基于SYSWELD的搭接接头温度场的数值模拟
基于SYSWELD的运行管道在役焊接热循环数值模拟

1.2 热源模型及焊接工艺参数 由于双椭球 模 型 更 为 准 确[8],焊 接 热 源 采 用 双
椭球模型。采用 焊 条 电 弧 焊 方 法,根 据 不 同 电 流 下 焊接熔池的深度和宽度初步确定双椭球热源模型的 各参 数,然 后 采 用 SYSWELD 的 热 源 拟 合 工 具 进 行 多 次 校 核 ,直 至 模 拟 出 的 熔 池 形 状 和 实 际 接 头 相 符 。 选用的四种热输入及其相关参数如表 1。
工艺参数 编号
A B C D
表 1 焊接工艺参数 table 1 Welding parameters
焊接电流 I/A
电弧电压 焊接速度 热输入
U/V
1 (/ mm·S - 1)E (/ kJ·cm - 1)
课程设计——基于sysweld软件的T型接头焊接仿真模拟
——焊接基于sysweld软件的T型接头焊接仿真模拟姓名:000班级:材料000班学号:00000000指导老师:000日期:2011年09月SYSWELD——法国ESI公司的焊接仿真分析软件,经20多年发展,已成为热处理、焊接和焊接装配过程模拟的领先模拟软件,能够全面考虑材料特性、设计和过程的各种情况。
随着科学技术的发展,机械制造行业也随之不断的革新和进步。
人们对铸件的质量要求也越来越高,而SYSWELD为其提供了一个良好的工具,对提高铸件的质量有未雨绸缪的作用。
SYSWELD热过程模拟软件对铸件的制造起着非常关键的作用,为解决铸件缺陷问题提供了一个平台。
利用SYSWELD软件对焊缝进行计算机仿真模拟来提高焊缝的质量,本文主要对焊接的热过程模拟来分析T形接头焊焊接热过程,主要通过T形建模、热源校核、焊接向导、求解计算及结果后处理的操作步骤对焊接热过程进行数值模拟。
与测试并修正的传统方法相比,SYSWELD使得成本降低、周期缩短。
另外还能够显著减少物理样机,产生高的投资回报率。
界面友好,轻松易学。
SYSWELD 是用于引导工程师发现关于变形、残余应力和塑性应变的影响因素,然后优化过程参数的专业模拟软件。
2011-09-091、T型接头模型的建立1.1创建Points (1)1.2由Points生成Lines (1)1.3由Lines生成Edges (2)1.4由Edges生成Domains (2)1.5离散化操作 (3)1.6划分2D网格 (5)1.7生成Volumes (6)1.8离散Volumes (8)1.9生成体网格 (10)1.10划分换热面 (11)1.11划分1D网格 (12)1.12合并节点 (13)1.13保存模型 (14)1.14组的定义操作 (15)1.15保存 (17)1.16小结 (17)2、焊接热源校核2.1网格的建立 (18)2.2材料的导入及定义 (20)2.3热源过程参数的定义 (20)2.4求解 (21)2.5热源显示 (21)2.6修改参数 (22)2.7热源校核 (22)2.8检查显示结果 (23)2.9保存函数 (24)2.10热源查看 (24)2.11保存热源 (25)2.12小结 (25)3、焊接模拟向导设置3.1材料的导入 (26)3.2热源的导入 (26)3.3材料的定义 (27)3.4焊接过程的定义 (27)3.5热交换的定义 (28)3.6约束条件的定义 (28)3.7焊接过程求解定义 (28)3.8冷却过程求解定义 (29)3.9检查 (29)3.10小结 (31)4、后处理与结果显示分析4.1计算求解 (32)4 .2导入后处理文件 (32)4.3结果显示与分析 (33)4.4小结 (36)1、T型接头模型的建立1.1创建Points根据所设计T型接头模型的规格,选定原点,然后分别计算出各节点的坐标,按照Geom./Mesh.→geometry→point步骤,建立以下13个点:P1(-25,0,-10)、P2(7,0,-10)、P3(10,0,-10)、P4(13,0,-10)、P5(35,0,-10)、P6(35,0,0)、P7(10,0,0)、P8(10,0,30)、P9(0,0,30)、P10(0,0,3)、P11(-1.5,0,1.5)、P12(-3,0,0)、P13(-25,0,0)如下图所示:1.2由Points生成Lines按照Geom./Mesh.→geometry→1Dentities步骤,按照一定的方向性将各点连接成如下图所示的Lines:1.3由Lines生成Edges按照Geom./Mesh.→geometry→EDGE步骤,点击选择各边,依次生成如下图所示各Edges:1.4由Edges生成Domains按照Geom./Mesh.→geometry→Domains步骤,依次生成如下六个Domains:1.5离散化操作离散化操作是针对由Points所生成的Lines而言,由于除了有这些点生成的线以外,软件本身也会自动产生一些辅助的线条,为了方便清晰地对所生成的主要线条进行选取及其他操作,可以通过“隐藏→显示”处理,只显示如下图所示的十八条线:通过以下操作为后面的离散操作做好准备:→通过Meshing→Definition→Discretisation启动离散化操作界面,将L2、L4、L8、L10四条线均匀离散成3段,将其他十四条线非均匀离散,离散单元数为5,系数为3.5。
基于SYSWELD的焊接模拟仿真

拟分析 , 为实际焊接生产 中控制焊接 变形提供 了 理 论依 据 .
参考 文献 :
[ 1 ] 郭艳 , 凌泽 民, 齐喜岑 , 等. 基于 S Y S WE L D铝 合金管点 焊温度场数值 模拟 [ J ] . 热加工工艺 , 2 0 1 0 , 1 9 : 4 5 49 .
E- ma i l : s u h 2 2 1 @1 6 3 . 1 2 0 1 1 1 .
