几种常用漏钢预报系统模型的比较_下_
结晶器漏钢预报专家系统(优选.)

·现场经验·结晶器漏钢预报专家系统刘玉玲①(济钢第三炼钢厂 山东济南250101)摘要 着重介绍了济钢第三炼钢厂结晶器专家系统的软硬件组成和数据通信的实现。
关键词 结晶器漏钢 专家预报系统 模型 通信Foreca st Expert Syste m of M old BreakoutL iu Yuling(J inan Ir on and Steel Co.,L td.)ABSTRACT The hard ware and s oft w are of mold breakout expert syste m and how t o realize communicati on bet w een the m are intr ouduced detailedly.KE YWO R D S Mold breakout Forecast expert syste m Model Communicati on1 前言济钢第三炼钢厂结晶器漏钢预报专家系统是从奥钢联(VA I)连铸自动化中引进的一项关键技术,它是在生产过程中对连铸机结晶器内部进行观察和预防漏钢的工具,通过实时观察结晶器状况以监测不稳定和临界的浇铸情况,及时进行漏钢预报避免铸机漏钢,还可以通过结晶器的历史数据来分析浇铸问题。
因此它在连铸生产中有着至关重要的作用。
2 专家系统功能简介第三炼钢厂引进的结晶器漏钢预报专家系统,除了热电偶检测漏钢的预报系统之外,还包括了结晶器热力学检测系统和结晶器振动摩擦力检测系统,它实现连铸机生产过程结晶器内部的可视化和漏钢保护。
因此它是一个融合了金属热力学、计算机技术、图形可视化技术、数学模型优化技术等多项技术的综合系统。
3 结晶器专家系统组成结晶器专家是一个独立的系统,其硬件和软件是模块式构建的。
其所需的信号是直接测量的,或是从其他系统(例如P LC系统)收集来的。
1)专家系统硬件构成铸机结晶器专家系统作为一种新型智能设备,组成包括仪表、计算机等多个设备,其硬件组成示意图如图1所示。
《2024年基于SVM的薄板坯连铸漏钢预报系统研究》范文
《基于SVM的薄板坯连铸漏钢预报系统研究》篇一一、引言在钢铁工业中,连铸工艺作为重要的一环,直接关系到钢产品的质量和生产效率。
其中,薄板坯连铸技术因其高效率、低能耗等优点被广泛应用。
然而,连铸过程中出现的漏钢问题,不仅影响产品质量,还可能造成严重的生产事故。
因此,漏钢预报系统的开发与研究成为该领域的一个热点问题。
近年来,随着人工智能技术的飞速发展,支持向量机(SVM)等机器学习算法被广泛应用于工业生产的各个领域。
本文基于SVM算法,对薄板坯连铸漏钢预报系统进行了深入研究。
二、SVM算法简介支持向量机(Support Vector Machine,SVM)是一种基于统计学习理论的机器学习算法,它通过寻找最优的分类边界来解决分类问题。
SVM算法具有较好的泛化能力和处理高维数据的能力,因此被广泛应用于各个领域。
在薄板坯连铸漏钢预报系统中,SVM算法可以根据历史生产数据和漏钢相关因素,建立数学模型,实现漏钢的准确预报。
三、系统设计与实现(一)数据采集与预处理系统的第一步是进行数据采集和预处理。
从薄板坯连铸生产线收集各种与漏钢相关的数据,包括浇注温度、冷却水流量、结晶器振动参数等。
然后对数据进行清洗和预处理,去除无效数据和噪声数据,保证数据的准确性和可靠性。
(二)特征提取与降维在数据预处理的基础上,进行特征提取和降维。
根据连铸过程中的物理和化学变化规律,提取出与漏钢相关的关键特征。
同时,利用降维技术降低数据的维度,提高模型的训练速度和预测精度。
(三)SVM模型建立与训练将提取出的特征作为输入,漏钢与否作为输出,建立SVM 模型。
利用历史生产数据进行模型训练,调整模型参数,使模型能够准确预测漏钢情况。
(四)系统实现与优化将训练好的SVM模型应用于预报系统,实现实时监测和预报。
