泰勒粗糙度
泰勒霍普森轮廓仪
轮廓仪选型报告供应商:英国泰勒霍普森公司关于供应商⏹泰勒·霍普森有限公司(Taylor Hobson)成立于1886年,是一家著名英国高科技公司。
我们的主营业务是为客户提供最高精度表面粗糙度和圆度的测量解决方案。
凭借百年名企的深厚底蕴和强大的技术优势,在精密测量领域中始终处于领先地位的泰勒霍普森有限公司,已将业务拓展至全球所有的主要经济体。
关于供应商⏹1941年,发明世界上第一台表面粗糙度测量仪。
⏹1949年,发明世界上第一台圆度仪。
⏹泰勒·霍普森非常重视产品的更新换代,对产品精度和质量不懈的努力和追求,使其始终处于领导者的地位。
⏹泰勒·霍普森积极参与各种国际标准的制订。
许多雇员是国际上知名的专家。
⏹在125年间,泰勒·霍普森已成为质量和精密的代名词。
供应商技术力量⏹在质量上丰富的经验:始创于125年前,Taylor Hobson是世界上公认的高质量精密检测仪器、超精机床和摄影镜头的领导者。
⏹对全球质量做贡献:许多Taylor Hobson的雇员均是计量和超精加工领域的专家,在一些国际团体如国际标准化组织(ISO)、欧洲标准化委员会(CEN)和英国标准化研究所(BSI)的标准制定上发挥重要作用。
⏹上海维修站和上海演示中心:Taylor Hobson在上海设有维修站和上海演示中心。
上海维修站成立于1986年,有专职维修人员10余名,均具有丰富的计量知识和维修经验,均多次赴英国总部接收培训。
可及时、快速的响应用户的维修问题、使用问题和技术支持。
有保税库可储存常用的维修备件。
另在上海设有演示中心,可为用户提供演示、培训和演示工件的测量服务。
PGI轮廓仪⏹超精密加工机器,比如单点金刚石车床,使得对公差要求极小的非球面镜头的加工成为可能,波前相差也降低到微不足道的数值。
为了获得这种高水平的精度,必须有相应水准的计量。
⏹Form Talysurf PGI 840具有所需要的各种功能,该测量系统的测量结果可直接输入到机床中,进而形成“反馈循环”。
国外粗糙度符号表示方法

国外粗糙度符号表示方法摘要:一、国外粗糙度符号的含义及分类二、国外粗糙度符号的表示方法三、常见国外粗糙度符号的应用案例四、我国与国际粗糙度符号的对比五、国外粗糙度符号在工程领域的实用性正文:在国外,粗糙度符号是工程领域中不可或缺的一个重要元素。
这些符号用于表示工件表面的粗糙度等级,以确保工程零件的质量和性能。
本文将介绍国外粗糙度符号的含义、表示方法、应用案例以及在我国的实用性。
一、国外粗糙度符号的含义及分类国外粗糙度符号主要分为两类:一类是用于表示粗糙度等级的符号,如Ra、Rz等;另一类是用于表示粗糙度参数的符号,如Rmax、Rv等。
这些符号代表着工件表面的光滑程度,不同的符号对应着不同的粗糙度等级。
二、国外粗糙度符号的表示方法1.Ra:Ra表示平均粗糙度,其值越小,表面越光滑。
Ra的测量范围通常为0.1~100μm。
2.Rz:Rz表示最大粗糙度,其值越小,表面越光滑。
Rz的测量范围通常为0.1~100μm。
3.Rmax:Rmax表示最大高度差异,其值越小,表面越光滑。
Rmax的测量范围通常为0.1~100μm。
4.Rv:Rv表示轮廓算术平均偏差,其值越小,表面越光滑。
Rv的测量范围通常为0.1~100μm。
三、常见国外粗糙度符号的应用案例1.在机械加工领域,粗糙度符号用于表示零件表面的质量要求,以确保零件的性能和寿命。
2.在电子制造领域,粗糙度符号用于表示印刷电路板(PCB)表面的光滑程度,以保证信号传输的稳定性。
3.在航空航天领域,粗糙度符号用于表示航空器零部件表面的光滑程度,以降低气动阻力,提高飞行效率。
四、我国与国际粗糙度符号的对比1.在我国,常用的粗糙度符号有Ra、Rz、Rmax、Rv等,与国际上的表示方法一致。
