北京工业大学表面工程研究所抗高温氧化腐蚀电弧喷涂粉芯丝材系列
热喷涂(2)

56
Ni及Ni合金 纯Ni及Ni-Cr、Ni-30%Cu(蒙乃尔合金),
耐蚀、耐磨、耐高温氧化
Sn及Sn合金 轴承轴瓦等滑动部件的耐磨涂层
21
涂层残余应力
✓ 涂层的外层受拉应力—后冷、收缩受阻 ✓ 基体、涂层的内层则产生压应力 ✓ 由喷涂热条件及物理性质的差异造成,影响涂
层质量,限制涂层的厚度 ✓ 预热或粗化表面能消除和减少
22
热喷涂预处理
喷涂工艺中一个重要工序: 清洗、脱脂:
碱洗法、溶剂洗涤法、蒸气清洗法、加热 去除氧化膜、表面粗糙化:
7
⑤工效高、操作程序少、速度快 每小时几公斤~几十公斤
⑥涂层厚度可调范围大 几十微米~几毫米
⑦可得到特殊的表面性能 耐磨、抗氧化、耐热、导电、绝缘
⑧成本低、经济效益显著
缺点: ①结合强度低;②材料利用率低;③热效率低; ④均匀性差;⑤孔隙率高。
8
4、涂层材料的要求
(1)较宽的液相区; (2)形状、尺寸有要求,线材、粉末。
1. 涂层的成分
喷涂材料的成分 氧化烧涂损层的成分
与粒子和喷涂气氛之间的化学反应有关
例:
电弧喷涂,因温度高、气氛为空气而氧化烧损严重
17
2.涂层的结构
➢ 涂层是变形粒子的层状组织结构 ➢ 涂层的性能具有方向性 ➢ 组成:扁平颗粒、氧化物夹杂、不完全熔融粒子、孔洞 ➢ 涂层经适当处理后,结构会发生变化。
线材
熔化或熔融→熔点
粉末 熔融 表→内热传导 90%熔融
复合材料粉末,可能大于熔点
例:Ni包Al放热反应
3. 粒子的尺寸
有一最佳临界尺寸
15
4. 粒子的表面反应
金属陶瓷涂层抗高温冲蚀性能的研究
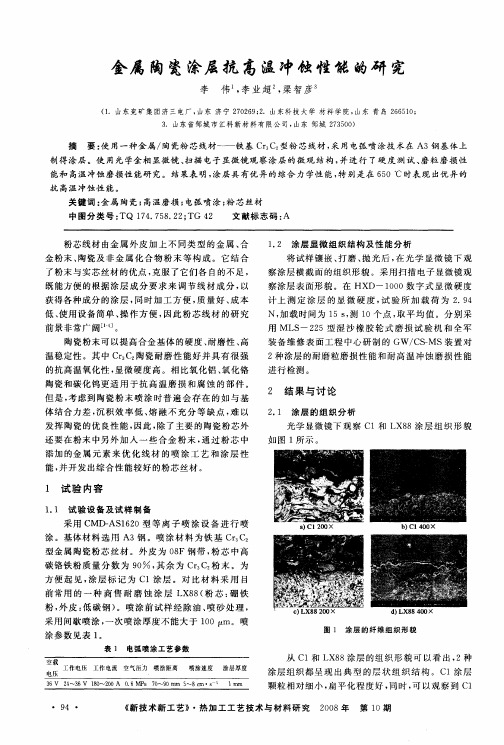
硬 度值 , 可见 C 1涂层 显微 硬度 略低 于 L 8 涂 层 。 X8
表 2 涂 层 的 显 微 硬 度
试 样 单 次 测 量 的 显 微 硬 度 值( HV) 平 均 值
a c1l O ) O x b L 81 0 ) X8 0 ×
碳 铬 铁粉 质量 分 数 为 9 , O 其余 为 C 。 末 。为 rC 粉
方便 起 见 , 涂层 标 记 为 C 1涂 层 。对 比材 料 采 用 目 前常 用 的 一 种 商 售 耐 磨 蚀 涂 层 L 8 ( 芯 : 铁 X8粉 硼 粉, 皮 : 碳钢) 外 低 。喷涂 前 试样 经 除 油 、 喷砂 处 理 , 采 用 间歇喷 涂 , 次 喷涂厚 度不 能大 于 1 0肚 一 0 m。喷 涂参 数见表 1 。
低 、 用设 备简 单 、 作 方 便 , 使 操 因此 粉 芯 线 材 的研 究
前景 非常 广 阔[ J 1 。 陶 瓷粉末 可 以提高合 金基 体 的硬度 、 耐磨性 、 高 温稳 定性 。其 中 C 。 。 rC 陶瓷 耐磨 性 能好 并 具 有很 强 的抗 高温 氧化 性 , 微硬 度高 。相 比氧化 铝 、 显 氧化铬 陶瓷 和碳 化钨 更适 用 于抗 高 温磨 损 和 腐蚀 的部 件 。
N, 加载 时 间为 1 Fra bibliotek 1 点 , 平 均 值 。分别 采 5S测 0个 取
用 ML 一2 5型湿 沙橡 胶 轮 式 磨 损 试 验 机 和 全 军 S 2 装 备 维修 表 面工 程 中心 研 制 的 G C — W/ S MS装置 对 2种 涂层 的耐磨 粒磨 损性 能 和耐 高 温 冲蚀 磨损 性 能