同时,对系统进行优化和调试,提高系统的稳定性和准确性。
四、实验结果与分析(一)实验数据与实验环境为验证基于SVM的薄板坯连铸漏钢预报系统的效果,我们采用了某钢铁企业的实际生产数据。
马钢板坯连铸漏钢预报技术的进展
马钢板坯连铸漏钢预报技术的进展臧红臣【摘要】马钢四钢轧BPS系统开发基于10多年前的思想理念,在使用性和报警的准确性上已逐渐难以满足现场高拉速多钢种的需求,致使发生多次漏报、频繁误报.改造后的漏钢预报系统经过4个月的测试,误报率降低高达93.26%,漏报为0,其在提高连铸机的产能、改善铸坯质量、减少漏钢事故等方面发挥极其重要的作用.【期刊名称】《安徽冶金科技职业学院学报》【年(卷),期】2018(028)001【总页数】4页(P27-30)【关键词】连铸;结晶器;漏钢预报【作者】臧红臣【作者单位】马钢股份公司第四钢轧总厂安徽马鞍山 243011【正文语种】中文【中图分类】TP277.1马钢四钢轧的漏钢预报系统(简称MMS)是由西马克集团于2006年提供的。
经过了10年的运行,系统老化、无法满足当前的快节奏的工艺生产要求。
2016年6月份由于漏报造成2次粘结漏钢事故,导致生产中断和严重的生产损失。
老的漏钢预报系统,没有自学习功能,报警阈值根据钢种特性及热电偶梯度变化进行人为摸索,控制精度很难保证,为了预防漏报造成漏钢事故,工艺技术人员收窄了报警阈值,虽然杜绝了漏报,但增加了大量误报,约180块/月,因粘结报警造成的降速浇铸,既影响了生产节点,不利于高效生产,降低生产成本,又造成了非稳态浇铸,结晶器流场不稳定,钢液卷渣,降低了铸坯质量。
另外老系统还需要连铸机主控每次开浇前检查两个流BPS曲线选取情况以及BPS曲线选取是否与钢种相应。
在生产断面为1600 mm、1300 mm、1400 mm还需要人工进行热电偶屏蔽,极大增加了工人的工作量。
在此背景下,寻找具有自学习功能,能自适应热电偶梯度变化,自动放大缩小阈值,不需要人工干预的新系统势在必行。
1 马钢四钢轧连铸漏钢预报系统技术变迁马鞍山钢铁股份有限公司第四钢轧总厂(以下简称四钢轧)从德国SM S-DEM AG公司引进2台1机2流直弧形连铸机,其设计生产能力567 t/a,铸坯断面950 mm-2150 mm,钢种多达200多种。
连铸漏钢预报系统研究

系统总体框图如图 3 所示。 � 漏报次数) 100% � 报出率 = 正 确 次 数 ( / 正 确 次 数 + 漏 报次 数 ) 100% 经过评 估后, 该 预 报系 统 报警 16 次, 误 报 1 次, 无漏 报。 预 报 率 为 97. 14 % , 报 出 率 为 100% 。 最 � 后, 将 上述 35 组 数 据 依 次 采 用逻 辑 预 报、 B F 神经 网络、 模糊 B F 神 经网络 进行系统 模型的 评估 , 得出 的预报 性能指 标与本文 中 提出 的基 于 减法 聚类 的模
前处 理, 删除 受
《自动化仪表》 第 2 卷增刊
105
连铸漏钢预报系统研究 1.2 系统流程图
张剑辉, 等 � 处理计算 该模块在系 统后 台运 行。当点 击 “ 数 据处 理” 按 钮后, 首先对单个热电偶上获得的 15 个采样周期 的温 度数据序列进行数据前 处理, 剔 除掉受 到严 重干扰 的 不良数据; 接着通过二值 数据窗 前置处 理器 对温度 数 据归一化, 并仅仅提取发 生漏钢 时出现 异常 的几个 采 样周期。这样, 既简化了样本数据个数, 又减少了预报 模型的输入个数, 提高了训练速度; � 图像显示 通过热像图可以全面地反映结晶器内坯壳的凝固
LNG泄露后果的预测模型_彭世尼
c(x, y , z) =cc (x)exp
-
(|yS|y-(xb)(x))2
-
( Sz
(zx))1+
, |y |>b;
c(x,
y,
z) =cc (x)exp
-
( Sz
(z x))1
+
, |y |≤ b;
ux
=u0
(z z0
).
