(完整版)发那科地通双机器人协调
工业机器人离线编程(FANUC) 第四章、机器人的协调与通信
第四章机器人协作与控制器间的通信当机器人工作单元需要多机同时工作完成任务时,就存在着多机器人之间的协调动作问题。
在Roboguide中,多机之间的协调主要通过对控制器的编程控制来实现。
其中,就包含了一个控制器控制多台机的同步运行和不同控制器之间的信号通信技术。
控制器中的Group(组)技术就能够实现控制器对多台机器设备的同步控制;也可以通过两个控制器的IO信号实现控制器间的同步问题。
本章通过“三机协调焊接案例项目(项目五)”的实施重点介绍这两种协调方式,分为三个部分,一、Roboguide环境Group(组)的添加与使用技术;二、IO 信号的添加与使用创建技术;三、创建一个三机配合完成焊接任务的项目案例。
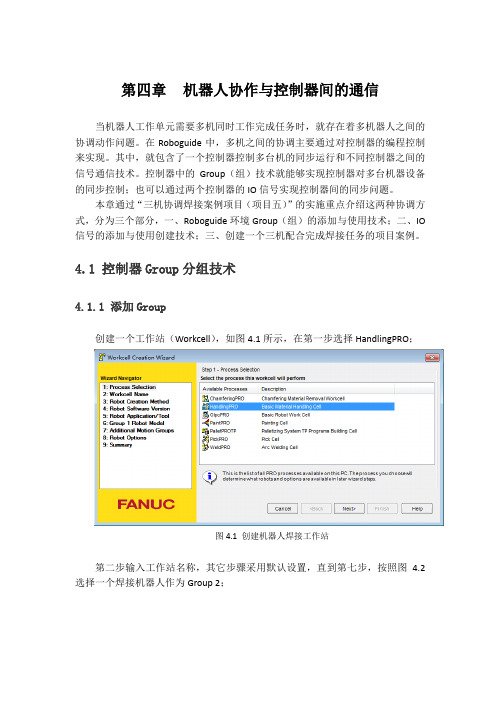
4.1 控制器Group分组技术4.1.1 添加Group创建一个工作站(Workcell),如图4.1所示,在第一步选择HandlingPRO;图4.1 创建机器人焊接工作站第二步输入工作站名称,其它步骤采用默认设置,直到第七步,按照图 4.2选择一个焊接机器人作为Group 2;图4.2 机器人焊接工作站配置之后继续,直到Finish,然后,就进入系统的配置进程。
参数配置依次依照图4.3(a)-(e)输入:(a)(b)(c)(d)(e)图4.3 工作站的配置过程最后,进入到工作站的仿真环境中,该环境中有两台机器人,一台归属第一组GP:1,用于搬运的机器人GP:1-R-2000iB/165F;另一台是用于焊接的机器人,归属第二组GP:2,用于焊接的机器人GP:2-ARC Mate 100iB SA(R-30iB);具体如图4.4所示:图4.4 工作站的仿真环境(1)用鼠标拖动机器人改变两个机器人的位置,并为焊接机器人添加一个基座Fixture,布景如图4.5所示:图4.5 工作站的仿真环境(2)4.1.2 示教编程先做一个简单的移动程序,即:两个机器人在P1点和P2点之间的循环运动。
这里,P1、P2点的信息都包含了两个机器人的坐标,它们的示教过程如下:(1)、示教P1点A)、如图4.6所示,先在Cell Browser树形窗口中选中GP:1-R-2000iB/165F,然后使用示教单元,移动搬运机器人的末端到该机器人的期望位置;显示为G1组选中GP:1-R-2000iB/165F图4.6:示教P1点(1)B)、如图4.6所示,先在Cell Browser树形窗口中选中GP:2-ARC Mate 100iB SA(R-30iB),然后使用示教单元,移动焊接机器人的末端到该机器人的期望位置;显示为G2组选中GP:2-ARC Mate 100iB SA(R-30iB)图4.6:示教P1点(2)C)、通过程序编辑器,记录下P1点的运动指令如图4.7所示:图4.7:P1点运动指令(2)、示教P2点按照上述操作,分别改变两个机器人的末端位置,示教P2点,并记录下P2点的运动指令。
FANUC发那科工业机器人的通讯参数设置

FANUC发那科工业机器人的通讯参数设置FANUC的通讯参数设置机床通迅参数包括以下几个方面:0MD为1 波特率 48002 数据位 73 停止位 24 奇偶校验偶5 ASCII码或EIA码选定 ASCII6 握手协议software18M为0MD为1 波特率96002 数据位 73 停止位 24 奇偶校验偶5 ASCII码或EIA码选定 ASCII6 握手协议software法兰科接口参数设置1现在DNC机床联网已成一个大的潮流,可是仍然有很多人对此知之甚少。
尤其是对于一些机床数据通信参数的设定一无所知。
一般而言,机床通迅参数包括以下几个方面:1 波特率2 数据位3 停止位4 奇偶校验5 ASCII码或EIA码选定6 握手协议机床的版本不一样,这些参数的位置也不一样。