2.但在实际应用中,我国的粗糙度符号表示方法与国际上存在一定差异,如测量范围和计算方法等。
五、国外粗糙度符号在工程领域的实用性1.实用性:国外粗糙度符号为工程领域提供了一种统一、简洁的表面质量表示方法,有利于各领域的沟通与交流。
粗糙度的三种表示方法
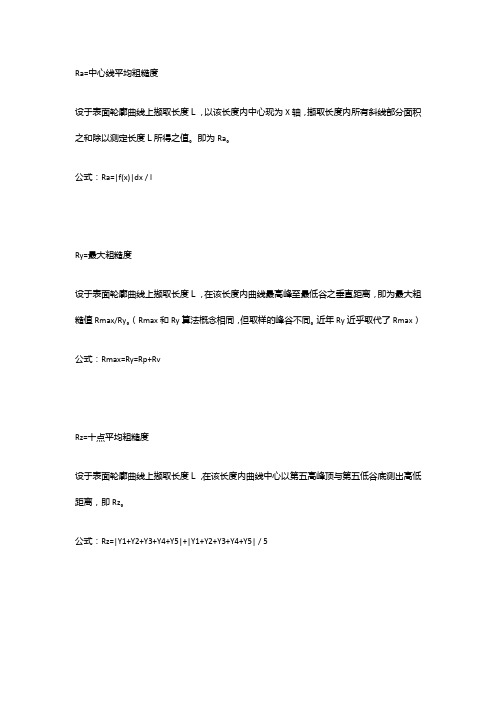
Ra=中心线平均粗糙度
设于表面轮廓曲线上撷取长度L,以该长度内中心现为X轴,撷取长度内所有斜线部分面积之和除以测定长度L所得之值。
即为Ra。
公式:Ra=|f(x)|dx / l
Ry=最大粗糙度
设于表面轮廓曲线上撷取长度L,在该长度内曲线最高峰至最低谷之垂直距离,即为最大粗糙值Rmax/Ry。
(Rmax和Ry算法概念相同,但取样的峰谷不同。
近年Ry近乎取代了Rmax)公式:Rmax=Ry=Rp+Rv
Rz=十点平均粗糙度
设于表面轮廓曲线上撷取长度L,在该长度内曲线中心以第五高峰顶与第五低谷底测出高低距离,即Rz。
公式:Rz=|Y1+Y2+Y3+Y4+Y5|+|Y1+Y2+Y3+Y4+Y5| / 5。
英国泰勒Duo粗糙度仪中英文操作指南
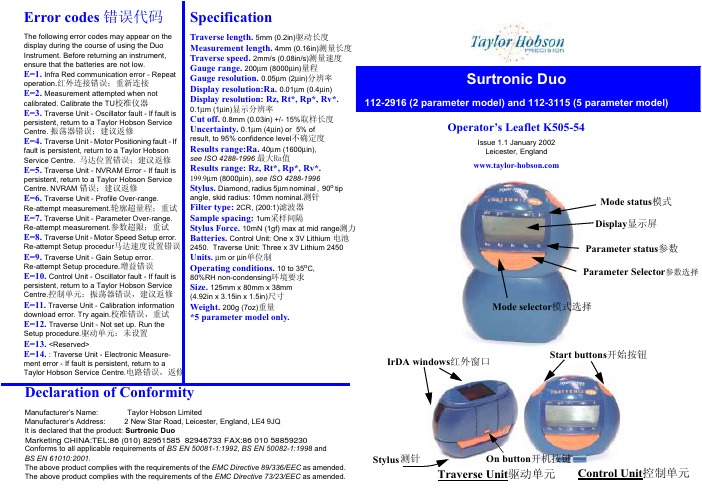
Operator’s Leaflet K505-54Issue 1.1 January 2002Leicester, EnglandManufacturer’s Name: Taylor Hobson LimitedManufacturer’s Address: 2 New Star Road, Leicester, England, LE4 9JQ It is declared that the product: Surtronic Duo Conforms to all applicable requirements of BS EN 50081-1:1992, BS EN 50082-1:1998 and BS EN 61010:2001.The above product complies with the requirements of the EMC Directive 89/336/EEC as amended.The above product complies with the requirements of the EMC Directive 73/23/EEC as amended.Traverse Unit 偅Control UnitParameter Selector 䗝Mode selector 䗝Start buttons 䪂Stylus On button 䬂IrDA windows 㑶 にMarketing CHINA:TEL:86 (010) 82951585 82946733 FAX:86 010 ********Cblidentical,whether the system is in Connected orRemote modes,Position theTraverse Unit onthe surface to bemeasured. On theControl Unit pressthe Selectparameter button o select the parameter that isrequired to be displayed upon completion ofmeasurement. Using the Select mode buttonselect either metric or imperial units as required.To begin themeasurement presseither