(1)
式 (1)中 , ux为沿 x 方向的风速 (m /s);u0为 Z =Z 0时 测得的风速 (m /s); 为风力图常数 ;Z 0为风力图基准 高度 (m ).
(b)具有储罐和防护堤的情况 图 2 风洞扩散试验与 FEM 3A 模型的预测结果对比
上面叙述的模拟利用了一个简单的边界层紊流模 型 , 考虑到由于高密度燃气作用下的紊乱逸散 , 对模型 进行了修正. 虽然已经成功地使用简单的模型模拟简 单障碍物 (比如储罐和防护堤 )和平坦地形对扩散的 影响 , FEM 3A模型在对有更复杂的障碍物和不规则地 形的应用中 , 还需要更高次的紊流闭合模型[ 22 . -25] 现 在需要继续进行基础研究来修正 FEM 3A 模型以应用 于更加复杂的情况.
94
重庆大学学报 (自然科学版 ) 2006年
( a)二次源的形成
(b)顺风扩散
图 1 D EGAD IS模型示意图
(J /m2 s);c 为浓度 (kg /m3 );cc为表 面中心线 浓度 (kg /m3 );Q*为大气中的收聚流 量 (kg /m 2 s);R 为燃 气源云半径 (m );Rp为主源半径 (m );Sy为水平浓度比 例系数 ;Sz为垂直浓度比例系数 ;T 为温度 (K ). 图 1中 的虚线表示 c =cu的等浓度线.
漏钢预报的原理

同时被拉断的部位因拉坯而向下运动 (5) 当被拉断的部位拉出结晶器下口时就发生
漏钢 由于结晶器是按某一频率 某一规律上 下振
动 发生粘结的坯壳始终向下运动 而发生粘结处 的坯壳不断地被撕裂和重新愈合 所以粘结漏钢部 位的坯壳薄厚不均 振痕紊乱有明显的 V 型缺 口 如图 2 所示 随着不断被撕开及愈合的 V 型缺口下移 坯壳在热电偶上方发生撕裂 撕裂部 位靠近热电偶时热电偶测出温度升高 当撕裂部位 通过热电偶所在位置时温度达到峰值 然后随着撕 裂部位离开热电偶 温度逐渐降低
(3) 由于结晶器振动 新形成的薄坯壳再次被 拉断 然后再次形成薄坯壳
(4) 随着每次振动 重复 2 和 3 的过程
图 3 粘结漏钢预报过程
C-080-10 1
图 4 粘结漏钢前热电偶温度变化(1)和漏钢的极限时间及极限温度变化率 2
在结晶器上水平安装一定数量的热电偶 图 3 口后保证不漏钢 其余 A B C 三点若仅有一点
所示的条件 ;另外到相邻最近的热电偶发生温度变
化的时间 图 4(1)中的 t2 也是一个重要因素 在粘结漏钢预报系统中发生粘结漏钢必须满
坯拉出结晶器后才能不漏钢 则l0 与 H 的关系应
满足
足的三个基本条件是
h = (3l0 − l) ⋅ tga + s
1 θ&≥ θ&cr t1 tcr 表示温度变化率
产 增加维修量和维修成本 而且使机械设备受到 损害 常见的漏钢形式有 因使用不适当的保护渣 或结晶器液面波动大产生的粘结漏钢 结晶器冷却 不均匀 使得凝固坯壳薄厚不均 在薄处易产生裂 纹或者在振痕波谷处产生裂纹拉出结晶器后产生横 裂或纵裂漏钢 中包内的异物或未熔化的保护渣嵌 在凝固坯壳表面 拉出结晶器后由于钢水静压力的 作用在夹杂物位置处漏钢 统称卷渣漏钢 铸造开 始后不久 钢水从引锭头与铸坯的连接处流出来产 生的漏钢 尾坯输出时拉速过快 产生的尾坯甩钢 其它原因产生的漏钢 2 粘结漏钢产生的原因及坯壳特征
板坯连铸机的漏钢预报系统

常情 况 下 产 生 报 警 并 自动或 由操 作 工手 动 降 低
拉 速 , 时 指 导 操作 人 员 进 行 相 应 操 作 , ( 同 使 可
能破 损 的) 壳愈合 , 而避免漏钢事故发 生 。 坯 从 图 1为 漏钢 预 报 系 统 的方 框 图 。 由 图可 知 , 热
