杨木制浆造纸技术的发展
制浆造纸技术的发展历史与未来发展趋势
制浆造纸技术的发展历史与未来发展趋势1.起源与发展制浆造纸技术是人类文明的重要里程碑之一,它的起源可以追溯到古代中国。
在古代,人们使用手工方法制造纸,主要原料是树皮、破布、麻头等。
随着技术的发展,制浆造纸技术逐渐向欧洲传播,并在19世纪形成了工业化生产。
2.工业化进程19世纪是制浆造纸技术的工业化时期,这一时期的技术发展主要集中在纸浆的生产和纸张的制作上。
早期的纸浆生产采用的是草木灰煮沸法,后来出现了硫酸法、碱法等化学制浆方法。
随着技术的进步,人们开始使用机械制浆和自动化生产设备,使得纸浆的生产效率大大提高。
在纸张制作方面,早期的纸张形状和规格都比较单一,随着市场需求的增加,纸张的规格和种类也越来越多。
同时,为了满足人们对纸张质量的要求,制浆造纸技术也不断地进行改进和升级。
3.技术革新进入20世纪以后,制浆造纸技术不断革新,新技术不断涌现。
其中最具代表性的技术是高得率制浆技术和废纸再生技术。
高得率制浆技术可以大幅度降低制浆成本和提高纸张质量,而废纸再生技术则可以将废纸回收再利用,从而减少对自然资源的消耗和对环境的污染。
4.未来趋势随着科学技术的不断发展和人们环保意识的提高,制浆造纸技术也将迎来新的发展机遇和挑战。
未来制浆造纸技术的发展趋势包括:(1)环保化:未来的制浆造纸技术将更加注重环保和可持续发展,采用更加环保的技术和设备,减少对环境的污染和对自然资源的消耗。
(2)高效化:未来的制浆造纸技术将更加注重生产效率的提高,采用更加高效的技术和设备,提高生产效率和降低成本。
(3)智能化:未来的制浆造纸技术将更加注重智能化和自动化生产,采用更加智能的技术和设备,提高生产效率和产品质量。
(4)多元化:未来的制浆造纸技术将更加注重多元化发展,开发出更多种类的纸张和纸制品,满足不同领域的需求。
造纸行业的创新技术与可持续发展
造纸行业的创新技术与可持续发展在当今世界,可持续发展已成为各行各业的重要议题。
造纸行业,作为历史悠久的传统行业,也在不断探索创新技术,以实现可持续发展。
本文将详细探讨造纸行业的创新技术及其对可持续发展的影响。
一、造纸行业的发展与挑战造纸行业的发展可追溯到公元前105年,我国东汉时期的蔡伦发明了造纸术。
经过几千年的发展,造纸行业已经成为全球最大的工业之一。
然而,随着人类对纸张的需求不断增加,造纸行业也面临着诸多挑战。
首先,造纸行业对木材资源的需求巨大。
据统计,全球约40%的木材用于造纸行业。
过度采伐木材导致森林破坏、土地沙漠化等环境问题。
其次,造纸行业的生产过程中产生的废水、废气和固体废弃物对环境造成严重污染。
最后,造纸行业的能源消耗较大,而化石能源的消耗加剧了全球气候变化。
为解决这些挑战,造纸行业需要寻求创新技术,走可持续发展之路。
二、创新技术在造纸行业的应用1. 生物质能源技术生物质能源技术是利用农业废弃物、林业副产品等生物质资源生产能源的技术。
在造纸行业,生物质能源技术的应用主要包括生物质发电和生物质燃料。
通过利用造纸生产过程中的废水、废气和固体废弃物生产生物质能源,可以减少化石能源的消耗,降低温室气体排放。
2. 废纸回收技术废纸回收技术是提高纸张利用率、减少木材消耗的重要手段。
目前,废纸回收技术已经相当成熟,主要包括废纸分类、破碎、筛选、净化等工艺。
通过废纸回收技术,可以将废纸重新加工成高质量的纸张,降低对木材资源的需求。
3. 轻质纸张技术轻质纸张技术是通过改进纸张的原料、生产工艺和印刷技术,降低纸张的重量,提高纸张的使用效率。
