模锻液压机
锻造设备类别和名称

机
10000 吨以上的有采用契式,我国可பைடு நூலகம்以生产公称力 160MN 以下,质量和 可靠性需要提升。 冷锻压力机 曲柄压力机、楔式压力机、偏心 压力机、肘杆式压力机、多 ( 2/3/4) 工位冷锻压力机、单点 压力机、双点压力机 温锻压力机 曲柄压力机、楔式压力机、偏心 压力机、肘杆式压力机、多 ( 2/3/4) 工位温锻压力机、单点 压力机、双点压力机 冷温锻压力机 曲柄压力机、楔式压力机、偏心 压力机、肘杆式压力机、多 ( 2/3/4) 工位冷温锻压力机、单 点压力机、双点压力机 平锻机 结构类是于热模锻压力机, 但有其特 殊性,刚性、偏载能力、速度等都与 热模锻不同, 国内目前能生产公称力 16MN 以下,但多工位仍然不能生 产。大吨位质量和可靠性差。 与冷锻压力机情况差不多, 国内目前 能生产公称力 10MN 以下, 但多工位 仍然不能生产。 大吨位质量和可靠性 差。 与冷锻压力机情况差不多, 国内目前 能生产公称力 10MN 以下, 但多工位 仍然不能生产。 大吨位质量和可靠性 差。
鳄式平锻机、水平分模平锻机、 结构有鳄式、肘杆式、公称力 20MN 立式分模平锻机、 肘杆式水平分 模平锻机 的鳄式平锻机国内可以提供。 肘杆式 平锻机的垂直打击力较大, 可以进行 复合成形。 当前不再使用立式分模的 平锻机,因为难于实现自动化, 也难 于提升合模打击功能。
挤压压力机
冷(温)挤压机、机械式冷(温) 机械式传动的压力机多是偏心压力 挤压机 机或肘杆压力机, 这种压力机的特点 是形成要求长,也就是压力角大,目 前国内可以生产公称力 12MN 以下 的机械式挤压机。
锻造设备类别和名称
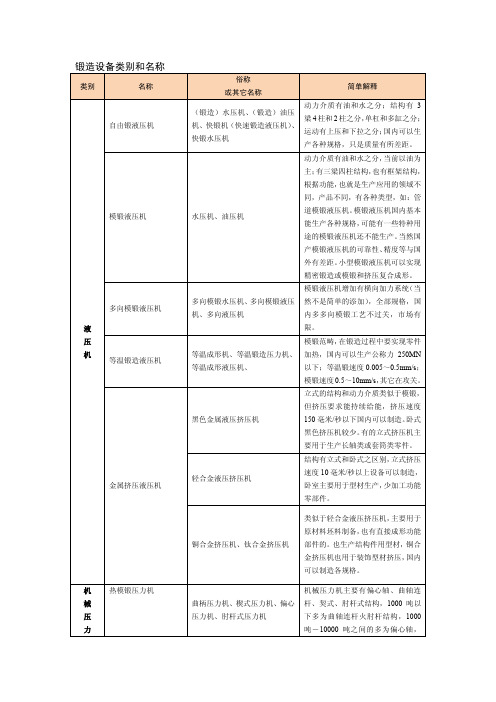
类别 名称 俗称 或其它名称 (锻造)水压机、 (锻造)油压 自由锻液压机 机、快锻机(快速锻造液压机) 、 快锻水压机 简单解释 动力介质有油和水之分;结构有 3 梁 4 柱和 2 柱之分, 单杠和多缸之分; 运动有上压和下拉之分; 国内可以生 产各种规格,只是质量有所差距。 动力介质有油和水之分, 当前以油为 主; 有三梁四柱结构, 也有框架结构, 根据功能, 也就是生产应用的领域不 同,产品不同,有各种类型,如:管 模锻液压机 水压机、油压机 道模锻液压机。 模锻液压机国内基本 能生产各种规格, 可能有一些特种用 途的模锻液压机还不能生产。 当然国 产模锻液压机的可靠性、 精度等与国 外有差距。 小型模锻液压机可以实现 精密锻造或模锻和挤压复合成形。 模锻液压机增加有横向加力系统 (当 多向模锻液压机 液 压 机 等温锻造液压机 等温成形液压机、 多向模锻水压机、 多向模锻液压 机、多向液压机 然不是简单的添加) ,全部规格,国 内多多向模锻工艺不过关,市场有 限。 模锻范畴, 在锻造过程中要实现零件 等温成形机、等温锻造压力机、 加热,国内可以生产公称力 250MN 以下;等温锻速度 0.005~0.5mm/s; 模锻速度 0.5~10mm/s, 其它在攻关。 立式的结构和动力介质类似于模锻, 但挤压要求能持续给能,挤压速度 黑色金属液压挤压机 150 毫米/秒以下国内可以制造。 卧式 黑色挤压机较少。 有的立式挤压机主 要用于生产长轴类或套筒类零件。 结构有立式和卧式之区别, 立式挤压 金属挤压液压机 轻合金液压挤压机 速度 10 毫米/秒以上设备可以制造, 卧室主要用于型材生产, 少加工功能 零部件。 类似于轻合金液压挤压机, 主要用于 原材料坯料制备, 也有直接成形功能 铜合金挤压机、钛合金挤压机 部件的。也生产结构件用型材, 铜合 金挤压机也用于装饰型材挤压, 国内 可以制造各规格。 机 械 压 力 热模锻压力机 曲柄压力机、楔式压力机、偏心 压力机、肘杆式压力机 机械压力机主要有偏心轴、曲轴连 杆、契式、肘杆式结构,1000 吨以 下多为曲轴连杆火肘杆结构, 1000 吨- 10000 吨之间的多为偏心轴,