电 偶 的 温 度 信 号 通 过 远 程 I0 传 送 到 PE。 / I PE将 对 所 有 的温 度 信 号进 行 处 理 并 将 结 果 送 I
相邻两点 的最 大温差 。 3 3 漏 钢 预 报 的 愈合 程 序 . 当探 测 到 出现 漏 钢 的危 险 时 , 流 将 自动 铸 减 速 。钢 种 不 同 , 坯 的宽 度 不 同 , 铸 出现 漏 钢 报 警 时 的拉 速 曲线 是 不一 样 的 。 图 4所 示 的 是 典 型 的漏 钢 预 报 拉 速 曲线 。 如 图 所 示 , 常 情 况 正 下 的拉 速 为 16m mn, 出现 漏 钢 报 警 时 拉 矫 . / i 当 机 的 速 度 迅 速 下 降 , 斜 坡 加 速 度 为 2 5n 其 . l /
技 术 交 流 行处理 , 筛选超出设定范 围的温度值 , 判断有无 遗 漏 的 温 度值 并 检 测 热 电偶 是 否 出现 故 障 。图 2为热 电偶的安 装示 意 图。由图可 知 , 电偶 热 被 埋 入结 晶 器 的铜 板 内 。
铜 板 结 晶器体
偶
《 南钢科技1 m2 2 年第 3 期
统对于提高铸 坯 的质量及铸机的作业率也 有一
定 的作 用 。 下 面 将 详 细 介 绍 该 系 统 的 工 作 原
理。
2 漏钢预 报 系统概 述
板坯 连铸 机 的 漏 钢预 报 系统 通 过 预 埋 在 结 晶器 内 的 热 电偶 探 测 结 晶 器 铜 板 的 温 度 , 异 在
宝钢罗泾炼钢厂漏钢预报系统探析
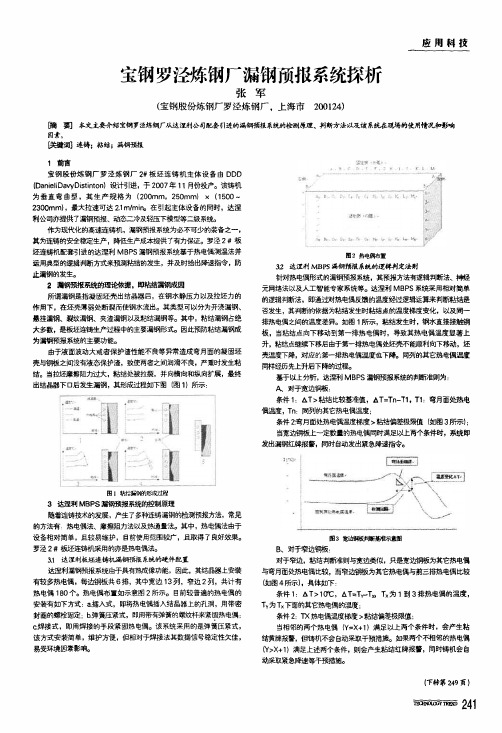
宝钢罗泾炼钢厂漏钢预报系统探析张军(宝钢股份炼钢厂罗泾炼钢厂,上海市200124)应用科技瞒要】本文主要介绍宝钢罗泾炼钢厂从达涅利公司配套引进的漏钢预报系统的拗4原理、判断方法以及该系统在现场的使用情况和影响因素。
瞎誉枣.同]连铸;粘结;漏钢预报11I 瞎宝钢股份炼钢厂罗泾炼钢厂2挣板坯连铸机主体设备由D D D(D a ni el i D a vyD i st i nt on)设计引进,于2007年11月份投产。
该铸机为垂直弯曲型,其生产规格为(200m m ,250r am )X (1500一2300r am ),最大拉速可达21m ,m i no 在引起主体设备的同时,达涅利公司亦提供了漏钢预报、动态二冷及轻压下模型等二级系统。
作为现代化的高速连铸机,漏钢预报系统为必不可少的装备之一,其为连铸的安全稳定生产,降低生产成本提供了有力保证。
罗泾2#板坯连铸机配套引进的达涅利M B PS 漏钢预报系统基于热电偶测温法并运用典型的逻辑判断方式来预测粘结的发生,并及时给出降速指令,防止漏钢的发生。
2漏锕预报系统的理论依据.即粘结漏钢成因所谓漏钢是指凝固坯壳出结晶器后,在钢水静压力以及拉坯力的作用下,在坯壳薄弱处断裂而使钢水流出。
其类型可以分为开浇漏钢、悬挂漏钢、裂纹漏钢、夹渣漏钢以及粘结漏钢等。
其中,粘结漏钢占绝大多数,是板坯连铸生产过程中的主要漏钢形式。
因此预防粘结漏钢成为漏钢预报系统的主要功能。
由于液面波动大或者保护渣性能不良等异常造成弯月面的凝固坯壳与钢板之间没有液态保护渣,致使两者之间润滑不良,严重时发生粘结。
当拉坯摩擦阻力过大,粘结处被拉裂,并向横向和纵向扩展,最终出结晶器下口后发生漏钢,其形成过程如下图【图1)f f r -示,:图2热电偶布置32这涅利M B Ps 漏钢预报系统的逻辑判定法则针对热吲禺形式的漏钢预报系统,其预报方法有逻辑判断法、神经元网络法以及人工智能专家系统等。