轻质纸张技术在减少木材消耗、降低运输成本等方面具有显著优势,有助于实现造纸行业的可持续发展。
4. 数字化与智能化技术数字化与智能化技术是当今全球制造业的发展趋势。
在造纸行业,数字化与智能化技术的应用可以提高生产效率、降低能耗、减少污染。
例如,通过引入智能控制系统,实现生产过程的实时监控和优化;利用大数据分析技术,提高原材料采购和产品销售的准确性。
杨木和桉木化学制浆工艺的研究

15 , 6 ℃ 升温 1 5 ( 5 ℃开始计 时) 保温 l 。 .h 从 O , h
() 3 三倍 体毛 白杨 ③
方 法 : 酸 盐 法 制浆 。用 碱量 1. ( 硫 8 6 以 NaO 计) 硫 化 度 2 , 比 1: , 高 温度 。 , 6 液 4最
倍 体 毛 白杨 和桉 木这两 种 速 生阔 叶 木 的化 学
制 浆工艺 进行对 比和研究 。
NaO 计 )硫 化度 2 , 。 , 6/ 蒽醌 0 0 , 比 1: 9 5 .5 液
2 实 验 及 方 法
4 最高 温度 1 5 , 温 1 5 ( 5 ℃开 始 计 , 6℃ 升 _h 从 O
表 1 不 同制 浆工 艺 方 案 蒸 煮试 验
表 2 不 同 制 浆工 艺 方 案 的 漂 白试 验
2 5 抄 片 .
漂 白后 的浆料 经过 洗 涤 处理 后 , 凯 塞 法 在 抄片器 上抄制 成 6 g m 0 / 定量 的手抄 片 。
24 漂 白 .
2 6 物理检测 .
发生降解 和水解 , 导致 得率下 降 。综 合来看 , 第
图 1 杨木 浆得 率 分 析 表
② 组方 案蒸煮工 艺及其 得率 结果最优 。
2 3
维普资讯
江办造纸
20 年 第 3期 07
叶j 。
论
文
口 妓城 ■ 高锰 酸钏值 口 卡伯 值
分洗涤 、 筛选 , 分别置 于密封 塑料袋 中平 衡水分
备用 。
() 1 三倍 体毛 白杨①
方法 : 酸盐 法 制 浆 。用 碱 量 1 . ( 硫 86 以
生物制浆技术在制浆造纸行业中的应用

生物制浆技术在制浆造纸行业中的应用在现代造纸行业中,生物制浆技术已经成为了一项重要的技术手段。
与传统的化学制浆方式相比,生物制浆技术不仅能够提高生产效率,同时也能够减少对环境的负面影响。
本文将从生物制浆技术在造纸行业的应用、技术原理以及未来发展方向等方面进行探讨。
一、生物制浆技术在造纸行业的应用生物制浆技术是利用微生物对木材进行分解,将木材中的纤维素和半纤维素转化为纸浆的技术。
这种技术具有许多优势,比如说原料来源广泛、能耗低、生产成本较低、环保等,因此在造纸行业中得到了广泛的应用。
在美国、加拿大、欧洲等发达国家,生物制浆技术已经成为了造纸行业的标配。
而在中国,生物制浆技术的应用还处于起步阶段,但是随着环保意识不断提升,相信这种技术在未来将会得到更广泛的应用。
二、生物制浆技术的技术原理生物制浆技术的技术原理主要是利用微生物对木材中的纤维素和半纤维素进行降解,然后将降解后的物质进行分离、过滤等步骤,最终得到纸浆。
其中,微生物起到了非常重要的作用。
微生物通过分泌酶类、酸类、碱类等物质对木材进行降解,将木材中的长链聚合物分解为小分子物质,使得易于分离和提取。
此外,生物制浆技术还需要对微生物进行精细的控制,以确保制浆质量和生产效率。
三、生物制浆技术的未来发展方向随着环保意识的提高,生物制浆技术在未来将会得到更广泛的应用。
在未来的发展中,生物制浆技术还需要进一步发展和完善。
具体来说,主要有以下几个方面:1. 微生物品种和菌群的优化。
