尿素高压圈设备常见腐蚀类型及原因分析
尿素生产中高压设备腐蚀原因分析及预防
氰酸铵 ,氰酸铵又分解成游离氰酸引起的 ;高温 高压下 甲铵对设备的腐蚀是由于电化学腐蚀和水 解产生的游离碳酸引起的。电化学腐蚀随温度升 高而加剧 ;化学腐蚀的速度随温度 升高而加快 ;
温 度升 高引 起 氧 在 尿 素 一甲铵 液 中 的溶 解 度 降 低 ,金属 表 面的 的钝 化膜 不易 维持 ,导致 腐蚀 加 剧 。对 C 汽提 工 艺来 说 ,高 压 系统 的 温度 不 O 能 高于 15o 8 C,否则 腐蚀 速度 将成倍 增加 。设 备
・9・ 5
坏则 很难 修复 。我 公 司通 过 向高压 系统加 双 氧水
修复 钝化 膜 。双 氧水 中释放 出来 的原子 氧 ,可 以 直接 参加 电极 反应 ,有 利 于钝 化膜 的形 成 。但若 连续 2— 3d出现 尿 素成 品 中 的 N 含 量 在 03X i . 1 以上 ,则应 停 车 ,重新进 行 升温钝 化 。 0
低 ,根据化 学反 应平 衡原理 ,可 以抑 制具有 强 烈
度时,氧化膜将被破坏,设备表面金属进入活化 状态 ,腐蚀 加速 。
C 汽提工 艺尿 素装置 在原始 开 车 时 的升温 O 钝 化非 常关 键 ,这 是 因为 虽 然 高压 系 统 的 合 成
[ 收稿 日期 ]2 1 -81 0 10 —2
1 3 甲铵 液 浓 度 .甲铵 液浓 度愈 高 ,对设 备 的腐蚀 性愈 强 。这 是 由于 甲铵液 浓度较 高 时 ,物 料 中具 有强 还原性 的C O H O N 2数量 相 对 增 多 ,使 金 属 表 面钝 化 膜
介 质温 度对设 备腐 蚀 的影 响十分显 著 。高温 高 压下 尿素 对设备 的腐 蚀是 由于 尿素异 构化产 生
钢材 料 主要 是 3 6 ,水 解 解 吸 和蒸 发 系统 使 用 1L 的不 锈钢材 料则 为 3 4 。 0 L
尿素高压设备腐蚀原因剖析及防腐控制措施 孟烨

尿素高压设备腐蚀原因剖析及防腐控制措施孟烨摘要:尿素合成反应是在高温、高压下进行,整个合成反应过程对设备腐蚀很严重,因此尿素设备选材要耐腐蚀,同时工艺生产中应采取有效的防腐措施及提高设备检修维护技术,才能更好的减缓设备腐蚀,有力的保障设备运行安全及企业的经济效益。
本文主要论述尿素装置高压圈的设备的腐蚀问题,分析腐蚀的原因及预防控制措施。
关键词:尿素生产、高压设备、腐蚀特点、腐蚀原因、措施概述:某公司52万吨尿素装置选用荷兰斯塔米卡邦公司的新型CO2汽提法尿素生产工艺,高压圈设备衬里采用了非常耐腐蚀的SAFUREX双相钢材质,该材质在目前尿素用钢中得到了广泛的应用。
虽然高压圏设备采用了非常好的耐腐蚀材质,但因尿素合成反应过程中,所处的环境中介质本身具有很强的腐蚀特性加之高温高压,设备运行期间依然存在腐蚀泄漏的风险。
因此研究设备腐蚀原因及制定科学合理的防腐蚀控制措施是非常必要的。
1、高压圏主要设备概况高压圏主要设备有池式反应器、汽提塔、高压洗涤器,三台设备衬里都采用了耐腐蚀的SAFUREX双相钢材质,设备于2013年8月投产运行,2014年9月检修期间对池式反应器、高压洗涤器、汽提塔三台设备进行了检查,设备内部衬里及其焊缝、耐蚀堆焊层、内件及其连接焊缝均处于正常状态,内部部件完好。
2017年4月对池式反应器内部情况进行了内部腐蚀检测,主要从宏观、超声、铁素体等方面检查,宏观检查池式反应器内部衬里、管板及过渡区耐蚀堆焊层表面、内件及其连接焊缝均处于正常均匀腐蚀状态。
池式反应器衬里及内件超声测厚数据正常。
对池式反应器管板耐蚀堆焊层表面铁素体、列管连接焊缝表面铁素体、封头衬里(管板侧)表面铁素体、封头衬里(管板侧)焊缝表面铁素体、筒体衬里表面铁素体、筒体衬里焊缝表面铁素体进行了测定分析。
本次检修检查发现池式反应器第一区有1处裂纹,第二区原补焊点腐蚀发黑疏松。
经过处理、打磨抛光,缺陷消失。