达涅利M BP S 系统采用相对简单的逻辑判断法,即通过对热电偶反馈的温度终趔受徽算来判断粘绍是否发生,其判断的依据为粘结发生时粘结点的温度梯度变化,以及同一排热电偶之间的温度差异。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第33卷 第4期2009年7月冶金自动化Metallurgical I ndustry Aut omati onVol .33 No .4July 2009・综述与评论・几种常用漏钢预报系统模型的比较(下)李同彬1,姚若华1,陈 波2(11上海宝信软件股份有限公司自动化部,上海201900;21上海仕为软件有限公司)中图分类号:TF34116;TP274+15 文献标志码:A 文章编号:100027059(2009)0420001204Co m par ison of useful breakout pred i cti on system m odels(B)L I Tong 2bin 1,Y AO Ruo 2hua 1,CHE N Bo2(1.Aut omati on Depart m ent,Shanghai Baosight Soft w are Co 1,L td 1,Shanghai 201900,China;2.Shanghai Shi w ei Soft w are Co 1,L td .)4 基于结晶器铜板热传输的漏钢预报逻辑判断模型 逻辑判断模型,就是以上述三节内容为基础,结合连铸设备工艺的实际情况,定时采样处理每一组热电偶数据,把其中的温度上升值、升温速率、上下热电偶温差等数据与设定的阈值进行对比。
通过对比,分析单个热电偶温度变化的时间序列和组偶温度关联的空间序列,结合钢种、拉速、铸坯宽度、经验值等因素,判断坯壳断裂的发生部位、裂口的发展方向和坯壳的生长情况。
逻辑判断模型的本质是识别出可能引起漏钢的温度模式,属于动态波形模式识别问题,如图3所示。
上排热电偶随着时间的变化(即在几个采样周期内),出现温度上升的情况,此温度梯度为判断参数之一,该曲线的极值超过设定值(说明粘钢)或低于某个值。
几个采样周期后,下面的热电偶温度上升,该曲线的极值也超过设定值(说明粘钢)或低于某个值,此温度梯度为判断参数之二;再过一段时间,随着上面热电偶的温度下降,下面热电偶的温度上升,出现负温差情况,此温差为判断参数之三。
这样通过监控温度变化就可发出漏钢预报报警(图3(e ))。
因此,上述特征的漏钢预报逻辑判断模型主要包括:最大最小值模型;温度上升速度模型;温度下降速度模型;温度上升幅度 模型;温度下降幅度模型;粘结点空间传递速度模型;单偶漏钢温度模式识别;组偶漏钢温度模式识别;采样滤波模型等等。
图3 连铸粘结漏钢预报动态波形模式识别Fig 13 Mode identificati on of dyna m ic wave of the BOPS各个模型的设定参数及其最佳值,是依据经验在现场中调试确定的。
也可由专业技术人员根据具体的生产状况,结合钢种、拉速、铸坯宽度、保护渣等因素进行设定。
因此,这类模型的温度上 收稿日期:2008211225;修改稿收到日期:2009202220作者简介:李同彬(19622),男,湖北武汉人,高级工程师,主要从事冶金行业自动化系统设计工作。
冶金自动化第33卷 升值、升温速率、上下电偶温差等,与具体的设备工艺、钢种等条件有很大的依赖关系。
目前,Sie mens,Danieli,宝钢的漏钢预报系统都运用以上数学模型,尽管各厂家的连铸机主要参数和生产品种相差不大,但是其结晶器热电偶的安装方式如热电偶的行数、列数、间距、铜板上的插入深度和具体位置等都有很大差异,其数学模型的逻辑判断阈值、参考基准值来源、计算方法等也各不相同。