of the Startbuttons. The‘measurement inprogress’ display isas shown.The measuredparameter isdisplayed as shown.If there is an errorthe appropriateerror code isdisplayed, see Error Codes.1)将驱动单元放置在工件上,使测针接触被测表面2)按模式选择键指示至um;3)按开始键,仪器将执行测量4)按参数选择键依次查看各参数结果All parameters (not just the selectedparameter) are transmitted to the Control Unitat the same time and temporarily stored. Thestored results may then be stepped throughusing the select buttons.lk。
粗糙度计量基础
在表面上需要的特性
当润滑非常重要时,表面上需有足够多的谷用于存储油 表面上足够的的峰用于吸附油漆和粘结剂 表面分布充足的谷可提高工件的可锻(塑)性 光滑的表面可减小噪音、振动或得到高的反射率
为什么需要测量表面粗糙度?
生产过程控制 预测工件的表现 监控零件的性能
为什么需要测量表面粗糙度?
• 2CR PC滤波器
•Gaussian高斯滤波器
电子和数字滤波器
滤波
未滤波图形
ISO 2CR 滤波后的图形
ISO 2CR 滤波器
更进一步的信息
滤波
由滤波建立的中线
相对于滤波中线经修正后的图形
ISO 2CR 滤波的效果
滤波
未滤波图形
2CR PC滤波后的图形
2CR PC 滤波器
滤波
由滤波建立的中线
8. 承载区域 (材料比)
承载区域 (材料比)
上部的表面决定磨合特性 表面的基体部分决定磨损或寿命特性
谷决定润滑特性
混合参数 - Rmr
承载区域 (材料比)
研磨板
承载线
Rmr= a+b+c+d+e x100
ln
ln=评价长度
混合参数 - Rmr
承载区域 (材料比)
p高度
在P高度时的Tp (%)
Low Frequency Rumble High Frequency Scream
混合参数- Rdq (Pdq, Wdq) (坡度均方根)
参数
该参数值越小,表面的反射率越 高,表面外观越好。
该参数值越大,表面的反射率越 底,表面外观越差。
泰勒粗糙度仪传感器修理

效果 验证
采用粗糙度仪评价传 感器精度的标准方法验证 ,合格后打印报告单备案 。传感器投入使用。并对 每个维修后的传感器实施 长期跟踪。
效果 验证
序号
1 2 3 4 5 6 7 8
地点 MOT1 MOT1 MOT1 MOT1 MOT2 MOT2 BVT BVT
设备号 XF0918 XF1923 XF0918 XF1923 XM8102 XM8102 XF5933 XF5933
汇报人:何小菱
简介
襄阳工厂共计六台泰勒粗糙度测量仪,主要用于测量零件的粗糙度。
MOT1测量间3台 MOT2测量间1台 EP测量间1台 BVT测量间1台
目录
立项 背景
一、Taylor-Hobson传感器损坏频繁;
序号
地点
1
MOT1Biblioteka 2MOT13
MOT1
4
MOT1
5
MOT2
6
MOT2
对策 实施
自主维修方法介绍
该插针为核心部件, 易发生折断,座体易破损, 寻找替代插针通过拼接, 可满足使用要求。座体采 用酚醛树脂材料经过车加 工外形,人工划线,手工 钻出微孔后将插针压入座 套后而成。
对策 实施
自主维修方法介绍
传感器的装配精度决 定了使用精度,装配时需 反复试验精确定位方能达 到使用要求。 传感器的调整是决定所修 理的传感器能否正常稳定 工作的关键。