8 2
大 连 交 通 大 学 学 报
第3 4卷 Leabharlann ( 3 ) 应力 分 析
程 中大 体上 不发 生变化 ;
( 2 ) 由 于焊 缝 的纵 向收 缩 , 底 板 在 各 道 焊 缝
源模 型. 本 文所 选 构件 采 用 自动 钨 极 氩 弧焊 工 艺
1 构 件 模 型 分 析
( 1 ) 三维 网格 划分 钛合金 目前应用 广泛 r z j , 本 文所选构件 材料为 钛合金 T A 1 5 , 底 板 为 2 . 0 m m, 立筋 6为 2 . 5 a r m, 共 7道焊 缝 , 采用 自动 钨极 氩 弧 焊工 艺 进行 焊 接 . 首先对该 构件进 行 了网格 划分 , 网格 划分 直接影 响
基于 S Y S WE L D 的 焊 接 模 拟 仿 真
苏杭 , 常荣辉 , 倪 家强
( 中国航 空工 业集 团 沈 阳飞机工 业( 集 团) 有 限公 司,辽宁 沈 阳 1 1 0 8 5 0 ) 米
摘
要: 针对典型焊接构件 , 采用 S Y S WE L D焊接模 拟软件 进行模 拟 , 建立 了三维模 型并 进行 了 网格 划
第3 4卷 第 2期 2 0 1 3年 4月
基于SYSWELD的T型接头GMAW焊接热过程模拟及其应用
焊接热过程贯穿整个焊接过程,一切焊接物理化学过 程都是在热过程中发生和发展的。焊接温度场决定了焊接 应力场和应变场,还与冶金、结晶、相变过程以及焊缝成 型有着不可分割的联系。因此,焊接热过程是影响焊接质 量和生产效率的主要因素之一,焊接热过程的准确计算和 测量是进行焊接冶金分析、焊接应力应变分析和对焊接过 程控制的前提。
焊接速度 /(mm/s)
4.5 3.6 3.0 2.6 2.25 2.0
焊接线能量 /(kJ/cm)
9.90 12.37 14.84 17.13 19.79 22.26
根据上述方法确定的焊接线能量对热源参数影响规律
如图 4 所示。图 4(a)、(b)分别为焊接线能量对热源深 度 b 和半宽 a 的影响,由焊接速度和半宽 a 就可以根据图 4 (c)、4(d)确定出热源长度方向的尺寸 c1 和 c2。
设计 与 研 究
1
基于 SYSWELD 的 T 型接头 GMAW 焊接热过程模拟及其应用
卢庆亮 1 曹永华 1 杨 云 1 栾守成 1 左增民 2 华 鹏 3 孙俊生 3
(1. 济南重工股份有限公司,济南 250109;2. 菏泽广泰耐磨制品股份有限公司,菏泽 274600; 3. 山东大学 材料学院,济南 250061)
三维双椭球热源模型把熔池设为两个半椭球的组合体, 其尺寸和形状由参数 c1、c2、a 和 b 来限定,如图 2 所示, 而这些参数根据实际焊缝横截面和焊缝表面波纹的实测数 据确定。
而使得熔池的尺寸变小。因此,计算时“设定”熔池的尺
寸应该比实测大。计算和试验测试结果表明,由实际焊缝
横截面和焊缝表面波纹测得的实际熔池尺寸增加 5% ~ 10%
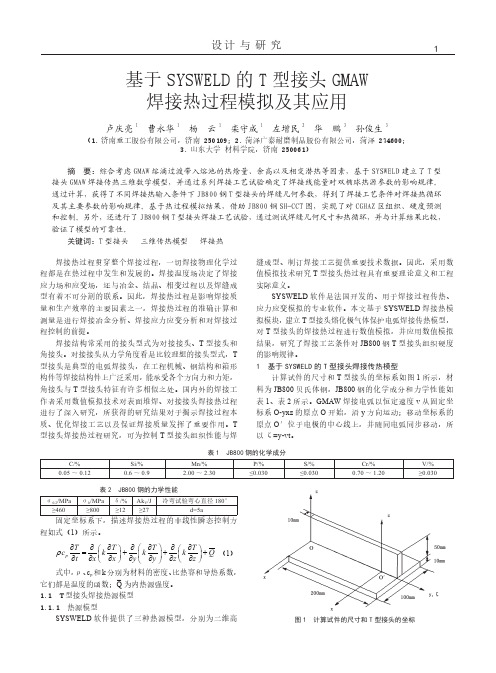
计算试件的尺寸和 T 型接头的坐标系如图 1 所示,材 料为 JB800 贝氏体钢,JB800 钢的化学成分和力学性能如 表 1、表 2 所示。GMAW 焊接电弧以恒定速度 v 从固定坐 标系 O-yxz 的原点 O 开始,沿 y 方向运动;移动坐标系的 原点 O′位于电极的中心线上,并随同电弧同步移动,所 以 ζ=y-vt。
基于Sysweld的T形管焊接件温度及应力应变场数值模拟分析

z z z PsgiolePfrp
z z z PsgiolePfrp
z z z PsgiolePfrp
94
焊 接 学 报
第 37卷
z z z PsgiolePfrp
[上接 第 8O页 ]
[6] 黎超文 ,王 勇 ,李立英 ,等.T形接头 的焊接温 度场 三维 动态有限元模拟[J].焊接学报 ,2011,32(8):33—36.
一 . 生 产加工 中大多 由焊工 熟 练 的焊 接技 能 来 保证 仿 真 ,模 拟仿 真流程 如 图 1所 示 .
