精益生产英文版
AEC 汽车排放控制英文全称:automobile emission control
AFV 代用燃料汽车英文全称:Alternative Fuel Vehicle
CHMSL (汽车)高位制动灯英文全称:Center High Mounted Stop Lamp 词条简介:汽车上第三高位制动灯具,通常由LED组成,红色
GMLAN 通用汽车局域网英文全称:General Motors local area network 词条简介:汽车电子内部用网
HID 汽车高压气体放电灯英文全称:High Intensity Discharge Lamp 词条简介:汽车高压气体放电灯是一种利用处于高压状态的气体放光的电灯。
Lamps are electric lamps that produce light in a small arc tube under high internal pressure. OASIS 在线汽车服务资讯系统英文全称:On-Line Automotive Service Information System SBEC 单板发动机控制
SEFI 次序电控燃油喷射
SFI 次序燃油喷射
SMEC 单片发动机控制
SPI 单点喷射
SAE 美国汽车工程师学会
SOHC 顶置单凸轮轴
SOL 线圈
SPEC 规格
S/R 遮阳板
SRS 安全气囊
STD 标准
SW 切换开关
SCS 维修检示信号
TB 节流阀体
TBI 节流阀体燃油喷射
TC 涡轮增压器
TCM 变速器控制模块
TP 节气门位置
TPS 节气门位置传感器
TPS 节气门位置开关
TPI 进气口喷射
TWC 三元催化反应器
T 扭力
TDC 上止点
TDCL 自诊接头
T/N 工具编号
TCC 变扭器离合器
TRC 牵引控制
VAF 体积空气流量
VAT 进气温度
VCC 变扭离合器
VSS 车速传感器
VSV 真空电磁阀
VTEC 可变式气门正时
VC 粘性偶和
VIN 车身号码(出厂号码)
VVIS 可变进气系统AUTOSHUTDOWNRELAY 自动熄火继电器GROUND 搭铁
RADLO(Hi)FAN 散热器低速(高速)风扇AIRCOND 空调
ACCLUT 空调离合器
BACKUP 倒车
TRANSSYSTEM 转换系统
VEHLAMP 车灯
HEATEDREAR 后窗加热IGNRUNONLY 仅点火起动
Starter 马达
RearDefog 后窗除霜器
RearHeater 后加热器
CondFanMotor 空调风扇电机A.B.SPMPRelay 防抱死刹车油泵继电器Ignsw 点火开关
Fog 雾灯
Defog 除霜
DRL 门锁
OilTempSw 机油温度开关
KeyBuzzer 钥匙蜂鸣器
FuelPump 燃油泵
Temp 水温表
TCS 变速器挡位控制
KeyBUZ 钥匙蜂鸣器
ATC 温度自动控制
Switch 开关
RadioGRD 收音机搭铁
M/T 手动变速器
SeatBeltBUZ 安全带蜂鸣器
EGR 废气循环
SpareLead(Wire) 备用接头(线) FogLTSW 雾灯开关
Shielded 屏蔽线
IGNSwLT 点火开关指示灯InstPNLContLT 仪表板控制灯
BdyCON 车身连接器
ATF 自动变速箱油
ASSR 总成
CAT 触媒转换器
D1 分电盘点火
ECT 发动机冷却温度EFI 电子燃油喷射FWD 前轮驱动
GND 接地点HAZARDLAMP 危险灯RoomLamp 顶灯StopLamp 刹车灯Compr 压缩机HeadLamp 大灯Hdlps 大灯
Spare 备用保险Gauge 仪表
Turn 转向
POWWin 电动窗PowAnt 电动天线
Ind 指示灯
Motor 电动机(简Mor) GearSelLT 挡位指示灯InstLT 指示灯
Amp 电流表
TSC 信号变换器Bodyground 车身搭铁ResistanceWire 电阻线Conn 连接器
A/T 自动变速器Diode 二极管
Engine 发动机
Clock 钟
Fuse 熔断器FuseBLElink 熔线
Fuel 燃油(表) TailSoe 尾灯连接器HeatedR/W 后除霜器Rly 继电器
A/F 空燃比
CKP 曲柄轴位置
CPU 中央处理器
DTC 故障代码
EX 排气
EPS 电子动力转向
FP 燃料泵
FSR 失效安全继电器IAC 怠速空气控制
ICM 点火控制单元
IMA 怠速混合比调整
L/C 开关离合器
PCV 曲轴箱强制通风
PMR 泵马达继电器
SPEC 规格
TCM 变速箱控制单
VSS 车速传感器
Gauge 计量器
Vent 通风
Def 化霜
Aux 辅助
Tuner 收音机
Funct/On 功能
Input 输入
Output 输出
Level 电平
Equn 均衡
Review 快倒
Pause 暂停
Rdi Fan 散热器风扇
Head(RH) 右大灯Haz—Horn 警告灯,喇叭
IG main 点火主断电器
A.C comp 空调压缩机
A.C cut 空调断开继电器Cigar Lighter 点烟器(简:CIG) Cds fan 辅助风扇
Meter Back Lamp 仪表台照明TailLamp 尾灯
Turn Signal Lamp 转向灯
H02S 热氧传感器
LAR 进气共鸣器
IAT 发动机进气温度
IN 进气
MAP传感器歧管绝对压力
P/N 零件号码
PSW 压力开关
SIR 遮阳板
TB 节流阀体
VIN 车身号码(出厂号码) Charge 充电
Floor 暖气
Tape 磁带
Phono 唱片
Volume 音量
Indicator 指示器
Power 电源
Rec 录音
Speakers 喇叭
FF 快进
Horn 喇叭
Head(LH) 左大灯
HeaterA.C 空调暖风机
Dome 顶灯
R.R.A.C 后空调
Main 发动机主继电器
EFImain 电子喷射主继电器
WiperWash 雨刮器
RearCooler 后空调
