FANUC反向间隙教学文稿
反向间隙与螺距误差的补偿讲课文档
第十七页,共51页。
1)补偿倍率:
2)最小补偿间距的确定
FANUC 0i系统的最小间距: 最大快速移动速度(快速进给
速度)/3750(mm)。如若最大进给速度为15 000mm/min时, FANUC 0i系统的最小补偿间距为4 mm。
反向偏差测量记录表
第5步:计算X轴各测量目标点的
的反向偏差值。
X m X m 值,最后得到X轴
第十四页,共51页。
3.反向偏差的补偿 FANUC 0i系统切削进给与快速进给时的反向偏差值补偿
第十五页,共51页。
FANUC 0i系统切削进给与快速进给的反向偏差关系
4.螺距误差补偿
螺距误差是丝杠导程的实际值与理论值的偏差。
①缩短补偿间距或降低最大进给速度。
②调整机械配合。
③更换精度等级高的丝杠。
第十八页,共51页。
例6—1 直线轴的螺距误差补偿
设某型机床X轴的机械行程为-400~800 mm,螺距误差补偿点间隔为50 mm,参考点的补偿号为40,正确设置相关参数,完成补偿设置。
号 码
33
34
35
36
37
38
39
40
90
-1
-2
-3
64 135
65 180
66 225
67 270
参考点 68
315
360
机械坐标(度)
第二十一页,共51页。
C轴各点补偿值分布
二、自动补偿
目前行业使用最普遍的检定设备是激光干涉仪。反向偏差可以 用激光干涉仪或球杆仪进行测量。
反向移动法在数控机床传动间隙调整中的应用
反向移动法在数控机床传动间隙调整中的应用关文涛【摘要】通过分析滚珠丝杠螺母副间隙的产生原因及消除方法,补充课程知识框架的不足,能够帮助教学对象熟悉间隙调整的原理,熟悉和掌握具体的间隙消除机构,进而举一反三,了解反向移动法在数控机床进给传动系统其他运动部件中的应用.【期刊名称】《装备制造技术》【年(卷),期】2011(000)011【总页数】4页(P117-119,126)【关键词】滚珠丝杠螺母副;间隙;反向移动法【作者】关文涛【作者单位】广西机械高级技工学校,广西柳州545005【正文语种】中文【中图分类】TG659在《数控机床》课程教学中,进给传动系统占有非常重要的地位。
其中,进给传动系统的间隙调整,是教学的重点和难点之一。
主要原因在于:首先,现有教科书涉及此处的知识点及编排方式有较大欠缺与不足,绝大多数采用的是具体的机械结构图示与结构描述,缺少对间隙产生原因和消隙原理的深入浅出分析。
其次,教学对象(职校学生)的机械结构知识欠缺,很难通过复杂的机械结构图示对进给传动系统的原理有透彻理解。
在具体的课程教学过程中,笔者尝试删繁就简,首先通过简单的原理图示,讲解数控机床进给传动系统中的重要部件—滚珠丝杠螺母副—间隙的产生原因和间隙调整的原理,再结合具体的间隙调整机械结构,做进一步的拓展性讲解,使学生既知晓抽象原理,又明了具体结构,收到了较好的教学效果。
1 进给传动系统间隙的产生原因使用数控机床加工零件,必须具备两个运动系统:一个是主传动系统,主要由主轴电机、主轴以及二者间的传动部件组成,提供不同的主轴转速,以切除多余的工件材料;另一个是进给传动系统,主要由进给伺服电机、工作台以及两者间的联接、传动或支承部件(如齿轮、滚珠丝杠、导轨、轴承等)组成,实现各个坐标轴的进给运动,控制工件的加工形状和尺寸。
对于加工零件,影响其精度的主要因素,是数控机床进给传动系统的精度,其中各个运动部件间的间隙,是影响进给传动精度的重要因素。