希望知道的朋友可以提供一些不同版本机床的通信参数资料,以便大家多了解0M系统波特率: 552,553,250,251(I/O为0,1,2,3)2停止位:02#0,12#0,50#0,51#0(I/O为0,1,2,3)EIA码和ASCII码的选定 :02#3,12#3,50#3,51#3(I/O为0,1,2,3) 51#4:是否使用CD载波信号55#2:通信协议B/A奇偶校验一般都为偶校验机床通迅参数包括以下几个方面:0MD为1 波特率 48002 数据位 73 停止位 24 奇偶校验偶5 ASCII码或EIA码选定 ASCII6 握手协议software318M为0MD为1 波特率96002 数据位 73 停止位 24 奇偶校验偶5 ASCII码或EIA码选定 ASCII6 握手协议software发那克900以后参数意义--------------------------------------------------------------------------------900 #5 公英制转换; 1,公制#4 主轴模拟/串行输出; 1,用离合器4#3 手摇轮; 1,用901 #7 复合固定循环; 1,有#5 倒方角C,倒圆角R; 1,有902 #6 用户宏程序A; 1,有#5 丝杠螺距误差补偿; 1,有#2 恒速切削控制; 1,有903 #7 背景编辑; 1,有#3 偏置量测定直接输入B; 1,有#1 实际主轴转速输出; 1,有904 #2 中文显示; 1,中文(P23 #3设1)906 #7 外部刀具补偿; 0,有#6 自动刀具补偿; 0,有#5 刀具形状损失补偿; 1,有#0 菜单编程; 0,有907 #6 刀尖补偿; 1;有5#4 加工时间加工品数; 1,有909 #1 外部信息; 1,有#0 图形显示; 1,有911 #3 时间功能; 1,有932 #7 MDI—B; 1,有#6 表面恒速; 1,有#3 用户宏程序B; 1,有#2 用户宏程序A; 1,有(#2、#3不能同时选择)934 #4 特殊G代码输入; 1,有935 #5 出现600号参数; 1,有#2 加工复循环; 1,有#1 工件坐标系; 1,有#0 刀具寿命管理; 1,有该参数仅供参考,请谨慎修改!6Fanuc 0 系列数控系统数控系统与WinDNC的电缆连线表:数控系统计算机25针 9针1 保护地保护地3 2 32 3 27 7 574-5短接 4-5短接 7-8短接6-8-20短接 6-8-20短接 1-4-6短接数控系统注意事项1.在0系统中,如果你要修改某一参数,你必须设PWE参数为off,当你这样做时,系统将处于报警状态,这时请不要理会其报警,修改参数完后,PWE参数为on,按Reset键以消除报警。
FANUC机器人修改设置的内容

FANUC机器人修改设置的内容一、介绍FANUC机器人是一款广泛应用于制造业的自动化设备,其高效、精确和可靠的特点深受广大用户的喜爱。
然而,为了使机器人在实际应用中更好地适应各种不同的工作环境和任务,我们有时需要对机器人的设置进行修改。
本文将详细介绍在FANUC机器人上修改设置的内容以及相关的步骤。
二、修改设置前的准备工作在进行任何设置修改之前,用户应首先确保自己具备足够的机器人知识和相关的安全操作经验。
还应注意以下几点:1、备份原始设置:在修改设置之前,建议先备份机器人的原始设置,以防止误操作导致的问题。
2、了解机器人的工作原理:在进行设置修改之前,建议用户深入了解机器人的工作原理和结构,以避免因不合适的设置导致的潜在问题。
3、遵循操作指南:在进行任何设置修改时,应始终遵循FANUC提供的操作指南和安全规范。
三、修改设置的步骤1、进入设置界面:通过控制面板或远程连接方式进入机器人的设置界面。
2、选择修改项:在设置界面中,根据需要选择要修改的项。
例如,如果需要修改机器人的运动模式,则需要在设置菜单中找到“运动模式”选项。
3、修改设置:选择要修改的设置项后,根据界面的提示进行操作。
例如,在修改运动模式时,可能需要选择新的模式并确认修改。
4、保存设置:完成修改后,务必记得保存所做的更改。