/C Air Conditioning 空调A /T Automatic Transaxle (Transmission) 自动变速器ACC Air Condition Clutch 空调离合器ACT Air Charge Temperature 进气温度AFC Air Flow control 空气流量控制AFS Air Flow Sensor 空气流量传感器AI Air Injection 二次空气喷射ACL AirCleaner 空气滤清器AIV Air Injection Valve 空气喷射阀ALCl Assembly Line Communication Link 总装线测试插座ALDl Assembly lne Diagnostic Link 总装线诊断插座ALT Alternator 交流发电机APS Absolute Pressure Sensor 绝对压力传感器ATS Air Temperature Sensor 空气温度传感器AP Accelerator Pedal 加速踏板ABS Anti-lock Brake System 防抱死刹车系统ATF Automatic Transmission Fluid 自动变速箱油液A / F Air Fuel Ratio 空气燃料混合比AMP Ampere(S) 安培( 电流强度) APPROX Approximately 大约,近似ATDC After Top Dead Center 上止点后AUTO Automatic 自动ATT Attachment 附件ALR Automatic Lock Return 自动馈回缩器B+ Battery Positive Voltage 蓄电池正极BARO Barometric Pressure 大气压力BARO Sensor Barometric Pressure Sensor 大气压力传感器BP Barometric Pressure Sensor 大气压力传感器BAT Battery 电瓶BTDC Before Top Dead Center 上死点前BDC Bottom Dead Center 下死点CMP Camshaft Position 凸轮轴位置CARB Carburetor 化油器CCC Converter Clutch Control 转换离合器控制CDI Capacitive Discharge Ignition 电容放电式点火CMFI Central Multiport Fuel lnjectoion 中央多点燃油喷射CES Clutch Engage Switch 离合器接合开关CFI Central Fuel lnjection 中央燃油喷射CFI Continous Fuel Injection 连续燃油喷射CID Cylinder Identification Sensor 汽缸传感器CIS Continous Fuel lnjection 连续燃油喷射CKP Crank shaft Position 曲轴位置CKP Sensor Crank shaft Position Sensor 曲轴位置传感器CL Closed Loop 闭环控制CP Crank shaft Position 曲轴位置CPP Clutch Pedal Position 离合器踏板位置CPS Camshaft Position Sensor 凸轮轴位置传感器CPS Crank shaft Position Sensor 曲轴位置传感器CTP Closed Throttle Position ,节气门关闭位置CTS Engine Coolant Temperature Sensor 发动机水温传感器CYP Cylinder Position 汽缸位置CAT Catalytic Converter 触酶转换器CO Carbon Monoxide 一氧化碳CYL Cylinder 汽缸CPC Clutch
Pressure Control 离合器压力控制CARB Carburetor 汽化器,化油器CPU Central Processing Unit 中央处理器CHG Charge 充电D —Jetronic Multiport Fuel Injection D 型多点燃油喷射DLC Data Link Connector 数据传递插接器DFI Direct Fuel Injection 直接燃油喷射DI Direct lnjecton 直接喷射DI Distributor lgnition 分电器点火DID Direct lnjection —Diesel 柴油直接喷射DTM Diagnostic Test Mode 诊断测试模式DTC Diagnostic Trouble Code 诊断故障码DLI Distributorless Ignitioo 无分电器点火DS Detonation Sensor 爆震传感器DIFF Differential 差速器DOHC DoubleOverhe~IdCamshaft 顶置双凸轮轴DPI Dual Point lnjection 两点喷射DRL Daytime Running Light 白天行驶灯E2PROM Electrically Erasable Programmable Read Only Memory 可以擦写的只读存储器EATX Electronic Automatic Transmission /Transaxle 电控自动变速器EC Engine Control 发动机控制ECA Electronic Control Assembly 电子控制总成ECM Engine Control Module 发动机控制模块ECT Engine Coolant Temperature 发动机冷却水温EDIS Electronic Distributorless lgnition System 电子无分电器点火系统EEC Electronic Engine Control 电子发动机控制EEPROM Electrially Erasable Programmable Read Only Memory 可电擦写的只读存储器EFI Electronic Fuel lnjection 电控燃油喷射EGOS Exhaust Gas Oxygen Sensor 氧传感器EGR Exhaust Gas Recirculation 废气再循环EGRV ExhaustGasRecirculationvalve 废气再循环阀
精益生产推进计划完整篇.doc
精益生产推进计划1 精益生产推进计划 2007.11.15 ~2007.12.15 通过5S活动来提升现场管理水平。——11.15 ~11.24 现场1S(整理:区分要与不要的资源);——11.25 ~12.04 现场2S(整顿:对现场资源进行三定管理);——12.05 ~12.14 现场3S(清扫:彻底清除现场污染源,并加以控制)。 2007.12.15 ~2007.12.22 装配工时测算、价值流分析并制定改善计划。 2007.12.23 ~2007.12.31 生产线布局调整。 精益生产与工业工程(IE) 精益生产是当前工业界最佳的一种生产组织体系和方式。而IE则是为完成精益生产方式的工程基础,IE又是精益生产的重要组成部分。 工业工程IE(Industrial Engineering)是对人员、物料、设备、能源和信息所组成的集成系统进行设计、改善的一门学科。 日本企业在推行精益生产时,运用基础IE中大量的作业研究、动作研究、时间分析技术,使精益生产始终站在科学的基础上,因此生机勃勃、卓有成效。日本企业在运用IE方面有极大的创造,使得精益生产不仅带来了生产组织方式的质变,而且带来了产品开发、质量控制、内外协作管理、与用户关系等一连串带根本性的企业组织体制、管理体制方面的重大变化和企业经营