2023年模锻液压机行业市场分析现状
2023年模锻液压机行业市场分析现状
现代模锻液压机是模锻行业中不可或缺的设备,其在金属成型加工中具有重要作用。
模锻液压机市场目前仍处于稳定增长阶段,以下将对其市场分析进行详细介绍。
首先,模锻液压机市场的主要驱动力之一是汽车行业的快速发展。
汽车行业是模锻液压机的主要应用领域之一,因为模锻液压机可以用于制造汽车的引擎、底盘和其他关键部件。
根据国内外汽车市场的发展情况,模锻液压机市场也在保持着相对稳定的增长。
其次,工程机械行业的发展也是模锻液压机市场增长的关键因素。
随着国内外基础设施建设的不断推进,工程机械市场逐渐兴起。
而工程机械中很多零部件需要使用模锻液压机进行加工,因此模锻液压机市场也受到了工程机械市场的推动。
另外,航空航天行业的快速发展也对模锻液压机市场产生了积极影响。
航空航天行业对金属材料的要求非常严格,而模锻可以保持金属材料的连续纤维结构,提高材料的强度和耐久性。
因此,模锻液压机在航空航天行业中有着广泛的应用市场。
此外,冶金行业对模锻液压机的需求也较大。
冶金行业需要大量的金属材料,并且这些材料往往需要经过模锻等加工工艺才能获得理想的性能。
因此,冶金行业的发展直接推动了模锻液压机市场的增长。
总体来说,模锻液压机市场现状良好,而且前景广阔。
随着国内外工业化进程的不断推进和关键行业的快速发展,模锻液压机市场将继续保持增长态势。
未来,随着科技的不断进步和市场需求的不断变化,模锻液压机市场将出现更多新的机遇和挑战。
因此,模锻液压机制造商需要不断创新和提高产品质量,以适应市场的发展需求。
800 MN模锻液压机主缸缸底锻件关键成形技术的研究

800 MN模锻液压机主缸缸底锻件关键成形技术的研究张清华;刘鑫刚;祁荣胜;金淼;郭宝峰【摘要】利用数值模拟的技术,研究了采用平面、球面、锥形砧型时,800 MN模锻液压机主缸缸底锻件镦粗过程中锻件内部的应变、静水应力以及心部孔洞尺寸的变化情况.通过对不同砧型时锻件内部等效应变、静水应力、孔洞闭合程度以及镦粗工艺力的考察,得到了球面砧优于另外两种砧型的结论.【期刊名称】《大型铸锻件》【年(卷),期】2010(000)006【总页数】5页(P1-5)【关键词】缸底锻件;镦粗;砧型;孔洞【作者】张清华;刘鑫刚;祁荣胜;金淼;郭宝峰【作者单位】中国第二重型机械集团公司,四川,618013;燕山大学机械工程学院,河北,066004;燕山大学机械工程学院,河北,066004;燕山大学机械工程学院,河北,066004;燕山大学机械工程学院,河北,066004【正文语种】中文【中图分类】O242800 MN模锻液压机主要用于生产大型铝合金、镁合金、钛合金等模锻件,是发展我国大飞机项目必备的关键设备。
该设备的建设对于改变我国大型模锻件长期依赖进口的局面有重大战略意义。
800 MN模锻液压机主缸采用锻焊结构,其缸底部分的锻件直径为3 100 mm、高度1 700 mm,属于大型饼形锻件。
该锻件锻造成形的技术难度较大,主要表现为两个方面:一是钢锭中的孔洞在成形过程中消除困难,探伤检测不易通过;二是锻件几何尺寸较大,已经涉及到二重现有锻造能力的极限。