电弧喷涂专利技术分析
—366—技术改造1、概述电弧喷涂技术[1,2]是利用高压电弧使喷枪中的金属丝高温融化,通过高速气流将金属液滴喷涂到基体表面形成涂层,从而提高基体表面耐磨、耐腐蚀,超疏水等性能,延长其使用寿命和拓宽使用范围,广泛应用于航空航天、石油化工,机械电子等各个领域。
2、电弧喷涂技术研究现状2.1 沈阳工程学院[3]针对电弧喷涂装置不能有效地调节喷涂范围、容易因为丝材变形而导致熔融态的金属丝材不能有效雾化的问题,提供了一种电弧喷涂装置,如图1电弧喷涂装置结构示意图所示,包括送丝装置、气源、导向架,导向架包括第一弧形滑杆11、第二弧形滑杆12和支撑丝杠10,调节装置,其包括连接圈20、螺套21、连杆22和与所述连杆22一一对应的导向块23,所述螺套21与所述支撑丝杠10相配合并可转动地连接在所述连接圈20上,所述连接圈20套接在所述支撑丝杠10上,所述连杆22一端铰接在所述导向块23上、另一端铰接在所述连接圈20上,所述导向块23可滑动地设置在所述第一弧形滑杆11和所述第二弧形滑杆12上,所述送丝装置用于输送丝材并使丝材的引弧点位于所述第一弧形滑杆11 和所述第二弧形滑杆12的圆弧中心。
本发明的电弧喷涂装置,通过交叉设置的第一弧形滑杆和第二弧形滑杆,使得导向块在移动时可以保持设置在其上的喷气嘴可以始终通过一圆心,利用螺套与支撑丝杠相配合,旋动螺套可以沿支撑丝杠的延伸方向移动,螺套带动连接圈同步移动,连接圈移动的过程中会通过连杆带动导向块沿第一弧形滑杆和第二弧形滑杆的延伸方向滑动,从而调整气流的射出角度,可以调节喷气嘴与工件的距离一定时的喷射范围。
2.2 沈阳理工大学[4]针对电弧喷涂束斑大、涂层氧化严重等技术问题,提供了一种氩气保护微束电弧喷涂枪,如图2氩气保护微束电弧喷涂枪结构示意图所示,包括枪体和辅助电极组件,所述枪体包括绝缘套一5、保护罩一3、水冷套组件一、电气连接管一7和导电嘴2,所述辅助电极组件包括绝缘套二17、保护罩二19、水冷套组件二、电气连接管二15和辅助电极20, 所述导电嘴2的前端设置有导丝孔一21,所述导电嘴内设置有导丝孔二23,所述导丝孔一21和导丝孔二23同轴设置在导电嘴2的对称中心处,喷涂丝1依次穿过导丝孔一21和导丝孔二23,所述导丝孔二23的直径与喷涂丝1的直径相等,所述导丝孔二23的直径小于导丝孔一21的直径;所述导电嘴2内沿周向均匀设置2n 个通气孔22,n ≥1,所述通气孔22与导丝孔一21连通;所述导电嘴2的后端与电气连接管一连接。
电弧喷涂非晶纳米晶复合涂层材料研究

第1卷 第2期 热 喷 涂 技 术 V ol.1, No.22009年12月 Thermal Spray Technology Dec., 2009电弧喷涂非晶纳米晶复合涂层材料研究梁秀兵 ,白金元,程江波,刘燕,徐滨士(装甲兵工程学院,装备再制造技术国防科技重点实验室,北京 100072)摘 要:FeCrBSiNb 非晶纳米晶复合涂层和FeAlNbB 金属间化合物非晶纳米晶涂层均由非晶和纳米晶两相结构组成,涂层结合强度高,摩擦磨损性能等明显优于传统耐磨涂层,在机械金属零件的再制造修复领域应用前景广阔。