价值观的重大改变,其中最受影响的还包括日本企业的企业文化。丰田汽车公司生产调查部部长中山清孝认为,丰田生产方式(JIT)就是IE在企业中的应用。 日本从美国引进IE,经过半个世纪发展,形成富有日本特色的IE,即把IE与管理实践紧密结合,强调现场管理优化。我国企业在实施推进精益生产的过程中,应该结合现场IE,从基础IE的普及推广入手,进而实现拉动式准时化生产。 精益生产支柱与终极目标 Posted by iezhangliluo under [ 精益生产] [ (0) 评论] | [ (0) 引用] 精益生产支柱与终极目标 “零浪费”为精益生产终极目标,具体表现在PICQMDS七个方面,目标细述为: (1)“零”转产工时浪费(Products?多品种混流生产) 将加工与装配相连接流水化,消除中间库存,变市场预估生产为接单同步生产,将产品库存降为零。 (3)“零”浪费(Cost?全面成本控制) 消除多余制造、搬运、等待的浪费,实现零浪费。 (4)“零”不良(Quality?高品质) 不良不是在检查位检出,而应该在产生的源头消除它,追求
精益生产方式历史发展过
精益生产方式的历史发展过程 20世纪初,从美国福特汽车公司创立第一条汽车生产流水线开始,大规模的生产流水线一直是现代工业生产的主要特征,改变了效率低下的单件生产方式,被称为生产方式的第2个里程碑。大规模生产方式是以规范化、大批量生产来降低生产成本,提高生产效率的。这种方式适应了美国当时的国情,汽车生产流水线的产生,一举把汽车从少数富翁的奢侈品变成了大众化的交通工具,美国汽车工业也由此迅速成长为美国的一大支柱产业,并带动和促进了包括钢铁、玻璃、橡胶、机电以至交通服务业等在内的一大批产业的发展。大规模流水生产在生产技术以及生产经管史上具有极为重要的意义。但是第二次世界大战以后,社会进入了一个市场需求向多样化发展的新阶段,相应地要求工业生产向多品种、小批量的方向发展,单品种、大批量的流水生产方式的弱点就日渐明显了。为了顺应这样的时代要求,由日本丰田汽车公司首创的精益生产,作为多品种、小批量混合生产条件下的高质量、低消耗进行生产的方式在实践中摸索、创造出来了。精益生产方式在实践应用中根据丰田实际生产的要求而被创造、归纳总结出来的一种革命性的生产方式,被人称为“改变世界的机器”,是继大量生产方式之后人类现代生产方式的第3个里程碑。
总体来说,根据精益生产方式的形成过程可以将其划分为三个阶段:丰田生产方式形成与完善阶段,丰田生产方式的系统化阶段(即精益生产方式的提出),精益生产方式的革新阶段(对以前的方法理论进行再思考,提出新的见解)。 1丰田生产方式的形成与完善阶段 1950年一个年轻的日本工程师丰田英二到底特律对福特的鲁奇厂进行了三个月的参观,当时鲁奇厂是世界上最大而且效率最高的制造厂.但是丰田英二对这个庞大企业的每一个细微之处都作了审慎的考察,回到名古屋后和生产制造方面富有才华的大野耐一一起很快得出了结论:大量生产方式不适合于日本。因为第一,当时日本国内市场狭小,所需汽车的品种又很多,多品种、小批量并不适合大量生产方式的要求;第二战后的日本缺乏大量外汇来大量购买西方的技术和设备,不能单纯地仿效鲁奇厂并在此基础上改进;第三缺乏大量廉价劳动力。由此丰田英二和大野耐一开始了适合日本需要的生产方式的革新。大野耐一先在自己负责的工厂实行一些现场经管方法,如目视经管法、一人多机,U型设备布置法等,这是丰田生产方式的萌芽。 随着大野耐一式的经管方法取得初步实效,他的地位也得到了逐步提升,大野耐一式的经管在更大的范围内得到应用,他的周围同时也聚集了一些人,进一步完
精益生产之改善提案活动
精益生产之改善提案活动 【精益知识】精益生产之改善提案活动 一、改善提案活动考核指标是考核企业现场部门主管人员或者企业改善提案活动推进部门的,属部门考核指标而不是直接考核基层普通员工的。部门的改善提案活动考核指标包括:人均提案件数、提案参与率、人均提案经济效果。 1.人均提案件数=提案件数/提案资格人数 2.提案参与率=提案参与人数/提案资格人数 3.人均提案经济效果=提案经济总效果/提案资格人数 二、精益生产导师认为,要计算上述三个指标,就要先获取下列数据:有提案资格人数、提案件数、参与提案的人数、提案经济效果。 1、有提案资格的人数:一般来讲,每名员工都有参与提案的资格,包括管理人员、技术人员、普通员工等。提案资格人数是计算活动指标的基础数据,所以,要统计准确。一般以考勤人数为基准进行统计。如果人员变动率大,要按考勤时间进行折算。 精益生产管理导师认为,对于新员工,公司应根据行业特点、企业特点制定出规范,已确定何时开始纳入提案资格人员行列。一般应在较熟练掌握了现场操作知识、具有了操作能力、得到过改善提案活动方法的基本训练之后才能开始计数。 2、提案件数:是指被审核予以通过的提案件数,如果未被审核通过,不予计数。有些提案未被审核通过,不予计算;如果提案需要修改,则修改后审核通过才能计数。 提案可以是个人提案,也可以是多人共同提案。还可以是小组提案,但是如果企业开展了QC小组之类的活动,小组改善提案和QC小组课题不能重复计算。 3、提案实施件数:有些提案虽然通过了审核,但由于种种原因,未能被实施。比如:提案实施需要准备时间,或者实施需要等待更合适的时机等。 4、提案参与人数:由于有些员工提出不止一项提案,这样,提案参与人数可能会少于提案件数;另外,有些提案为联合提案,参与人数可能多于提案件数。 考核参与人数是因为有时候某个优秀员工会提出多个提案,这就会提升提案件数指标,但可能掩盖参与人数不足的问题。 5、提案经济效果:有许多现场改善提案无法用金钱数额来计算,所以,经济效果并不是改善提案最重要的考核指标。但是,应尽量将改善活动的成果转换成金钱数额,这样有利于鼓励优秀提案。经济效果一般按参考预计的12个月的效益进行计算。
精益生产方式中的生产计划与控制
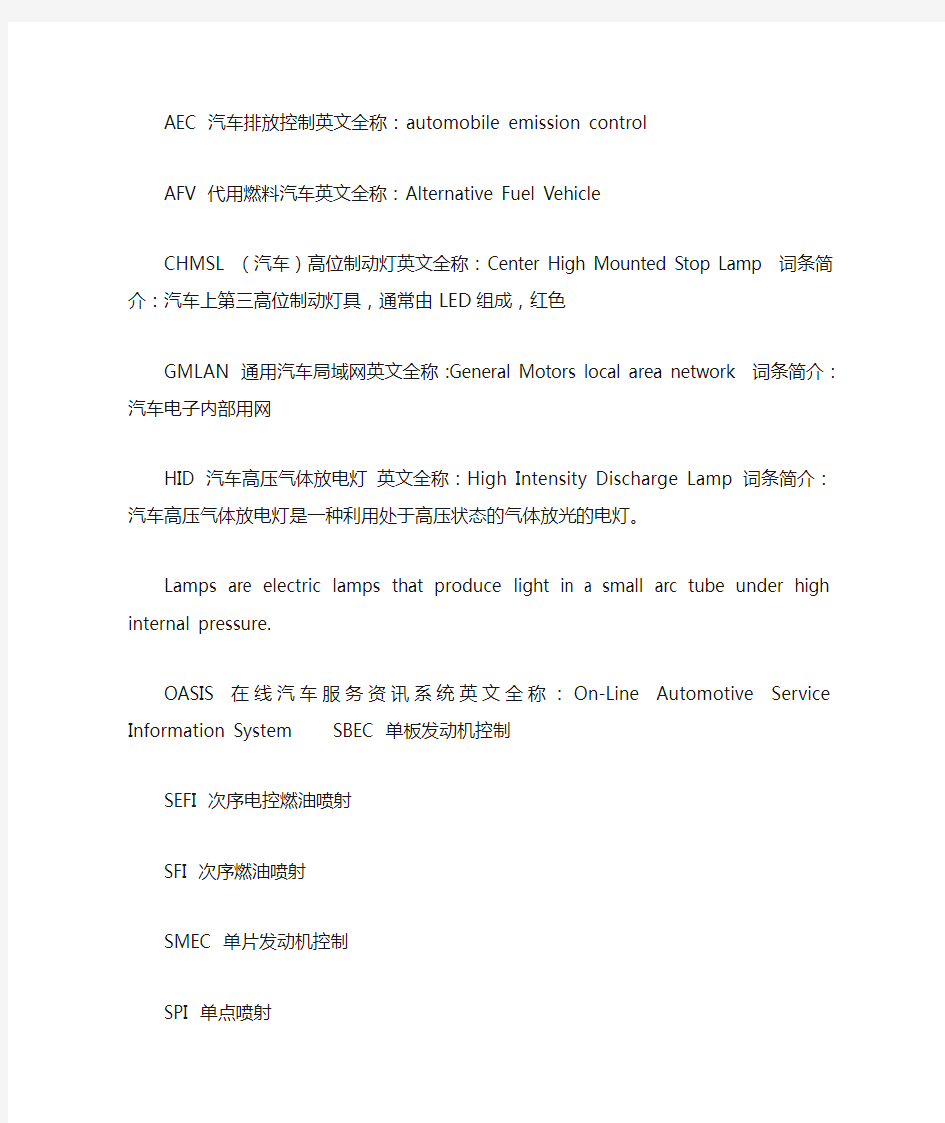
Part six 精益生产方式中的生产计划与控制 推进式控制系统与拉动式控制系统 第一种 推进式(PUSH )控制系统 [] 图6-1推动式生产系统 信息流 物流 工作点
信息流 物流 第二种 拉动式(PULL )控制系统 指令信息流 6-2 拉动式生产系统 Note:
6.2 精益生产中计划的特点 精益生产计划中最独特之处是,只向最后一道工序以外的各个工序出示每月大致的生产品种和数量计划,作为其安排作业的一个参考基准,而真正作为生产指令的投产顺序计划只下达到最后一道工序(如总组装线)。 图6-3 后工序按看板生产 推进式与拉动式系统对生产管理指标的追求 原料库存周转率=上月末库存金额/本月使用总额 成品库存周转率=上月末库存金额/本月出货总额 推进式(PUSH )生产系统 库存太 多,受不 准 时 库存 超 产 单位生产时间