对策 实施
自主维修方法介绍
此拉力弹簧只有4mm 长,共60圈,钢丝直径约 为0.06mm,极易变形失效, 需要在放大镜或者显微镜 下通过人工进行修理调整 恢复弹簧功能后才可安装 使用。
对策 实施
自主维修方法介绍
该线圈磁芯通过材料 较软的芯轴与传感器的杠 杆连接,其直径仅0.5mm, 出现故障时极易弯曲、变 形,需要在显微镜或者是 高倍放大镜下校正修复。
英国泰勒粗糙度轮廓仪的自检规程
英国泰勒粗糙度轮廓仪的自检规程英国泰勒粗糙度轮廓仪自检规程引言:英国泰勒粗糙度轮廓仪是一种高精度测量设备,用于表面粗糙度的检测和测量。
为确保测量结果的准确性和可靠性,自检程序非常重要。
本文将详细介绍英国泰勒粗糙度轮廓仪的自检规程,以确保设备的稳定性和测量准确性。
一、自检前的准备工作1.确保设备处于停止状态,并断开电源;2.检查设备表面是否有污垢或杂物,如有需要进行清洁;3.检查传感器的连线是否正常,如有损坏或松动应及时修复;4.确保仪器底座和夹持装置的固定螺丝处于紧固的状态。
二、自检流程1.开启设备,并待仪器完全启动后进行自检;2.检查仪器的显示屏,确认其是否正常显示;3.检查仪器的按键和旋钮是否灵敏,是否能正常响应;4.使用校准工件进行校准,校准工件应为已知粗糙度的标准工具;5.选择一块标准工件进行量测,并记录测量结果;6.检查测量结果与标准值的差异,确保误差在设备允许的范围内;7.如有差异,可尝试重新校准或调整设备参数,直到测量结果与标准值相符;8.检查设备的电源和电线连接是否正常,并确保仪器的所有功能是否可用;9.检查仪器的存储功能是否正常,即测量结果能否正确保存;10.完成自检后,将设备断电并关闭。
三、自检记录进行自检时,需要对自检流程和结果进行记录,以备将来参考或审核。
自检记录应包括以下内容:1.自检日期和时间;2.自检人员的姓名和签名;3.自检前的准备工作;4.自检的具体流程和步骤;5.校准工件的选择和使用情况;6.测量结果与标准值的差异;7.自检过程中发现的问题和解决措施;8.自检后确认设备的稳定性和测量准确性。
结语:英国泰勒粗糙度轮廓仪的自检规程是确保设备正常工作和测量准确性的重要步骤。
通过按照自检流程进行操作,能够及时发现设备存在的问题,并采取相应的措施解决。
自检记录的保存和归档,有助于设备的维护和追溯。
只有在设备的稳定性和测量准确性得到保证的情况下,我们才能获得可靠的粗糙度测量结果。
粗糙度参数详解教学课件
Rp(峰数)
总结词
表示测量长度内轮廓上峰的数量。
详细描述
峰数是指在一个测量长度内,轮廓上峰的数量。它反应了表面微观不平度的散布情况,对于评估表面 的加工质量具有重要意义。
Rv(谷数)
总结词
表示测量长度内轮廓上谷的数量。
详细描述
谷数是指在一个测量长度内,轮廓上 谷的数量。与峰数一样,它反应了表 面微观不平度的散布情况,对于评估 表面的加工质量具有重要意义。
和测量。
原子力显微镜法
总结词
通过原子力显微镜视察材料表面形貌来测量表面粗糙 度。
详细描述
原子力显微镜法利用原子力显微镜视察材料表面形貌 ,通过测量表面形貌的轮廓曲线来计算表面粗糙度。 该方法具有极高的测量精度和分辨率,适用于各种材 料的表面粗糙度测量,但设备成本较高。
04
粗糙度参数对产品性能的影响
对配合精度的影响
总结词
粗糙度参数对产品配合精度具有重要影响。
详细描述
在机械配合中,表面粗糙度会影响配合件的接触面积和接触 应力散布,从而影响配合精度和稳定性。为了确保产品的高 精度和稳定性,需要根据配合要求公道选择表面粗糙度参数 。
05
粗糙度参数的优化与控制
优化目标与限制条件
优化目标
降低表面粗糙度,提高表面质量 ,减少摩擦系数,提高耐磨性等 。
粗糙度参数详解教学课件
contents
