利用三坐标测量机检测位置度的方法研究_禄超峰
三坐标测量孔系位置度方法的实践

三坐标测量孔系位置度方法的实践The P r act ice of M et hod Used i n Mea s u r i ng L oca t i on Degreeof Hole De pa rt ment by Th ree Coor di na t es李 梅(襄樊学院机械系 ,湖北 襄樊 441053)摘 要 : 简述了三坐标测量位臵度误差的原理及方法 ;三坐标测量位臵度误差应注意的问题 ; 通过具体的检测实例分析了如何利用基准坐标系的平 移 、旋转来对位臵度的测量数据进行优化处理 ,以减小三坐标测量软件对位臵度的评定误差 ,对零件质量进行正确判断 ,为企业产生经济效益 。
关键词 : 三坐标 ;位臵度 ;测量基准 ;测量坐标系 ;误差 ;平移 ;旋转1 前言在汽车机加工行业 ,需要进行位臵度检测的汽车零 部件很多 ;如 :发动机缸体 、进排气管 、曲轴 、制动毂 、横梁 座及变速箱壳体等等 ,其表面布满了空间孔系 ,相关孔系 之间的位臵尺寸及位臵度必须得到保证 ,才能满足装配 的互换性要求 。
为了保证这些空间孔系位臵 的 加 工 精 度 ,对以上各零件的每道加工工序都编制了三坐标自动 测量程序 。
大大地方便了质量部门对产品质量的监控 、 生产设备的调整 。
2 位置度三坐标测量与计算方法原理传统测量孔系位臵度的方法是使用专用综合量规检 验和平板坐标测量法 。
但专用综合量规检验只能定性测 量 ,不能判断方向 ;平板坐标测量法测量复杂而麻烦 ,且 费用高 ,时间长 ;而且这两种测量方法已不适合现在大批 量多品种的汽车工业生产 。
自从有了三坐标测量机后 , 对于位臵度的测量就容易得多了 。
三坐标测量机检测零 件的位臵度采用的是坐标测量方法 ,它可以编辑测量程 序实现零件位臵度的自动测量 ,有效减少人为误差 ;按照 零件上的加工基准 ,测量机可自动建立一个三维校正坐 标系 ,很方便的把零件上各孔 ( 或轴) 的位臵坐标测量出 来 ,并把位臵度计算出来 。
三坐标的位置度什么意思
三坐标的位置度什么意思在制造和工程领域,三坐标测量是一种常见的精度测量技术,用于评估物体的位置和形状。
三坐标测量系统结合了坐标测量仪和特定的软件,能够提供高精度的三维测量数据。
在三坐标测量中,位置度是一个重要的测量参数,用来描述物体的位置误差。
位置度的定义和意义位置度是指物体表面的任意一点与其理论位置之间的偏差。
它是一个距离值,用来衡量实际测量值与理论值之间的差异。
位置度的单位通常为毫米(mm)或微米(μm),取决于测量的精度要求。
位置度的主要作用是保证制造和工程项目的精度和质量。
通过对位置度的测量和控制,可以及时发现和纠正零部件的位置误差,从而避免产品在使用过程中出现不良效果或不稳定的问题。
三坐标测量中的位置度在三坐标测量系统中,位置度通常作为一种测量项被考虑。
通过三坐标测量仪的工作,可以精确地测量出被测物体各点的坐标值,并与其理论位置进行比较。
根据实际测量值与理论值之间的差异,可以计算出物体表面各点的位置度。
位置度的测量依赖于三坐标测量仪的测量原理,通常通过机械触针或光学传感器来实现。
测量仪将触针或传感器的测量数据与理论坐标进行比较,并计算出位置度的数值。
这些数值可以在测量软件中显示,并可用于分析和评估被测物体的位置精度。