它们大体上都能真实反映结晶器内部温度分布,发现粘结点,准确判断粘钢情况。
但当结晶器液位或温度波动时,阈值难以确定,逻辑判断系统误报与漏报率升高。
5 热电偶网络化的漏钢预报逻辑判断模型Sie mens和Danieli的薄板坯连铸连轧均采用热电偶网络化的漏钢预报逻辑判断模型,如唐山钢铁集团有限责任公司CSP连铸采用Danieli技术,具有粘结预报和漏钢预报两种功能。
其自动控制系统扫描结晶器上的温度传感器网络(m排n 列共m×n个K型热电偶,布满结晶器的宽面和窄面),采样周期2m s。
它选择宽面上数第2行的热电偶为标准热电偶行,称为弯月面行(Menis2 cus),以该行的每个热电偶温度值(TC_meniscus)为标准值,与对应列的其它热电偶温度值(T C_ check)比较,来判断温度是否接近粘结点,可自动避免粘结和漏钢的发生。
原理如图4。
模型主要参数包括:Sticking Check Value,热电偶实际检测温度值与同列Meniscus行热电偶平均温度的差值,为绝对正值;Sticking Deviati on L i m it,可设定的粘结判断阈值,超过此值就认定产生了粘结; Check I nterval,保证正确的弯月面温度曲线倾斜度条件的循环检测时间差值;Sticking W arning Count L i m it,粘结警告所需的符合粘结条件的最少热电 图4 温度传感器网漏钢预报原理图Fig14 Princi p le map of te mperature sens or net w ork f or BOPS 偶数量;Sticking A lar m Count L i m it,粘结报警所需的符合粘结条件的最少热电偶数量;B reakout De2 viati on L i m it,可设定的漏钢判断阈值,热电偶的温度超过这个值时就会被标定为符合漏钢条件点(Hot Spot)。
以上参数值由技术人员根据不同钢水等级、浇铸条件设定。
511 粘结预报功能将Meniscus行热电偶温度与对应列中的其它热电偶温度值作以下的算法判定:(1)设定循环检测温度差值Delta Te mperature =TC_meniscus-TC_check,判断Delta Te mpera2 ture>Sticking Check Value是否成立;(2)设定粘结判断值Meniscus Gradient=[T C_ meniscus(No w)-T C_meniscus(Previ ous)]/[Ti m e (Now)-Ti m e(Previ ous)],其中T C_meniscus (Now)为本次检验循环的T C_meniscus值,TC_me2 niscus(Previ ous)为上次检验循环的T C_meniscus 值,Ti m e(Now)为本次检验循环的实际时间,Ti m e (Previ ous)为上次检验循环的时间。
判断Menis2 cus Gradient>Sticking Deviati on L i m it是否成立。
如果(1),(2)均成立,则将该热电偶标识为“Sticking On”,同时把程序中的每一列的计数变量Sticking On Count(S OC)加“1”。
接着按以下算法估计粘结的程度:如果相邻两列的S OC值的和,不小于Sticking W arning Count L i m it,系统发出粘结警告;如果相邻两列的S OC值的和,不小于Stick2 ing A lar m Count L i m it,系统发出粘结报警。