目录
• 粗糙度参数简介 • 粗糙度参数详解 • 粗糙度参数测量方法 • 粗糙度参数对产品性能的影响 • 粗糙度参数的优化与控制
01
粗糙度参数简介
定义与意义
粗糙度参数
描述表面粗糙程度的参数,用于 评估表面质量。
意义
粗糙度参数对于产品性能、耐磨 性、接触刚度等具有重要影响, 是机械工程领域中重要的质量指 标。
粗糙度全参数解说
粗糙度参数解说介绍参数概述表面纹理可由与一定的纹理特性相关的参数来量化。
这些参数可按测量的特点类型,被分成几组类型。
它们是:Amplitude (幅值)Spaci ng (间距)Hybrid (混合)R&W(R+ W)Aspheric (非球面)曲线及相关参数Rk参数影响表面粗糙度的数字评估是三个特性长度。
它们是:・取样长度,也被称为Cut-Off Length・评价长度,也被称为Assessment Length 或Data Length-横向移动长度另外,屏幕上的帮助工具,以一个容易阅读的Exploring Surface Texture (表面形貌浏览)文本描述,其主题详细包括了什么是表面形貌及为什么必需测量它。
该文本包括用Form Talysurf仪器提供通常的表面形貌背景信息和测量仪器的特殊测针类型。
它也给出了参数的有用信息:它们的来历和使用。
对进一步更深的表面评论及其测量,可从Taylor Hobson的手册Precision 2中得至叽幅值参数这些是测量在轮廓(Z轴)的垂直位移。
这类参数包括:未滤波参数滤波的粗糙度参数滤波的波纹度参数Pa RaPku Rku WkuFp Rp Wp門Rq WqPsk RskPt Rt WtPv WvFV忠PzfJ IS)Rz (JIS)WcFc RcR3yR3z间距参数这些参数是沿表面(X轴)对不规则间距的测量,而与不规则的幅值无关。
这类参数包括未滤波参数滤波的粗糙度参数滤波的波纹度参数PHSC RHSC WHSCPLo RLo WLoPpc RpC WpCPS RS WSPSm RSm WSm混合参数指与表面不规则的幅值参数和间距参数都有关的参数(Z轴和X轴),或者规定了一个量,如面积或体积,被称作Hybrid (混合)参数这类参数包括:未滤波参数滤波的粗糙度参数滤波的波纹度参数PA3RAa WAaPoc R3c W8cP \q RAq WAqR7.q WXqPVo RVo WVo曲线及相关参数这些参数是沿表面(X轴)对不规则间距的测量,而与不规则的幅值无关。
泰勒粗糙度仪使用方法
泰勒粗糙度仪使用方法以泰勒粗糙度仪使用方法为标题,写一篇文章。
泰勒粗糙度仪是一种常用的测量表面粗糙度的仪器。
它通过测量物体表面的起伏程度来判断其粗糙程度,并输出相应的数值。
下面将介绍泰勒粗糙度仪的使用方法。
使用泰勒粗糙度仪前需要做好准备工作。
将仪器放置在平稳的工作台上,并确保其与待测物体之间没有干扰物。
同时,确保仪器的电源充足,并根据需要连接相应的电缆。
接下来,打开泰勒粗糙度仪的电源开关,并等待一段时间,使其达到稳定工作状态。
在此过程中,可以通过观察仪器显示屏上的状态指示灯来确认仪器是否正常工作。
在确认仪器正常工作后,可以开始进行测量操作。
首先,将待测物体放置在仪器的测量台上,并调整仪器的位置,使其与物体表面保持平行。
确保仪器与物体表面接触牢固,避免产生误差。
然后,选择适当的测量模式和参数。
泰勒粗糙度仪通常提供多种测量模式,如Ra、Rz等,可以根据实际需求选择合适的模式。
在选择模式后,还需要设置相应的参数,如测量长度、滤波等级等。
设置好测量模式和参数后,可以开始进行测量。
按下开始测量的按钮,仪器将开始自动扫描待测物体表面,并实时显示测量结果。
在测量过程中,可以通过观察仪器显示屏上的数值变化来了解物体表面的粗糙度情况。
测量完成后,可以记录测量结果。