反向间隙的测定及补偿 电子教材

反向间隙的测定及补偿任务内容反向间隙值的测定反向间隙的补偿在数控机床上,由于各坐标轴进给传动链上驱动部位(如伺服电动机) 的反向死区、各机械运动传动副的反向间隙等误差的存在,造成各坐标轴在由正向运动转为反向运动时形成反向偏差,通常称为反向间隙或失动量。
对于采用半闭环伺服系统的数控机床,反向间隙的存在会影响到机床的定位精度和重复定位精度,从而影响产品的加工精度。
若反向间隙太大,经常在加工中出现圆不够圆,方不够方的废品零件。
而FANUC半闭环数控则有相应的系统参数可实现较高精度的反向间隙补偿。
即可实现切削进给和快速进给两种加工模式下的反向间隙补偿功能,从而可以提高轮廓加工和定位加工的精度。
一、反向间隙值的测定在半闭环系统中,系统接收的实际值来自于电机编码器,轴在反向运行时指令值和实际值之间会相差一个反向间隙值,这个值就是反向间隙误差值。
在全闭环系统中,系统接收的实际值来自于光栅尺,实际值中已包含反向间隙,故不存在反向间隙误差。
反向间隙补偿在坐标轴处于任何方式时均有效。
当系统进行了双向螺距补偿时,双向螺距补偿的值已经包含了反向间隙,此时不需设置反向间隙的补偿值。
按以下步骤为例,说明测量切削进给方式下离机床参考点100mm 位置处的间隙量。
(1) 机床回参考点。
(2) 运行程序:G01X100F350;使机床以切削进给速度移动到测量点。
安装千分表,将刻度对0,此时机床状态如图1所示。
图 1 设定机床测量点的位置示意图(3) 运行程序:G01X 200F350,使机床以切削进给沿相同方向移动。
此时机床状态如图2所示。
图 2 机床沿X 轴正向移动100mm 后的位置示意图。
FANUC反向间隙
FANUC 0i-MC 数控机床反向间隙补偿方法在数控机床上,由于各坐标轴进给传动链上驱动部位(如伺服电动机)的反向死区,各机械传动副的反向间隙等误差的存在,造成各坐标轴在由正向运动转为反向运动时形成反向偏差,通常称为反向间隙或矢动量。
对于采用半闭环伺服系统的数控机床,反向间隙的存在会影响到机床的定位精度和重复定位精度,从而影响产品的加工精度。
若反向间隙太大,经常在加工中出现“圆不够圆,方不够方”的废品零件。
而FANUC 0i-MC半闭环数控则有相应的系统参数可实现较高精度的反向间隙补偿。
即可实现切削进给和快速进给两种加工模式下的反向间隙补偿功能,从而可以提高轮廓加工和孔加工精度。
FANUC 0i-MC 数控机床反向误差测定按以下步骤为例,说明测量切削进给方式下离机床参考点100mm位置处的间隙量。
1.机床回参考点。
2.运行程序:G01 X100. F350,使机床以切削进给速度移动到测量点。
安装千分表,将刻度对0,此时机床状态如图1所示。
3.运行程序:G01 X200. F350,使机床以切削进给沿相同方向移动。
此时机床状态如图2所示。
4.运行程序:G01 X100 F350,使机床以切削进给返回到测量点。
此时机床状态如图3所示。
5.这时通过千分表的刻度即可读取数控机床在该位置100mm距离内的反向间隙A。
为了确保每个测量点的反向间隙尽可能准确,企业一般会对每个测量点进行7次的重复测量,然后以其平均值作为该点的反向间隙。
但由于数控机床在不同位置处的反向间隙并不是相同,也不成线性关系。
因此为了能更精确的反应某机床的反向间隙,企业通常会在机床的行程中点及两端的3个位置的平均反向间隙后,取其中最大的一个反向间隙作为系统的补偿值。