2、设备腐蚀机理分析池式反应器内部衬里表现为均匀腐蚀,从整个反应器所涵盖的腐蚀类别看,除了衬里的均匀腐蚀外,还有存在其他的腐蚀形式,如:坑蚀、缝隙腐蚀、晶间腐蚀、选择性腐蚀、应力腐蚀、冷凝腐蚀、磨蚀。
尿素合成塔腐蚀分析与防护

尿素合成塔腐蚀分析与防护尿素合成塔是化工装置中的核心设备之一,其主要作用是对氨和二氧化碳进行反应生成尿素。
尿素合成塔工作在高温高压下,同时氨、二氧化碳和尿素等物质分别流经塔内各级反应器,这样的工作环境必然会引起塔体的腐蚀。
本文将从尿素合成塔腐蚀的类型和原因、防护措施等方面进行分析。
一、尿素合成塔腐蚀的类型和原因1. 腐蚀类型尿素合成塔根据不同的催化剂和工艺条件,其塔体材料种类也不同,一般选用碳钢、不锈钢、合金钢等材料。
塔体内部布置的组件如催化器、冷凝器、再生器、氧化器等也是不同材质的。
此外,塔内物料流动的方式也会影响塔体的腐蚀形式。
因此,尿素合成塔的腐蚀类型也是多种多样的。
常见的尿素合成塔腐蚀类型有:均匀腐蚀、点蚀腐蚀、应力腐蚀开裂、干腐蚀等。
均匀腐蚀是指塔体表面在腐蚀介质中均匀失蚀并逐渐变薄。
点蚀腐蚀则是指在局部受到腐蚀的情况下,产生许多细小的孔洞。
应力腐蚀开裂是指材料在受到应力和腐蚀介质的共同作用下出现的裂纹。
干腐蚀是指在不含水或含水量较少的条件下,塔体内受到化学反应所产生的焦化物质等的腐蚀。
2. 腐蚀原因尿素合成塔腐蚀的原因主要有以下几个方面:(1)化学作用:尿素合成塔内物料流动过程中,反应产物之间会发生化学反应,如氨和二氧化碳在塔内进行氧合还原反应生成尿素,这样就会使得塔体产生化学腐蚀。
(2)物理作用:尿素合成塔会经历跨静电场和高温高压等物理环境的作用。
这些作用会导致材料的机械性能下降,从而引起塔体的腐蚀。
(3)流体作用:尿素合成塔内的流体流动条件对材料的腐蚀影响较大。
流体所受的剪切力会长期作用在材料表面,这会增加塔体的腐蚀量。
(4)设计不合理导致材料损耗:如塔内附加的设备和管道连接处不合理,容易导致材料磨损和腐蚀。
1. 材料选择在尿素合成塔的设计中,应根据不同的工况选择合适的材料。
焊接接头处应尽量减少,以降低塔体存在锥角时的应力集中。
在有磨损、腐蚀等风险的设备部位,应选择耐磨板或进行加厚设计。
论尿素生产中设备腐蚀的原因及防腐措施

论尿素生产中设备腐蚀的原因及防腐措施论尿素生产中设备腐蚀的原因及防腐措施内容摘要尿素是由NH3和CO2在高温、高压条件下反应生成的,在尿素生产的过程中,会产生氨、氨水、CO2、尿素溶液、蒸汽、水、碳铵溶液、氨基甲酸铵溶液(以下简称甲铵液)及其不同浓度的混合液。
导致尿素设备腐蚀的原因有很多,文章重点对各种原因进行分析,并提出相应的防范措施,希望能起到抛砖引玉的作用。
关键词设备腐蚀尿素一、尿素设备腐蚀的原因(一)介质温度介质温度对设备腐蚀的影响是十分显著的。
高温高压下尿素对设备的腐蚀是由于尿素异构化产生氰酸铵,氰酸铵又分解成游离氰酸引起的;高温高压下甲铵对设备的腐蚀是由于电化学腐蚀和水解产生的游离碳酸引起的。
温度的升高可以增加金属在其活化态和钝化态的腐蚀速率,使不锈钢的钝化区范围变窄,加速了材质的活化——即加速了阴极、阳极的氧化、还原过程,从而提高了设备的腐蚀速率。
电化学腐蚀随温度升高而加剧,化学反应速度加快;温度升高引起氧在尿素-甲铵液中的溶解度降低,金属表面的的钝化膜不易维持,导致腐蚀加剧。
尿素工程中对主要材料的使用温度有如下规定:钛的设计温度为210℃,生产中一般控制在207℃以下;00Crl7Nil4Mo2、00Crl7Nil4Mo2N、00Crl7Nil4Mo3等材质使用温度不得超过195℃;银和铅的使用温度一般不超过175~180℃。
另外,对CO2汽提工艺来说,高压系统的温度不能高于185℃,否则腐蚀速度将成倍增加。
操作温度对设备腐蚀的影响很大,当操作温皮超过设计温度时,即使仅超过1—2℃,设备腐蚀速率增加得也非常明显。
对于设备的腐蚀程度,我们可以根据尿素成品中镍含量的高低来判断,指标为0.3×10-6,高于0.3×10-6则说明设备的腐蚀异常,应及时查找原因并处理。