5、验证修改:为了确保修改的设置已生效,建议在安全的环境下进行测试验证。
四、常见设置项及修改建议1、运动模式:根据应用场景的不同,用户可能需要调整机器人的运动模式。
例如,对于需要高精度定位的应用,可以选择“精密模式”以提高定位精度。
2、速度与加速度:为了提高生产效率,用户可能需要增加机器人的移动速度或加速度。
然而,过快的移动速度可能导致机器人出现震动或不稳定现象。
因此,在修改这些设置时,建议先进行速度和加速度的逐步增加,并观察机器人的反应以确保稳定性。
3、传感器设置:对于依赖传感器进行定位或避障的机器人应用,用户可能需要调整传感器的设置。
发那科地通双机器人协调

10
事在人为
6.协调运动的程序书写格式
注意: Coord协调指令只能用于直线和 圆弧,所以在示教过渡点的时候 能少用协调指令就少用 Coord协调指令写在需要用到协 调运动的前一步 双机器人协调时必须两个机器人 的起弧指令同时给,也就是在E0 (设备同步编号上设置需要等待 同步的设备编号),否则无法执 行同步起弧
9
事在人为
5.协调运动的程序创建格式
注意: 在创建新的程序时务必要选择你所 需要用到协调运动的轴组,否则示 教出来的程序无法完成协调工作
如右图所示:比如Group mask (掩组码):选择了134,那是 因为1是主机器人,3是外部工装 轴,4是副机器人,由于我们需要 用到上机器人协调所以选择掩组 码 134
5
事在人为
Point 3:在 Point 2基础上把辅助 轴绕+X旋转30-90度,再次点动机 器人使焊丝端头刚好接触辅助轴上 的标记或者定位器,按【Shift】 +F5【Record】,此时Uninit 将会 变成Recorded 记录完三个位置后,按【Shift】+ F3【EXEC】执行,机器人就完成 了校准,如果以上执行正确示教器 将会提示:Pair Calibrated, Please Cold Start(关掉电源等待 3s再重新开电源) Coord验证:将机器人处于C21或 F21等状态下点动机器人,如果 机器人焊枪端头相对于外部轴位 置不发生移动,则证明设置正确
2024版年度最完整的FANUC机器人教程

安装在机器人末端的装置,用于执行特定的操作任务。末端执行器的种类多样,如夹爪、吸盘、喷枪等,可 根据不同的应用需求进行选择和设计。
10
03
FANUC机器人软件编程
2024/2/3
11
编程语言介绍
FANUC机器人编程语言
FANUC机器人采用专用的编程语言,该语言基于结构化文本和图形化编程元素, 易于学习和使用。
在计算机上安装FANUC机器人编程软件,包括编程器、仿 真器和调试器等,以便进行机器人程序的编写、仿真和调 试。
配置与调试
根据实际需要,对FANUC机器人进行配置和调试,包括设 置机器人的工作空间、工具坐标系、用户坐标系等,以确 保机器人能够准确地执行编程任务。
13
编程实例演示
示例程序
通过编写一个简单的FANUC机 器人程序,演示如何控制机器 人完成基本的移动、抓取和放
3
FANUC公司简介
FANUC公司是一家专业从事工业机器人和工厂自动化设备的研发、生产和销售的公 司。
FANUC公司拥有丰富的机器人技术和经验,是全球领先的工业机器人制造商之一。
2024/2/3
FANUC公司的机器人产品广泛应用于汽车、电子、机械、食品等各个领域。
4
FANUC机器人应用领域
汽车制造
5
FANUC机器人发展历程
01
第一代FANUC机器人
20世纪70年代,FANUC公司推出了第一代工业机器人,主要用于简单
的搬运和上下料任务。
02
第二代FANUC机器人
20世纪80年代,FANUC公司推出了第二代工业机器人,具有更高的精
度和速度,可以执行更复杂的任务。
2024/2/3
发那科PROFINET弧焊机器人设置 - 最全版
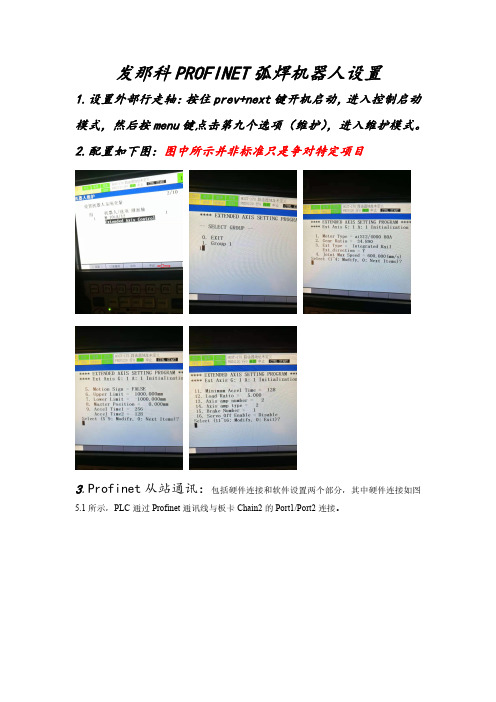
发那科PROFINET弧焊机器人设置1.设置外部行走轴:按住prev+next键开机启动,进入控制启动模式,然后按menu键点击第九个选项(维护),进入维护模式。