不同的木材种类和生长环境都会导致微生物菌群的差异,因此需要对生产环境进行调整和优化。
此外,还需要对微生物的酶类、代谢途径等进行研究和优化,以提高降解效率和纤维素转化率。
2. 生产环境的优化。
生物制浆技术需要在有利的环境条件下进行,比如说适宜的PH值、温度、湿度等。
因此,生产环境的调节和优化也是生物制浆技术发展的重要方向之一。
3. 生产工艺的优化。
制浆工艺的优化能够提高制浆效率和降低生产成本。
杨木P-RCAPMP工艺技术简介

杨木 P-RC APMP工艺技术简介1.引言在上个世纪的八十年代末期和九十年代初期,开发出了叫做APMP的CMP新技术。
该技术利用碱性预处理,同时加入过氧化氢进行漂白。
这样对于某些浆种就不需要后续的漂白,从而简化了整个过程和系统。
虽然早期的APMP型式在全世界造纸行业上迅速被接受,但它有局限性,如白度上限、化学品分布和化学品的利用率等问题。
为了克服APMP生产的局限性,从九十年代末期开始出现了一种更为有效的工艺概念,即盘磨化学预处理碱性过氧化氢机械浆(P-RC APMP),它是一种生产高品质化学机械浆的先进工艺技术,在保持传统的APMP优点的基础上,利用磨浆机作为混合器以改善化学品的分布和利用率,同时还增加了纸浆的白度上限。
2.P-RC APMP生产工艺本文以杨木为原料,结合ANDRITZ公司设备,对 P-RC APMP工艺进行介绍,以下是主要的生产过程:备料→木片洗涤→预浸渍→一段磨浆→漂白→二段磨浆→筛选→洗涤P-RC APMP工艺流程主要包括木片备料、洗涤、预浸、漂白、磨浆和洗浆。
其中最重要的是漂白段,在此阶段木片首先用碱性过氧化氢进行预处理,然后利用磨浆机完成大部分的化学处理,同时起到磨浆和化学药品混合的作用。
虽然磨浆机是非常好的混合器,但是木片在磨浆机里的停留时间非常短而不足以完成所有必需的反应,鉴于此,在全部化学品加入之后需要一台高浓反应塔进行彻底的漂白反应。
2.1备料P-RC APMP的原木备料流程与CTMP完全相同,在此不作详细讨论。
但是目前国内原木的主要来源是人工速生林,数量很有限,所以在实际生产中需要大量使用商品木片,以下简述商品木片的备料工艺:图1为典型的商品木片备料工艺流程图。
商品木片由装载车送上三螺旋输送机,再由皮带输送机送到盘式木片筛。
在皮带输送机上进行金属探测并及时进行人工排除。
盘式木片筛把木片中的砂石分离出来后,木片由皮带输送机送到木片筛。
木片筛筛出的合格木片经皮带输送机送进木片料仓,过大木片经木片再碎机、旋风分离器后再回到木片筛,此过程可以保证木片的尺寸合格。
三倍体毛白杨的制浆造纸性能和应用前景
3 O . 9 2 3 . 2 2 1 . 0
7
●
8
●
O
●
7
●
O
●
6
1
4
5
1 5
酸溶 木 素
Klsn木 素 ao
纤 维 素
8
8 8 聚戊 糖 8
灰 分
2 4
●
2 3
●
2 1
●
2 0
●
2 1
●
梢 部
树 枝
混 合 样
3 8 .1
5 0 .2
3 9 .8
0
O
6
3
3
6
7
1
9
3
2 5 . 8
2 4 . 1
1
●
O
●
O
●
O
●
O
‘
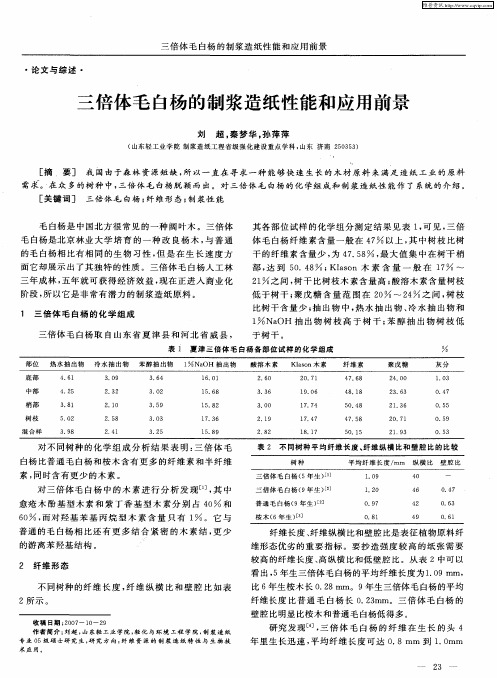
对 不 同树 种 的化 学 组 成 分 析 结 果 表 明 : 倍 体 毛 三 白杨 比普通 毛 白杨 和桉 木含 有 更多 的纤维 素 和半 纤维 素, 同时含 有更 少 的木 素 。
术应用。
研究 发 现 _ , 倍 体 毛 白杨 的 纤 维 在 生 长 的 头 4 4三 ]