焊 接质量 ,而焊 接 时的应力 影 响难 以掌 控 ,需 要 大量
离空 要卜 矗驽 的试验¨J.当前试验测量应力的方法主要有盲孔法
和 x射线衍 射法 ,这 些方 法 需 要 专 门配 套 的 试验 设 备 ,试验周 期 长 ,并 且 很 难 得 到 分 布 复 杂 多 样 的应
图 1 基 于 Sysweld数 值 仿 真 分 析 流 程
Fig.1 Numerical simulation flow based on Sysweld
成本 .因此采 用计算 机模 拟 方法 模 拟 焊接 应 力具 有
较大 的经济 效益 . 基于 Sysweld有 限元 分 析 软 件对 焊 接 过 程 中温
z z z PsgiolePfrp
第3 7卷 第4期
焊 接 学 报
Vo1.37 N。.4
2 0 1 6 年 4 月 TRANSACTIONS OF THE CHINA WELDING INSTITUTION April 2 0 1 6
基 于 Sysweld的 T形 管焊 接 件 温 度 及 应 力 应 变 场 数 值 模 拟 分 析
T型接头激光焊接的温度场和应力场的数值模拟
Vol.24No.4安徽工业大学学报第24卷第4期October2007J.ofAnhuiUniversityofTechnology2007年10月文章编号:1671-7872(2007)04-0384-05T型接头激光焊接的温度场和应力场的数值模拟丁林,周永涛,李明喜(安徽工业大学材料科学与工程学院,安徽马鞍山243002)摘要:基于SYSWELD的焊接分析功能,采用有限元方法研究激光动态焊接过程中温度场、应力场、应变场的变化情况,应用SYSWELD软件的校正工具对三维高斯热源进行校核。
考虑各相的热物理性能参数与温度的非线性关系,建立焊接过程的数学模型和物理模型,以不锈钢X5CrNi1810为例,对T型接头进行三维动态模拟。
结果表明:随焊接速度的减小,热循环在高温时刻停留时间增加,冷却速度减慢;随着远离起始端距离的增加拉应力值逐渐减小转变为压应力,最后趋向零。
关键词:温度场;应力场;应变场;有限元法中图分类号:TG402文献标识码:ANumericalSimulationofTemperatureFieldandStressFieldofT-jointDINGLin,ZHOUYong-tao,LIMing-xi(SchoolofMaterialsScienceandEngineering,AnhuiUniversityofTechnology,Ma'anshan243002,China)Abstract:Thefiniteelementanalysisoftemperaturefield,stressfieldandstrainfieldduringlaserweldingbasedontheweldinganalysisfunctionofSYSWELDwereintroduced.Moreover,theheatsourceismodifiedwiththetoolsuppliedbySYSWELDsoftware.Thethermo-physicalpropertiesestablishedasthefunctionsoftemperatureweretakenintoconsideration.T-jointweldingofstainlesssteelX5CrNi1810wassimulated3Ddynamically.Theresultsshowceaseingtimeofheat-cycleisincreasedandcoolingvelocityisalsodecreasedwiththedecreaseofweldingvelocity.Withincreaseofdistance,tensilestressistranslatedintocompressivestressandtendstozero.Keywords:temperaturefield;stressfield;strainfield;finiteelementmethod近年来,随着计算机技术和仿真算法的发展、完善,焊接模拟技术变得越来越重要,它不仅能够有效地提高产品的经济效益,还可以节省大量的时间。
一基于SYSWELD的在役焊接径向变形数值模拟
收稿日期:2013-12-11基金项目:国家自然科学基金项目(51074174);山东省自然科学基金项目(ZR2010EM041)作者简介:王勇(1964-),男,教授,博士生导师,主要从事新材料焊接技术㊁金属失效与表面改性及压力容器与管道安全工程的研究工作㊂E-mail:wangyong@㊂ 文章编号:1673⁃5005(2014)03⁃0117⁃06 doi:10.3969/j.issn.1673⁃5005.2014.03.019基于SYSWELD 的在役焊接径向变形数值模拟王 勇,郭广飞,韩 涛,李 浩,孙启平(中国石油大学机电工程学院,山东青岛266580)摘要:采用焊接模拟软件SYSWELD 研究壁厚㊁管径及熔池尺寸等因素对天然气管道在役焊接径向变形的影响㊂结果表明:发生烧穿的临界瞬时最大变形有时间效应;发生临界变形的时间随着壁厚的增大而增加,径向变形量减小;随着管径增加,径向变形量在同壁厚下逐渐增大;壁厚为4.5mm 时,小管径管道易达到临界变形量;壁厚为6mm 时,管径的增大降低了临界变形发生的可能性;当壁厚为7.5mm,管径由254mm 增大到508mm 时,发生临界变形的可能性减小,而管径在508~1016mm 时,管径的增大增加了临界变形发生的可能性;内壁点的径向变形随着热源的靠近而增大,随着壁厚的增大而减小,但当壁厚增大到6mm 后,壁厚的增大对其不再有显著影响;熔池尺寸影响焊接修复同时刻时的径向变形量,达到临界变形量的时间与熔池尺寸成反比,表现出明显的熔池尺寸效应㊂关键词:在役焊接;天然气管线;径向变形;数值模拟中图分类号:TG 402 文献标志码:ANumerical simulation of radial deformation during in⁃servicewelding based on SYSWELDWANG Yong,GUO Guang⁃fei,HAN Tao,LI Hao,SUN Qi⁃ping(College of Mechanical and Electronic Engineering in China University of Petroleum ,Qingdao 266580,China )Abstract :The welding software of SYSWELD was used to simulate