2.配置如下图:图中所示并非标准只是争对特定项目3.Profinet从站通讯:包括硬件连接和软件设置两个部分,其中硬件连接如图5.1所示,PLC通过Profinet通讯线与板卡Chain2的Port1/Port2连接。
图5.1从站通讯时连接的Port端口软件设置包括三个部分:Address settings、Switch settings(一般默认,不进行更改)、IO-Device。
具体步骤如下所示:TP中进入Profinet设置画面。
步骤:MENU→I/O→PROFINET(M)。
将Chain1DISABLE,保证Chain2ENABLE(设置后Chain1的图标变灰,Chain2的图标变亮)。
如图5.2所示根据客户需求设置Address settings的内容,包括:机器人的IP地址、子网网关、名称。
(通过TP上“Disp”键进行左右屏幕切换)图5.2Address settings设置如图5.3所示根据客户需求设置IO-Device的内容,包括Slot Type、Slot Size两部分。
点DISP 按钮将光标移到右面的窗口,点上下按钮,将光标移到Slot1上。
点EDIT(F4)按钮,打开Slot1的设定画面如图5.4所示,在Slot1设定画面,将光标移到SlotType上,点EDIT按钮,弹出型号选择窗口,选择Input Output slot,点APPLY按钮。
将Slot1设定成输入/输出模块,同理按照相同步骤将Slot Size设置为32bytes(即:DI DO分别为32bytes)回到图5.3IO-Device 设置界面,选择F1SAVE,然后重启,设置生效。
图5.3IO-Device设置图5.4Slot Type设置(此处为从相关文件中借用的图片)PLC侧的设置:客户现场的PLC技术人员在step7中(以西门子PLC为例)导入机器人的GSD文件,设置机器人的IP地址、子网网关、名称、输入/输出字节数(与机器人侧的设置相同),然后下载。
FANUC外部轴添加以及协调功能

FANUC机器人调试一、添加外部轴“PREV” key and “NEXT”→CONTROLLED START →MENUS →MAINTENANCE2. Press arrow (上下键) keys and move the cursor to“Basic positioner”. Then press F4. MANUAL. 变位机9、10轴“Extended Axis Control”. Then press F4. MANUAL. 滑台7、8轴输入1,按ENTER 进行滑台7、8轴的添加输入2,按ENTER 进行滑台,9、10轴的添加3.You will see similar to the following旋转轴9作为“Basic positioner”----Group 2的第九轴,所以输入9,按ENTER 旋转轴会出现下面4、5界面默认输入1,按ENTER6.You will see simlar screen to following one .集成轴(7、8轴)出现以下画面旋转轴(9、10)稍微有些区别七轴与九轴添加完八轴和十轴添加回到上画面继续添加第7组直线轴1 .Motor=aiF8/3000 40A2.Gear Ratio=8.63 .Direction=+YEXTENDED AXIS TYPE=Integrated Rail(Linear Axis)4.Joint Max Speed=160.000 (mm/sec) (可改变附加轴的转动速度)5 .Motion sign= FALSE (可改变附加轴的转动方向)6 .Upper Limit=700 mm7 .Lower Limit=-700 mm8 .Master position=0.000 mm9 .Accel Time 1=256Accel Time2=12811 .Exp Filter