较高 的纤维 长度 、 高纵横 比和低壁 腔 比。从 表 2中可 以
看 出 , 年 生三倍 体毛 白杨 的平 均纤维 长 度为 10 5 . 9mm,
比6 年生 桉木长 0 2 . 8mm。9年生三 倍体 毛 白杨 的平 均 纤维长 度 比普 通 毛 白杨 长 0 2 mm。三 倍 体
造纸制浆行业新兴技术
造纸制浆行业新兴技术1.生物质制浆技术:生物质制浆技术是一种以生物质为原料制造纸浆的技术。
传统的造纸制浆过程主要使用木材作为原材料,但使用木材存在着对森林资源的过度开采以及对环境的不可持续的影响。
而生物质制浆技术可以使用废弃物、农作物秸秆、能源作物等作为原料,从而减少对森林资源的需求,并且降低对环境的影响。
这种技术的发展有助于推动可持续发展的造纸制浆行业。
2.数字化制造技术:数字化制造技术是将传统的制浆生产过程与互联网、大数据等技术相结合,实现智能化生产和管理。
通过数字化制造技术,可以实现数据的实时监测与收集,从而对制浆生产过程进行精细化管理。
这种技术可以提高生产效率,降低生产成本,并且提高产品质量。
同时,数字化制造技术也可以对供应链进行优化,提高供应链的可视性和响应能力。
3.循环经济技术:循环经济技术指的是将纸浆制造过程中产生的废水、废纸浆等废弃物资源化利用的技术。
将废水经过处理后进行再利用,可以减少对水资源的需求,并且降低环境污染。
废纸浆可以作为再生纸浆的原料,实现资源的循环利用。
同时,循环经济技术也可以利用废弃物生产能源,从而提高能源利用效率。
4.低碳环保技术:低碳环保技术是指在制浆过程中减少二氧化碳排放和降低对环境的影响的技术。
传统的制浆过程中使用大量的能源,并且会产生大量的二氧化碳排放。
而低碳环保技术可以通过采用节能设备、改善工艺流程、使用环保材料等手段来减少能源消耗和碳排放。
同时,低碳环保技术也可以减少对环境的污染,保护生态环境。
总之,随着科技的进步,新兴技术在造纸制浆行业中得到广泛应用。
这些新兴技术不仅可以提高生产效率和产品质量,降低生产成本,还可以减少对森林资源的需求,降低环境污染和碳排放。
因此,在未来的发展中,造纸制浆行业将不断迎来新的科技突破。
杨树纸浆林栽培技术
杨树纸浆林栽培技术摘要从选地整地、苗木选择、造林、抚育管理等方面总结了杨树纸浆林栽培技术,以期为加快林纸一体化步伐提供参考。
关键词杨树纸浆林;选地整地;苗木选择;造林;抚育管理林纸一体化的研究已经在我国开展了很多年,林业与造纸2个部门为此进行了近40年努力,取得了可喜的进展。
2001年2月7日,经国务院批准,财政部、国家计委及国家林业局联合下发《关于加快造纸工业原料林基地建设的若干意见》,提出了林纸一体化发展的政策,该政策的提出为林业发展带来了新的生机。
因此,大力培育纸浆用材林,在加快林纸结合步伐等方面具有非常重要的意义。
根据国家林纸一体化要求,在退耕还林造林地中应适当发展纸浆林,该栽培模式适宜在北安分局中部农场丘陵漫岗及土壤较肥沃的地区推广。
北安分局位于小兴安岭北坡,水分条件较好,年降水量560 mm,热量条件稍差,地貌特征以山地和舒缓丘陵为主。
可选用优质的杨树品种进行造林,生长快,效益高;采用超短伐技术,按采穗圃经营,以8~12年达到纸浆材要求(胸径8 cm以上)即可主伐利用。
现将退耕还林杨树纸浆林栽培模式技术总结如下。
1 选地整地造林地的选择对造林的成活率及林分的生长发育具有重要意义。