因此,需要对缸底的锻造过程进行分析和研究,为制定成形工艺提供技术支持。
关于孔洞闭合的理论问题,国内已有大量的研究成果[1~5]。
早期,清华大学的王祖唐教授采用刚-粘塑性有限元法模拟了大型钢锭的拔长过程,研究了孔洞锻合过程的主要影响因素[1]。
近几年,上海交通大学的崔振山教授基于MARC软件研究了圆柱体内部孔洞热锻闭合过程,提出了高温变形是改善含有孔洞材料性能的必要条件[2];北京科技大学的韩静涛教授研究开发了耦合热及细观损伤分析的刚粘塑性有限元分析软件RVTDA,并将其用于饼类锻件镦粗过程中应力、应变、温度等的分析[3]。
多向模锻液压机标准

多向模锻液压机标准
多向模锻液压机的标准主要包括以下几个方面:
1.型号标准:多向模锻液压机的型号应该符合相关标准,包括液
压机的规格、性能参数、结构形式等方面。
具体型号标准可以
参考国家相关标准或行业标准。
2.安全标准:多向模锻液压机的安全性能应该符合相关标准,包
括设备的安全防护装置、安全操作规程、安全检测等方面。
具
体安全标准可以参考国家相关标准或行业标准。
3.质量标准:多向模锻液压机的质量应该符合相关标准,包括设
备材料的质量、制造工艺的质量、检验检测的质量等方面。
具
体质量标准可以参考国家相关标准或行业标准。
4.环保标准:多向模锻液压机的环保性能应该符合相关标准,包
括设备的噪音、振动、废气排放等方面。
具体环保标准可以参
考国家相关标准或行业标准。
5.行业标准:多向模锻液压机还应该符合相关行业标准,包括设
备的设计、制造、安装、调试、维护等方面的标准。
具体行业
标准可以参考相关行业协会或组织的标准。
总之,多向模锻液压机的标准是多方面的,涉及型号、安全、质量、环保和行业等多个方面。
在选择和使用多向模锻液压机时,应该充分
了解相关标准,确保设备的合规性和安全性。
同时,也应该关注相关标准的更新和变化,以便及时调整和改进设备的使用和管理。
800MN大型模锻液压机极限设计制造技术创新

800M N大型模锻液压机极限设计制造技术创新曾祥东,杨固川,张华,于江,胡孟君,陈文( 中国第二重型机械集团公司重型机械设计研究院,四川成都610052)摘要: 简述800 M N大型模锻液压机上巨大尺寸、重要零件的极限设计制造,特别是机架C形板、主工作缸、活动横梁中梁等的极限设计技术以及在铸造、锻造、焊接方面的极限制造技术。
设计过程中对C形板进行优化设计,使过渡圆角处的最大应力由原来的456M Pa降为237.1M Pa; 对主工作缸的局部进行设计优化,使进液孔内壁的最大主应力和等效应力分别降低到192和217M Pa,应力值降低幅度超过40%。
经过国家科技重大专项课题组联合技术攻关,成功解决了大尺寸重要零件极限设计制造关键技术的难题。
关键词: 模锻液压机; 极限设计; 极限制造D O I: 10.13330/j.iss n.1000-3940.2014.02.019中图分类号: TH163文献标识码: A文章编号: 1000-3940( 2014) 02-0096-06C r e a t io n of li m i t d esig n and manu f a c t u r i n g t ec hn i qu e fo rclose-d ie fo r gi n g h y d r au lic p r ess of 800 M NZ en g Xian g d o n g,Yan g Guchuan,Z