拉动式(PULL )生产系统 生产计划种类 1.长期计划:即年度计划或3年计划等,其主要作用为年度财务预算、固定资产(设备等)、不动产(厂房等)的投入、预定新开发新产品类别及预定淘汰目前在生产产品类别,生产布局规划等等提供依据。长期计划的内容主要是预测各大类产品系列在市场要销售的数量,见图6-5。 图6-5 长期计划 2.中期计划:即未来数月的生产计划如季度计划以及月度计划等,评价在未来数月里,生产能力是否不够或有富余、供应商及采购部门能否对应、各部门人员是否不足(或富余)等等。 3.短期计划即当月计划、周计划、即日计划等。主要作用根据市场需求,制定企业最终产品的生产计划(在精益生产方式里称之为主生产计划),
精益生产概述
精益生产概述 一、方法起源 精益生产(LP),也称精益制造、精良生产,是美国麻省理工学院数位国际汽车计划组织的专家,在研究日本丰田准时化生产(JIT )生产方式的过程中提出来的,被认为是目前工业界最佳的生产组织体系和方式之一。 (1)精,即少而精,不投入多余的生产要素,只是在适当的时间生产必要数量的市场急需产品(或下道工序急需的产品)。 (2)益,即对所有经营活动要有益有效,具有经济效益。 二、方法核心 LP方式JIT是一种以最大限度减少企业生产所占用资源,降低企业管理和运营成本为主要目标的生产方式,是一种理念和文化。 1、L P的本质 LP方式JIT的实质是管理过程,在过程管理中实现零浪费,具体如以下几点: (1)人事组织管理优化,精简中间管理层,实施组织扁平化,减少非直接生产人员。 (2)推行生产均衡化同步化,实现零库存与柔性生产。 (3)推行生产过程的质量保证体系,实现零不良。 (4)减少和降低任何环节上的浪费,实现零浪费。 (5)最终实现拉动式准时化生产方式(JIT) 2、LP终极目标 LP终极目标是“零浪费”,具体七大目标如下: (1)零转产工时浪费:将工序品种切换与装配线转产的时间浪费将为“零”或接近为“零” (2)零库存:将加工与装配相连接流水化,消除中间库存,变市场预估生产为接单同步生产,将产品库存将为“零”。 (3)“零”浪费:消除多余生产、搬运、等待的浪费,实现“零”浪费。
(4)“零”故障:消除机械设备的故障停机,实现“零”故障 (5)“零”不良:应该在生产的源头消除不良,追求“零”不良。 (6)“零”停滞:最大限度地压缩前置时间,消除中间停滞,实现“零”停滞。 (7)“零”灾害:人、工厂、产品全面安全预防检查,实行安全巡查制度,实现“零”灾害。 三、方法体系 1、识别浪费的方法 识别浪费的方法包括质量新老七大手法、增值分析法、价值流分析法、防呆法(Fool Proof),还包括挖掘客户需求的QFD工具体系。 2、解决浪费问题所需的工具与方法 解决生产制造过程中存在的浪费问题所需要的方法工具体系如下图所示。 精益6σ(Lean Six Sigma,缩写为LLS)是精益生产与精益6σ的有机结合,其本质是消除浪费,目的是通过整合精益生产与精益6σ,吸收两种生产模式的优点,达到更佳的管理效果。 四、实施要点 LP的实际应用包含众多内容,实施程序和方法工具的角度也因企业和生产方式的差异而不同。从LP的核心思想出发,为了达到其七大终极目标,必须首先实现生产流程化、生产均衡化、资源配
精益生产推行计划书
精益生产推行计划书
精益生产体系推行计划书 一、序言 承蒙公司器重,担任公司精益生产推行办经理一职,主导负责公司精益生产体系的建立。在此之前,并未对精益生产有过太多的想法。如今身处其位,方知责任重大,压力山大。 从入职**以来,始终保持谦虚谨慎、踏实勤恳的态度去做事、做人,对自己的本职工作更是不敢有丝毫的懈怠。如今身居要位,此种责任感更甚。深知压力就是动力,挑战等于机遇的我,此时此刻不会有半点退缩,打点行装迎接新的挑战。 二、**的精益生产 **公司从2011年开始推行精益生产,经过3年的努力,已经具备雏形,初见成效。
各种精益生产活动,如6S、提案改善……等也在有条不 紊的进行。然此种成效仍有很大的提升空间,精益求精的思想和理念也未完全深入人心。各种浪1、实现6S以自主检查为主,外部检查为辅。 2、人人参与的6S文化。 3、通过6S的建设,带动人员素质的提升。
费、异常频发、模具不良多等仍是目前需要去面对的问题。以上种种,均要求我们持续推行、深入推进精益生产。通过精益生产体系的建设,灵活运
用精益生产各种工具来达到减少方 向 规划1、6S标准的修订。 2、6S检查评分标准的修订。 3、6S分组及检查方式的优化。 4、车间、仓库等现场部门大力推进6S 自主检查。 5、职能部门落实6S的日常点检。 6、6S竞赛、各种趣味活动的设计导入。 2、提案改善: 现状每月提案改善活动持续进行,但仍有以下不足点: 1、参与者集中于脱产人员,普通员工的参与度不够。 2、集中于现场车间,职能部门参与程度低。 3、案例等级基本处于5-8级,缺乏高等级的改善案例。
精益生产企划阶段决定的主要内容分析
精益生产企划阶段决定的主要内容分析 一个企业总是根据市场的情况及企业自身的技术实力、特点,决定在某个阶段推出什么样的产品,这个阶段是企划阶段,是由企业的经营层、设计开发部、市场销售部共同策划决定的。扬智咨询分析精益生产在企划阶段决定的主要内容: 1、面对市场客户群的类别 明确此类性能价格的产品对应市场的客户群是非常重要的。例如,高档产品对应高收入阶层或大企业使用,中档产品面对中等收入阶层或普通中等规格企业,低档产品面对低收入阶层或小企业,等等。市场客户定位不同,其价格也就不同,自然设计时要求的成本也就不同,采用的技术类型也有所不同。 2、预计生命周期(投放到终止生产的时间) 预计在市场生存的时间,也就预计此类产品在市场能存活几年后,其技术应该淘汰或客户不会再购入了。其主要依据是企业自身的技术发展水平及同行业其他公司的技术发展水平。预定了生存时间后,再预测市场在这几年中此类产品所占份额,这种预测完全依赖于公司目前在市场上的地位以及对其他同类企业的市场调查。 3、总批量数(生产总数量) 根据预测市场份额及生存时间,大致预测能够生产的总批量数。 4、采用的新技术及产品的基本性能
产品具有什么性能,采用哪类新技术。 5、设计开发投入费用 具体决定设计开发所需的各类费用。 6、产品的单位成本(每台成本) 总批量数对成本的预测是十分重要的因素,例如,在设计开发中往往要开模等,这类投入成本很大,而模具成本要平摊在以后批量生产的零部件上。若总批量数大,则每个零件平摊的设计开发费用就少。 7、设计开发大日程及推向市场日程 设计开发大日程包含企划开始到结束、成立开发小组、决定设计试作阶段(如设计试作、技术试作、试量生产、正式批量生产)。所谓决定推向市场日程,包括决定推向市场的时间以及此产品第二代改进型推出的时间等。推出的新产品总是在几年后就会在某些方面落后了,此时,为最大限度获得利益,一般企业都应对此产品进行改进,即推出所谓的改进型。这样此产品通过改进,能够让其在市场增加几年的存活期,从而使企业获得更大的利益。
(精益生产)精益生产管理推行实施步骤
精益生产管理推行实施步骤