the effects of wall thickness,pipe diameter and the pool size on the radial direction deformation during the in⁃service welding of pipeline.The results show that:the critical instanta⁃neous maximum deformation,which will result in burn through pipeline,has time effect;the time reaching critical deforma⁃tion increases with the increase of wall thickness,at some time,the deformation amount reduced.With the increase of pipe diameter,the radial direction deformation will increase at the same wall thickness;when the wall thickness is 4.5mm,the smaller the pipe diameter is,the more easily the critical deformation is reached;when the wall thickness is 6mm,the in⁃crease of pipe diameter will reduce the generation rate of critical deformation;when the wall thickness is 7.5mm,the gener⁃ation rate of critical deformation decreases with the increase of diameter from 254mm to 508mm,and at a pipe diameter range from 508mm to 1016mm,the generation rate increases with the increase of pipe diameter.The radial direction de⁃formation of inner wall increases when the heat source is closer,and it reduces with the increase of wall thickness.And when the wall thickness is greater than 6mm,the wall thickness no longer has significant effect on the radial direction deformation.The size of pool affects the radial direction deformation of weld repair,and the time reaching critical deformation reduces with the increase of pool size,which shows significant pool size effects.Key words :in⁃service welding;gas pipeline;radial deformation;numerical simulation 天然气管道在使用过程中由于腐蚀等因素的影响而局部减薄,需要进行修复,在役焊接具有不停输带压修复的特点,可保证管道输送的连续性,避免管道停输进行修复所带来的损失[1⁃2]㊂焊接电弧热使得焊接处的承载能力下降到一定程度时[3],发生烧穿失稳,带来严重的安全问题[4],所以防止烧穿是2014年 第38卷 中国石油大学学报(自然科学版) Vol.38 No.3 第3期 Journal of China University of Petroleum Jun.2014在役焊接修复所要考虑的首要问题㊂在役焊接时,管道受到内部压力及焊接应力的共同作用,力的作用使得被焊接管道发生一定量的径向变形,焊接热输入则使被焊接管道的强度逐步降低[5],促进了径向变形量的增大,当变形量超过被焊接板厚的0.1倍时[6],极易发生烧穿㊂被焊接修复管道的壁厚及管径对径向变形有显著影响,进而影响烧穿㊂笔者采用焊接模拟软件SYSWELD 进行模拟计算,并结合试验研究壁厚及管径对在役焊接径向变形的影响,揭示这些因素对烧穿的影响㊂1 在役焊接数值模型的建立1.1 几何模型在SYSWELD 自带的Visual⁃Mesh 软件下进行建模,采用SYSWELD 进行焊接模拟计算,焊接修复接头㊁焊道分布及焊接顺序如图1所示㊂图1中1㊁2㊁3㊁4表示在役焊接修复时的4道焊缝,由于烧穿一般发生于第1道焊缝,所以针对焊接接头的第1道焊缝焊接时管道的径向变形进行研究,且由于第1道焊缝对于被修管线的焊接属于表面堆焊,采用图2所示的有限元模型进行数值计算㊂图1 焊接接头示意图Fig.1 Sketch map of welded joint由于管道是轴对称的,采用二分之一模型以及四分之一两种模型,其中管径U r 为254mm 及508mm 的管道采用二分之一模型(图2(a)),管径1016mm 的管道采用四分之一模型(图2(c)),焊缝区的网格划分较密,其余部分划分稀疏,减少了计算量并得到较好的计算精度㊂模型采用4.5㊁6.0和7.5mm 三种厚度,管道半宽均为200mm㊂图2 有限元模型Fig.2 Finite element model1.2 焊接热源模型及参数双椭球热源模型能准确地描述在役焊接过程的热源特性[7],所以采用双椭球模型进行焊接模拟,如图3所示㊂以O 点为原点建立三维坐标系,其中图3 双椭球热源模型Fig.3 Double ellipsoid heat source modela f 和a r 分别为前半椭球和后半椭球的长度参数,b h ㊁c h 分别为椭球宽度和深度参数;采用二氧化碳气体保护焊(GMAW)进行在役焊接修复试验,根据实际焊接过程中产生熔池的深度及宽度确定双椭球热源模型的各参数,再运用SYSWELD 的热源校核工具进行多次校核,直至计算模拟的熔池形状与实际接头符合为止,得到热源模型;采用110A 的电流㊁24V 的电压㊁焊接速度为3mm /s 及热输入为8.8kJ /cm 的焊接参数进行在役焊接试验,管道内部压力为6MPa㊂1.3 换热边界条件及约束管道外表面和空气的换热方式主要考虑热辐射及空气的自然对流换热[8⁃10],总换热系数为α=4.536×10-8(546.3+T 0+T 1)[(273.15+T 0)2+(273.15+T 1)2]+25.