(二)甲铵液浓度甲铵液浓度愈高,对设备的腐蚀性愈强。
这是由于甲铵液浓度较高时,介质中COONH2—数量相对增多,COONH2—具有强还原性,使金属表面钝化膜不断地被破坏,从而增加了设备的腐蚀程度。
尿素高压设备管板及列管的腐蚀和修复
云 天化 甲铵 冷凝 器在 一次停 车后 检查 发现 下
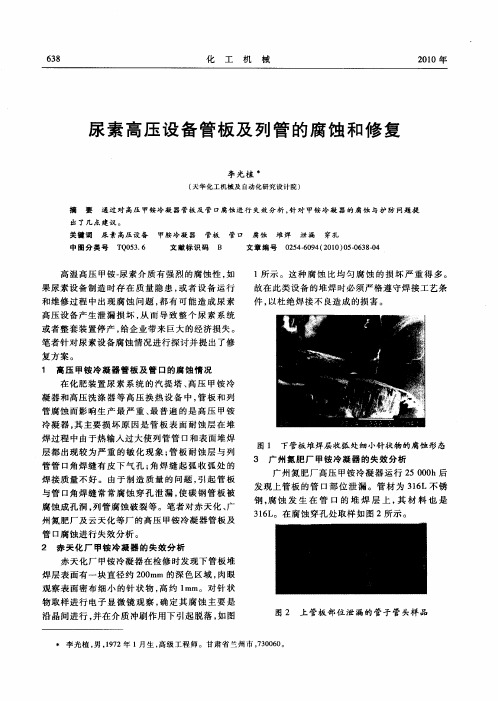
管板 靠外 圆处有 5根 列 管 在 管 口附 近 穿 孔 , 孔 穿 部位 相互对 应 , 钢 管 板 形 成 深 度 5 mm 左 右 贯 碳 0 穿 的孔 洞 。 肉眼 观察其 中的 3 3号列管 在堆 焊层 9
高 温高 压 甲铵 . 素介 质有 强烈 的腐 蚀性 , 尿 如
1所示 。这 种腐 蚀 比均 匀 腐 蚀 的损 坏 严 重 得 多 。 故在 此类设 备 的堆焊 时必 须严格 遵守焊 接工 艺条 件, 以杜绝 焊接 不 良造 成 的损害 。
果 尿素设 备制 造 时存 在 质 量 隐患 , 者设 备 运 行 或 和维修过 程 中出现 腐 蚀 问题 , 都有 可 能 造成 尿 素
68 3
化
工
机
械
21 0 0拒
尿 素 高压 设 备 管板 及 列管 的腐 蚀 和修 复
李光植
( 天华 化 工 机 械 及 自动 化研 究 设 计 院 )
摘
要
通 过 对 高压 甲铵 冷 凝 器 管 板 及 管 口腐蚀 进 行 失 效 分 析 , 对 甲 铵 冷 凝 器 的 腐 蚀 与护 防 问题 提 针
ห้องสมุดไป่ตู้ 第3 7卷
第 5期
化
工
机
械
69 3
在 扫描 电镜下 可观察 到 在堆焊 层 与管 口的热
的腐蚀 也很 严重 ( 3 ) 气孔 及气孔 内壁 的腐蚀 图 b;
情 况如 图 3 所示 ; 离穿孔 处 稍远一 些 的堆 焊层 c 距
影 响 区穿 孔 的 周 围 发 生 了 严 重 的 沿 晶腐 蚀 ( 图 3 ) 在堆 焊 层 与 气 孔 连 通 的 焊 肉部 位 沿 枝 晶 间 a;
211086475_分析尿素高压设备管板及列管的腐蚀和修复

电子衡器的使用原理主要是在电子秤台上放置物 体,并且承载器作用力的大小一般是借用传感器的作用, 进行电子信号的转换,并且利用数字形式,将数值显示 在称重表上。同时,电子衡器的使用可以降低一定的劳 动强度,提升相关工作效率。但是,电子衡器在长期使
(3)对于有杂质或金属粉末在阀芯上附着的情况, 可用气枪吹洗,但不能对阀芯造成损伤。
(4)在使用压缩空气对阀进行吹洗时,要注意不 要喷到阀芯上,以免造成密封面损坏。
(5)对于有杂质附着或者金属粉末附着较多时, 可用软钢丝刷来清洗;对于有金属粉末附着时,则需要 用细钢丝或细铁丝刷干净。
(6)清除污垢后要彻底清洗。 (7)根据现场实际情况,采用上述方法清洗后还 要用气枪吹洗一次,但要注意不能喷到阀芯上,以免造 成内部腐蚀。 (8)对于已经被氧化的部件,可采用酸冲洗或热 水洗处理。 (9)对于由于阀门内有铁屑、金属粉末、粉尘、 锈垢等导致阀内堵塞且无法正常使用的情况,则需将阀 门拆开进行清洗以确保阀内无残留污物,然后再重新组 装进行使用。 3.6 更换阀芯或阀座检查与密封修复 (1)拆卸阀芯或阀座,并清洗干净后用干燥。
衬里的钝化质量是影响设备综合使用效率的一个主 要因素,若衬里钝化质量欠佳,将会直接缩短设备的使 用寿命。尿素级低碳不锈钢钝化应在高温、富氧、湿润 的条件下开展的,只有这样,才能在其表层生成具备较 强抗尿素介质侵蚀的钝化膜结构。 3.2 确保加氧量或者双氧水钝化用量