一、系统培训 内容:5S管理与目视化管理;精益生产理念及理论培训;价值流程分析;标准化作业;JIT及时生产;快速切换;失误预防与问题解决;看板管理与精益物流管理;TPM全面生产性维护;精益质量管理的理念及技术培训;工作设计基本原理综述、工作扩展的方法、工业工程的概念和原理、动作分析与消除动作浪费、标准作业定义、标准作业三要素;节拍时间、作业顺序、标准手持、标准作业对品质条件的要求、标准作业应用的三个工具、建立品质最高、工数最低有序安全的作业方法、先入先出与产品可追溯性、减少工数的生产布局、一人多机的作业方法;工作教导方法。 二、推行5S和目视化管理,消除浪费 导入准备阶段、导入宣讲阶段、导入试行阶段、实施阶段、活动日常化三、建立完善作业标准 ●确定一个单位产品的完成时间 ●确定标准作业顺序 ●确定标准持有量 ●标准作业票 ●标准作业的制定 ●关于作业要领书 ●作业指导书和标准作业卡片 ●作业的组合 ●作业的效率 ●推进标准作业 ●作业组合的变迁 ●将U型线连接起来 四、优质生产 ●全面质量管理 ●开展自主管理活动 ●要求全员参与
●防差错系统 ●有效推行5S管理 五、生产同步化 为了实现适时适量生产,首先需要致力于生产的同步化。即工序间、部门间不设置仓库,前一工序加工结束后,立即转到下一工序去,组装线与机械加工几乎平行进行,产品被一件一件、连续地生产出来。在铸造、锻造、冲压等必须成批生产的工序,则通过尽量缩短作业切换时间来缩小生产批量。 生产的同步化是通过“后工序领取”(也称为拉动式)的方式来实现的。即“后工序只在需要的时候到前工序领取所需的加工品:前工序只按照被领取走的数量和品种进行生产”。这样,生产工序的最后一道,即总装线(最终产品装配线)成为生产的出发点,生产计划只下达给总装线,以总组装为起点,在需要的时候,向前工序领取必要的加工品,而前工序提供该加工品后,为了补充生产被领取走的量,必然会向更前一道工序去领取所需的零部件。这样一层一层向前工序领取,直至原材料部门,把各个工序都连接起来,实现同步化生产。 六、均衡生产 ●将数量与种类平均化 ●容易组合的标准作业 ●均衡化生产的做法 ●使用通用设备 七、建立柔性生产机制 建立柔性生产机制,弹性地配置作业人数。当生产量发生变动,能够弹性地增减各生产线的作业人数,以及尽量用较少的人力完成较多的生产。这里的关键在于能否在生产量减少了的时候,轻易地从生产线上的作业人员中减出相应的人数来。这种“弹性地配置作业人数”的做法一反历来生产系统中的“定员制”,是一种全新的人员配置方法,即丰田汽车生产方式中的少人化原则。 八、看板管理 ●看板的使用 ●推行看板管理
精益生产推行小组教学文案
一、精益管理推行组织架构 精益管理的推行组织与企业的组织架构是一致的,企业的最高管理者是活动推行的责任人,各职能部门的主管即为本部门的推行负责人。为了加强精益管理活动的推行工作,有必要在最高管理者之下设立推行事务办公室,各部门指定精益管理代表参与其中。 精益管理推行要求如下. (1)从企业高级管理人员、工厂管理人员到一般从业人员都要参加。 (2)企业高级管理人员、工厂管理人员要起模范带头作用。 (3)尊重各个工作场所的观念。 (4)整个运作应该踏踏实实地进行,绝不能急躁行事。 如图所示为某公司的精益组织架构,该公司推行精益生产项目的组织架构由公司推行委员会、执行委员会和分厂工作小组组成。
二、精益管理职责 (一)精益管理推行委员会 精益管理委员会的目的在于激活并持续推行精益管理运动,其任务是 门推行进展的汇报,其重点在于解决各部门在推行过程中遇到的各种困难和问题,协调各部门的活动。其主要职责如下。 (1)负责项目总体进度的批准。 (2)解决执委会项目实施过程中的障碍。 (3)为项目实施提供相应的资源支持。 (4)批准项目完成的人员考核奖励结果。 (二)推委会主任职责 (1)负责项目开展方式决策。 (2)负责项目管理过程授权。 (3)负责项目目标设定。 (三)推行委员职责 (1)总体负责精益生产项目的实施。 (2)负责执委会成员项目工作的落实和督促。 (3)为执委会成员工作开展提供资源支持。 (四)执委会主要职责
(1)负责项目方案规划和主计划制定。 (2)负责项目实施计划中内容的实施。 (3)负责项目实施过程跟踪和控制。 (4)负责各区域实施过程辅导。 (5)负责项目实施效果检查和评估。 (6)负责建立完善的精益生产管理程序、制度。 (五)项目负责人职责 (1)把握项目的总体进度,定期公布项目进展结果。 (2)负责组织执委会例会。 (3)向推委会汇报项目进展。 (4)负责制定项目奖惩激励制度。 (5)负责与外部咨询师的沟通、协调。 (6)评估咨询公司提供的项目推进计划。 (7)组织本公司项目实施计划的编制。 (8)负责精益生产办公室成员工作分配和执行委员之间的协调工作。 (9)负责项目组织实施人员的绩效考核。 (10)组织精益生产办公室成员检查项目推进计划进展情况。
如何构建精益生产体系
如何构建精益生产体系 导读 精益生产方式是彻底地追求生产的合理性、高效性,能够灵活地生产适应各种需求的高质量产品的生产技术和管理技术,其基本原理和诸多方法,对制造业具有积极的意义。 1 准时化 在需要的时候,按需要的量,生产所需的产品! 01 看板 看板管理,指为了达到及时生产(JIT)方式控制现场生产流程的工具。及时生产方式中的拉式(Push)生产系统可以使信息的流程缩短,并配合定量、固定装货容器等方式,而使生产过程中的物料流动顺畅。 及时生产方式的看板旨在传达信息:“何物,何时,生产多少数量,以何方式生产、搬运”。 看板的信息包括:零件号码、品名、制造编号、容器形式、容器容量、发出看板编号、移往地点、零件外观等。
及时生产方式的看板在生产线上分为两类:领取看板和生产看板。 02 标准作业 标准作业是将作业人员、作业顺序、工序设备的布置、物流过程等问题做最适当的组合,以达到生产目标而设立的作业方法。它是以人的动作为中心、按没有浪费的操作顺序进行生产的方法。它是管理生产现场的依据,也是改善生产现场的基础。 03 少人化 精益生产提高效率的目标之一是少人化,少人化就是根据产量的多少来增减人工,这样的生产线也叫做少人化生产线,从而达到用最少的人员满足顾客的生产需求。 实现少人化,必须满足以下3个前提条件:采用一个流生产;要经常审核、修改作业标准和作业标准组合;有具备能操作多种工序的能力的训练有素的作业人员。 04 快速换产 快速换产即SMED,是一种能有效缩短产品切换时间的理论和方法。
切换时间是指从前一种产品加工结束转换到能生产出后一种产品的合格时所需要的时间。 05 柔性化 柔性生产即通过系统结构、人员组织、运作方式和市场营销等方面的改革,使生产系统能对市场需求变化作出快速的适应,同时消除冗余无用的损耗,力求企业获得更大的效益。计算机及自动化技术是柔性生产的物质技术基础。例如柔性制造系统(Flexible production capacity,FMS)是以统一的信息控制系统和自动物料储运系统连接起来的一组加工设备,能在不停机的情况下实现多品种工件的加工,并具有一定管理功能。柔性生产是全面的,不仅是设备的柔性,还包括管理、人员和软件的综合柔性。与柔性生产相适应,当前国际上柔性管理也开始出现。 06 U型线 脱离原有生产线设计思想,使物流路线形成U型,进料和出料由一个人承担,这样可避免由于投入的人看不到出货情况而造成的中间在制品增加,中间在制品增加的最大弊端会使品质难以保证,先入先出不能得以实施,使系统的灵敏度严重下降。U型线的真真含义是在加工的过程中物流的过程是U型,而不是设备排布像U型 07 多能工