han g Hua,Yu Jian g,Hu M en g jun,C hen Wen ( T he Hea vy M achiner y Desi g n andResearch Institute,China Nati o nal Er z h o n g Gr o up C o〃,Chen g du610052,China )A b s t r a c t: T he limit desi g n and manu f acturin g technique of imp o rtant parts w ith lar g e si z es in the800 M N cl o se-die fo r g in g h y draulic press w as described brie f l y,especiall y the limit desi g n techn o l ogy of the“C”shaped plate in f rame,the main c y linder and the c o unter beam of m ov in g cr o sshead,and the limit manu f acture of castin g,fo r g in g and w eldin g〃 T he ma x imum stress at the f illet radius of“C”shaped plate w as reduced f r o m456t o 237.1 M Pa thr o u g h the o ptimi z ati o n desi g n〃 T he ma x imum principal stress and the equi v alent stress of liquid in- let h o le in the main wo rkin g c y linder w ere reduced t o 192and217M Pa respecti v el y b y a l o cal o ptimi z ati o n desi g n,and the stresses w ere decreased b y m o re than40%〃 T hr o u g h j o int technical research of the nati o nal science and techn o l ogy maj o r special pr o ject g r o up,the ke y technical pr o blems of limit desi g n and manu f acture ab o ut imp o rtant parts w ith lar g e si z es w ere success f ull y res o l v ed〃K ey wo r d s: cl o se-die fo r g in g press; limit desi g n; limit manu f acture我国自主设计制造的、世界最大的800 M N ( 8 万吨) 大型模锻油压机,是国家科技重大专项课题,压机于2013年4月在中国二重投产。
世界最大10万t模锻液压机落户苏州昆山
f)通 过此 次技 术 改造 的结 果 。 高 了对油 封作 用 2 提
的进一 步认 知 . 油封 的 作用 不仅 是 防止 润滑 油 的泄漏 .