位置度的分类位置度可以根据测量对象的特点进行不同的分类。
以下是几种常见的位置度分类:线位置度(Straightness)线位置度用于描述物体表面上一条直线与其理论位置之间的偏差。
它描述了直线的形状弯曲程度。
线位置度可以应用于轴、导轨等需要保持直线度的部件测量。
面位置度(Flatness)面位置度用于描述物体表面与其理论位置之间的偏差。
它描述了平面的平坦程度。
面位置度常用于测量工件表面的平整度,如平面盖板、机床工作台等。
圆位置度(Circularity)圆位置度用于描述物体表面上一个圆与其理论位置之间的偏差。
它描述了圆的圆度好坏。
圆位置度常用于测量轴承孔、轴等旋转部件的圆度精度。
61 西飞 复合轮廓度概念解析及检测技术研究-禄超峰
复合轮廓度概念解析及检测技术研究西飞公司 禄超峰[摘要]本文阐述了复合轮廓度的基本概念,论述了当复合轮廓度为单个特性和多重特性时,各复合轮廓度各水平框格的基本意义。
并讲述了利用三坐标测量机如何检测复合轮廓度,根据复合轮廓度的基准要求,如何建立坐标系,并进行复合轮廓度检测结果评定。
[关键字] 复合轮廓度 组定位公差带框 特征定位公差带框 基准1 问题的提出目前,国内外飞机制造业已广泛采用数字化制造技术,针对产品的不同要求,越来越多的复杂形位误差标注被应用到零部件的设计当中,例如在西飞公司新转包的747-8项目中,复杂的形位误差标注已被广泛的应用,其对于产品的外形的控制大多利用复合轮廓度来实现。
针对这些国际广泛采用的复杂形位误差,国内还很少有资料能给出明确的定义,针对这些复杂形位误差的检测也无可参考的资料。
必须通过学习国际复杂形位误差的标准,深入理解这些复杂形位误差标注的含义,结合三坐标测量机检测软件功能,并进行一定的开发应用,实现此类形位误差的检测。
2 问题分析复合轮廓度公差的应用范畴:当设计要求允许特征定位公差带大于控制特征尺寸和形状的公差带时,可以使用复合轮廓度公差,复合轮廓度公差标注可分为两类,单个特征的复合轮廓度公差标注和多重特征(特征组位置)的复合轮廓度公差标注,下面简单阐述两类符合轮廓度标注的意义。
2.1 单个特征的复合轮廓度公差标注当特征在一个大的轮廓度定位公差带内又要求特征外形、方向和尺寸上的各种联系时,对这种特征元素可使用此类复合轮廓度进行控制。
复合轮廓度特征控制框的各完整的水平框格构成了多重关联要求的一个单独验证部分。
轮廓度符号一旦输入即应用于所有水平框格。
上框格被分配为轮廓度定位控制。
它为轮廓特征的位置规定了较大的轮廓度公差。
标准的基准应按的先后顺序进行规定,下框格为轮廓度特征控制。
如包含了一个带复合轮廓度公差应用的不规则外形特征。
公差标注的特征通过基本尺寸相对规定的基准定位。
三坐标测量分度圆孔组位置度的方法及计算分析
三坐标测量分度圆孔组位置度的方法及计算分析位置度是多种形状和位置公差中的一种。
国家标准规定,位置度误差是被测实际要素对其想要素的变动量。
即理想要素是对于基准的位置由理论正确尺寸来决定的。
本文通过三坐标测量机对特殊位置度的测量,就分度圆位置度的计算方法进行了详细的分析。
标签:分度圆;位置度;理论正确尺寸1 概述三坐标已被广泛应用于工业产品精密零件的测量,对于手工不易操作的特殊零件的测量,通过三坐标测量机就很容易实现。
比如:平面度、直线度、园柱度等。
空间元素间的位置关系,如:内孔公共轴线间的垂直、平行,公共轴线、公共平面的建立与体现等,都可以通过三坐标测量后获得。
