需要停磨剔蓖缝。
(3)水泥筛余值偏大,比表面积低,水泥和易性不好。
3.问题的分析3.1 出料隔仓板堵蓖缝问题三仓出料隔板藏版蓖缝宽6mm,隔仓板厚为40mm,孔道窄而长,蓖缝有时放射形布置,小颗粒物料和碎铁渣进入后很难自动排出,越堵越密实。
3.2 二仓饱磨及产品细度粗的问题通过对磨内情况的观察、分析有以下原因:(1)一仓平均球径较大,研磨体间孔隙率大,加上隔仓板蓖缝偏大(12mm),又是双层隔仓板由提升板强制向二仓送料,致使物料流速过快,特别是颗粒较大的物料流速过快,特别是颗粒较大的物料未得充分粉碎就涌入二仓,增加了二仓的负担。
(2)二仓仓长偏短(三仓筒体无孔,仓位不好调整),因一仓强制向二仓送料,并带有较多的大颗粒,而隔仓板通料面积偏低,又有筛板阻挡,往往造成料球比过大而饱磨。
另外,研磨体大球偏少,大颗粒物料不能被及时粉碎,在二仓越积越多,更加剧了研磨体效能的降低。
(3)三仓研磨体段径偏大,微型段用量少。
4.改造措施4.1 改造三仓出料隔仓板三仓出料隔仓板改用3mm厚钢板制造的筛板,筛孔宽度为5mm,采用同心圆布置,通料面积扩大到原来的2.3倍,物料通道距离大为缩短,彻底根除了蓖孔堵塞现象。
提高水泥磨产质量的一些措施
提高水泥磨产质量的一些措施1 “多破少磨”前些年,水泥的入磨粒度一直未被水泥厂家所重视。
近年来,水泥粉磨工艺已把水泥的入磨粒度提升到了重要位置。
“多破少磨”的观点已被行业人士所认同。
“多破少磨”即把原来进入磨机的30mm 的物料粒径改为3mm以下。
现阶段生产破碎机的厂家纷纷推出了高细锤式破碎机、筛分滚压破碎机、辊压机等。
本厂针对企业实际情况把原有鄂式破碎机改为超细锤式筛分破碎机,入磨粒度由原来的30mm 降至5mm 以下,从而提高了磨机产量。
现采用的辊压机使入磨粒度降至2mm 以下。
产量提高50%以上。
2 改善工艺流程水泥粉磨工艺流程主要分为开流和圈流系统。
我单位原为开流系统,水泥细度不易控制,波动较大。
针对以上情况出资几十万元,把开流粉磨改为圈流粉磨。
增设一台高效转子选粉机,更新了一台高效袋式收尘器。
起到了提高水泥比表面积,增加水泥强度的良好效果。
现在采用辊压机、打散分级机、准3.8m×13m 水泥磨联合粉磨系统,水泥磨产量由原来的60~70t 提高到100~120t。
3 控制入磨物料水分、温度和易磨性控制入磨物料综合水分<1.5%,这是保证磨机优质高产的基本要求。
水分过高,将造成辊压机挤压料饼过实,不易打散。
同时易造成磨内通风不良,堵塞隔仓板、篦板、糊球(段)、衬板,除尘器结露等。
我厂对混合材进厂水分、物料生产过程中烘干水分严格控制,认真考核,使入磨物料温度严格控制在工艺要求范围内。
确保磨机正常运转。
物料的粉磨难易程度来自于物料本身,熟料中C2S 和C4AF高则难磨,我厂配料中力求保证生产C3A 和C3S 高的熟料。
改善入磨物料性能,我的经验是:把熟料和矿渣单独粉磨,利用冬季水泥停产期间单独粉磨制备了一定量的矿渣微粉。
在生产水泥期间按比例加入,提高了矿渣的易磨性;掺入与水泥细度基本接近的粉煤灰做混合材,提高了混合材的易磨性。
因此,必须从原、燃料进行优化,提高被粉磨物料易磨性,从而提高粉磨效率。
水泥磨台时产量下降的原因及解决措施
1. 水泥磨台时产量突发性或阶段性下降的原因(1)物料变化引起台时产量大幅波动物料易磨性突然变差。
据资料显示,当熟料的相对易磨性系数从1.02降到0.92时,磨机台时产量下降1.5吨以上,熟料中含有黄心料和欠烧料。
黄心料和欠烧料很容易黏附于研磨体和衬板表面,形成缓冲垫层,大大影响粉磨效率。
这种熟料可使磨机台时产量下降10%~20%,物料中含有大块。