关键词:电弧喷涂;铁基非晶纳米晶复合涂层;再制造中图分类号:TG174.4 文献标识码:A 文章编号:1674-7127(2009)02-0023-04Study on Amorphous and Nanocrystalline Composite Coatingsprepared by Arc Spraying ProcessLIANG Xiu-bing ,BAI Jin-yuan ,CHENG Jiang-bo ,LIU Yan ,XU Bin-shi(National Key Laboratory for Remanufacturing ,Academy of Armored Force Engineering ,Beijing 100072,China )Abstract: FeCrBSiNb amorphous and nanocrystalline coating and FeAlNbB intermetallic amorphous and nanocrystalline coating were developed ,which both are composite structure of nanocrystalline phases embedded in an amorphous matrix. These amorphous and nanocrystalline coatings present perfect high strength bonding and excellent anti-wear properties compared with the other traditional coatings, which exhibits widely applications prospect in the maintenance and remanufacturing fields.Keywords: Arc spraying ;Fe-based amorphous and nanocrystalline coating ;Remanufacture基金项目:国家“863”计划项目(2009AA03Z342);国防科技重点实验室基金资助项目(914OC85020508OC85) 作者简介:梁秀兵(1974-),男,山东烟台人,博士,副研究员. Email :liangxiubing@ 非晶纳米晶合金新型材料具有一些奇特的性能,例如,高强度、高硬度、高电阻性、高韧性、良好的耐磨性和耐蚀性等,而且具有优良的磁学性能和超导电性[1]。
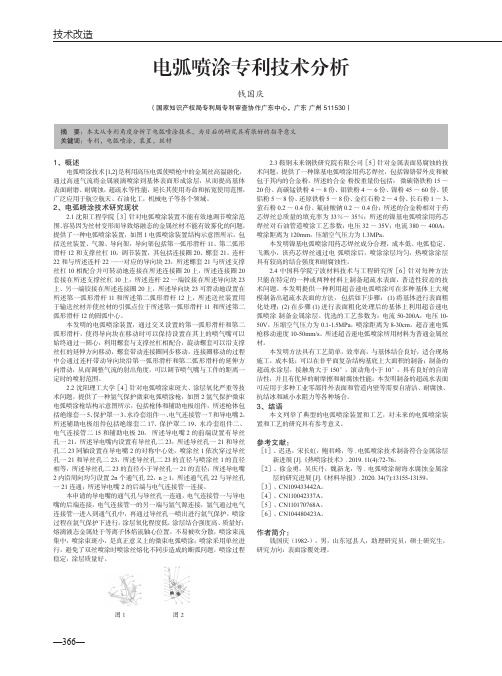
北京工业大学表面工程研究所
喷涂层横截面显微组织
SWR-不锈钢高硬度高耐磨型热喷涂粉芯丝材
说明:电弧喷涂层结合强度>55MPa,涂层硬度:>67-70HRC(维氏硬度 949-1362HV0.1 换 算值),涂层中的氧化物极少,孔隙率 3.2%。抗热震性能好(800℃,热震 20 次,涂层完好) , 抗高温冲蚀能力强。磨粒磨损试验相对耐磨性为 20G 钢的 18 倍以上。作高耐磨层用。适于循 环流化床锅炉"四管"、风机叶片等耐冲蚀磨损防护涂层。
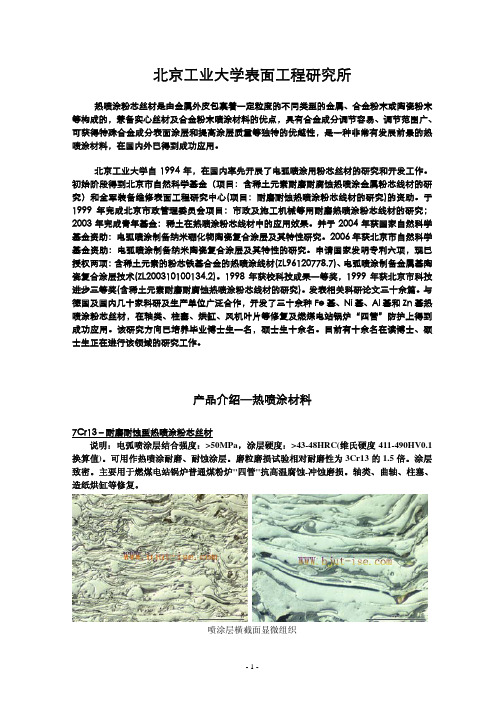
产品介绍—热喷涂材料