设置切削进给方式下的间隙补偿量。
该设置需要进入到系统参数1851号进行设置。
具体设置步骤如下:1.进入到1851参数设置页2.进行单位换算。
参数设置的间隙补偿量单位为μm 而通常我们所测量的反向间隙单位一般为mm,因此在设置该参数时,必须进行单位转换。
fanuc车床反向间隙参数
fanuc车床反向间隙参数Fanuc车床反向间隙参数是指在车削加工过程中,主轴和夹头之间的间隙参数设置。
这个参数对于车削加工的精度和效果有着重要的影响。
在车削加工中,反向间隙参数的设置可以通过提高加工效率、改善加工精度、减少加工误差等方面来体现。
正确的反向间隙参数设置可以提高车削加工的稳定性和可靠性,避免因间隙过大或过小而导致的加工问题。
反向间隙参数的设置需要考虑到车床的刚性和稳定性。
如果反向间隙参数设置过大,会导致主轴和夹头之间的间隙过大,加工时会出现松动和抖动现象,从而影响加工质量。
相反,如果反向间隙参数设置过小,会导致主轴和夹头之间的间隙过小,加工时会出现卡滞和卡死现象,从而导致加工误差。
反向间隙参数的设置还需要考虑到加工材料的特性和加工要求。
不同的材料和加工要求对反向间隙参数的要求也不同。
例如,对于硬度较高的材料,反向间隙参数可以适当设置大一些,以增加加工的稳定性和可靠性。
而对于加工要求较高的精密零件,反向间隙参数可以适当设置小一些,以提高加工的精度和效率。
反向间隙参数的设置还需要根据加工件的尺寸和形状来进行调整。
对于较大尺寸的加工件,反向间隙参数可以适当设置大一些,以增加加工的稳定性和可靠性。
而对于较小尺寸的加工件,反向间隙参数可以适当设置小一些,以提高加工的精度和效率。
在进行反向间隙参数设置时,还需要考虑到车床的磨损和老化程度。
如果车床的磨损和老化较严重,可能会导致反向间隙参数的设置不准确。
此时,需要及时进行维护和修理,以保证反向间隙参数的准确性和稳定性。
Fanuc车床反向间隙参数的设置对于车削加工的精度和效果有着重要的影响。
正确的反向间隙参数设置可以提高加工的稳定性和可靠性,避免因间隙过大或过小而导致的加工问题。
在进行反向间隙参数设置时,需要考虑到车床的刚性和稳定性、加工材料的特性和加工要求、加工件的尺寸和形状、车床的磨损和老化程度等因素,以达到最佳的加工效果。
13、螺距误差补偿及反向间隙补偿
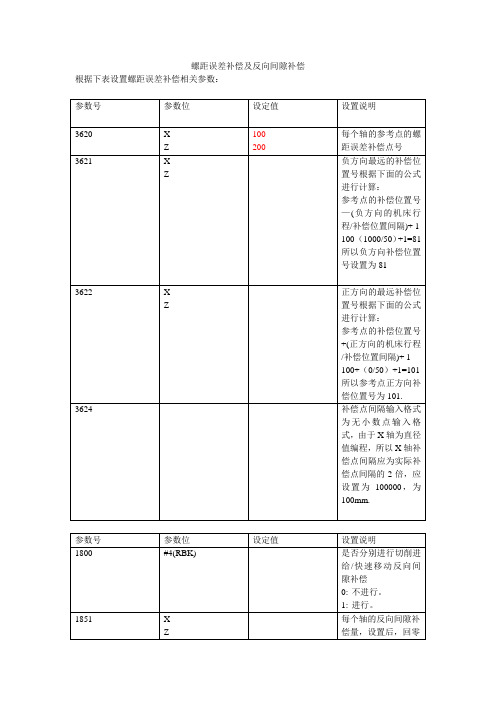
螺距误差补偿及反向间隙补偿根据下表设置螺距误差补偿相关参数:参数号参数位设定值设置说明3620 XZ 100200每个轴的参考点的螺距误差补偿点号3621 XZ 负方向最远的补偿位置号根据下面的公式进行计算:参考点的补偿位置号—(负方向的机床行程/补偿位置间隔)+ 1 100-(1000/50)+1=81 所以负方向补偿位置号设置为813622 XZ 正方向的最远补偿位置号根据下面的公式进行计算:参考点的补偿位置号+(正方向的机床行程/补偿位置间隔)+ 1 100+(0/50)+1=101 所以参考点正方向补偿位置号为101.3624 补偿点间隔输入格式为无小数点输入格式,由于X轴为直径值编程,所以X轴补偿点间隔应为实际补偿点间隔的2倍,应设置为100000,为100mm.参数号参数位设定值设置说明1800 #4(RBK) 是否分别进行切削进给/快速移动反向间隙补偿0: 不进行。
1: 进行。