磨内研磨体数量最大值,是根据常规情况的最大入磨物料粒度而确定的,对非正常情况下的大块物料破碎能力明显不足,所以必须大幅度减少喂料量、延长物料在磨内的停留时间,这样才能保证水泥的细度。
这些物料可使水泥磨台时产量突然下降10%~20%。
(2)通风变差,由于袋式除尘器清灰不力、风机风叶磨损严重、风机和电机的传动皮带松动、风管积灰等原因引起磨内通风变差时,会使磨机台时产量突然下降。
当物料水分偏大而磨机通风不良时,磨内水蒸气排放困难,导致潮湿细粉堵塞隔仓板和出料篦缝,降低了单位时间内物料的通过量及流速。
这些研磨体在研磨物料时由于静电原因,还会在衬板工作表面附层形成缓冲垫层,导致研磨体对物料的冲击破碎能力大大减弱。
同时,物料水分变大,堵塞双层隔仓板和出料篦板,影响磨内通风,磨机台时产量可下降17%左右,粉磨电耗上升。
(3)入磨物料水分增大,物料水分多少直接影响配料的准确性和磨机产量及电耗,如果湿物料掺量比例较大,有可能导致“饱磨”或将内衬板粘上一层厚厚的料层,要被迫进行停磨处理。
一般来说,综合水分每增加1%,磨机台时产量下降8%~10%;当综合水分>5%时,磨机将无法进行粉磨作业。
(4)水泥细度指标降低,细度指标降低、细度平均值下降,立即会引起磨机台时产量下降。
在一定条件下,球磨机的产量与水泥细度成反比。
(5)包球和糊磨,当发生包球和糊磨现象时,磨机台时产量将大幅度下降。
尤其是糊磨时台时产量更低,而包球时还会出现细度值偏大问题。
(6)研磨体装载量过少,一般确定的装载量都允许有一定的波动范围,以适应研磨体补加周期内装载量从多到少的需要。
浅谈提高水泥磨机产量的两种方法
图 2撒 料 盘叶 片 改造示 意 图
圳
淡季和 设备 定检 的时机 实施 。 过七 天 时问 的改造 完 经 后 , 产一年 来收 到 了很好 的效 果 。 试 具体 改造方 法如 卜 :
() 内改造 :针 对磨 机 仓 入 仓 隔 仓板 出 r 改 1 磨 l 】
造 , 图 1 如 。
关 键词 :磨内改造; 撒料 叶片改造; 助磨剂
1 设备 改造
保湾 水 泥厂 的 T S p x 高效 二 分 离选 粉机 ,功 率 - ea 1 0 k , 速 7 0 自投 产 丌 机 以来 , 时 产 量 一 直 在 60W 转 5, 台 6  ̄ 7 , 了提 高 台 时产 量 , 5 2为 降低 电耗 , 效 , 者经 过 增 笔
5
3 8 5吨 3 8 吨 5 3 3 3 3
1 10 / 00 1 l0 /0 0
32 8 3l 8 39 7 39 7 30 8 35 6
37 6
2 . 85 2 . 86 2 . 87 2 . 87 2 . 88 2 . 88
2 . 88
广东建材 21 年第 1 00 期
工艺与设备
浅谈提高水泥磨 机产量 的两种方法
律 建 平 ( 东省城市建设高级技工学校) 广
摘 要 :保湾水泥J的 TSpx高效 分离选粉机, -ea 自投产丌机以来, 台时产量一直 6  ̄7 , 5 2为
了提 高 台 时 每 , 低 电耗 、 效 , 肯采 用 r设 备 改造 和使 用 助 磨 剂 两 种 法 , 果较 好 。 降 增 笔 效
图 1 隔仓板 出 口改造前 后 示意 图
Байду номын сангаас
一
8 一 7
提高小型水泥磨产质量的技术措施
提高小型水泥磨产质量的技术措施实施水泥新标准以来,各厂都在寻求提高水泥产品质量的技术途径,尤其是采用φ2.2×6.5m闭路粉磨的中小型水泥厂,产品粒度较粗,颗粒分布不合理,水泥早期强度低,产品质量差,多数厂家以降低筛余来控制水泥细度,使磨机产量降低,成本增加。