(1)式中,T 0㊁T 1分别为环境温度(25℃)和焊接接头与空气接触表面的温度,℃㊂在役焊接接头背面,即焊接管道的内壁和天然气的换热为强迫对流换热形式,其换热系数为α1=0.027λd i Re 0.8Pr 1/3μμæèçöø÷w 0.14.㊃811㊃中国石油大学学报(自然科学版) 2014年6月其中μw =μ0(273.15+T 2)/273.15.(2)式中,λ为气体的导热系数,W /(m㊃K);Re 为气体的雷诺数;Pr 为气体的普朗特数;μ为气体的动力黏度,Pa㊃s;d i 为修复管道的内径,m;μw 为气体在壁温时的动力黏度,Pa㊃s;T 2为管道内壁的温度,℃㊂因为天然气中甲烷占绝大多数,计算中天然气的换热系数采用甲烷的代替,参照文献[9]的数据进行确定㊂通常,天然气的换热系数随着压力的不同也发生着相应的变化,需要针对不同压力的情况,对换热系数α1进行相应的调整,本文中采用6MPa 的恒压,换热系数采用6MPa 下的定值㊂因为要施加内部压力载荷,须对计算模型进行约束㊂由于分别采用了焊道的1/2及1/4进行计算,图2(a)和图2(c)中的模型所受的约束是不同的,令图2(a)中的模型受到沿对称面yz 及面xy 的面约束以及沿y 轴的线约束,而令图2(c)中的模型受到沿对称面xy ㊁xz ㊁zy 的面约束,沿y ㊁z 轴的线约束㊂X70管线钢的导热系数及质量热容比采用文献[11]的公式计算得到,力学性能采用文献[12]提供的数据㊂2 计算结果分析采用254㊁508及1016mm 三种不同管径以及同管径4.5㊁6.0及7.5mm 三种壁厚的模型,用SY⁃SWELD 进行模拟计算,得到各壁厚及管径下150s 各时刻变形场,然后运用软件自带的后处理模块Post processing 得到各时刻最大瞬时径向变形量的计算数据,再进行数据处理,得到相应的计算结果㊂2.1 壁 厚进行模拟计算,得到同管径时壁厚对径向变形量的影响见图4㊂由图4可知,无论何种壁厚以及何种管径,发生临界径向变形量(即壁厚的0.1倍)都需要一定时间,表现出一定的时间效应㊂图4 壁厚对径向变形量的影响Fig.4 Effect of thickness on radial direction deformation 图4(a)中,管径为254mm㊁壁厚4.5mm 的管道在焊接进行到38s 时,变形超过0.45mm;而在焊接修复进行到47s 时壁厚6.0mm 的管道发生0.6mm 的变形量;壁厚7.5mm 的管道发生0.75mm 的径向变形量则是在70s 时㊂图4(b)中壁厚为4.5㊁6.0㊁7.5mm 时,临界变形量分别发生在42㊁58㊁85s 以后㊂同种壁厚时,管径508mm 的管道比管径254mm 的管道发生临界变形量的时间要延后㊂图4(c)中壁厚为4.5㊁6.0㊁7.5mm 时,管道临界烧穿变形发生在42㊁62㊁81s 以后㊂发生时间和管径为508mm 的管道时间相差很小,所以可使用管径508mm 的模型代替管径1016mm 的模型考察壁厚对径向变形的影响㊂由此可见,相同管径下,随着壁厚增大,需要达到相应壁厚的临界径向变形量的时间越来越长,在限定时间内,发生烧穿的可能性越小,可以安全施焊的时间逐渐增加㊂此外,在同管径不同壁厚时,壁厚越小,焊接同时刻的径向变形量越大,并且随着焊接时间的延长,差异性越来越大,呈现出明显的时间效应,但在具体情形中又呈现出不同㊂在图4(a)中,壁厚4.5mm 及6.0mm 的管道在焊接开始一直到40s 之间,径向变形量几乎相同,而壁厚7.5mm 的管道变形量明显较小㊂2.2 管 径使用相同壁厚不同管径的有限元模型分别计算,考察管径对径向变形的影响见图5㊂用U r 254㊁U r 508㊁U r 1016表示管径为254㊁508及1016mm 的管道径向变形㊂㊃911㊃第38卷 第3期 王 勇,等:基于SYSWELD 的在役焊接径向变形数值模拟图5 不同管径的径向变形量Fig.5 Radial direction deformation of different diameters 由图5可知:壁厚为4.5mm时,在焊接修复开始一直到50s期间,3种管径的径向变形量差别很小㊂从50s开始,管径254mm的管道在50s后变形有一个变化率的突变,但是在90~150s期间总体变形变化率是减小的;管径508mm以及管径为1016mm的管道在焊接修复起始一直到120s期间,总体上的变形量几乎相同,而在150s时Ur1016最大,U r508次之, U r254最小㊂壁厚为6mm时,在80s之前,U r254大于U r508及U r1016,而在90s后,U r254的变化将趋缓并有减小趋势,而U r508及U r1016依然呈现增大的趋势㊂在壁厚为7.5mm的管道模型计算结果中,3种管径在前80s的径向变形量差异已经很小,在80s 后,逐渐表现出变化率的不同,其中U r508及U r1016迅速增大㊂分析3种壁厚不同管径的模型计算结果可知,随着管径增大,径向变形量在相同壁厚的情形下不断增加;随着壁厚增大,在相同时刻的变形量逐渐减小,壁厚的增大会显著地降低径向变形,从而降低发生烧穿的可能性㊂管径的大小在前期并不会显著地改变变形量的增加趋势,并且管径较小的管道在焊接修复前期变形量较大㊂随着焊接修复的进行,在80s或者90s 之后会呈现不同的变化,在90s之后,变形量随着管径的增大而增加,呈现出一定的时间效应㊂按照文献[6]的评判标准,在壁厚为4.5mm的模型中,当焊接到40s时,径向变形量达到0.5mm,已经达到了烧穿的临界值;在此壁厚下,管径较小的管道发生烧穿的可能性更大㊂当模型壁厚为6.0mm,在50s时,U r254和U r508均超过0.6mm,而U r1016在65s左右时才达到临界值0.6mm㊂壁厚为7.5mm,在80s时U r1016先达到临界值0.75mm,管径分别为254和508mm的管道在90s 时达到0.75mm的变形量㊂表1 熔池尺寸Table1 Pool size熔池名称a/mm b/mm c/mmA′9.696.753.56B′7.274.691.78C′7.622.811.41综上分析可知,壁厚为4.5mm的管道焊接修复时,管径254mm的管道较508mm及1016mm的管道易发生烧穿,壁厚为6.0mm的管道修复过程中也表现出此种特性;而在7.5mm壁厚的管道修复时,管径为1016mm的管道先于管径为508mm 及254mm的管道达到临界值0.75mm,说明随着壁厚增大,管径增加增大了烧穿的可能性㊂2.3 