7Cr13-耐磨耐蚀型热喷涂粉芯丝材 说明:电弧喷涂层结合强度:>50MPa,涂层硬度:>43-48HRC(维氏硬度 411-490HV0.1 换算值)。可用作热喷涂耐磨、耐蚀涂层。磨粒磨损试验相对耐磨性为 3Cr13 的 1.5 倍。涂层 致密。主要用于燃煤电站锅炉普通煤粉炉"四管"抗高温腐蚀-冲蚀磨损。轴类、曲轴、柱塞、 造纸烘缸等修复。
-3-
Ni/Cr3C2-镍基耐高温冲蚀磨损热喷涂粉芯丝材
说明:电弧喷涂层结合强度>50MPa,涂层硬度:46-58HRC(维氏硬度 449-680HV0.1 换 算值),抗热震性能好(800℃,热震 20 次,涂层完好) ,抗高温冲蚀能力强。涂层的 750℃抗 高温腐蚀性(摩尔比为 7:3 的 Na2SO4+K2SO4)比 20G 钢好约 15-20 倍。
-6-
自保护金属芯堆焊药芯焊丝堆焊层显微组织(基体上均匀分布大量的 Cr7C3 硬质相) 牌号二:YDZ65 自保护金属芯堆焊药芯焊丝 规格:Ф2.8mm 硬度: 63~65 HRC 主要成分(wt.%):C3~5;Cr28~30;B1~2;Mn1.4~1.6;Si0.6~1.0 应用:用于磨煤辊、磨盘的修复和再制造,以及输送带、料斗、挖掘机、铲齿、筑路机、采 石场设备、混料机和鼓风机叶片等堆焊 牌号三:YDM60 埋弧堆焊药芯焊丝 规格:Ф2.8~5.0mm 硬度: 58~61 HRC 主要成分(wt.%):C3~5;Cr28~30;Mn1.4~1.6;Si0.6~1.0 应用:用于磨煤辊、磨盘的修复和再制造,以及输送带、料斗、挖掘机、铲齿、筑路机、采 石场设备、混料机和鼓风机叶片等堆焊
热喷涂Zn-Al-Mg合金涂层的研究进展

热喷涂Zn-Al-Mg合金涂层的研究进展刘玉栋;周勇;马晓琳【摘要】热喷涂Zn-Al-Mg合金涂层技术是一项新发展起来的防腐技术.介绍了近年来利用电弧喷涂技术制备Zn-Al-Mg合金涂层及喷涂材料研究的应用现状.综述了其涂层结构特点及性能的进展,探讨了Zn-Al-Mg合金涂层的应用前景.【期刊名称】《热处理技术与装备》【年(卷),期】2015(036)006【总页数】4页(P81-84)【关键词】热喷涂;锌铝镁合金涂层;腐蚀防护【作者】刘玉栋;周勇;马晓琳【作者单位】西安石油大学材料科学与工程学院,陕西西安710065;西安石油大学材料科学与工程学院,陕西西安710065;西安石油大学材料科学与工程学院,陕西西安710065【正文语种】中文【中图分类】TG154.5由于重工业的快速发展,大量的钢材投入使用。
再加上自然环境日渐恶化,钢结构的腐蚀状况愈演愈烈,带来了巨大的经济损失和安全隐患。
长期以来,人们采用涂料涂装、电镀、热浸镀等方法来铺设涂层进行腐蚀防护,但对钢铁结构件进行长期的腐蚀防护,尤其是在特定的服役环境下要求10年内不维护,20年内不维护或少维护的重要钢铁构件,热喷涂技术一直是公认的最为经济有效的长效防护方法。
热喷涂技术自20世纪20年代出现以来,期间不断的改进完善,是目前最为有效的防腐措施。
早期国内外采用电弧喷涂技术制备纯Zn、纯Al涂层对钢结构进行腐蚀防护。
热喷涂纯锌涂层有很好的阴极保护作用,但对氯离子较为敏感,在海水或氯离子含量较高的环境中,纯锌涂层的耐蚀性能有所降低[1]。
热喷涂纯Al涂层具有硬度高、耐腐蚀和抗冲蚀性能好的特点[2]。
但是Al涂层容易发生点蚀,并且对机械创伤较敏感。