泰勒粗糙度仪通常会提供测量结果的输出方式,可以选择将结果保存在仪器内部存储器中,或通过连接电脑进行数据传输。
根据实际需求选择合适的输出方式,并按照相应的操作步骤进行。
进行仪器的后续处理工作。
根据需要,可以对测量结果进行统计分析、数据处理等操作。
同时,还需要对仪器进行清洁和保养,以确保其长期稳定的工作性能。
泰勒粗糙度仪的使用方法相对简单,但在实际操作中仍需注意一些细节。
例如,在测量过程中要保持仪器与物体表面的稳定接触,避免产生误差。
同时,还需注意仪器的使用环境,避免受到外界因素的干扰。
泰勒粗糙度仪是一种非常实用的测量仪器,可以广泛应用于各种领域。
通过正确使用泰勒粗糙度仪,可以准确快速地测量物体表面的粗糙度,为工程和科研提供有力的支持。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Surtronic 25 便携式粗糙度仪操作手册泰勒粗糙度仪25 说明书1 概述TAYLOR HOBSON25 粗糙度仪是泰勒公司在原来TAYLOR HOBSON 3+粗糙度仪的基础上进行改进的一个新产品,该仪器适用于生产现场,可测量多种机加工零件的表面粗糙度,根据选定的测量条件计算相应的参数,在液晶显示器上清晰地显示出全部测量参数。
特点:多参数测量:Ra、Rz、Rp、Rsm、Rt、Rmr(tp)、Rz1max、Rsk、RPc、Rda 等十种参数;高精度电感传感器;RC、GAUSS 二种滤波方式;兼容ISO、DIN、ANSI、JIS 四种标准;128×64 点阵液晶,可显示全部参数;碱性9V 电池一个,连续工作时间≥4 小时;机电一体化设计,体积小,重量轻,使用方便;连接专用414-30B、SH32S 等打印机,可打印全部参数及轮廓图形;内置标准RS232 接口,可与PC 机通讯;具有自动关机、记忆功能;可选配沟槽、小孔、斧型、靴型等九种传感以及测量平台、支架等方便用户对不同形状粗糙度测量的附件、配件。
1.1 测量原理测量工件表面粗糙度时,将传感器放在工件被测表面上,由仪器内部的驱动机构带动传感器沿被测表面做等速滑行,传感器通过内置的锐利触针感受被测表面的粗糙度,此时工件被测表面的粗糙度引起触针产生位移,该位移使传感器电感线圈的电感量发生变化,从而在相敏整流器的输出端产生与被测表面粗糙度成比例的模拟信号,该信号经过放大及电平转换之后进入数据采集系统,DSP 芯片将采集的数据进行数字滤波和参数计算,测量结果在液晶显示器上读出,也可在打印机上输出,还可以与PC 机进行通讯。
1.2 标准配置标准配置清单注意:请使用优质9V 碱性电池(非充电电池)作为电源。
1.3 仪器各部分视图1.4 传感器的安装安装时,用手拿住传感器的主体部分,将传感器插入与仪器联接的电缆一端,电缆另一端与仪器连接,注意联接可靠。
然后将传感器可靠插入传感器支架,调整好传感器触针与被测物体平面的垂直度。
提示:1、传感器的触针是本仪器的关键零件,应给予高度重视;2、在进行传感器装卸的过程中,应特别注意不要碰及触针,以免造成损坏,影响测量;3、在安装传感器时,应注意连接要可靠;4、测量时,放下传感器的动作要轻,避免传感器触针接触被测物体表面造成的冲击力影响测试结果,损坏传感器。
2 测量操作2.1 测量前的准备a. 开机检查电池电压是否正常;b. 擦净工件被测表面;c.将仪器正确、平稳、可靠地放置在工件被测表面上;d.传感器的滑行轨迹必须垂直于工件被测表面的加工纹理方向。
说明:正确、规范的操作是获得准确测量结果的前提,请务必遵照执行。
2.2 基本测量状态按下菜单键▽仪器开机,自动显示上一次设置(测量)内容,然如下所示:说明:1、第一次开机进入的基本测量状态中所显示的内容为本仪器的缺省设置,下次开机时将显示上次关机时所设置的内容,每次开机后均自动进入基本测量状态。