512 漏钢预报功能模型循环检查结晶器每个热电偶的温度曲线(Meniscus行热电偶不考虑)是否正常。
在检测循环过程中,当第i行第j列热电偶的温度曲线值连续两次大于B reakout Deviati on L i m it时,即TC_ Gradient(i,j)(No w)>B reakout Deviati on L i m it AND TC_Gradient(i,j)(Previ ous)>B reakout Devi2 ati on L i m it成立时,那么该热电偶被标定为“Hot Spot”。
当相邻的两个热电偶均被标定为“Hot Spot”时,系统将会发出漏钢报警。
该系统可以预报粘结漏钢、裂纹漏钢和铸坯凹陷,只是漏钢预报准确率有待提高。
它的模型可进行功能扩展,使漏钢预报系统在生产中发挥更大作用。
因为该系统的热电偶网络可以监视结晶器温2 第4期 李同彬,等:几种常用漏钢预报系统模型的比较(下)度变化,因此如果配置保护渣熔化传热模型和结晶器内温度场模型,再与其它基础自动化系统一起集成到连铸机过程控制系统中,就能在线计算热流变化,进而根据热相图动态预测铸坯连铸过程中的实际情况,实现保护渣、冷却水、连铸拉速、液位塞棒机构等全自动调节,彻底避免漏钢事故的发生。
6 神经元网络模型为了减少误报,提高预报准确率,采用神经元网络模型的漏钢预报系统,伴随着电子信息等多学科的发展应运而生。
神经元网络模型是一种单向传播的多层前向网络,通过神经元变换函数,实现从输入到输出的任意非线性映射[2]。
图5为三层神经网络抽象模型,已知有m 个样本的输入Ah=a h 1,a h 2,…,a h n 和输出Y h =y h 1,y h 2,…,y hq ,h =1,2,…,m ;设有n 个输入单元a 1,a 2,…,a n ;p 个中间单元b 1,b 2,…,b p ;q 个输出单元c 1,c 2,…,c q ;W ij 为输入层至中间层的连接权值,i =1,2,…,n;j =1,2,…,p ;V jt 为中间层至输出层连接权值,t =1,2,…,q ;f (x )为S 型激活函数;S j 为中间层第j 个神经元的激活值;l t 为输出层第t 个神经元的激活值;y j 为中间层单元的阈值;z t 为输出层单元阈值;c t 为输出层第t 。
则神经元网络顺向传播数学公式如下:S j =∑ni =1(W ij ・a i )-y j f (x )=11+exp (-x )b j =f (S j )=11+exp -∑ni =1(W ij ・a i )+y jl t =∑pj =1(V jt ・b j )-z tc t =f (l t )=11+exp-∑pj =1(V jt ・b j )+z t把收集的样本数据A h 代入以上模型,即得输出值C h 。
C h 与Y h的差值大于限定误差时,就对神经网络进行如下逆向校正:输出层校正误差d h t =(y h t -c ht )f ′(l h t )中间层校正误差e h j =∑qt =1(V jt ・d h t )f ′(S hj )输出层至中间层的权和阈值校正量ΔV jt =δ・d ht ・b hj ,Δγt =δ・d ht中间层至输入层的权和阈值校正量ΔW ij =ε・e h j ・a hi ,Δθj =ε・e h j上述式中,y h t 为希望输出;c h t 为实际输出;f ′(l ht )为对输出层函数的导数;δ,ε为学习系数,0<α<1,图5 神经元网模型Fig 15 Model of the neural net w ork0<β<1;b h j 为h 个样本的b j ;a hi 为h 个样本的a i 。