而且 还要起 到对轴 承及 润 滑油 等 的保 护作 用 .防止 外
界 环 境 中 的粉 尘 等 污染 物 质 进入 轴 承 箱 和 齿 轮箱 . 以
1 6 99
世界最大 1 t O万 模锻液压机 落户苏州 昆山
20 0 8年 l 0月 .与大 飞机 工程 配套 的大 型模锻 液压 机项 目— — 苏州 昆仑 先进 制造技 术 装备有 限
公 司正式落 户周 市镇 。 该公 司将联 合清华 大学 等机构 . 整合 各方 资源 . 计制 造世界 最大 的 l 设 0万 t 大 型模 锻液 压机 这一项 目标 志着 昆 山市装 备制造 业 发展掀 开新 的篇 章 . 将改 变世 界航 天 航空 业大 型 锻件 生产 格局 此 项 目将极 大提 升我 国航 空关键 零部 件 的制造 能力 . 我 国大 型航 空锻 件 的生产 水 使
市镇 打造先 进装备 制造 业产业 基地 , 引进航 空 、 天工业 产业链 上 的其他 企业奠 定坚 实基础 。 航
液 压 气 动 与 密 封 /0 8年 第 6期 20
表 1 各 材料 摩 擦 系 数
台减 速机 高 速 轴 相继 进 行 改造 .使 用 时 间 l 月 左 2个 右 , 本达 到零 泄漏 的密封效 果 。不 仅解决 了因为 润滑 基
油 泄漏造 成 的环 境污 染 问题 .而 且减 少 了设 备 的停 机
维 护时 间 .实际 有效 密封 寿命 约 为 丁腈橡 胶 有效 密封 寿命 的 4 6倍 。通 过进一 步 的检测 发现 . 滑油 中的粉 润
锻造设备类别和名称
摩擦螺旋压力机
螺
电动螺旋压力机
旋
压
力 液压螺旋压力机
机
双盘摩擦螺旋压力机,模压机
电动程控螺旋压力机、高能螺旋 压力机、电动数控螺旋压力机
两个摩擦盘与中间的飞轮交替接触 而实现提升和打击,公称力 100MN 以下全部可以生产,但在数控和精巧 方面与国外有差距。 电机直接驱动飞轮和螺杆,电机正转 打击,反转回程。国内目前可以生产 公称力 80MN 以下的压力机,但可靠 行不足。 公称力 25MN 以下可以生产,电机直 接驱动下行打击,液压提升回程。
轻合金液压挤压机
速度 10 毫米/秒以上设备可以制造, 卧室主要用于型材生产,少加工功能
零部件。
铜合金挤压机、钛合金挤压机
类似于轻合金液压挤压机,主要用于 原材料坯料制备,也有直接成形功能 部件的。也生产结构件用型材,铜合 金挤压机也用于装饰型材挤压,国内 可以制造各规格。
曲柄压力机、楔式压力机、偏心 压力机、肘杆式压力机
气,锤头抬起,突然释放下腔油压, 上腔压缩氮气膨胀推动活塞下行实 现打击。目前国内可以生产模锻 16T 以下,自由锻 8T 以下的锻锤。国外 自由锻没有,很好生产这类锻锤了。 对于大吨位锻锤,采用对击,其中主 锤头的打击与放油打击一样,目前下 锤头打击是依靠机械联接实现,国内 完全可以制造。 油缸中,上下腔全部充满高压油,由 于上腔面积大而形成推动,推动活塞 下行实现打击。模锻 125KJ 以下,对 击 400KJ 以下可以生产,但可靠性和 可控性与国外有差距。大吨位锻锤, 采用对击,上锤头运行于模锻一致, 下锤头有的是机械联接,有的是液压 驱动,国内目前的结构为机械联接。
国内可以生产。
材料竖向被咬入,完成聚料成形,全
部规格国产。但目前国内还不能生产
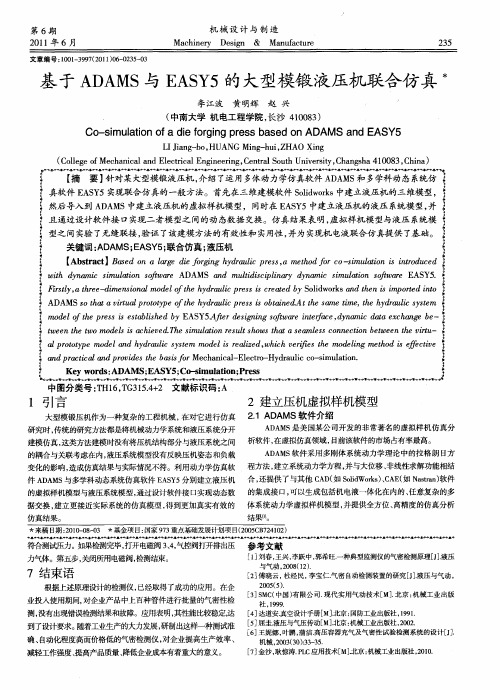
基于ADAMS与EASY5的大型模锻液压机联合仿真
在满足实际工程研究需要 的前提下 , 对压机模型进行了一些
23 建立虚 拟样 机模型 .