精益生产管理实施方案
精益生产管理实施方案 一、总体指导思想 1.精益生产作为当今最为先进的制造管理方法,具有很强的实践性。改善实施必须始终围绕精益生产管理体系的核心即消除浪费来开展各项工作,时时以精益生产思想作为工作指导的有力武器。 2.任何一项管理理论都不是一成不变的适用每一个企业。在应用精益生产理论进行改善时,必须时刻结合企业所处的行业环境和企业本身的特殊性进行灵活应用,因地制宜。只有这样,才一不至于在改善中生搬硬套,走错方向。例如由于手机行业存在市场机会成本,战略要求不能完全做到“零库存”管理。 3一个拥有卓越企业文化和管理的企业,需要经过多年的实践积淀才能实现。 丰田公司自成立初期就开始不断探讨生产模式,历经四十年时间才一逐步形成了初步成型的丰田方式。时至今日,丰田方式仍在不断改善进步中。因此,没有那个企业的实现是一瞰而就的,需要一点一滴的积累。卓越企业管理需要系统性的全面进行改善,但需要结合实际状况分步骤分门别类的逐步改善进而达成阶段目标并最终实现总目标。 4.改善不能脱离现场。所有数据必须现场测量,所有问题必须现场观察,充分与一线员工交流并亲身实践才能得出结论。脱离现场,脱离实际,脱离基层员工,任何改善都只是纸上谈兵。 5.改善成果必须实现标准化,没有标准化的改善不是完美的改善。 6.精益生产的改善需要以人为本,全员参与。只有全员参与,充分发挥人的主动性和能动性,改善才能处处开花。 7.改善是一个持续创新不断发现问题不断进步的过程。没有最好,只有更好,持续改善,不断进步,这是丰田方式的精髓。只有深深理解这一精髓,并将其作
为企业文化融入到员工心中,才能够在精益生产的实践应用中取得长久发展。 二、实施方案指导框架 结合企业自身实际状况,借鉴国内外的精益生产理论指导和实践案例研究,研究将精益生产的各钟软硬件技术进行分类,提出了新的改善模型,作为公司推行精益生产管理的指导框架。改善模型称为新“TPS”模型,T代表技术(Technology ),P代表人员(Person ),S代表系统(System,如图4-1所示。改善的三个维度分别是技术改善、系统支持以及人才培养,如图4-2所示。制造技术的改善代表着生产技术的改进,而支持系统则是从流程设计上来进行优化,而人才培养正是从以人为本的角度出发,对人的能力、意愿和文化进行培养熏陶,从而最大程度的发挥人的主观能动性,实现企业的长久发展。 精益生产管理模型 以新“TPS”管理模型作为公司精益生产应用推广的指导框架,针对当前生产中存在的主要问题从制造技术、支持系统以及人才培养三个维度进行深入分析及改善方案研究。 精益生产管理模型构造 三、制造技术改善 (一)生产模式优化 从当前的生产模式来看,产品从原材料入库到产品最终出货,中间需要五处等待,半成品需要入暂存仓两次,等待时间占整个生产周期的96.5%,浪费巨大。 依照精益生产单件流和连续流的指导思想,需要做进一步的改善优化。当然,生产模式的优化需要逐步推进,结合公司现状,提出以下四步走的改善建议。 第一步,通过改善,将整机组装测试段与包装段连在一起,实现整机组装的连续流;第二步,通过改善,将主板加工测试段与整机组装测试包装段连在一起,
精益生产过程的管理
一。生产计划 (一)精益生产计划的特点 精益生产计划与传统生产计划相比,其最大的特点是:只向最后一道工序下达作为生产指令的投产顺序计划,而对最后一道工序以外的各个工序只出示每月大致的生产品种和数量计划,作为其安排作业的一个参考基准。例如,在汽车生产中,投产顺序计划指令只下达到总装配线,其余所有的机械加工工序及粗加工工序等的作业现场没有任何生产计划表或生产指令书这样的文件,而是在需要的时候通过”看板”,由后退工序顺次向前道工序传递生产指令。这一特点与历来生产管理中的生产指令下达方式不同,请看图2。 在传统的生产计划方式中,生产指令同时下达给各个工序,即使前后工序出现变化或异常,也与本工序无关,仍按原指令不断地生产,其结果造成工序间生产量的不平衡,因此,工序间存在在制品库存也就是很自然的事。而在精益生产方式中,由于生产指令只下达到最后一道工序,其余各道工序的生产指令是由“看板”在需要的时候向前工序传递,这就使得:第一,各工序只生产后工序所需要的产品,避免了生产不必要的产品;第二,因为只在后工序需要时才生产,避免和减少了不急需品的库存量;第三,因为生产指令只下达给最后一道工序,最后的生产成品数量与生产指令的数量是一致的(在传统的生产计划下,最后这两老往往是不同的);第四,生产顺序指令以天为单位,而且“只在需要的时候发出”,因此,能够反映最新的订货和市场需求,大大缩短了从订货或市场预测到产品投放市场的时间,从而提高了产品的市场竞争能力。 (二)精益生产计划编制的程序与方法 在精益生产方式中,同样要根据企业的经营方针和市场预测制定三阶段生产计划,即年度计划、季度计划以及月度计划。然后再据此制定出日程计划,并根据日程计划制订投产顺序计划。 1.年、季度计划 年度计划根据企业经营方针和市场预测来确定,主要是规划大致准备生产的产品品种和数量,不把它具体化。 季度计划根据年度计划及市场需求,采用滚动计划法进行编制,即在第N-1月制订第N月、第N+1月以及第N+2月的生产计划。这样制订出来的第N月生产计划为确定了的计划,第N+1月以及第N+2月的计划也只作为“内定”计划,随着时间的推移,当第N+1月变为第N月时,再进行确定。 2.月度计划 月度计划根据季度计划和月需求预测,确定月生产的产品品种及每种产品的产量。N月的生产计划在N一1月的中旬开始时确定,到N-1月的中旬结束时再根据订货进行微量调整。在N一1月的下旬,进行所需零部件数量的计算,并定各种产品每天的生产量。由于产品的零部件数量庞大,往往使用计算机来进行计算。为实现均衡生产,月计划确定后,可以将产量平均分配至每个工作日,形成每日平均产出量,见表2(每月以20个工作日计)。 3.日程计划 以上工作完成后,才开始制订真正作为日生产指令的投产顺序计划。顺序计划每天制订,但
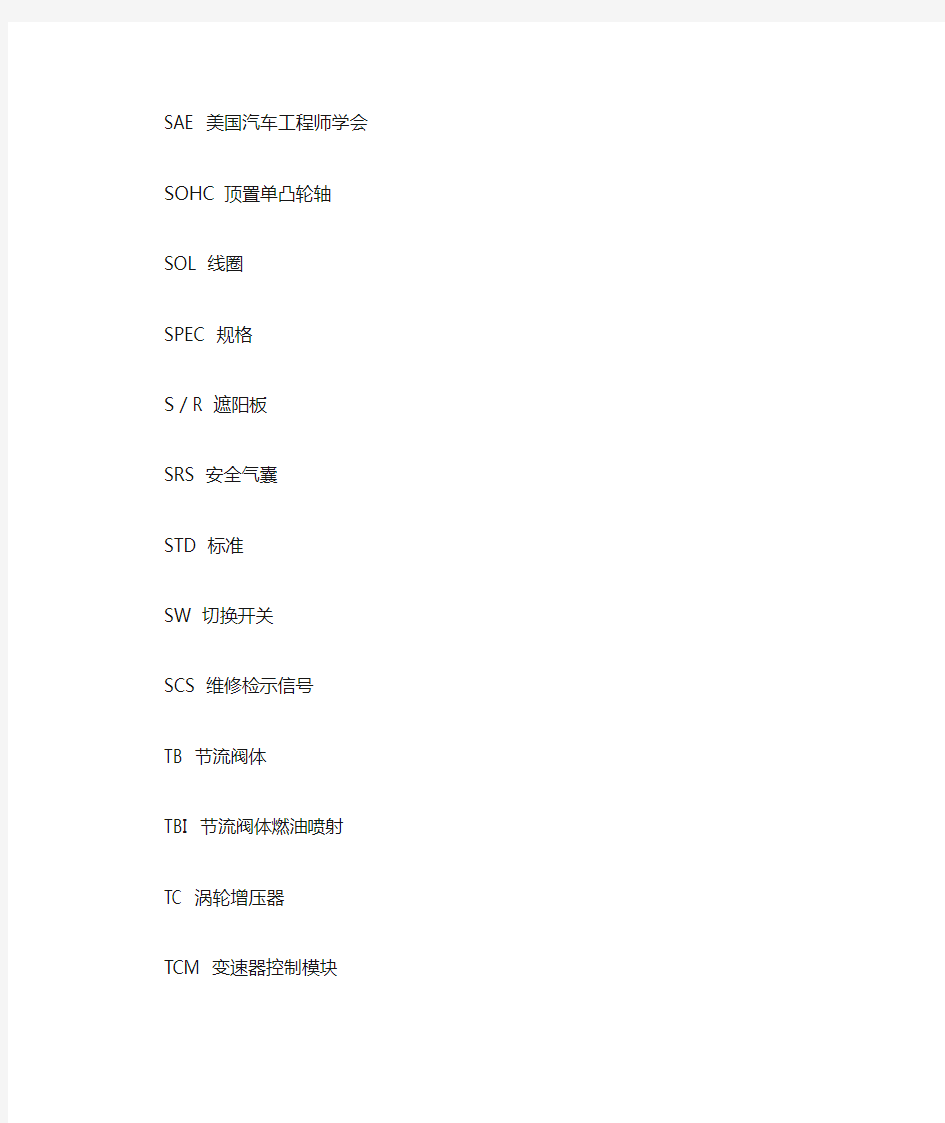
精益生产体系的结构与特征