设备内表层的钝化膜自身处于不断被破坏、不断被 修整的动态平衡状态下。大部分工况下,钝化质量达标 的设备衬里在和尿素及甲铵液直接触及时,只要液相内 氧含量> 10ppm,就能规避衬里被腐蚀的问题或者明显 减轻腐蚀程度。既往有数据表明,于运用防腐措施的大 型尿素合成塔中上部三层和二层之间进行挂片 (AISI316L 固溶态 ) 腐蚀试验分析,生产 290 天以后取出进行 检测,腐蚀速率平均为 0.0865g/(㎡·h),耐蚀性能 够抵达一级水平。由此可见,推导出以下结论,足够适 量的、可以进行持续补充破坏的氧化膜能够在较长时间 内维持其表层良好的钝化状态。在运用双氧水进行钝化 时,维持较多的用量才能确保取得理想成效。现如今, CO2 汽提法运用 H2O2,能够辅助将汽提管的腐蚀率降低 到 0.05mm/a 左右。气相部分依然运用空气钝化形式, 其氧气含量从最开始的 0.86% 下降到 0.2%,若经检测发 现氧含量没有达到以上要求,那么,将会加速材料的腐 蚀进程。 3.3 严控开工升温、停工降温速度
浅谈尿素装置高压系统腐蚀原因及应对措施
浅谈尿素装置高压系统腐蚀原因及应对措施摘要:本论文简述了高压系统的流程,阐述了高压系统在尿素生产装置中的重要地位,介绍了尿素生产过程中,高压系统设备的腐蚀机理;分析了各因素对设备腐蚀的影响,探讨了减小腐蚀的应对措施。
关键词:尿素高压设备;腐蚀机理;腐蚀因素;应对措施在尿素生产装置中,高压系统起着至关重要的作用。
高压系统流程可简要概括如下:高压CO2气体经汽提塔(201C)进入高压甲铵泠凝器(202C),高压液氨经高压喷射器(201L)也被送到202C中发生反应生成甲铵,得到的甲铵再经由管道至合成塔(201D)内,反应放出热量设201FA/FB两个汽包回收0.4MPa自产蒸汽。
同时202C中一部分未反应的CO2和液氨经由另外管道被送到201D中继续发生反应,为201D中甲铵脱水合成尿素的反应提供热量。
201D所得合成液自塔底至201C上部,自上而下与自下而上的CO2气体逆流接触,此时,合成液中的甲铵大部分分解成CO2和氨,同CO2气体混合成汽提气从塔顶离开至202C继续反应。
201D出来的合成气,先经过高压洗涤器(203C)上部防爆空间,后经器外管道进入203C下部,被高压氨泵送来的甲铵液吸收后一同从203C中部流出,后经201L抽吸送至202C中继续反应。
203C中热量由高调水转移,剩余气体送至中压系统继续回收。
换言之,高压系统就是尿素合成的主场所。
至此,尿素合成的所有化学反应已经完成。
至于后续的中压、低压等工序,是一个大的回收再利用未生成尿素的原料的循环。
最终也是要回到高压系统继续反应。
大家都知道,在尿素生产过程中,原料CO2,NH3、甲胺和尿素水溶液,原料带入的硫化物、氯化物等都具有腐蚀性,均会对高压设备产生腐蚀。
纵观尿素工业生产发展的历程,很多企业都曾因为设备腐蚀的问题被迫停工检修,因此腐蚀问题已成为影响稳定生产的严重障碍。
研究尿素腐蚀及抗腐蚀也就显得尤为重要。
以下是几张检修前拍得的设备腐蚀照片:图(1)图(2)图(3)图(4)图(1)和图(2)是检修之前的照片,图(3)和图(4)为各自检修后的照片,可以看出,设备打开检修之前,腐蚀情况相当严重。
尿素高压设备的腐蚀及防腐措施
Feb.2020化肥设计ChemicalFertilizerDesign第58卷 第1期2020年2月作者简介:宦月庆(1984年—),男,江苏兴化人,2010年毕业于南京工业大学化工过程机械专业,硕士,现主要从事化工设备设计工作。
尿素高压设备的腐蚀及防腐措施宦月庆(中国五环工程有限公司,湖北武汉 430223)摘 要:介绍了尿素高压设备腐蚀机理,并结合某项目4台高压设备的腐蚀情况,提出了防范高压设备腐蚀的措施。
关键词:尿素高压设备;腐蚀;防腐措施doi:10.3969/j.issn.1004-8901.2020.01.009中图分类号:TQ441.41 文献标识码:B 文章编号:1004-8901(2020)01-0030-03犆狅狉狉狅狊犻狅狀犪狀犱犃狀狋犻 犮狅狉狉狅狊犻狅狀犕犲犪狊狌狉犲狊狅犳犎犻犵犺 犘狉犲狊狊狌狉犲犝狉犲犪犈狇狌犻狆犿犲狀狋HUANYue qing(犠狌犺狌犪狀犈狀犵犻狀犲犲狉犻狀犵犆狅.,犔狋犱.,犠狌犺犪狀犎狌犫犲犻 430223,犆犺犻狀犪)犃犫狊狋狉犪犮狋:Thispaperintroducesthecorrosionmechanismofhigh pressureureaequipment,andproposesthemeasurestopreventthecorrosionofhigh pressureequipmentbasedonthecorrosionoffourhigh pressureequipmentinacertainproject.