1851 XZ 每个轴的反向间隙补偿量,设置后,回零生效1852 XZ 每个轴的快速移动时的反向间隙补偿量,回零生效由于FANUC系统螺距误差补偿采用增量式的补偿方式,所以在进行螺距误差补偿时,需根据补偿数据进行补偿数据的设定个。
下表为螺距误差补偿表由于每个补偿点的最大补偿值只能到7,在上表中可以看到,在-400mm测量位置处出现了一次22的值,此点是所有补偿点误差的最大值,所以补偿倍率按此点进行计算,而且考虑其它点的误差值,将补偿倍率设置为3倍。
补偿倍率设置为3倍,所有的补偿值都放大了三倍,所以在补偿数据处看到的是计算值的1/3,如果测量人员给出的是补偿值,那么补偿数据就按上图中的数据进行输入,如果给出的是误差值,则需将上图中的补偿数据取反。
螺距误差补偿在回零后即可生效。
浅析数控车床的反向间隙及其补偿
浅析数控车床的反向间隙及其补偿作者:吴亚兰李庆来源:《绿色科技》2018年第02期摘要:分析了反向间隙产生原因及其影响因素,提出了多种反向间隙的测量和补偿方法,并对各种方法进行了比较,得出了其使用场合。
使得反向间隙补偿能大幅减小开环和半闭环控制机床的加工误差,提高合格率。
关键词:方向间隙测量方法补偿方法中图分类号:TG659文献标识码:A文章编号:1674-9944(2018)2-0181-031 引言反向间隙误差是指机床在改变运动方向后机床工作台的运动短暂滞后于电机旋转,导致工作台或刀架的实际运动量与理想值不同步而产生的反向偏差。
在半闭环控制数控机床中,反向间隙将会影响机床移动过程中的定位和重复定位精度,从而影响被加工零件的精度。
如果反向间隙过大,加工出的零件会产生较大圆度和直线度误差,而增加废品率。
2 产生原因由电机驱动经过滚珠丝杠驱动工作台的进给系统时,由于装配过程中机械间隙、长期运动传动链的磨损以及伺服电机和伺服马达反向死区的存在,使得当机床从一个方向运动换向为另一个方向时,执行部件的动作与数控系统的指令不同步,影响机床运动轴的定位和重复定位精度。
最终反映为被加工零件的尺寸和形位误差。
反向间隙是进给系统滚珠丝杠等部件装配后客观存在的,属于不可避免的加工原理误差,但是可以通过条件控制与误差补偿减小其对加工得影响。
3 影响反向间隙误差的因素由于在实际运动过程中滚珠丝杠副的受力是时刻变化的,因此其影响因素很多。
在影响滚珠丝杠反向间隙的众多因素中,热变形和应力形变对反向间隙的影响最大。
热变形是指滚珠丝杠的主要组成部件如丝杠、螺母等在运动过程中产生的热源,其热源会传递给机床其他零部件,使得相应零部件产生变形。
它将直接影响零件的加工精度。
丝杠的应力形变是指滚珠丝杠副在运动过程中产生的应力集中,它会使滚珠丝杠在运动过程中产生位移,从而降低机床的定位精度和重复定位精度,容易导致被加工零件的形位误差过大。
fanuc md 系统反向间隙参数
fanuc md 系统反向间隙参数摘要:1.FANUC MD 系统的概念与特点2.反向间隙参数的定义与作用3.如何调整FANUC MD 系统的反向间隙参数4.调整反向间隙参数的意义和影响5.结论正文:一、FANUC MD 系统的概念与特点FANUC MD(Manual Data)系统是一种手动数据输入系统,用于对数控机床的加工程序进行编写、编辑和调试。
该系统具有操作简便、功能强大、界面友好等特点,广泛应用于各种数控车床、铣床、加工中心等机床设备中。
二、反向间隙参数的定义与作用反向间隙参数是指数控系统在执行反转指令时,为保证控制系统的稳定运行,设定的一个与反转指令相关的间隙。