河南某水泥厂φ2.2×6.5m水泥磨,因熟料温度高、粒度大,台时产量只有12吨左右(矿渣水泥),比表面积300㎡/㎏左右,水泥粉磨电耗34kw h/t.2004年8月通过采取一定的技术措施,系统产量达到17-19t/h,比表面积达到340㎡/㎏以上。
1、降低入磨物料粒度入磨物料粒度大小是影响磨机产量的主要因素,粒度小,可减小钢球的平均球径,在装载量相同的情况下,钢球个数增加,钢球的总面积增加,可增加钢球与物料的接触面积;提高粉磨效率。
该厂熟料破碎原采用鄂式细碎机,入磨物料粒度最大30㎜以上,小于5㎜的占8%。
我们在磨头增加了PCF30锤式细碎机+2YKF1245圆振筛系统后,使入磨物料粒度100%小于5㎜,平均粒径3㎜左右,大部分为粉状,改造前后物料粒径分布见表1表1:改造前后粒径分布2、调整磨机内部结构和研磨体机配2.1 磨机内部结构的调整入磨物料粒度降低后,磨内结构应作适当调整,我们将一仓长度由原来的2. 75m缩短为2.25m,即把隔仓板向前移动一块衬板长度,二仓长度由原来的3.4m 增加到3.9m,增加细磨仓的研磨能力;提高粉磨效率。
一仓采用曲面阶梯衬板,加大研磨体落差,提高冲击能力;二仓采用具有分机和提升作用的双曲面衬板,从而提高了粉磨料率,降低了电耗。
2.2研磨体装载量的确定根据生产经验,每驱动1t研磨体,需电机功率10-11KW,φ2.2×6.5m水泥磨电机功率为380KW,可拖动34-38吨研磨体,我们将研磨体又设计装载量的31吨提高到34吨,用公式验算电机储备系数为1.07,可以满足储备要求。
如何提高水泥磨的台时产量
如何提高水泥磨的台时产量1 存在的问题1.1 球磨机的产量问题通常来说,提高球磨机产量的直接途径有3种:(1)磨机前加置细碎机;(2)改进粉磨系统,提高粉磨效率;(3)加置高效选粉机。
上述3种方法,任何1种都可以大幅度提高球磨机的产量。
当然,如果工厂条件许可的话,上述3种方法配套使用,效果最为理想,这也是近年来国内外粉磨系统设计的大趋势。
三者的关系:磨前细碎是前提,磨后选粉是保证,磨内改造是根本。
磨前细碎使得入磨物料粒度大大降低,从而降低了粉磨系统的负荷;选粉效率的提高,最直接的效益就是成品细粉最大限度地被及时选出,减少水泥成品回粉率,降低磨机负荷;而磨内改造,也就是粉磨系统的改进,是最根本的解决办法。
入磨物料粒度降低了、选粉效率提高了,如果粉磨系统效率较低,影响的不仅仅是磨机的产量,更影响水泥的质量。
1.2 水泥的质量问题水泥的质量,单从粉磨工艺来说,与磨前破碎和选粉效率没有直接关系。
我国水泥质量的检验指标一般有2个:水泥筛余值和比表面积。
但近年来国际上的水泥质量检验指标则是水泥颗粒级配,而且,这一指标比水泥筛余值和比表面积更能反映水泥质量的真实情况。
这一点,已经引起我国水泥工作者的相当重视。
一般说,水泥颗粒中,小于3μm 的颗粒水化较快,不利于水泥的长期强度,建议不超过10%;大于65μm的颗粒基本无活性,最好没有;16-24μm的颗粒活性最高。
有的水泥厂在生产中添加石灰石。
石灰石是没有活性的,纯粹是一种填充料,但却可以改善水泥成品的颗粒级配。
实施水泥新标准以后,水泥筛余值这个指标的实际操作意义已经不大。
新标准中对于比表面积更重视一些,而针对水泥颗粒级配则尚无具体要求。
2 提高球磨机产量和质量的几个关键问题2.1 粉磨工艺流程不考虑磨前细碎,那么粉磨工艺流程有两种:开流与圈流。
在同等条件下,圈流产量比开流高约20-35%。
圈流产品,其颗粒分布比较均匀,调整水泥等级也比较方便;而开流磨的出磨物料即是成品,产品的颗粒组成分布较分散,存在过粉磨现象,影响水泥的质量和产量。
QC成果--提高水泥粉磨台时产量