热喷涂Zn-Al合金涂层则很好地结合了两者的优点,具有比纯Zn或纯Al涂层更为优异的防腐蚀效果。
研究表明,在Zn-Al合金中添加少量的Mg可进一步提高涂层的抗腐蚀能力。
通过喷涂Zn丝和AlMg合金丝或采用喷涂粉芯丝材的方法可获得Zn-Al-Mg合金涂层。
变压器厂家考察报告
变压器厂家考察报告篇一:变压器制造厂参观报告大学生变压器制造厂实习报告大学生变压器制造厂实习报告:由于上学期的课程中已经学过一些关于变压器的知识,所以参观胜兴变压器制造厂时感到不是那么的陌生。
变压器是利电磁感应原理,从一个电路向另一个电路传递电能或传输信号的一种电器是电能传递或作为信号传输的重要元件。
变压器是一种的电磁装置。
压器可将一种电压的交流电能变换为同频率的另一种电压的交流电能。
电压器的主要部件是一个铁心和套在铁心上的两个绕组变压器的结构简介变压器的基本原理是电磁感应原理,现以单相双绕组变压器为例说明其基本工作原理(如上图):当一次侧绕组上加上电压ú1时,流过电流í1,在铁芯中就产生交变磁通?1,这些磁通称为主磁通,在它作用下,两侧绕组分别感应电势é1,é2,感应电势公式为:E=4.44fN?m式中:E--感应电势有效值f--频率N--匝数?m--主磁通最大值由于二次绕组与一次绕组匝数不同,感应电势E1和E2大小也不同,当略去内阻抗压降后,电压ú1和ú2大小也就不同。
当变压器二次侧空载时,一次侧仅流过主磁通的电流(í0),这个电流称为激磁电流。
当二次侧加负载流过负载电流í2时,也在铁芯中产生磁通,力图改变主磁通,但一次电压不变时,主磁通是不变的,一次侧就要流过两部分电流,一部分为激磁电流í0,一部分为用来平衡í2,所以这部分电流随着í2变化而变化。
当电流乘以匝数时,就是磁势。
上述的平衡作用实质上是磁势平衡作用,变压器就是通过磁势平衡作用实现了一、二次侧的能量传递。
篇二:工厂考察报告模板(共7篇)篇一:参观工厂考察报告感想集团公司培训班参观考察报告XX年11月10日至19日,集团公司培训班全体学员在焊培中心领导的带领下前往天津金桥、天津大学、唐山松下、北京工业大学、中电华强、北京航空制造工程研究所等处进行了参观考察学习活动。
热喷涂铁基非晶合金材料的研究进展
热喷涂铁基非晶合金材料的研究进展马晓琳;周勇;刘玉栋【摘要】非晶合金是极具发展潜力的金属材料,铁基非晶合金性能优异,成本较低,易获得推广使用.介绍了铁基非晶合金的形成能力及其性能,综述热喷涂制备铁基非晶涂层及其应用,展望了热喷涂制备铁基非晶涂层未来的发展趋势.【期刊名称】《热处理技术与装备》【年(卷),期】2015(036)004【总页数】5页(P22-26)【关键词】热喷涂;铁基非晶态合金;涂层【作者】马晓琳;周勇;刘玉栋【作者单位】西安石油大学材料科学与工程学院,陕西西安710065;西安石油大学材料科学与工程学院,陕西西安710065;西安石油大学材料科学与工程学院,陕西西安710065【正文语种】中文【中图分类】TG139+.8由于在快速凝固时原子不足以有序的排列结晶,获得的晶态合金是长程无序结构,没有晶态合金中存在晶粒、晶界的固体合金被称为金属玻璃,也称为非晶合金。
非晶合金是冶金材料科学的一场革命。
非晶合金具备很多其独有的特性,如高强度、高硬度,优良的耐蚀性、耐磨性,较高的电阻率、较好的储氢性能以及机电耦合性等[1-3]。