将在 S l Wok 中建立 的压机三维模 2 建立液 压 系统 模型 -
该模锻液压机驱动系统采用 5个独立的柱塞缸对活动横梁
导入 A A S , 改各个 零件 的名称和显示颜色 , DM 中 修 定义各个零 进行 同步驱动 , 空程速度不可调 , 但加载过程中速度可调 , 能实现 件的材料属性为钢(te)具体参数 , s 1, e 如表 1 所示。 上行 、 、 ( 下行 加载 速度可调)保压 、 、 卸荷等动作 。
第 6期 21 0 1年 6月
文章 编号 :0 1 3 9 (0 )6 0 3 - 3 10 — 9 7 2 1 0 — 2 5 0 1
机 械 设 计 与 制 造
Ma h ney De in c i r sg & Ma u a t r n f cu e 23 5
基于A A D MS与 E S 5的 大型模 液压机联合仿真 AY 锻 球
;a po t em dl dhdal yt dls ele ,hc ef s h oe n to ete{ l r o p e r i s e m e azdw i vr e t m dl g hdi e cv ty o n a y u c smo ir i h i e l i m e sf i
描述得越准确, D MS自动计算的零件质量和质心位置也就越精 A A 确1 复杂零件的建模并不是 A A 的特长 , 以通过其它擅长复 3 t 。 D MS 可
杂零件建模的软件( Sl Wok ) 如 oi rs进行建模和装配 , d 再将其保存为
一
定的格式( 如 j , ) 然后导人 A A D MS中进行仿真分析。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械类-=-模锻液压机有需要的请加QQ:2840357887各种资料都包括在内目录第1章绪论 ............................................................................ 错误!未定义书签。
1.1液压传动与控制概述 ................................................... 错误!未定义书签。
1.2液压机的概述 ............................................................... 错误!未定义书签。
1.3液压机的特点 ............................................................... 错误!未定义书签。
1.4液压机的工作原理 ....................................................... 错误!未定义书签。
1.5液压机的分类 ............................................................... 错误!未定义书签。
1.6液压机的发展概况 ....................................................... 错误!未定义书签。
1.7模锻液压机的概述 ....................................................... 错误!未定义书签。
第2章模锻液压机参数的设计 ............................................ 错误!未定义书签。
2.1公称压力(公称吨位)及其分级 ............................... 错误!未定义书签。
2.2最大净空距(开口高度)H ........................................ 错误!未定义书签。
2.3最大行程S .................................................................... 错误!未定义书签。
2.4活动横梁运动速度 ....................................................... 错误!未定义书签。
2.5顶出缸工作参数 ........................................................... 错误!未定义书签。
第3章模锻液压机本体部分的设计 .................................... 错误!未定义书签。
3.1机身 ............................................................................... 错误!未定义书签。
3.2立柱 ............................................................................... 错误!未定义书签。
3.2.1 立柱的结构及连结形式........................................ 错误!未定义书签。
3.2.2 立柱的强度计算.................................................. 错误!未定义书签。
3.3横梁 ............................................................................... 错误!未定义书签。
3.4主液压缸 ....................................................................... 错误!未定义书签。
3.4.1 主液压缸的计算.................................................... 错误!未定义书签。
3.4.2 主液压缸的校核.................................................... 错误!未定义书签。
3.5回程液压缸 ................................................................... 错误!未定义书签。
3.5.1回程液压缸的计算................................................... 错误!未定义书签。
3.5.2回程液压缸的校核................................................ 错误!未定义书签。
3.6顶出缸 ........................................................................... 错误!未定义书签。
3.6.1 顶出缸的计算........................................................ 错误!未定义书签。
3.6.2 顶出缸的校核........................................................ 错误!未定义书签。
3.7液压缸其它部件 ........................................................... 错误!未定义书签。
第4章液压机液压系统的设计 ............................................ 错误!未定义书签。
4.1液压控制系统的工作过程 ........................................... 错误!未定义书签。
4.1.1 启动........................................................................ 错误!未定义书签。
4.1.2 活动横梁空程快速下降........................................ 错误!未定义书签。
4.1.3 活动横梁慢速下降及工作加压............................ 错误!未定义书签。
4.1.4 保压........................................................................ 错误!未定义书签。
4.1.5 卸压回程................................................................ 错误!未定义书签。
4.1.6 顶出缸顶出及退回................................................ 错误!未定义书签。
4.1.7 停止........................................................................ 错误!未定义书签。
4.1.8 其他........................................................................ 错误!未定义书签。
4.2液压元件的选择 ........................................................... 错误!未定义书签。
4.2.1 确定液压泵规格.................................................... 错误!未定义书签。
4.2.2 电动机的选定........................................................ 错误!未定义书签。
4.2.3 阀类元件及辅助元件的选择................................ 错误!未定义书签。
第5章液压机的控制系统 .................................................... 错误!未定义书签。
5.1控制器的选择 ............................................................... 错误!未定义书签。
5.2控制流程图 ................................................................... 错误!未定义书签。
5.3硬件电路的设计 ........................................................... 错误!未定义书签。
5.4电器元件介绍 ............................................................... 错误!未定义书签。
第6章总结 ............................................................................ 错误!未定义书签。
参考文献.................................................................................... 错误!未定义书签。
致谢............................................................................................ 错误!未定义书签。
附录.......................................................................................... 错误!未定义书签。