自我评价表
项目 质量意识 个人能力 QC知识 工作理念
表8
团队精神
自我评价 (平均值)
活动前 (评分) 活动后 (评分)
3
2.5
2.8
3
3.5
5.5
4
4
5
5
制表人:吕常海2009年6月
自我评价雷达图
质量意识 6 团队精神 4 2 0 个人能力
活动前 (评分) 活动后 (评分)
工作理念
QC知 识
制图人:吕常海2009年6月
十、巩固措施
为保证取得的成果, 我们从以下几个方面进行了巩固措施:
ห้องสมุดไป่ตู้
每天对台时产量进行关注,若低于110 T/H,必须及时查找原因, 每月对粉煤灰秤的下料器叶片进行检查,若叶片间隙大于2MM时 时刻对辊压机辊间压力进行监控,若辊间压力低于170Bar时必须
原因查不清楚要召开专题会。 必须处理密封。 及时更换比例阀。
影响因素统计表
表3 : 序号 1 影响因素 辊压机辊间压力(Bar) 10月 136 11月 141 12月 138 设计值 165~175
2
3
磨机回粉量(t/h)
比表面积≥360㎡/kg
298
378
325
382
310
375
180~220
S≥360㎡/kg
【现状一】
经小组讨论分析,辊压机压力偏低且存有失压现象, 导致辊压机效能发挥不足,需及时处理。
王学飞
2008.12
2
粉磨效率低
改变磨机 级配
倒出磨机一仓、二仓的研磨体, 杨国春 进行人工筛选后重新称重级配 王学飞 吕常海 因比例阀属进口元件,比例阀 芯不能单独订购,只能整体更 换
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
提高Φ3.2×13m水泥磨台时产量的措施
我公司是2009年投产的年产120万吨粉磨站,有两条HFCG1200×450辊压机+SF500/100打散分级机+Φ3.2×13球磨机组成的联合粉磨生产线,设计能力为80t/d,主导产品为P·O42.5水泥和P·C32.5水泥。
投产之初,达不到产量设计指标,两年来,经过采取一系列措施,台时产量有较大提高,取得了较好的效果。
1 投产之初的情况
1.1 原磨内设计级配(见表1)
1.2 原配料方案(见表2)
1.3 控制指标
P·O42.5水泥:比表面积≥350m2/kg,SO3:2.1±0.2
P·C32.5水泥:80μm筛余≤2.2%,SO3:2.3±0.2
1.4 台时产量
(1)生产P·O42.5水泥时,台时产量在75~77 t/h;
(2)生产P·C32.5水泥时,台时产量在78~80 t/h;
2 工艺配料方案的调整
我们于2009年3月份投产,投产之初,生产P·C32.5水泥磨机台时产量在80t/h左右,生产P·O42.5水泥磨机台时产量在77t/h左右。
在配料方案上也做过几次调整,但由于磨前掺有矿渣,易磨性差,磨机台时产量始终没有达到设计要求。
为此,我们于2010年初对配料方案进行了重大调整,P·O42.5水泥磨前配料取消了矿渣掺量,P·C32.5水泥磨前仅保留3%左右的矿渣掺量,改在磨尾掺入矿渣粉,即在P·O42.5出磨水泥中掺加13.64%的矿粉(磨前配料为100%,矿粉属于100%以外掺入)。
同样,在P·C32.5出磨水泥中掺加17.65%的矿粉,出磨水泥与矿粉经过混料机混合后入成品库。
通过磨后外掺矿粉后,水泥熟料料耗都有不同程度的下降,水泥的后期强度有了明显的增长,而且磨机台时产量有了提高。
调整后的磨前配料方案见表3所示。
掺入矿粉后换算成入库水泥的组分见表4。
3 配料方案调整前后水泥性能的比较(见表5)
通过上述配料方案调整后,P·O42.5和P·C32.5水泥平均台时产量达到83吨左右。