2、开机时,不要按住菜单键不放。
2.3 参数设置状态:再次按菜单键▽时仪器进入参数设置状态,显示屏如下:CUT-OFF(取样长度设置)处于闪烁状态,按▽菜单键依次进入其他参数的设置;如按□设置键则进入取样长度设置,如下显示屏所示:按动▽菜单键依次设置取样长度滚动显示如下:如要选择Cutoff 0.80mm 则按动设置键□完成设置,退回参数设置状态。
CUT-OFF(取样长度设置)闪烁,按动菜单键▽进入下一个参数设置-EVALUATION LENGTH(评定长度设置)闪烁。
按动□设置键进入EVALUATION LENGTH(评定长度)设置状态:依次按动▽键显示屏如下所示:如选择评定长度按动设置键□完成设置,退回参数设置状态按。
按动菜单键▽显示下一个设置参数内容闪烁,按动设置键□进入参数设置状态,依次类推。
2.4 参数设置实例下面我们完成一个实际的设置工作,以便使大家进一步了解测量参数设置的方法。
我们测量零件的参数如下:1、测量的零件粗糙度大致在Ra0.2μm 左右,因此,选择取样长度为:0.25mm;(取样长度的选择是根据被测表面的粗糙度而定的,如:Ra1.0μm 以下取样长度选0.25mm;Ra1.0-2.0μm 取样长度选取0.8mm;Ra2.0μm 以上取样长度选取2.5mm。
)2、一般推荐评定长度选择取样长度的5 倍,即1.25mm。
(这样选择的结果使示值分散度减小,如工件小,测量空间不大也可以选择1-3 倍取样长度的评定长度。
但是,这样会使示值分散度增大);3、我们准备测量零件的Ra、Rz 值;4、量程选择10μm;(在许可范围内,量程越小测量精度越高。
)5、打印设置:a、要求打印Ra、Rz 值;b、图形;c、表头(有taylor Hobson 标记);d、选择50X 的轮廓图形放大倍数(可以根据自己需要选择)。
6、选取公制单位;7、选择GAUSS 滤波器;(注:目前国际上粗糙度测量大多采用GAUSS 滤波器)8、不联接PC 机或者数据处理器,只联接打印机。
2.5 实际参数设置操作2.5.1 按动菜单键▽开机,仪器显示上一次设置(测量)内容:再次按动菜单键▽进入参数选择状态,CUT-OFF(取样长度)闪烁:2.5.2 取样长度设置:CUT-OFF(取样长度设置)闪烁,按动设置键□进入取样长度设置状态:按动菜单键▽依次滚动出现Cutoff 0.25mm、Cutoff 0.80mm、Cutoff 2.50mm。
我们根据需要选择Cutoff 0.25mm,当出现Cutoff 0.25mm 时按动设置键□完成取样长度设置。
退回到参数选择状态,按动菜单键▽显示下一个参数――EVALUATION LENGTH(评定长度设置)。
2.5.3 评定长度设置:EVALUATION LENGTH(评定长度设置)闪烁,按动设置键□进入评定长度设置状态:按动菜单键▽依次滚动出现Eval Length0.25mm、Eval Length0.75mm、EvalLength1.25mm、Eval Length2.50mm。
根据仪器要求选择Eval Length1.25mm,因此,出现Eval Length1.25mm 时按动设置键□完成取样长度设置,退回到参数选择状态。
按动菜单键▽显示下一个参数-PARAMETERS(测量参数设置)。
2.5.4 测量参数设置:PARAMETERS(测量参数设置)闪烁,按动设置键□进入测量参数设置状态:√Ra 闪烁,如按动设置键□则取消Ra 参数的测量,如按动菜单键▽则进入下一个参数选择。