精益生产体系的结构与特征 如果把精益生产体系看作是一幢大厦,那么大厦的基础就是计算机网络支持下的小组工作方式。在此基础上的三根支柱就是:(1)准时生产(JIT),它是缩短生产周期,加快资金周转和降低成本,实现零库存的主要方法;(2)成组技术(GT),它是实现多品种、小批量、低成本、高柔性,按顾客定单组织生产的技术手段;(3)全面质量管理(TQC),它是保证产品质量、树立企业形象和达到无缺陷目标的主要措施,如图1所示。 一、精益生产体系的目标 (一)精益生产的基本目标 工业企业是以盈利为目的,从事商品生产的社会经济组织。因此,最大限度地获取利润就成为企业的基本目标。传统的大量生产方式是以标准化、大批量生产来降低成本,提高效率的,完全是依靠规模效益来实现企业利润目标的。这种生产方式在经济高速增长、市场需求相对稳定的时期能取得良好的效果。因为在这种情况下,实际上不需要太严密的生产计划和细致的管理,即使出现生产日程变动、工序间在制品储备不断增加、间接作业工时过大等问题,只要能保证产品质量,企业便可放手大量生产,确保企业利润就不成问题。然而,在市场瞬息万变的今天,在实行多品种、小批量生产的情况下,这一生产方式显然是行不通的。 精益生产是采用灵活的生产组织形式,根据市场需求的变化,及时、快速地调整生产,依靠严密细致的管理,力图通过“彻底排除浪费”,防止过量生产来实现企业的利润目标的。因此,精益生产的基本口的是要在一个企业里,同时获得极高的生产率、极佳的产品质量和很大的生产柔性。为实现这一基本目的,精益生产必须能很好地实现以下三个子目标:零库存、高柔性(多品种)、无缺陷。 (二)精益生产的子目标 1.零库存
什么是精益生产
精益手册 什么是精益生产 通过消除企业所有不值活动,来达到降低成本、缩短生产周期和改善质量的目的。 区别 精益生产方式与传统生产方式的区别主要表现为:改变了品质控制手段;消灭(减少)了各种缓冲区;增加了职工的参与感和责任感;培训职工并与职工交流;仅在需要的地方采用自动化;精益组织结构。 精益生产方式的主要特征表现为 (1)品质——寻找、纠正和解决问题;(2)柔性——小批量、一个流;(3)投放市场时间——把开发时间减至最小;(4)产品多元化——缩短产品周期、减小规模效益影响;(5)效率——提高生产率、减少浪费;(6)适应性——标准尺寸总成、协调合作;(7)学习——不断改善。 精益生产的核心 精益生产的核心是通过持续不断滴排除浪费来赢得利润、创造价值。 精益思想五个原则 1. 价值——精确地确定特定产品的价值。 2. 价值流——识别出每种产品的价值流。 3. 流动——使价值不间断地流动。 4. 拉动——让用户从生产者方面拉动价值。 5. 尽善尽美——永远追求尽善尽美。 浪费
什么是浪费 浪费是指生产过程中用户不愿意支付的那部分企业活动。 浪费的种类 1、生产过剩:是最坏的浪费,直接导致其他6种浪费。是指生产出尚未有订单 的产品,造成过早的占用资源,同时导致生产部均衡和各工序排队等待,生产 周期长。 2、等待:因作业不平衡、安排作业不当、停工待料、品质不良、监看机器而造 成的等待的浪费。 3、不必要的加工:加工质量或精度超过了客户的要求而造成的资源浪费,包括浪费了 过多的工时、能源,增加了设备损耗,占用了作业空间等。在制造过程中,为了达 到作业的目的,有一些加工程序是可以省略、合并、重排或简化的。 4、搬运:长距离搬运在制品,缺乏效率的运输,进出仓库或在流程之间搬运原材 料、零部件或最终成品 5、库存过高:因为大量的库存会产生不必要的搬运、堆积、放置、防护、找寻等浪费, 日常管理、领用、甚至盘点等也需要增加额外的时间。既占用生产空间、浪费人力 物力,又占用运营资金、损失管理费用。随着存储时间增长,物品价值往往会降低,变成呆料废料,甚至被遗忘。 6、不合理的动作:任何对生产制造不增值的人员或机器的动作、行为。 7、不良品:在生产过程中,任何不良品的产生,都会造成人力、物力和时间方面的浪 费,如产品报废返工、材料和人工损失、订单和市场信誉损失等。 准时生产 准时生产定义 准时生产是指在正确的时间生产正确数量的正确产品,否则就会导致浪费。 准时生产的基本原则
精益生产改善方案项目季度总结报告
精益生产项目推行一阶段总结 一、活动概况: 一)阶段时间起至: 2009年8月12日至2009年11月6日 二)项目主体计划: 1、精益项目启动大会; 2、精益前期思维的宣导、活动规则的形成; 3、5S+TPM活动开展并运行; 4、SMT生产现场改善、率提升10%; 5、MI/T-up 样板线效率提升20%左右、PCBA生产同步化执行(PCBA+Ass'y) 生产同步化执 行;减少WIP;效率提升10%; 6、注塑生产现场改善及与丝印生产同步化执行效率提升20%、生产同步化执行;减少WIP; 效率提升10%; 7、PCB板车间及注塑丝印区域的看板计划拉动执行; 8、PC之主计划+分计划+配送之协调运作、强化PC之计划协同运作化PC之计划协同运作; (暂未介入) 9、产品输出之设计过程评审活动; 10、供应商交期与品质提升辅导。 三)顾问辅导工时及情况: 11、期间顾问老师总出勤辅导工作天为153天(不含中途穿插三个老师的4天), 12、期间由于顾问方公司会议及我司的国节假日安排从10月21日至11月12日为未辅导期, 13、期间共有5位辅导工时超过5天的辅导老师, 14、由于辅导方式及辅导输出与我司不兼容原因与顾问终止一位辅导老师(雄锦峰,根据各 部门的实际反映,水平较低,故与顾问公司明确要求调整)。 二、活动输出: 一)人员培训: 1、10大课培训分别为:精益生产的基本理念、TPS现场的7大浪费、问题理解与改善的基 本精神、5S的有效理解与改善技术、全面生产性维护TPM的概念、时间测量法、SMED 快速转模、设备保养基本知识与三级保养指导书、Design 评审工程实务、工程设计理念. 2、汪老师3节,严老师2节,魏老师2节,张老师一节(汪补一次),熊老师2节 二)注塑改善:
精益生产策划方案
企业现状分析和建议解决方案 一、企业目前现状分析: 1、产能不够无法满足市场需求,只能根据目前产能有选择地接取订单。 2、不能保证按时按量交货,生产环节缺少明确的计划安排。 3、生产成本高,人员效率低下,影响生产效率和企业效益。 二、建议解决方案 1、引进精益生产理论,并逐步结合实践。 2、完善生产管理体系,促进粗放式生产向集约式生产模式的转变。 概述: 根据企业现状,逐步应用精益生产理论,在目前生产规模和资金投入情况不变的基础上,合理规划配置资源,发掘潜力,最大化提升企业目前的生产效率,完善生产管理体系,提升企业的产品竞争力和市场生存能力,进一步达到提高生产效益的墓地。 具体模块包括:库存控制,生产计划管理,流程改进,成本管理,员工素养养成,供应链协同优化,质量管理等等。 1、库存控制。 库存包括材料库存和成品库存。针对目前企业的生产状况,由于每种订单的窗型不同,所以基本不存在成品库存的积压问题。但材料库存也是不可忽视的关键问题,过高的材料库存将会提高成本,积压流动资金,造成资金链运转停滞。所以精益生产理论要求在生产流程中提高资源利用率,下料时要求更合理更科学,减少料头和废料的浪费,同时生产过程中减少失误,将废品率极限降低,减少材料库存需求。这一点要求管理人员在成本核算时更加精准更加科学,要求库管人员对企业现有库存有详细的了解,能够及时协调产品所需材料的供应,以及常用消耗品的补充,形成完善的供应链协同优化体系。 2、生产计划管理。 生产计划管理是企业由小作坊式生产模式向规范化专业化生产模式的转变的必要条件。有计划的生产和科学的管理能够极大提高生产效率,在现有资源不变的基础上更合理地提高产能,发掘企业的生产潜力,提高生产效益。 要求:生产计划管理要求生产车间管理人员能够在接到订单时能够根据企业现状马上做 出科学合理的生产计划。这就要求管理人员能够对企业现有产能做到心中有数,比如我们的企业生产一批不同型号的塑钢窗或者铝合金门窗需要多长时间,需要多少道工序,每道工序需要多少人员,每天需要完成多少工作量才能够按时甚至提前完工,需要多少消耗品,材料供应需要如何配合才能够完成任务等等。不能一问三不知,或者只是大概的估计不能够精确决定工期和计划安排。