4 对打散机和磨机内部进行了部分改进
针对个别用户反映水泥中有细小(1~1.5mm)颗粒的问题,我们于2010年底对打散机筛板篦缝和磨内双隔仓板之间的筛板篦缝做了调整。
(1)打散机筛板篦缝由5.0mm缩小到4.0mm;为防止大颗粒飞溅到外层,将内筒加高了250mm。
(2)将磨内双层隔仓板之间的筛板篦缝由2.5mm缩小到2.0mm。
通过对筛板篦缝的改进,经0.9mm方孔筛多次检验,水泥中没再出现用户反映的细小颗粒。
5 磨机级配的调整(见表6)
6 改进过程控制和操作方法
(1)每条生产线上有四台熟料秤,正常情况下只使用其中两台秤,由于熟料在库内分级,每台秤上的熟料颗粒、粉料交替出现,每次持续时间一般在6~8小时。
如果粉状熟料达到70%以上,严重影响辊压机的挤压效果。
为此,我们通知库下岗位工,根据熟料秤物料状况,定期更换不同的熟料秤,确保所使用的两台熟料秤一台为粒状、另一台为粉状,从而使物料颗粒得到合理搭配,稳定了进入辊压机的物料粒度,提高了挤压效果。
(2)对于筛分磨,物料水分对磨机的产量影响非常大。
我们控制出烘干机的矿渣水分小于1.0%;其它物料水分小于2.0%,入磨综合水分小于1.2%。
水分超过1.2%小于1.4%时,台时产量将降低5%~10%;水分超过1.4%时将出现饱磨现象,达到1.7%以上,基本无法生产。
为此,建立了严格的物料水分控制考核制度,确保入磨水分得到有效控制。
(3)科学进行操作,适时调整辊压机进料闸板,保证料流稳定;过去,为控制进入辊压机物料的多少,采取棒阀插入长短的办法进行调节,现在认为,这一方法是不科学的。
采取棒阀插入长短的办法进行控制进入辊压机物料的做法,容易使进入辊压机的料流不均衡,易产生偏辊和振动。
通过适当调整辊压机进料闸板,控制进入辊压机物料的多少,并且使料流均衡,两侧压力一致,提高了挤压效果。
(4)投产之初,由于对辊压机还不够十分了解和掌握,担心压力过大产生振动而影响辊压机使用寿命,导致压力偏小,辊缝偏大,出辊压机颗粒偏大。
投产之初平均压力在
5.8~
6.3MPa,平均辊缝在28~32mm。
经过外出学习和实际摸索,现在平均压力控制在
6.8~
7.2MPa,平均辊缝在20~25mm。
保证实际电流达到额定电流的75%~80%(额定电流为440A),最大限度地发挥辊压机的挤压作用。
(5)合理控制磨头打散机除尘器的风机转速,使进入打散机的细粉尽可能全部被风抽走带入磨内,确保打散机回粉里没有细粉,以提高辊压机的挤压效果。
可以在回粉下料管开一个门,定期取样进行粒度检测,以没有细粉为宜。
(6)加强中控操作,科学利用除尘风机变频器,根据磨尾负压、温度、磨音和出磨水泥细度合理用风。
在物料水分不超过1.2%,磨内隔仓篦板缝没有堵塞的情况下,生产P·O42.5水泥时,磨尾除尘风机转速一般控制在700~800r/min左右;生产P·C32.5水泥时,磨尾除尘风机转速一般控制在800~900r/min(满负荷转速为960r/min)左右;如果水分偏大或磨内隔仓篦板缝有堵塞时,应适当提高磨尾除尘风机转速。
(7)定期进入磨内检查衬板、隔仓板的磨损情况,防止和避免研磨体窜仓,及时清理隔仓板篦缝内的杂质,以保证磨内物料流速和磨内通风良好。
(8)经常观察磨机电流的变化情况,根据电流变化及时补充研磨体,一般每半个月补球一次,补球时按照设计的平均球径,按比例补充各种规格的钢球。
每一个月补段一次,根据实测仓位合理添加。
7 结束语
经过采取以上一些措施,磨机台时产量有了稳定的提高。
据统计,2011年全年生产水泥85万吨,磨前平均台时产量87.5t/h,水泥综合电耗下降了1.53kWh/t,仅电费一项可创效益
71.5万元。