Valid= 12812 .Minimum Accel Time=38413 .Load Ratio=5.00014 .axis amp Number=2axis amp type=215.Brake Number=216 .Servo off valid=FALSE (Disable)Servo off Time=10.000第8组直线轴:1 .Motor=aiF8/3000 40A2.Gear Ratio=23 .Direction=+ZEXTENDED AXIS TYPE=Integrated Rail(Linear Axis)4.Joint Max Speed=100.000 (mm/sec) (可改变附加轴的转动速度)5 .Motion sign= FALSE (TRUE) (可改变附加轴的转动方向)6 .Upper Limit=560.000 mm7 .Lower Limit=-560.000mm8 .Master position=0.000 mm9 .Accel Time 1=256Accel Time2=12811 .Exp Filter Valid= 12812 .Minimum Accel Time=38413 .Load Ratio=5.00014 .axis amp Number=2axis amp type=215.Brake Number=316 .Servo off valid=FALSE (Disable)Servo off Time=10.000第9组附加轴的设置示例:1 .Motor=aiF22/3000 80A2 .Amplifier Number=3Amplifier 3 Type=23 .Axis Type=Rotary Axis4 .Direction=+Y6 .Gear Ratio=570.007 .Maximum Speed=127.660 deg/sec (可改变附加轴的转动速度)8 .Motion sign=TRUE9 .Upper Limit=360.000 deg10 .Lower Limit=-360.000 deg11 .Master position=0.000 deg12 .Accel Time 1=384Accel Time2=19213 .Exp Filter Valid= FALSE14 .Minimum Accel Time=38415 .Load Ratio=5.000 (1~5的数值)16 .Brake Number=217 .Servo off valid=FALSEServo off Time=10.000第10组附加轴的设置:1 .Motor=aiF22/3000 80A2 .Amplifier Number=3Amplifier 3 Type=23 .Axis Type=Rotary Axis4 .Direction=+Z (如安装在同一组内则为Y或Z均可)6 .Gear Ratio=391.47 .Maximum Speed=127.660 deg/sec (24.000)8 .Motion sign=TRUE9 .Upper Limit=360.000 deg (450.000)10 .Lower Limit=-360.000 deg (-450.000)11 .Master position=0.000 deg12 .Accel Time 1=384Accel Time2=19213 .Exp Filter Valid=FALSE14 .Minimum Accel Time=38415 .Load Ratio=5.00016 .Brake Number=317 .Servo off valid=TRUEServo off Time=10以上各轴添加设置好后,进行机械原点的标定。
FANUC发那科机器人操作指南
FANUC机器人操作指南1 机器人程序FANUC机器人程序分为TP、MACRO、CAREL几种类型。
TP为一般程序,用示教器可以创建、编辑、删除。