这个间隙通常用一个参数值来表示,该参数值决定了反转指令的执行速度。
在FANUC MD 系统中,反向间隙参数对应的是1851 号参数。
三、如何调整FANUC MD 系统的反向间隙参数调整FANUC MD 系统的反向间隙参数需要进入系统的参数设置界面。
具体操作步骤如下:1.开启数控机床,进入FANUC MD 系统界面。
2.选择“参数”菜单,进入参数设置界面。
3.在参数设置界面中,找到1851 号参数,即反向间隙参数。
4.通过键盘或鼠标输入新的参数值,以调整反向间隙的大小。
5.完成参数设置后,点击“确认”按钮,保存设置。
四、调整反向间隙参数的意义和影响调整FANUC MD 系统的反向间隙参数,可以控制反转指令的执行速度,从而影响数控机床的运行性能。
合适的反向间隙参数值可以保证控制系统的稳定运行,提高加工精度和效率;而不合适的参数值可能导致控制系统失稳,影响加工质量。
因此,正确设置反向间隙参数对于数控加工至关重要。
五、结论FANUC MD 系统的反向间隙参数是控制反转指令执行速度的一个重要参数。
通过合理调整该参数值,可以保证数控机床的稳定运行,提高加工精度和效率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
F A N U C反向间隙
FANUC 0i-MC 数控机床反向间隙补偿方法
在数控机床上,由于各坐标轴进给传动链上驱动部位(如伺服电动机)的反向死区,各机械传动副的反向间隙等误差的存在,造成各坐标轴在由正向运动转为反向运动时形成反向偏差,通常称为反向间隙或矢动量。
对于采用半闭环伺服系统的数控机床,反向间隙的存在会影响到机床的定位精度和重复定位精度,从而影响产品的加工精度。
若反向间隙太大,经常在加工中出现“圆不够圆,方不够方”的废品零件。
而FANUC 0i-MC半闭环数控则有相应的系统参数可实现较高精度的反向间隙补偿。
即可实现切削进给和快速进给两种加工模式下的反向间隙补偿功能,从而可以提高轮廓加工和孔加工精度。
FANUC 0i-MC 数控机床反向误差测定
按以下步骤为例,说明测量切削进给方式下离机床参考点100mm位置处的间隙量。
1.机床回参考点。
2.运行程序:G01 X100. F350,使机床以切削进给速度移动到测量点。
安装千
分表,将刻度对0,此时机床状态如图1所示。
3.运行程序:G01 X200. F350,使机床以切削进给沿相同方向移动。
此时机床
状态如图2所示。
4.运行程序:G01 X100 F350,使机床以切削进给返回到测量点。
此时机床状
态如图3所示。
5.这时通过千分表的刻度即可读取数控机床在该位置100mm距离内的反向间
隙A。
为了确保每个测量点的反向间隙尽可能准确,企业一般会对每个测量点进行7次的重复测量,然后以其平均值作为该点的反向间隙。
但由于数控机床在不同位置处的反向间隙并不是相同,也不成线性关系。
因此为了能更精确的反应某机床的反向间隙,企业通常会在机床的行程中点及两端的3个位置的平均反向间隙后,取其中最大的一个反向间隙作为系统的补偿值。
设置切削进给方式下的间隙补偿量。
该设置需要进入到系统参数1851号进行设置。
具体设置步骤如下:
1.进入到1851参数设置页
2.进行单位换算。
参数设置的间隙补偿量单位为μm 而通常我们所测量的反向间隙单位一般为mm,因此在设置该参数时,必须进行单位转换。
3. 选择测量的轴,并输入到对应的参数中。