犓犲狔狑狅狉犱狊:ureahigh pressureequipment;corrosion;anti corrosionmeasuresdoi:10.3969/j.issn.1004-8901.2020.01.009 尿素设备腐蚀问题一直影响尿素工业的发展,尤其是尿素高压圈设备在高温高压条件下,当多种化学物质共同作用时,设备腐蚀问题会更严重。
尿素高压设备的腐蚀特点及防腐蚀措施
1概述当前,尿素生产多采用二氧化碳汽提法工艺,在高温高压条件下,多种化学物质共同作用导致装置腐蚀问题非常严重。
通过调查发现,高压设备腐蚀引起的装置停车出现的几率相当高,这不仅影响了企业的经济效益,同时还对生产装置运行的持续性和稳定性产成了极大的影响。
尽管各企业在养护维修期间加大了对设备的维护力度,但若要使设备的效能发挥到最佳状态,仍需要进一步采取有效的防腐蚀措施。
2尿素生产设备腐蚀分析2.1尿素生产设备腐蚀特点尿素生产过程具有很强的腐蚀性特点,因此尿素工业的发展离不开防腐材料和防腐设备的支持,不同型号的铁素体、奥氏体不锈钢、钛合金等材料已经广泛应用于尿素生产领域,很大程度上降低了设备腐蚀程度。
然而,设备材料长期处于恶劣环境下运行会逐渐老化,若设备维护或检修不及时,工艺参数设置异常等问题还会加重设备的腐蚀,进而导致泄漏造成停机。
就尿素生产工艺而言,对高压设备材料腐蚀性最强的是尿素甲铵液,该物质与设备材料发生反应时会表现出全面腐蚀、晶间腐蚀、应力腐蚀、选择性腐蚀、缝隙腐蚀、孔腐蚀以及腐蚀疲劳等多种特征。
2.2尿素生产设备腐蚀机理分析很多专家对尿素高压设备的腐蚀机理进行了研究,根据研究成果对其进行如下汇总:2.2.1中间产物的化学腐蚀第一,氨基甲酸根(COONH2-)导致的化学腐蚀。
COONH2-在高温高压下的还原性较强,这就对不锈钢表面的氧化物保护膜起到了破坏作用,使不锈钢金属材料表面产生活化腐蚀。
根据化学反应原理,温度越高,腐蚀速度越快;并且甲胺含量越高,介质的腐蚀速度越快。
氨基甲酸根的生成机理为氨气(NH3)、二氧化碳(CO2)在水中共同作用生产氨基甲酸铵(NH4COONH2,反应①),然后NH4COONH2电离生成COONH2-(反应②)。
化学表达式如下:①2NH3+CO2+H2O→NH4COONH2+H2O②NH4COONH2+H2O→NH4++COONH2-+H2O第二,氰酸根的化学腐蚀。
尿素生产中的腐蚀问题研究
尿素生产中的腐蚀问题研究摘要:尿素生产中最主要的腐蚀介质是压力与温度较高的尿素甲铵溶液,此外还有液氨、氨水、二氧化碳、尿液、碳铵、水、蒸汽的腐蚀。
本文主要探讨尿素生产中的腐蚀问题及原因分析,并提出尿素生产中腐蚀控制途径。
关键词:尿素腐蚀控制尿素是一种高效氮肥,其含氮量达46%,比硝酸铵高30%,比硫酸铵高120%,比碳酸氢铵高170%,是含氮量最高的氮肥品种。
尿素为中性,不像其他氮肥那样会由酸根引起土壤板结。
它既可作基肥,又可用于根外追肥,很易被植物吸收并促进植物生长[1]。
1、尿素生产中的腐蚀现象由于原料价格低廉,大大降低了尿素生产的成本,为工业化生产提供了有利条件。
在高温高压下氨和二氧化碳合成为甲铵的反应可较完全地进行;而甲铵脱水转化成尿素的这一反应并不能完全进行,其转化率一般为60%-70%左右。
未转化的甲铵必须从已转化的尿素中分离出来加以回收利用。
分离、回收方法很多,世界各国都在不断开发新型的尿素生产工艺,主要目标是提高热效率、降低能耗,涌现出不少技术先进、节能效果良好的新工艺,其在装置和用材方面也有新进展。
在我国,目前绝大部分尿素生产厂采用的是水溶液全循环流程和二氧化碳汽提流程。