我们需要测量Ra 和Rz 两个值,因此,我们进行下列操作:按动菜单键▽进入下一个参数Rz 的选择,Rz 闪烁,按动设置键□完成测量参数的设置,显示√Rz,显示屏显示如下:如果不需要再选择其他参数,我们依次按动菜单键▽直到Exit闪烁,按动设置键□退出测量参数设置,退回到参数选择状态,按动菜单键▽显示下一个参数-RANGE (量程设置):2.5.5 量程设置:RANGE (量程设置)闪烁,按动设置键□进入量程设置状态:依次按动菜单键▽滚动显示Rangs 10μm、Rangs 100μm、Rangs 300μm。
我们选择量程10μm,按动设置键□完成量程的设置,退回到参数选择状态。
按动菜单键▽显示下一个参数-PRINT SETTINGS(打印机设置):2.5.6 打印机设置:PRINT SETTINGS(打印机设置)闪烁,按动设置键□进入打印机设置状态:√Ra 闪烁。
按动菜单键▽,Rz 闪烁,按动设置键□选择打印Rz 值,如下显示:依次分别按动菜单键▽、设置键□设置打印图形、表头、图形放大倍数等参数,如下所示:按动菜单键▽至Exit 闪烁,按动设置键□退出PRINT SETTINGS(打印机设置)设置,退回到参数设置状态。
按动菜单键▽显示下一个参数-UNITS(测量单位设置):2.5.7 测量单位设置: UNITS (测量单位)闪烁,按动设置键□进入测量单位设置状态,按动菜单键▽滚动显示:我们选择公制单位Units Metrio ,按动设置键□完成测量单位设置,按动菜单键▽下一个参数-FILTER (滤波器)设置状态:2.5.8 滤波器设置:FILTER 闪烁,按动设置键□进入滤波器设置状态,按动菜单键▽滚动显示:我们选择Filter Gauss 滤波器,按动设置键□完成滤波器设置,退回参数设置状态。
按动菜单键▽下一个参数-Dump Mode (输出)设置状态:2.5.9 输出设置:Dump Moda 闪烁,按动设置键□进入输出设置状态,按动菜单键▽滚动显示:我们不需要联接PC 机或者数据处理器,所以选择输出断开Dump ModeOff 状态,按动设置键□完成设置,退回参数设置状态。
按动菜单键▽进入Exit (退出)状态:Exit 闪烁。
如果设置不合适要修改参数设置,就按动菜键▽进入要修改的参数设置状态,再按动设置键□做设置修改。
如果参数不需要修改设置,就可以直接按动设置键□完成全部设置,仪器进入测量准备状态,如下图所示:从我们显示屏可以看出以下信息: (1) 使用高斯滤波器;(2) 取样长度选择0.25mm;(3) 评定长度选择取样长度的5 倍即1.25mm;(4) 测量结果显示两个参数:Ra 、Rz 。
上面我们完成了一个整个的参数设置过程,设置其他的参数设置方法依次类推。
说明:1.仪器自动存储关机前最后一次测量的结果和测量条件,再开机时,自动进入该状态;但在测量过程中停机会造成全部测量数据丢失。
2.开机进入基本测量状态后,如果不需要修改测量条件,可直接按启动键◎进 行测量。
2.6 打印打印之前,用通讯电缆将仪器与打印机连接好,打开打印机开关并使打印机处于联机状态。
说明:本仪器使用Taylor Hobson 专用打印机。
不仅可打印测量参数值,还可打印轮廓图形。
2.7 示值校准一般情况下,不提倡对示值进行调整!如果偏差较大必须调整示值时,则可以用随机螺丝刀小心转动仪器前面示值调整螺丝至示值准确。
说明:1、在使用正确的测量方法测试随机样板时,如果实际测量值超出样板标定值的±10%,可调整示值调整螺丝,按着实际的偏差进行校准,校准范围不大于±20%。
2、通常情况下,仪器在出厂前都经过严格的测试,示值误差远小于±10%,在这种情况下,建议不要频繁进行示值校准调整。
3 可选附件及其使用3.1 测量平台使用测量平台,可更方便地调整仪器与被测工件之间的位置,操作更加灵活、平稳,使用范围更大,可测量复杂形状零件表面的粗糙度。
与测量平台连用时,可更加精确地调整针位,测量更平稳。
当被测表面Ra 值较小时,建议使用测量平台。