应根据适地适树的原则、树种的生物学特性及经营目的选择适宜的造林地,可选择土层较厚、土壤含水率较高、水源充足、排水良好、积温较高、充分熟化的地块设计营造纸浆林,不宜选择高岗地及风沙地等,以提高林分的生产力,同时充分发挥良种的增产潜力。
在前一年秋季对造林地进行全面机械整地,一般用三铧犁或五铧犁进行全面翻耕、耙细,深度以18~25 cm为宜,秋起垄。
2 苗木选择可选用小黑14、青山杨等耐寒性较强的速生树种的Ⅱ级以上具二根一干的扦插苗或者二年生母根作为造林苗木。
二根一干大苗苗高1.5 m以上,地径2.0~3.5 cm,宜选用健壮无病虫害的二年生母根进行造林。
小黑14是黑龙江省林业科学院从小黑杨群体中选出的一个优良植株的无性系。
杨木化机浆 木浆
杨木化机浆木浆全文共四篇示例,供读者参考第一篇示例:杨木化机浆(也称木浆)是一种重要的纤维原料,广泛应用于造纸、纺织、印刷和包装等行业。
它是通过将木材经过化学处理和机械加工得到的一种纤维素混合物,具有优良的纤维性能和可塑性,被广泛用于生产各种纸张和纤维制品。
杨木化机浆是一种天然的绿色环保材料,对环境和人体无害,因此备受青睐。
杨木是一种常见的树种,分布广泛,生长迅速,木材质地坚硬,具有优良的纤维性能。
杨木化机浆是将杨木经过蒸煮、蒸煮、碎解、漂白等工艺处理后获得的一种混合物。
它具有丰富的纤维素含量,纤维长度适中,纤维强度高,纤维韧性好,是一种理想的纤维原料。
在制浆过程中,木材中的纤维素、半纤维素和木质素等有机成分会被分解成纤维,形成一种细长的、柔软的物质,这就是木浆的主要成分。
木浆是造纸工业的重要原料之一,其主要用途是生产各种纸张。
在造纸过程中,木浆被与水混合后,经过搅拌、过滤、压实、干燥等工艺处理,最终形成纸张。
与其他纤维原料相比,木浆具有纤维长、强度高、吸水性好等优点,生产的纸张质量高、耐久性强、平整度好。
木浆广泛用于生产书籍、报纸、包装纸、卫生纸、钞票等各类纸张产品,是造纸工业的重要支撑。
除了造纸行业,木浆还被广泛应用于纺织、印刷、包装等领域。
在纺织行业中,木浆可以与化纤原料混合使用,生产各种纤维制品,如纺织品、纱线、织物等。
木浆纤维细长、柔软,具有良好的吸水性和透气性,是纺织品生产的重要原料之一。
在印刷行业中,木浆被用于生产各种纸张产品,如印刷纸、艺术纸、包装纸等。
木浆纸张平整度好、质地坚韧,能够很好地表现印刷品的色彩和纹理,受到印刷厂家和设计师的青睐。
在包装行业中,木浆被用于生产各种包装材料,如纸箱、纸袋、包装纸等。
木浆纸张质地轻盈、柔韧,适合包装各种物品,保护商品不受损坏。
第二篇示例:木浆,作为造纸工业中重要的原料之一,是指通过将木材进行加工处理而得到的一种纤维素纸浆。
而在木材加工过程中,杨木化机浆是一种常用的木浆制备方法。
造纸技术的发展历程从手工造纸到现代化生产
造纸技术的发展历程从手工造纸到现代化生产造纸技术作为人类文明发展的重要组成部分,经历了漫长而辉煌的历史。
从最早的手工造纸到现代化的大规模生产,造纸技术经过了多次革新与创新,为人类社会的发展做出了巨大贡献。
一、手工造纸的起源手工造纸可以追溯到公元前105年的汉朝。
当时,中国人发明了造纸术,最早使用蚕丝、麻纤维等材料进行制作。
这种手工造纸的方法虽然繁琐,但却为后来的造纸技术奠定了基础。
二、造纸技术的传播与演进1. 造纸术传播到东亚地区随着手工造纸技术的提升,中国的造纸技术开始传播到东亚地区。
特别是公元610年,朝鲜半岛的百济王国开始引进中国的造纸术,为东亚地区的造纸工艺发展起到了推动作用。
2. 造纸术传播到中东和欧洲公元751年,阿拉伯帝国军队在塔拉斯河战役中击败唐朝军队,使得中国的造纸技术被阿拉伯人所掌握。