水溶液全循环流程是将二氧化碳和氨在尿素合成塔内进行高温高压(压力为19.6MPa,温度为185-190℃;改良C法中的压力为24.5MPa,温度为200-205℃)下的反应[2]。
反应后尿液进入分解塔,将其中未脱水转化的甲铵加热分解成气相氨和二氧化碳与尿液分离后经冷凝并用水吸收,再全部返回合成塔被利用。
二氧化碳汽提流程是将合成塔出来的尿素甲铵液,进A-氧化碳汽提塔,用加氧的二氧化碳通人汽提塔,将塔中汽提塔内壁尿素甲铵液液膜中大量未反应的氨和二氧化碳提取带出进入高压甲铵冷凝器返回合成塔再利用。
而分离后的尿液,经蒸发、分离、干燥、造粒后得到成品尿素。
2、尿素生产系统中的腐蚀特点及原因分析2.1 中间产物尿素甲铵溶液的腐蚀生产尿素的原料二氧化碳和氨以及生产成品尿素的腐蚀性都很弱,而在高温高压(中压)的尿素生产中生成的中间产物尿素甲铵溶液,腐蚀性却很强,在加氧的条件下碳钢和低合金钢仍遭活化腐蚀,在不加氧的情况下不锈钢也不耐蚀。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
尿素高压圈设备常见腐蚀类型及原因分析天脊中化高平化工有限公司李振辉摘要:本文就尿素高压圈设备常见的腐蚀类型结合天脊中化高平化工有限公司尿素车间2010年大修期间高压设备的检测结果进行的总结并对常见的腐蚀原因进行简要分析,以防止或减缓腐蚀现象的发生。
关键词:高压圈设备腐蚀分析控制0 引言天脊中化高平化工有限公司尿素车间自2006年开车生产以来已经运行3年多时间,2010年3月对系统高压圈设备进行了较系统的检测、维修,期间发现多处、多种腐蚀性问题。
具体运行状况如下:0.1 N1系统尿素装置 2006年7月投用,运行至本次大修停车(2010年3月10日)大修,尿素装置累计运行了26303.23小时。
在此期间共停车91次,累计停车时间为6072小时,其中封塔57次,累计封塔时间为805.22小时,最长一次封塔时间为28小时,在此期间无因尿素高压设备泄漏原因而引起的停车。
运行中尿素装置最大负荷为100%,最小负荷为70%;CO2工艺气中O2含量平均为0.65%(V/V),有断氧运行记录,时间很短;汽提塔出液温度为172℃,有超温运行记录,超温温度为180℃,超温运行时间累计为20小时;运行期间甲铵冷凝器壳侧冷凝液中的CI–含量最高为8.8PPm,平均为5.5 PPm,冷凝液排放为设备侧导淋长排;尿素成品中的Ni含量平均为0.2 PPm,最高达0.7 PPm;工艺介质中H2S的最高含量为0.16mg/Nm3;停车前甲铵冷凝器壳程冷凝液电导为6.79us/cm2。
0.2 N2系统尿素装置 2006年7月投用,运行至本次大修停车(2010年3月11日)大修,尿素装置累计运行了29022.25小时。
在此期间共停车88次,累计停车时间为3377.75小时,其中封塔59次,累计封塔时间为698.47小时,最长一次封塔时间为28.3小时,在此期间因尿素高压设备泄漏原因而引起1次的停车。
运行中尿素装置平均负荷为100%,最小负荷为70%;CO2工艺气中O2含量平均为0.65%(V/V),有断氧运行记录,时间很短;汽提塔出液温度为173℃,有超温运行记录,超温温度为182℃,超温运行时间累计为36小时;运行期间高压甲铵冷凝器壳侧冷凝液中的CI–含量最高为8.2PPm,平均为5.3PPm,冷凝液排放为设备侧导淋长排;尿素成品中的Ni含量平均为0.19 PPm,最高达0.45 PPm;工艺介质中H2S的最高含量为0.10mg/Nm3;停车前甲铵冷凝器壳程冷凝液电导为5.8us/cm2。
1 常见腐蚀类型1.1 均匀腐蚀均匀腐蚀是尿素高压设备衬里整个表面均匀减薄的腐蚀,又称全面腐蚀,其特征是金属表面失去光泽、变粗糙和均匀减薄,特别是在合成塔下部较为突出。
腐蚀严重时,可能导致腐蚀产物污染尿素,使尿素颜色呈红色或黑色。
腐蚀的速度与钝化膜的质量、操作条件的变化及高压设备的部位有关。