MARCO为宏程序,在设备调试完成后一般无需添加和编辑,需要时宏程序也可在示教器上创建、编辑、删除。
CAREL为系统自带程序,操作者没有编辑权限。
1.1 Fanuc机器人使用Style方式调用程序,主程序名即为Style X ,标准见表1-1。
1: !STYLE10: CARRIED SERVO WELD ;2: !******************************** ;3: !SAIC Motor ;4: !Station RBS010 - Robot 1 ;带!的语句为程序中的注释 5: !PROGRAM W261 ;6: !******************************** ;127: !ECHO STYLE ; 8: TIMER[1]=RESET ; 9: TIMER[1]=START ;10: GO[1:Manual Style Select]=10 ; 11: RESET WS 1 ; 12: CALL POUNCE1 ;13: CALL S10PROC1 ; 14: RUN CAP_WEAR ; 15: MOVE TO HOME ; 16: TIMER[1]=STOP ;17: WAIT (F[1:Capwear Complete]) ;表1-1 机器人Style 程序标准焊接子程序31.2 焊接子程序S(X)PROC(X)命名,如S10PROC1,其中S10代表被STYLE10调用,PROC1即为焊接PROCESS。
1: !******************************** ;2: !STYLE10: PROCESS1 ;3: !******************************** ;4: !SAIC Motor ;5: !Station RBS010 Robot 1 ;6: !PROGRAM W261 ;7: !******************************** ;8: !BEGIN PROCESS - PATH SEGMENT ;9: SET SEGMENT(50) ;10: UTOOL_NUM=1 ;11: UFRAME_NUM=0 ;12: PAYLOAD[1] ;4514:J P[2] 100% CNT100 ; 15:J P[3] 100% CNT100 ; 16:J P[4] 100% CNT50 ; 17:J P[5] 100% CNT50 ;18:L P[6:w261bs1115] 2000mm/sec FINE : SPOT[SD=10,P=2,S=2,ED=10] ; 19:J P[7] 100% CNT50 ; . . . . . .87:L P[72:w261bs1245] 2000mm/sec FINE : SPOT[SD=10,P=1,S=1,ED=10] ; 88:J P[73] 100% CNT80 ; 89:J P[74] 100% CNT100 ; 90:J P[75] 100% CNT100 ; 91:J P[76] 100% CNT100 ;焊点号,将机器人光标移到P[X]上,点击ENTER 键即可编辑。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
事在人为
5.协调运动的程序创建格式
注意:
在创建新的程序时务必要选择你所 需要用到协调运动的轴组,否则示 教出来的程序无法完成协调工作
如右图所示:比如Group mask (掩组码):选择了134,那是 因为1是主机器人,3是外部工装 轴,4是副机器人,由于我们需要 用到上机器人协调所以选择掩组 码 134
置上 ④ 同时也可以在部件旋转时让焊枪角度
随旋转而改变
如右图所示:为双机器人与1外部工装轴 协同工作
3
事在人为
2. 双机器人与外部工装轴协调设定
设定流程: 需要用到同步运动的外部工装轴