其中,铁基非晶合金不但具有一般非晶合金所具备的特征,而且铁元素含量丰富,制备过程中需要真空度等特点,从而使材料成本和制备成本较低,易获得推广使用[4]。
由于冷却速度和非晶形成能力的制约,制备的铁基块体非晶合金厚度或直径也只有数毫米,这极大地限制了其在实际工程中的应用。
热喷涂技术不但能够迅速升温使材料熔化,还具备快冷凝固的特性,这有利于涂层中形成非晶相。
运用现代先进的热喷涂技术制备的铁基非晶合金涂层,既可以发挥热喷涂技术的优势,又可以实现材料表面改性处理,使材料表面具备某种特殊功效,从而满足材料在多种工程应用中的使用要求。
1 铁基非晶合金的形成能力在非晶合金的初期研究中,其成分中大多含有贵金属元素(如Pd、Pt等),这极大地限制了其在工程中的应用。
近些年来,非晶合金得以迅猛发展,关于非贵金属元素如 Mg、Zr、Cu、Ti、Fe 基非晶合金的研究也日渐增多,成为非晶合金研究的主流。
一种火力发电厂用锅炉管道防护涂层性能研究
一种火力发电厂用锅炉管道防护涂层性能研究摘要:本文利用自行研制的FeCrAl/WC粉芯丝材,用高速电弧喷涂技术制备了用于火电厂锅炉四管防护的FeCrAl/WC涂层,并对涂层的显微组织及相组成、工艺性能及常温力学性能、抗高温腐蚀性能和抗高温冲蚀磨损性能等进行了研究。
结果表明,涂层组织呈现出典型的层状结构特征,其相组成为84%的FeCr和16%的WC、W2C、少量的(FeCr)2O3及Al2O3,与基体的结合强度为30.8MPa,高温腐蚀和高温冲蚀磨损抗力均优于基体材料20G。
这也表明具有优良综合性能的FeCrAl/WC涂层能够满足电厂燃煤锅炉管道的工况要求。
关键词:火力发电厂锅炉管道防护涂层性能高温腐蚀和冲蚀磨损一直是导致火力发电厂锅炉四管(水冷壁管、过热器管、再热器管、省煤气管)爆管和泄露的主要原因之一。
据有关资料统计[1~4],锅炉四管常常因高温腐蚀和冲蚀磨损而导致减薄,这个速度一般约在1mm/年,严重的可达5~6mm/年,由此引发的“四管”爆裂事故在火力发电厂锅炉事故中占40%~60%。
由此可见,锅炉“四管”的高温腐蚀和冲蚀磨损是严重影响锅炉安全运行的一个亟待解决的技术问题。
因此,开发一种或几种抗高温腐蚀和冲蚀磨损的材料,改善锅炉管道对流受热面高温腐蚀和冲蚀磨损抗力,具有现实的工程意义。
文中采用自行研制的FeCrAl基粉芯丝材,利用高速电弧喷涂技术[5]制备出FeCrAl/WC涂层,并对涂层的显微组织及相组成、工艺性能及常温力学性能、抗高温腐蚀性能和抗高温冲蚀磨损性能等进行研究,以考察该涂层是否满足电厂燃煤锅炉管道的工况条件和服役需要。
1 试验材料及试验方法1.1 试验材料试验材料为自行研制的φ3mm的FeCrAl/WC粉芯丝材,材料成分见表1。
利用高速电弧喷涂技术在20G基体上制备了0.5mm左右的涂层,对比材料为20G。
1.2 试验方法式中:Wi为第i次腐蚀前试件称重;Wi+1为第i次涂盐后的称重;Wi+2为第i次腐蚀后称重;A为试件的总的表面积;0.6为扣除盐膜结晶水的系数。
电弧喷涂层高温氧化行为
维普资讯
电 弧 喷 涂 层 高 温 氧 化 行 为
刘 谦 。 世 宁 ( 甲兵工 程 学 院 材 料 科 学 与 工 程 系 , 京 1 0 7 ) 马 装 北 0 0 2