内壁径向变形以管径为508mm的模型为例进行模拟计算,考察壁厚对管道内壁一点的径向变形影响,内壁点的选取如图2(a)所示,计算结果见图6㊂图6 内壁点径向变形示意图Fig.6 Sketch map of radial direction deformationof node with different thicknesses由图6可见,对于管径508mm的管道,其内壁一点径向变形相对于径向瞬时最大变形(图4(b))呈现如下特点:首先是变形量较之小得多,其在150 s内的最大变形量仅在0.75mm左右;其次,壁厚6㊃021㊃中国石油大学学报(自然科学版) 2014年6月mm 和壁厚7.5mm 管道的内壁点的径向变形不论是在趋势还是量上基本上一致㊂壁厚因素在焊接修复的前期,对内壁点径向变形的影响差别不是很大,但是随着焊接修复时间增加,热源逐渐靠近,壁厚4.5mm 的管道变形量的增大率迅速增大㊂当壁厚增加到6mm 时,壁厚的增加对于内壁点的径向变形量不再有显著影响㊂2.4 径向变形的尺寸效应以往的计算过程中,很少考虑到熔池尺寸的效应对径向变形量的影响,但在计算过程中发现,其对变形影响十分明显㊂采用相同的焊接参数进行焊接,得到3种不同形状的熔池(表1)的计算温度场,对熔池温度场进行后处理,选取同时刻3种熔池的截面,a =a f +a r ,b ㊁c 各含义如图7所示㊂图7 熔池截面示意图Fig.7 Section diagram of pool 3种熔池计算过程中受到的内部压力均为6MPa,焊接修复时间为90s,对3种熔池在焊接过程中的径向瞬时最大变形量进行计算,计算结果见图8㊂图8 不同熔池的径向变形Fig.8 Radial deformation of different pools从图8的计算结果可知,在焊接修复前30s 期间,熔池A′㊁B′产生的变形量基本相同,熔池C′所形成的焊道变形量较小,并且在随后的焊接修复过程中一直表现着较小的变形量,达到临界变形量的时间也明显小于熔池A′㊁B′所产生的焊道;随着焊接修复的不断进行,从30s 开始,熔池A′所产生的径向变形量开始明显大于较小的熔池所产生的径向变形量,表现出较为明显的熔池尺寸效应,并率先达到临界变形量0.45mm,而熔池尺寸较小的修复方案达到临界径向变形量所需要的时间较长,与熔池尺寸成反比㊂熔池尺寸效应的显现也需要一定的时间体现,其与径向变形量的时间效应是吻合的,这是因为焊接修复过程中,热的传导及被焊管道的强度随着热作用的下降程度都需要一个过程时间来显现㊂3 结 论(1)发生烧穿的临界瞬时最大变形有时间效应,发生临界变形的时间随着壁厚增大而增加,变形量减小㊂(2)管径增加,径向变形量在同壁厚下逐渐增大;壁厚为4.5mm 时,小管径管道易达到临界变形量;壁厚为6mm 时,管径的增大降低临界变形发生的可能性;当壁厚为7.5mm 时,管径由254mm 增大到508mm 时,发生临界变形的可能性减小,而在508~1016mm 区间时,管径的增大增加了临界变形发生的可能性㊂(3)内壁点的径向变形随着热源的靠近而增大,随着壁厚的增大而减小,但当壁厚增大到6mm 后,壁厚的增大对其不再有显著影响㊂(4)焊接修复过程中,熔池尺寸影响焊接修复同时刻时的径向变形量,达到临界变形量的时间与熔池尺寸成反比,表现出明显的熔池尺寸效应㊂参考文献:[1] 黎超文,王勇,韩彬,等.高压管线在役焊接烧穿研究进展[J].压力容器,2008,25(8):40⁃45.LI Chao⁃wen,WANG Yong,HAN Bin,et al.Advanceof burn⁃through research on in⁃service welding of high pressure gas pipelines [J].Pressure Vessel Technology,2008,25(8):40⁃45.[2] 陈玉华,王勇,韩彬.X70管线钢在役焊接局部脆化区的组织及精细结构[J].材料热处理学报,2007,28(1):77⁃80.㊃121㊃第38卷 第3期 王 勇,等:基于SYSWELD 的在役焊接径向变形数值模拟CHEN Yu⁃hua,WANG Yong,HAN Bin.Metallurgicalmicrostructure and fine structure in local brittle zone ofin⁃service welding of X70pipeline steel[J].Transactionsof Materails and Heat Treatment,2007,28(1):77⁃80.[3] 边育智,刘洋,王新华.X65㊁X70管线钢高温延塑性的对比分析[J].钢铁研究学报,2007,19(11):51⁃54.BIAN Yu⁃zhi,LIU Yang,WANG Xin⁃parisonand analysis on high temperature ductility of X65and X70pipeline steel[J].Journal of Iron and Steel Research,2007,19(11):51⁃54.[4] OTEGUI J L,CISILINO A,RIVAS A,et al.Influenceof multiple sleeve repairs on the structural integrity of gaspipelines[J].International Journal of Pressure Vesselsand Piping,2002,79(11):759⁃765.[5] 郭广飞,王勇,韩涛.压力管道在役焊接烧穿失稳机制[J].材料科学与工艺,2012,20(3):62⁃66.GUO Guang⁃fei,WANG Yong,HAN Tao.Burn throughfailure mechanism of in⁃service welding of pipeline[J].Materials Science&Technology,2012,20(3):62⁃66.[6] API1104.Welding of pipelines and related facilities,ap⁃pendix B:in⁃service welding[S].USA:American Petro⁃leum Institute,1999.[7] 李培麟,陆皓.双椭球热源参数的敏感性分析及预测[J].焊接学报,2011,22(1):85⁃89.LI Pei⁃lin,LU Hao.Sensitivity analysis and prediction ofdouble ellipsoid heat source parameters[J].Transactionsof the China Welding Institution,2011,22(1):85⁃89.