进行零点标定,以及机器人的 (TCP)设定 按【MEUN】→选6【SETUP】 →选9【coord】进入右图画面 根据实际情况选择Leader Group (主动)和Follower Group(从 动)进行设定 选择对应Follower orientation , 一般选择ATTACHED(相对运动) 按F2【C-TYP】,根据以上选定的 条件进行选择运动类型(鉴于本次 项目中我们用的变位机类型,所以 选2 Unknown pt
② 该方法使部件旋转,而保持焊丝 端头在在焊缝中,并当部件被旋 转时使焊枪角度不变
采用哪种方法使根据同步运动的 ‘Follower Orientation’设定来决 定,由三种选项:
1. Attached-随着部件旋转改变焊枪 角度
2. Fixed-当部件旋转时,保持焊枪 角度不变
3. Both-可使用其中任何一种方法来 点动系统
5
事在人为
Point 3:在 Point 2基础上把辅助 轴绕+X旋转30-90度,再次点动机 器人使焊丝端头刚好接触辅助轴上 的标记或者定位器,按【Shift】 +F5【Record】,此时Uninit 将会 变成Recorded
记录完三个位置后,按【Shift】+ F3【EXEC】执行,机器人就完成 了校准,如果以上执行正确示教器 将会提示:Pair Calibrated, Please Cold Start(关掉电源等待 3s再重新开电源)
10
事在人为
6.协调运动的程序书写格式
注意:
Coord协调指令只能用于直线和 圆弧,所以在示教过渡点的时候 能少用协调指令就少用
Coord协调指令写在需要用到协 调运动的前一步
双机器人协调时必须两个机器人 的起弧指令同时给,也就是在E0 (设备同步编号上设置需要等待 同步的设备编号),否则无法执 行同步起弧
Coord验证:将机器人处于C21或 F21等状态下点动机器人,如果 机器人焊枪端头相对于外部轴位 置不发生移动,则证明设置正确
6
事在人为
Point 1
Point 3
Point 2
校准时外部工装轴必须往+x 方向移动3个点位置进行校 准
7
事在人为
3.使用协调的方法有两种
① 保持焊丝端头在焊缝中,同时迫 使焊枪角度自动改变,维持焊枪 与焊缝的夹角不变,这种方法无 法旋转零部件
1
事在人为
事在人为
地通项目双机器人协调流程总结FANUΒιβλιοθήκη ROBOT SERIES1
事在人为
目录
双机器人与外部工装轴协调认识 双机器人与外部工装轴协调设定 使用协调的方法有两种 切换协调的点动方式 协调运动的程序创建格式 协调运动的程序书写格式
2
事在人为
1. 双机器人与外部工装轴协调认识
8
事在人为
4.切换协调点动方式
操作步骤: ① 务必完成协调设置,然后按
【Group】键切换到以设定的 Group
② 按【FUTN】→选8【TOGGLE COORD JOB】(切换协调点动方 式),切换成功后:假如切换单 机器人协调的话法兰条G2变成 C21,切换双机器人协调会由 C21变成C214.。这时点动机器人 与外部工装轴是同步运动的
什么是协调? 协调:也称同步运动;就是把多个设置好 ‘Group’安装进同一个新的Group中一 起同步运动(注:Group的最大数值:3) 同步运动的优点: ① 在编写需要机器人臂与外部轴同步运
动时,能使程序的示教更加方便 ② 简化了如何在同步运动被示教的地方
进行对焊接速度的示教 ③ 可以让焊枪的角度保持在某种固定位
4
事在人为
Axis Number:第一轴校准号为1, 之后进行第二轴的校准时键入2
Axis Type:应设置成Rotary(轴 旋转)
Axis Direction:应该设定成+X Point 1:点动使焊丝端头刚好接
触辅助轴上的标记或者定位器, 按【Shift】+F5【Record】,此 时Uninit 将会变成Recorded Point 2:在 Point 1基础上把辅助 轴绕+X 旋转30-90度,再次点动 机器人使焊丝端头刚好接触辅助 轴上的标记或者定位器,按 【Shift】+F5【Record】,此时 Uninit 将会变成Recorded