不久之后,阿拉伯商人将造纸技术带到中东和欧洲地区,使得当地的造纸工艺得以发展。
3. 造纸术传播到其他地区随着丝绸之路的开通,造纸术逐渐传播到中亚和西亚地区。
此外,蒙古帝国的扩张也为造纸术的传播创造了条件。
到了14世纪,造纸技术已经遍布欧洲、印度等地,逐渐成为人类社会生活不可或缺的一部分。
三、印刷术的发展与造纸工艺的进步印刷术的发明和使用为造纸工艺带来重大变革。
印刷术的发展要求纸张更加光滑、柔韧,从而推动了造纸工艺的不断改进。
在16世纪,德国的造纸工艺家发明了造纸机,使得纸张的生产效率大幅提高。
此后,欧洲各国相继引进造纸机,并不断改进和创新,使造纸工艺逐渐形成了现代化生产的雏形。
四、现代化生产的兴起随着工业革命的到来,造纸技术进入了现代化的生产阶段。
19世纪末20世纪初,德国、美国等国纷纷发明了连续造纸机,实现了大规模、高效率的纸张生产。
此后,纸张的品种和质量不断丰富和提高,为人类的生活、科技、文化等领域提供了坚实的基础。
五、未来发展趋势与挑战随着信息技术和环境保护意识的提升,造纸技术正面临着新的挑战和机遇。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
64
北京林业大学学报
第 19 卷
生长分散, 收集困难, 运输和贮存不便, 限制了企业的生产规模. 在 5 360 家造纸厂中年产 1 万 t 以上的纸厂仅 243 家, 其余绝大部分是以草类为原料年产 1 万 t 以下的小型造纸厂, 占全 国造纸厂总数的 95% . 纸厂规模太小, 难以采用大型先进的技术设备, 生产技术落后, 经济 效益差.
此外草类原料纤维短, 杂细胞多, 纸浆强度低, 大量地使用草类原料, 使我国纸和纸板 的质量和品种受到限制, 满足不了我国科学技术、工农业生产高速发展和人民生活水平不断 提高对纸张质量的需求. 为发展胶印新闻纸、胶印书刊纸、强韧包装纸、高档卷烟纸、信息用 纸、高档食品用包装纸等, 我国每年不得不从国外大量进口木浆及其纸制品. 1993 年进口纸 浆、纸、纸板和废纸总值为 16 亿美元[ 3] , 1994 年增加到 25 亿美元.
第 19 卷 第 1 期 1997 年 1 月
综合评述
北京林业大学学报 JOU RN AL OF BEI JIN G F OREST RY U NI VERSIT Y
Vol. 19, N o. 1 Jan. , 1997
杨木制浆造纸技术的发展
吴定新 姚春丽
( 北京林业大学森林工业学院, 100083, 北京; 第一作者 58 岁, 男, 副教授)
3 发展阔叶速生丰产林是解决木材原料最有效的途径之一
由于长期的开发利用, 世界针叶材资源逐渐减少, 已不能满足纸和纸板生产日益增长的
需要, 因此随着造纸工业生产技术水平的提高, 制浆原料中阔叶材的比例不断地增大. 日本
1962 年阔叶材占 39% , 现在已提高到了 57% . 美国 1950 年阔叶材在制浆工业中的消耗量小 于 15% , 1986 年增加到 31% [ 5] . 亚洲一些阔叶材资源丰富的国家, 正在大力发展阔叶材制浆 造纸, 如印度尼西亚, 在 5 年中已种植了 50 万 hm2 的阔叶材纸浆林, 在 10~ 15 年内将再种 植 200 万 hm2, 每年可提供 6 000 万 m3的木材纤维原料, 可生产 800 万 t 硫酸盐木浆. 几个年 产几十万吨的纸浆厂开工后, 本世纪末将能生产 300~ 350 万 t 的漂白阔叶硫酸盐木浆[ 6] .