钝化良好的尿素级316L不锈钢和钛,在正常的操作条件下,能保持钝化膜的厚度和完整性,因此腐蚀速度很低,一般在0.01~0.1mm/a的范围内(如图一汽提塔上盖,大盖衬里为25-22-2材质,表面呈银白色、光滑,衬里焊缝呈银白色,焊波清晰;出气管与大盖衬里间连接焊缝呈银白色,焊波清晰,表面有少量气相结垢,均处于正常均匀腐蚀状态)。
图一均匀腐蚀图二衬里鼓包1.2 衬里鼓包产生衬里鼓包的主要原因是衬里与筒体之间间隙处的压力大于塔内压力所致。
当衬里因腐蚀或焊接缺陷出现穿透性小孔或裂纹,设备内介质会泄漏到衬里与筒体的夹缝处,如果检漏通道被结晶和腐蚀产物堵塞,检漏孔不能顺利检出泄漏并泄压,衬里夹缝会产生较高压力,当设备内液体排放过快,夹缝内液体短时间内高于设备内压力时,衬里就会出现鼓包。
有时即使没有泄露,设备内排液过快,引起设备内负压,也会出现类似情况。
(如图二合成塔第六层筒体衬里呈棕褐色,表面光滑,表面有明显的鼓包,鼓包均较大,程度较严重)1.3 晶间腐蚀高温高压的尿素熔融物对不锈钢可能引起强烈的晶间腐蚀,尿素用钢的晶间腐蚀是介质侵蚀沿着晶界进行而形成裂纹,也可能在表面上没有宏观的变化,但却能引起设备机械强度的急剧降低。
导致该种腐蚀的原因是出现于底层金属中碳化物沉积而是基体脱铬,形成了高碳化合物Cr23C6析出。
由于铬的扩散速度低于碳,当Cr23C6析出时,碳很快补充上,而铬却来不及扩散到晶界,而形成了晶界附近的贫铬区,当铬含量低于2%时,即达到了钝化所需的极限含量以下,发生强烈的腐蚀,晶间腐蚀主要发生在热影响区和热加工而未经固溶处理的不锈钢部件。
图三晶间腐蚀图四应力腐蚀1.4 应力腐蚀应力腐蚀是尿素高压设备常见的腐蚀破坏形式之一,是在应力和腐蚀的共同作用下,在金属和环境系统特殊配合下所产生的一种局部腐蚀现象,腐蚀裂纹多在焊缝两侧,距离焊缝80~200mm范围内,绝大部分为纵向,少数为横向。
衬里裂纹是从衬里外表向里发展的。
往往裂纹与蚀点连在一起。
导致应力腐蚀的拉应力主要来源有残余焊接应力、热应力以及工作压力。
对于光滑无缺陷的金属表面,应力腐蚀破坏主要经历四个阶段:开始在杂质点发生点蚀,逐步形成蚀坑;在应力作用下,蚀坑底部形成微裂纹;微裂纹扩展到大于0.05mm以上的宏观裂缝;裂缝达到临界状态,迅速破坏(如图四高压甲铵冷凝器底部固定支撑焊接边缘发生应力腐蚀)。
1.5 电偶腐蚀衬里焊缝的焊接缺陷如气孔、夹杂或漏焊等,在尿素熔融物中,容易造成衬里穿透性腐蚀小孔,含氧的尿素熔融物会经过小孔泄漏到衬里与壳体的夹缝中,若未及时检出,由此会引起衬里与壳体的电偶腐蚀。
不锈钢衬里为阴极受到保护,碳钢壳体为阳极遭到破坏。
1.6点蚀和缝隙腐蚀大多数尿素生产中不锈钢的耐蚀性,决定在它表面形成的氧化物保护膜的钝态,一旦这层钝态膜遭到破坏,金属就会被腐蚀,把腐蚀仅仅集中在某些特定点,并在这些点形成腐蚀孔,而大部分表面仍保持钝态的腐蚀形式称为点蚀(如图五合成塔堆焊层发生点蚀);把在金属表面附着物下面或金属与另一物体的缝隙中,腐蚀选择性的腐蚀称为缝隙腐蚀,这两种腐蚀都是由活态---钝态电池引起的,在同一金属表面发生的局部腐蚀。
1.7 选择性腐蚀在尿素—甲铵介质中,由于金相组织不平衡,经受高温时出现铁素体,在600-900℃的加热过程中(在邻近进行焊接)本身又易于变成α相,出现在上述金属互化中或出现在附近的因金属互化物沉积而影响其组成的区域,就会产生组织选择性腐蚀。
在介质中应用复相钢既能产生铁素体相的选择性腐蚀,也能产生α相选择性腐蚀,一般在尿素用钢的规范中往往将铁素体含量规定在很低的范围内,但是铁素体本身并无危害,不过它最容易转化成α相的选择性却是有害的。
事实上,很久以来,在大多数生产尿素的方法中,尿素合成是在反应物中有氧存在的条件下进行的,氧在操作过程中对不锈钢起钝化作用,使介质的氧化还原电位移向更高的水平来超过活化区域。
但是,在含氧量较充分的情况下,介质对铁素体相选择性腐蚀能力强于在缺氧的情况下,介质对铁素体相选择性腐蚀较弱。