摘 要 : 3种 电弧喷 涂涂 层进 行 了 8 0 对 0  ̄ 温 氧化腐 蚀试 验 , C高 比较 了 不 同 含铬 丝 材 电弧 喷 涂 层 的 高 温 氧化 行 为 , 析 了涂 层 巾 分 铬 的作 用及 其抗 腐蚀 机理 。结 果表 明 , 铬量 对涂 层 的抗 氧化性 能 有 明显影 响 , 铬量 越 高 , 成 的保 护性 氧化 铬膜 越 致密 , 含 含 形 相 同时间 形成 的氧 化膜 越薄 , 蚀 质量 增值 越低 。由于粉 芯丝 材 在喷 涂 过 程 中铬 烧损 较 多 , 在涂 层 中 的分 布 不均 匀 , 成 的保 腐 铬 形 护 膜较 疏松 , 涂层 抗蚀 性 降低 。 使 关 键词 : 电弧 喷涂 ; 层 ; 涂 氧化 ; 腐蚀
CteaSeS.
Ke r s a c s r y n c a i g; x d t n; o r so y wo d : r p a i g; o t n o i a i c r o in o
电厂锅 炉管 道的 氧化 腐蚀 问题 严重 威胁 着 电厂 的安全 运
行 。 目前 一 些 国 家 采 用 热 喷 涂 技 术 来 解 决 这 一 问 题 , 得 了 取
中 图分 类 号 : G1 4 4 2 T 7 .4 文献 标识 码 : A 文 章 编 号 :2 46 5 (0 2 0 .0 70 0 5 .0 1 2 0 )80 2 .4
O x da i n ha i r of Ar r yi i to Be v o c Sp a ng Coa i s a i h Te p r t r tng t H g m e a u e
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.0
0.5
单位面积增重量W(mgcm-2)
0.0
0
50
650℃高温涂盐腐蚀:
100
150
时 间Time/h
5.5 5.0 4.5 4.0 3.5 3.0 2.5 2.0 1.5 1.0 0.5 0.0
0
50
100
150
时 间Time/h
200
250
MS55 MS60 MS65 MS70 45CT PS45 LX56
北京工业大学表面工程研究所 抗高温氧化腐蚀电弧喷涂粉芯丝材系列
编80
喷涂层成分及性能
主要成分(wt.%)
产品应用
Cr:13-15
Cr:17-19
Cr:21-23 Cr:25-27
煤粉炉“四管”抗高温冲蚀磨损、 抗硫腐蚀。
Cr:29-32
Cr:41-43
北京工业大学表面工程研究所 2013 年 3 月 24 日
200
250
实验室结果:MS65 和 MS70 涂层抗高温氧化性能优于 45CT、PS45,高温腐蚀性能与 45CT 相当。但其结合强度和耐磨性能更优于 45CT、PS45。
涂层 200 小时高温氧化截面形貌 MS70 涂层 45CT 涂层
涂层 200 小时涂盐腐蚀截面形貌
MS70 涂层
45CT 涂层 以上数据为实验室测试。目前 MS 全系列产品均已大量在燃煤电站锅炉喷涂应用。使 用效 果良好!
1. 丝材外皮:MS55、MS60、MS65、MS70 和 MS80 采用优质不钢 钢带;MS50 为低碳钢带。 2. 规格:直径 2.0mm;12.5 公斤/盘。
650℃高温氧化:
2.5 2.0 1.5
MS55 MS60 MS65 MS70 45CT PS45 LX56
单位面积增重量W(mgcm-2)