精益生产的实施过程内容
精益生产的实施过程内 容 文件排版存档编号:[UYTR-OUPT28-KBNTL98-UYNN208]
很多人不太了解精益生产是什么,包括哪些内容以及精益生产该做些什么,精益生产其实很简单,它包括精益生产管理和精益生产实施,接下来小编就来带领大家了解一下。 精益生产管理,是一种以客户需求为拉动,以消除浪费和不断改善为核心,使公司以最少的投入获取成本和运作效率显着改善的一种全新的 生产管理模式。它的特点是强调客户对时间和价值的要求,以科学合理的制造体系来组织为客户带来增值的生产活动,缩短生产周期,从而显
着提高公司适应市场万变的能力。精益生产管理辅导公司就是控制浪费、降低成本的最有效的一种生产管理方式。 那么接下来我就给大家来介绍一下精益生产有哪些内容。 ①生产线(设备)布置:按工序流程进行设备种类配置;依据生产节拍的需求合理配置设备数量;设备布局型式以“U”字型为首选方案,作业方向应统一,设备间距尽量缩小。 ②工序间在制品的物流存储:存储场地原则上集中于生产现场;明确在制品的很大存储量与很低订货量;实现“5S”的定置管理;明确存储方式与配置相应的物流设备。 ③工序内在制品的物流存储:实行“单件(小批)、一个流传递”的原则;明确存储位置与存储量;配置相应的物流设备。 ④生产线物料(零部件)供应:采用“多频次、少批量、准时制”的原则,确定供货存储区域、存储量、供货物流规则,设置供货物流设备。 ⑤生产作业方式:依据生产节拍实行“一人多序”的节拍生产。
⑥人员配置:实行人机作业时间分离原则,作业循环时间应为恒定, 作业内容应是重复作业。⑦生产计划:依据各工序生产能力与生产节拍指示生产量与进度;在销售计划与生产计划进行调整的前提下,实施“平准化”原则。 我想大家应该通过我的介绍对精益生产有了一些了解,又知道了精益生产该干哪些事情,以上内容由精极科技整理发布,精极科技全球精益柔性生产和低成本自动化解决方案高新技术企业希望以上内容可以给你一些帮助。
先进制造技术中的精益生产
先进制造技术中的精益生产 前言 制造活动是人类的主要活动之一, 社会的发展和进步, 离不开制造业的革新与发展。随着国际化市场竞争的日益激烈, 制造不再是单纯加工过程,还包括市场调研、产品开发、工艺设计、生产加工、市场营销等产品生命周期内一系列相关活动。制造是一个国家的支柱产业, 制造技术是支撑制造业完成产品生产、提高劳动效率、降低成本、满足环保型生产和保证质量的必要手段, 是国家经济持续发展的源动力。先进制造技术(AMT ─Advanced Manufacturing Technology) 是美国研究本国制造业衰退原因和振兴对策, 于90年代初提出的。 制造业的产品结构正朝着实用、高效、节能、质量好、功能先进、环保型(所谓的绿色商品) 方向发展;生产方式则朝着多品种、小批量柔性化,生产周期大为缩短等方面发展。 社会需求的不断变化和市场竞争的加剧, 促进新的制造技术不断出现, 这些制造技术大多数与计算机技术息息相关, 同时也注重人因和制造活动中的管理技术。先后出现了数控(NC),柔性制造系统(FMS),计算机集成制造技术(CIM/ CIMS),敏捷制造(AM),智能制造(IM) , 精益生产方式(LP),虚拟制造(AM),健状设计(RD),制造资源计划(MRPⅡ) 等多项先进制造技术与制造模式,其中最具影响力的就是精益生产方式, 它在实践中已取得了显著成效, 并被誉为改变世界的机器。 精益生产方式的来源及定义 1 精益生产方式的来源 精益生产方式来源于日本的丰田生产方式。它是美国麻省理工学院(MIT) 根据其在题为, 《国际汽车计划》( IMVP - international motor vehicle program) 的研究中总结日本企业成功经验后提出的一个新概念, 翻译为精益生产方式。 在本世纪初, 由美国人Ford 和Sloan 开创的大量生产方式(mass production)揭开了现代化大生产的序幕, 引起了制造业的根本变革, 大量生产方式取代了单件生产方式, 也使美国战胜了当年工业最发达的欧洲, 成为世界第一大工业强国;时隔半个多世纪, 日本又以推行精益生产方式实现了赶超欧美的愿望, 一跃成为世界经济大国。精益生产方式自以《改变世界的机器》一书公诸于世以来, 在世界范围引起了巨大反响。在美、德等国应运而生一批精益企业研究中心, 开展大范围的研究、示范、推广等工作。
公司推行精益生产活动.doc
公司推行精益生产活动1 公司推行精益生产活动 为不断提高我公司的企业竞争能力,降低制造成本,提高生产效率和经济效益,按照股份公司要求,2012年公司决定在全公司范围内推行以现场改善为核心,以工艺改造为基础,以物流配送为保障,以效率提升为目的,以质量提高为根本的精益生产活动。 公司确定机车和谐生产线和车辆新造钢结构生产线为示范推进车间或生产线。 9月6日,7日李兴钊副总经理分别在机车分厂会议室,车辆分厂会议室主持召开了机车和谐生产线和车辆新造钢结构生产线精益生产推进计划审核评定会议。生产部,人力资源部、安技环保部、资管理部、技术质量部及两大分厂精益生产领导组成员参加了评审。 会上大家集思广益,深入浅出,从我公司现实状况出发,就公司厂房厂地空间限制、物流配送现状缺陷、作业环境控制进行了分析。李兴钊副总在会上介绍了其他公司一些先进的经验同时提出在当前面临搬迁的形式下,要求各精益生产领导组充分利用现有条件,克服困难,理论实际结合创新,有条不紊的完成公司第一阶段推进计划。会上李总对两大分厂的精益推进计划的可行性进行了肯定,同时做了补充说明,要求两大分厂内部召开分析会,对推进计划细化,提出时间节点和推进目标,明确责任人。目前推进计划的目标
值及评定标准还有待于进一步完善,两大分厂已完成了推进计划的修改,公司精益生产的推行工作正扎实有效地推进中。 生产部 2012年9月16日 修改稿 从海思考电影艺术_考察报告 没看到海之前,我对海的认识是模糊的,它仅仅是由汹涌、澎湃、壮阔、浩瀚、深邃、蔚蓝一些词汇组成的模糊而简单的认识。即使在看到海时,也觉得他平淡、枯燥,以至于失望。然而,当我静下心来,抛开一切成见、偏见和顾虑。但是站在海本身的角度和位置,再一次仔细地思考和认识眼前的海时,我发现我错了,我误会了海,从某个角度说,我犯了这样一个错误:我站在海边,吹拂着海风,沐浴着海浪,聆听着海声,却忽略了海本身所有的存在。由此引发开来,作为一个艺术的崇拜和追随者,作为一个新时代的电影人,我想到这样一个问题:我们是不是在高举艺术大旗大声疾呼的同时,却忽略了艺术的根本。或许,我们都只是站在自己为自己雕塑的象牙塔里,用自己主观甚至武断的眼光和思维,定义着电影,定义着我们信誓旦旦要为之奉献一生的