1.8 冷凝腐蚀由于保温不好,会产生NH3-CO2-H2O蒸汽的局部冷凝形成甲铵液,这种因冷凝而造成的腐蚀称为冷凝腐蚀,其结果是冷凝液溶解了不锈钢表面氧化膜中的氧,破坏了氧化膜,这种腐蚀通常发生在尿素合成塔,二氧化碳汽提塔气相空间保温不好的部位(如图六合成塔液位计套管为316L-Mod材质,表面呈棕褐色,气相区表面有较致密的气相垢层覆盖,液位计套管上部有明显的冷凝腐蚀发生)图五点蚀图六冷凝腐蚀2 腐蚀原因2.1介质因素a 氨碳比纯氨对碳钢的腐蚀不大,因此在尿素生产过程中接触氧的设备及管道采用碳钢材料,在生产过程中,氨和CO2合成反应的分子比为2:1,为了防止副反应和减轻设备的腐蚀,往往采用过量的氨,使NH3/CO2≥3,这样可以中和甲铵液中的酸性,如果NH3/CO2≤2,就可能有氢氧酸根产生而引起腐蚀作用,所以必须严格控制氨碳化。
b水、碳化在合成反应中,尿素——甲铵溶液中含水过多,会使氨浓度降低,水碳化增加,容易促使氰酸铵与氰酸的生成,加剧腐蚀速度,因此降低溶液中的水含量,可以减轻腐蚀,对CO2汽提法H20/CO2=0.37,水溶液全循环法H2O/CO2=0.67。
c惰性气体惰性气体使液相中的氧气和氨减少,因而增加设备的腐蚀速度。
d氧含量试验证明,尿素——甲铵溶液中有氧存在,会使不锈钢产生化学钝化,在表面形成并保持氧化膜,尤其是采用铬镍钼不锈钢时,能使其表面生成组织致密的氧化膜层,腐蚀速度大大降低。
为了维持氧化膜的形成并使不锈钢钝化,溶液中含氧量最低限度为10PPM,因此在原料CO2气体中需加入空气。
e硫含量CO2原料气中硫化物的存在,在水中是HS-离子状态,能破坏生成的氧化膜或阻碍其重新生成而促进腐蚀,形成坑蚀,因此必须严格控制CO2气体中硫化物的含量小于15PPM.2.2停开车频繁,停车保压时间长由于停、开车频繁,停车封塔次数多,时间较长,对衬里材料的腐蚀威胁很大,在停车保压状态时,系统中上供氧介质不流动,随着封塔时间的增长,系统压力不断下降,溶解在介质中的氧不断被释放,使金属表面氧化膜不断熔解直至破坏,设备处于活化腐蚀状态,实践证明封塔越长,腐蚀越严重,所以尽量不要停车保压,即使保压也不要超过12h.2.3 水质的影响尿素设备腐蚀行为的机理,基本属电化学腐蚀,生产中的水的氯离子含量偏高更容易引发腐蚀,特别能造成不锈钢设备的应力腐蚀按荷兰Stamicarbon(斯塔米卡邦)公司规定CO2汽提塔壳程试压用水CL-含量小于0.5mg/L,合成塔小于50mg/L.2.4工艺指标因素a低氧开工在开车或生产过程中出现低氧,断氧生产时,材料的腐蚀速度增加极快,有时偶尔出现,常使衬里材料年率超过指标.b速度尿素的转化率在200℃以前随温度的升高而升高,在200℃时达到最大值,超过200℃后,随温度的升高而降低,对合成塔而言,尿素合成塔的操作最高温度是根据合成塔采用的材质决定的,由于反应温度对合成塔的腐蚀影响较大,从化学反应速度看,反应温度的提高,尿素的生成速率增加,同时合成塔的化学腐蚀速率也增加,因此,各种金属材料在尿素----甲铵溶液中有一定的温度使用范围.超过极限,腐蚀加剧,变为不耐腐蚀的材料,对于超低碳不锈钢,以不超过195℃为宜,对工业纯钛则允许不超过205℃.3.结论:尿素生产中设备的腐蚀和防腐是一个绝对和相对的关系,现代防腐技术只能不同程度地减缓腐蚀进程,但不能消除腐蚀,在日常生产过程中,应尽量避免NH3/CO2、H2O/CO2、氧含量、温度等不达标现象,并规范设备管理,优化工艺控制,保持装置长周期运行,减少封塔次数与封塔时间,同时加强产品中Ni含量,并坚持定期用超声波和光导纤维等无损检测技术,及时掌控设备的腐蚀情况并结合实际生产情况制定防腐措施,最大限度提高高压设备使用寿命.参考文献:1、陈匡民主编过程装备腐蚀与防护化学工业出版社 20012、任晓善主编化工机械维修手册(中卷)化学工业出版社 2004作者简介:李振辉,助理工程师,2005年6月毕业于河北科技大学,同年7月进入天脊集团工作,现为天脊中化高平化工有限公司尿素车间设备技术员。