[8] 陈玉华,王勇.基于SYSWELD的运行管道在役焊接热循环数值模拟[J].焊接学报,2007,28(1):85⁃89.CHEN Yu⁃hua,WANG Yong.Numerical simulation ofthermal cycle of in⁃service welding onto active pipelinebased on SYSWELD[J].Transactions of the ChinaWelding Institution,2007,28(1):85⁃89.[9] 任瑛,张弘.传热学[M].东营:石油大学出版社,1988.[10] WATT D F.An algorithm for modeling microstructuredevelopment in weld heat⁃affected zones(part A)[J].Acta Metallurgica,1988,36(11):3029⁃3035. [11] 陈玉华,王勇,何建军.输气管线在役焊接管道内壁变形的数值模拟[J].焊接学报,2010,31(1):110⁃112.CHEN Yu⁃hua,WANG Yong,HE Jian⁃jun.Numericalsimulation on deformation in inner pipe wall of in⁃servicewelding onto gas pipeline[J].Transactions of the ChinaWelding Institution,2010,31(1):110⁃112. [12] BANG IW,SON Y P,OH K H,et al.Numerical simu⁃lation of sleeve repair welding of in⁃service gas pipelines[J].Welding Journal,2002,81(12):273⁃282.(编辑 沈玉英)㊃221㊃中国石油大学学报(自然科学版) 2014年6月。
GTAW焊接热场的三维动态数值模拟
GTAW焊接热场的三维动态数值模拟
李瑞英
【期刊名称】《大庆师范学院学报》
【年(卷),期】2009(29)6
【摘要】基于SYSWELD软件平台,采用双椭球体移动热源模式,利用有限元方法建立了运动电弧作用下GTAW焊接不锈钢薄板焊接热场的三维动态有限元分析模型.利用所建模型,对GTAW焊接热场和熔池形状参数的动态演变进行了预测,达到宏
观准稳态的时间与试验结果基本一致.
【总页数】5页(P90-94)
【作者】李瑞英
【作者单位】大庆师范学院物理与电气信息工程系,黑龙江,大庆,163712
【正文语种】中文
【中图分类】TG444+.74
【相关文献】
1.2219-T87铝合金GTAW焊接接头的局部本构关系测量及单向拉伸数值模拟 [J], 李艳军;李权;吴爱萍;麻宁绪;王国庆;HidekazuMURAKAWA;鄢东洋;吴会强
2.基于ANSYS薄板GTAW焊接温度场数值模拟 [J], 卢振洋;刘建;黄鹏飞;吉玲
3.基于ANSYS薄板GTAW焊接温度场数值模拟 [J], 卢振洋;刘建;黄鹏飞;吉玲
4.2219-T87铝合金GTAW焊接接头的局部本构关系测量及单向拉伸数值模拟 [J], 李艳军;李权;吴爱萍;麻宁绪;王国庆;Hidekazu MURAKAWA;鄢东洋;吴会强;
5.外加变位磁场作用GTAW焊接电弧的数值模拟 [J], 周祥曼;刘练;陈永清;袁有录;田启华;杜义贤;何青松;付君健
因版权原因,仅展示原文概要,查看原文内容请购买。
316LN不锈钢激光焊接温度场的数值模拟
316LN不锈钢激光焊接温度场的数值模拟作者:唐蒙蒙吕鹏姚君山张书权来源:《活力》2019年第06期[摘要]基于有限元软件SYSWELD对不锈钢316LN激光自熔焊接的温度场进行了三维动态模拟,得出了瞬态温度场分布图和特征点的热循环曲线。
结果表明,激光起始焊时温度瞬间就超过材料的熔点,焊接中最高温度达到3300°C左右,进入了深熔焊模式。
[关键词]SYSWELD;316LN;激光焊接;温度场;数值模拟引言316LN不锈钢的激光焊接容易产生凝固裂纹、液化裂纹及局部应力较大等问题,为了摸索出满足要求的焊接工艺参数,焊前有必要对激光焊接展开数值模拟。
SYSWELD是焊接专业类的典型代表之一,已被用于焊接数值模拟方面的研究;而目前激光焊多为不加填充金属的自熔焊接,而焊接温度场又是研究应力应变场的基础,故深入研究激光自熔焊接温度场是必要的。
一、有限元模型(一)几何模型以316LN不锈钢为焊接试板,其尺寸大小:100×100×5mm,接头为对接,采用不留间隙激光自熔焊方法,有限元网格模型如图1所示,为节省计算时间,网格划分采用非均匀形式,由于激光光斑小,在离焦量为+5mm时光斑直径为0.5mm左右,即焊缝及附近区域网格尺寸为0.5mm,而远离焊缝区域,网格尺寸逐渐增加到2mm。
(二)热源模型热源模型的建立是进行焊接温度场数值模拟的关键所在,以往基于激光焊接中小孔、等离子体与熔池特点等,先后出现了线性热源、柱状热源、椭球、组合热源及高斯圆锥形热源等,带锥形的三维高斯分布的热源模型被认为是最接近实际的激光焊接的热源模型,因此采用3D 高斯圆锥形热源来对激光自熔焊接进行模拟计算。
(三)边界条件进行应力计算时,为防止计算中产生刚性位移,需要施加位移约束条件,而使计算不能收敛,但位移约束条件又不能严重阻碍焊接中的应力自由释放和变形。
基于上述原因,则在试样中间施加约束条件如图2所示,这样计算结果将与实际焊接相一致。
基于Sysweld的焊接接头热源模型二次开发
1.2 热源模型 Sysweld 软件内置了 3 种结构简单的热源模型[6],
20 ·试验与研究·
分别为:
(1) 二维高斯面热源模型, 适用于表面热处理;
(2) 三维高斯锥形热源 模 型 , 适 用 于 激 光 焊 、
电子束焊等高能束流焊接;
(3) 三维双椭球热源模型, 适用于 TIG, MIG 焊
1.3 热源计算
基于 Sysweld 平台开发自定义的异型焊 接 接 头 ,
建立三维有限元模型, 其单元类型、 单元组的数量
和种类必须和内置的热源模型一致, 具体包括:
(1) 建立包含焊缝和母材的 3D 单元组; (2) 从 3D
单元抽取表面网格, 生成 2D 单元组, 表征换热面;
(3) 从焊缝和母材的 3D 单元沿着焊接方向抽取 2 条
摘要: 焊接接头的结构形式和尺寸精度直接影响热源模型计算结果的准确性 , 工程实际应用的焊接接头形式多样、 结构复杂, Sysweld