随着世界经济的发展和人类生活水平的不断提高, 纸和纸板的需求量日益增长, 而制浆造 纸工业主要的纤维原料木材资源却在逐年减少. 如何解决造纸工业木材原料供应问题以及提 高木材的利用率, 是当今世界林业以及造纸工业发展的重要研究课题. 目前世界造纸以木材 为主要原料, 木纤维原料在造纸原料中的比例占到了 94% . 由于木材资源不足, 我国造纸工 业原料以草类为主, 在 1992 年木浆比重仅占 12. 5% [ 1] . 不合理的原料结构导致了我国造纸工 业的落后状态. 因此不断地扩大木材原料比例, 发展木材制浆造纸, 建立造纸木材原料基地和 上规模的木材制浆造纸厂, 是解决我国造纸工业技术落后和环境污染严重的最根本的途径. 大 量地培育和种植杨木等阔叶林以及发展以阔叶材为原料的制浆造纸技术, 是快速解决我国造 纸木材原料不足和满足纸张不断增长需求最有效的方法.
350 5000 6. 5 2. 7
84 88~ 91 70~ 82
400 5300 7. 8 2. 8
74 45~ 50
90
1988 年 我国吉 林造 纸厂
表 3 杨木、蓝桉、云杉 CT M P 的性质特征
由于白松资 源紧缺, 将原白松 T MP 生产线改为以杨木为原
TA BL E 3 Quality characteristics of CT M P produced from poplar, eucalyptus and spruce w ood
抗张指数/ N#m#g- 1
27. 8
31. 6
撕裂指数/ m N#m2#g- 1
11. 6
7. 16
长纤维含量/+ 30 目%
29. 1
6. 08
细小纤维含量/ - 200 目%
24. 83
20. 45
白度/ % ISO
58. 0
52. 5
光散射系数/ m 2#kg- 1
55. 1
50. 6
能耗/ kW#h- 1
第1期
吴定新等: 杨木制浆造纸技术的和桉树速生丰产 林, 据统计[ 7] , 阔叶 材的蓄积量为 397 500. 78 万 m3. 如果利用我国优越的气候和地理条件, 大量地种植速生丰产林, 建设几个 几十万吨的大型阔叶材硫酸盐纸浆厂, 再建几个大型的阔叶材 BCT MP 和 APM P 纸浆厂, 替 代 1 万 t 以下的小纸浆厂, 我国纸浆紧缺的局势将会得到缓和, 造纸产品的质量、生产技术水 平、经济效益, 特别是环境问题将会得到很大改观.
尤为严重的是, 以草为原料的小厂废水几乎不加处理, 直接排放到江河湖海中, 给生态环 境造成了巨大的危害. 据不完全统计, 1992 年造纸工业的污水排放量占全国所有工业总排放 量的 18% , 而 CO D 排放量达到了工业总排放量的 59. 9% [ 4] , 严重影响了人民群众的身体健 康和工农业生产. 1994 年国务院环委会对工业污染特别严重的淮河流域进行检查并拟定了 治理方案, 分 1994 年、1995 年和 1997 年 3 期, 关、停、并、转 311 家污染严重的企业, 其中造 纸企业 130 家, 占限期治理总企业数的 41. 8% . 1996 年 6 月 30 日前, 全国有 999 家年产 5000t 以下的小型草浆厂在政府的限令下关机停产. 预计年产 1 万 t 以下的草浆厂在近两年内也将 会逐渐下马.