内置的焊接接头远不能满足实际需求。 基于 Hypermesh, Sysweld 软件平台开发了大坡口角焊缝和双侧多层角焊缝热源模型, 首先利用
Hypermesh 建立有限元模型生成可执行的内嵌文件, 利用 Sysweld 的 HSF 工具反复调整 双 椭 球 热 源 高 斯 参 数 , 并 将 校 核 结 果 与 试 验 结
1 大坡口角焊缝的热源计算 1.1 几何模型
焊接结构的接头形式和形状多种多样, 只利用 专用商业焊接有限元软件所提供的自定义接头往往 不够, 这就要求必须根据工程实际自定义接头形式 和形状。 如图 1 所示的大坡口角焊缝, 其坡口位置、 坡口角度直接影响传热过程, 继而影响焊接结构件 最终的变形量和组织性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
W u u 2 0 , h n ; . hn s a e f n t ueo ls h sc , e e 2 0 0 , hn ) h 4 0 C i a 3 C ie eAc d my o si t f a ma y is H fi 3 0 0 C ia 1 0 I t P P
Ab ta t Bae ntef i l n o waeS S E D t v r pj ittmp rtr ed fr3 y aa sr c: sdo nt ee h i e me tsf r Y W L o o el on e eauef l o dd n  ̄i t a i c
第2 7卷 第 6 期
、0 . 7 N O ,1 2 .6
新 乡学院学报 : 自然科学版
J u a f n in i e st Na u a c e c d t n o r l x a g Un v r i n o Xi y: t r l i n e E i o S i
(. co l f ahn r n tmo i n ier g An u oyeh i Unv ri , h 4 0 0 C ia 1S h o M c ieya dAuo bl E gn ei , h i 1tc nc ies y Wu u2 1 0 , hn ; o e n P t
Nu e i a i u a i n o m pe a u eFi l fOv r a o n s d m rc l m l to f S Te r t r ed o e l p J i t Ba e
o h YS ELD n t eS W
Z HANG h .u n, WANG h n - e, HUⅪ ebn, i, N We S uq a , _ Z o gj Z - u .i DAI 2 WE i L 3
应 力应 变和 减 少焊接 应 力与 变形提供 了参 考依 据 。
关键 词 :S S L Y WE D;搭 接 接 头 温 度 场 ; 焊 接 热 循 环 ;相 演 变
中图 分类 号 :T 0 G4 2
文 献标 志 码 :A
文 章编 号 :1 7 — 3 62 1 ) 6-0 7 0 64 3 2(00 0 - 6- 3 0
摘
要 :基 于有限元 软件 S WE D 对搭接 接 头温度 场进 行 了 3维动 态模 拟 ,得 出了瞬 态温度场 分布 图和 YS L
特征 点 的热循 环 曲线。 同时通 过对 S WE D 后 处理 分析 ,得 出了焊件 上任 一点 的温度 变化 与相 演 变的 关 YS L 系。与 文献 资料 比较表 明 ,所 建立 的数 值模 拟仿 真 模型 可 以较好 地模 拟 焊接 温度 场 ,为研 究 焊接 过程 中的
s multo ,t e t a s e t e e a u e fe d d sr b to s we la e t r o n st e m a y l g c r e i o , n i a i n h r n i n mp r t r l i ti u i n a l sf a u e p i t h r lc c i u v s g t a d t i n t r u h t e fn t lm e ta a y i , h e a i n o m p r t r i h i o a e n a y p i to r i c d h o g h i e e n n l ss t e r l t ft i e o e e a u e wh c s l c t d i n o n f wo k p e e a n p a e ta s o a i n i b a n d Co h s r n f r to so t i e . mp rn h i l to e u t t h ie a u e d t , t sd m o s r t d t a m a i g t e smu a i n r s l wih t e l r t r a a i i e n ta e h t s t t e e t b i h d mo e f n me i a i u a i n c n p e e a l i lt h e e a u e fe d h s a l e d l o u rc lsm lto a r f r b y s mu a e t e t mp r t r l ,wh c r v d s a s i ih p o i e r f r n e f ra a y i g sr s , tan a d d c e sn h l i g sr s n e o ma i n i l i g p o e s e e e c o n l z n te s sr i n e r a i g t ewe d n t e s a d d f r to we d n r c s . n
2 De a t n fM e h n c l n i e r n , h iT c n c lCo l g fM e h ni a n e ti a g n e i g . p rme to c a i a g n e i g An u e h i a l e o c a c l d El c rc l E e a En i e rn ,Biblioteka 2 1 0 0年 1 2月
De . 01 c2 0
基 于 S S L 的搭接接头温度场 的数值模拟 Y WE D
张书权 1 ,王仲 珏 ,朱协 彬 ,代 , 2 礼 2 ,文 伟
(. 1安徽 工程 大学 机械 与 汽车 工程 学院 ,安徽 芜湖 2 1 0 ;2安徽 机 电职 业技 术 学院 机械 工程 系, 40 0 . 安徽 芜湖 2 1 0 ;3中 国科 学院 等 离子 体物 理研 究所 ,安徽 合 肥 2 0 0 4 00 . 3 0 0)