2150
1720
表 2 杨木 CT M P 和 BK P 特性比较 TA BL E 2 Quality char acteristics of CT M P and
BKP produced from poplar w oo d
性能指标
杨木 CT M P 杨木 BK P
游离度 CSF/ml 裂断长/ m 撕裂指数/ mN#m2#g- 1 耐破指数/ kPa#m2#g- 1 不透明度/ % 得率/ % 白度/ %
料的 CT MP 生 产 线. 用 杨 木
2 发展木材制浆造纸
木材具有纤维质量好, 蓄积量大, 生长集中, 采集、运输和贮存方便等许多优点, 为造纸 工业大型化、高速化和自动化提供了有利条件. 因此世界造纸原料逐渐由草类向木材过渡, 本世纪初就已经转变到以木材为主的原料结构上来. 目前木纤维在造纸原料中的比例为 94% ( 包括废纸) , 大致为: 木材 64. 4% , 废纸 30. 2% , 草及其它原料仅为 5. 4% . 我国造纸工业要 摆脱落后状态, 产品质量上档次、上水平, 提高经济效益和减少污染, 其根本途径就是发展林 业生产, 为造纸工业提供优良的纤维原料, 不断地扩大木材在造纸原料中的比例, 逐渐过渡 到以木材为主要原料的轨道上来. 最近中央领导指出: / 造纸工业必须走林纸结合、林浆结合 的路子, 今后建纸厂必须有能供应工厂需要的原料林基地, 作为第一车间0, / 林业要把木浆 造纸 建成 一个大 产业0 .
杨木等阔叶材可生产化学浆和机械浆. 化学浆仍是阔叶材的主要浆种. 阔叶材化学浆可 用硫酸盐法和亚硫酸盐法生产, 与针叶材浆一样主要是硫酸盐法. 1988 年加拿大纸浆协会的 调查表明, 17 个纸浆主要出口国化学浆总输出量为 1 870 万 t , 其中阔叶浆为 615 万 t , 占销售 总量的 33% . 西蒙斯预测, 到 2000 年约 84% 的商品浆为硫酸盐浆, 阔叶木浆和针叶木浆各占 一半, 若以商品木浆总销售量计, 阔叶木浆为 32% ~ 42% [ 6] . 阔叶材硫酸盐浆产量上升的速度 大于针叶材硫酸盐浆. 这反映了针叶材资源日益紧张, 充分利用阔叶材已成为增加硫酸盐木浆 产量的重要途径. 这也为我国发展杨木和桉木等阔叶材制浆造纸提供了方向. 4. 2 杨木化学热磨机械浆和碱性过氧化物机械浆的发展
4 杨木制浆造纸技术的发展
杨树分布于欧亚大陆、北美及北非等北半球国家和地区, 是我国的乡土树种和北方地区的 主要树种. 它生长迅速, 材色浅, 密度和针叶材相似, 孔隙多, 比重和硬度小, 对药液的吸收和机 械磨浆极为有利, 在北欧、北美和我国东北被广泛地用作阔叶材化学浆和高得率浆的原料. 4. 1 杨木等阔叶材化学浆的发展
本文就我国造纸工业以草浆为主进行造纸所带来的问题、杨木造纸生产技术的发展和杨 木等阔叶材替代草类作为造纸原料的可行性进行研究和论述.
1 草类原料为主的造纸工业已不适应国民经济发展需要
我国木材资源不足, 长期以来造纸原料以草类为主. 草类质地柔软、容易加工, 造纸设备简 单、投资少、上马快, 因此在我国纸张供应紧张、需求日益增长形势下, 草浆造纸发展很快. 据 1990 年统计[ 2] 我国有造纸厂 5 360 家, 其中绝大部分是以草类为原料的纸厂, 纸和纸板的产 量占全国总产量的 65% 以上, 为我国造纸产量名列世界第 3 位起到了主要作用. 但草类原料
辛克( J D Sinkey) 和卡特斯( M T Chat ers) 发现, 针叶木材中加 6% ~ 10% 的 Na2SO3 或 NaH SO3 进行预处理, 热磨机械浆( T MP) 的白度皆有显著改善. 阔叶材在用 T MP 方式磨浆前 也进行同样的化学处理, 也得到了非常好的效果[ 8] . T MP 是用预热处理的方法软化木素, 使磨 解变得容易, 长纤维数量增多, 但冷却后附着在纤维周围的木素重又固结, 使纤维变得硬挺. CM P 和 CT M P 用化学药剂进行温和的预处理, N aOH 和 N a2SO3 使纤维润胀和磺酸化吸水变 软, 处理后纤维仍长时间地保持柔软状态, 因此化学预处理是一种持久性的软化处理. CT M P 优良的性能被认为是这两种软化功能相加的结果.