因此,三坐标测量机为对现代工业的高速发展起到了无可替代的作用。
但对于形位误差的确定是个比较复杂的问题,本文对特殊位置度的测量,通过三坐标采集一定的数据,再对数据进行合理计算获得的。
2 位置公差的概念在形位公差标准中,位置度是一种重要的公差标准。
当最大实体原则应用于被测要素时,实际上是将被测要素的公差带予以放宽,有利于产品的加工和装配,因此,位置度公差在产品设计和实际工作中得到了广泛的应用。
在位置度误差检测中,对图样上经常出现的变化多样的不规范位置度,检验人员对测量结果进行技术处理。
并按照位置度的定义,进行公式推导,再通过测量机检测的数据,准确计算出位置度的误差值。
3 孔的位置度公差带点的位置度公差带是直径为公差值t,且以点的理想位置为中心的圆或球内的区域。
孔的位置度必须位于直径为公差值t1、t2的两圆柱的重叠部分。
4 分度圆孔组位置度的测量与计算4.1 被测要素分析图1为分度圆孔组位置度的典型零件,要求6—ΦD1孔均布,对基准A、B 的位置度公差为Φt。
被测孔位置度的公差带为:被测轴线必须位于直径为公差值t且相对于基准A、B所确定的理想位置为轴线的圆柱面内的区域。
孔对于基准A的误差,是指孔在整个有效长度上所有截面的位置都不能超过允许范围,对于基准B的误差包括径向误差和角向误差。
三次元位置度的测量方法
三次元位置度的测量方法我折腾了好久三次元位置度的测量方法,总算找到点门道。
说实话,三次元位置度的测量,我一开始也是瞎摸索。
我就知道这是个挺复杂的事儿,得用那些个测量工具来搞清楚一个物体在三维空间里到底在啥位置,位置准不准。
我刚开始尝试的时候,总是弄不明白那个探头该怎么放。
就好像你用筷子去夹花生米,如果你不知道花生米在哪里,还不晓得筷子该往什么方向伸,那肯定夹不到嘛。
我一开始就是这个样子,测量探头在三次元测量仪上晃悠,根本不知道从哪里开始下手测这个位置度。
而且那些个坐标啊,什么X、Y、Z轴,刚开始看的时候就跟天书似的。
我就犯了个错,我没好好地校准设备,以为只要把东西放上去就能测呢,结果测出来的数据那是乱七八糟的。
后来我就知道了,校准是个特别关键的步骤。
这就好比你开车,如果你的方向盘没校正好,车肯定开歪呀。
我就认真按照说明书一步一步地校准测量仪,把那些测量基准都设置得明明白白的。
我还试过测量简单形状的物体来练手,像正方体这种,四角的位置度还算比较好测。
但是一到那些奇奇怪怪形状的零件,我又犯嘀咕了。
我以为只要测量几个突出的点就行,其实不是。
要对整个面或者轮廓进行足够多数量的点测量,才能更准确地体现出位置度。
这就像你要描述一个人的外貌,光看鼻子眼睛可不够,得从脸的各个部分都去认识一样。
再就是测量软件里面的那些参数设定也特别重要。
我之前胡乱设置了一些公差范围之类的东西,根本就不合适。
后来我就慢慢研究那些参数都是什么意思,结合着实际要测量的工件要求来合理设定。
经过这么多的瞎鼓捣和不断尝试,我才慢慢把三次元位置度测量这事儿拎清一些。
还有一点我不太确定,就是不同材质的东西,会不会对测量结果有什么奇妙的影响呢?我只知道有些特别透明的或者特别软的材质,好像是在测量的时候得用一些特殊的方法或者配件,但我还没完全搞明白呢。
反正每次测量之前呀,你得先好好看看你要测的东西是什么样的,再根据以往的经验或者去查一些资料来决定测量的具体方法,可别像我一开始那样瞎搞,要不然肯定得返工重做,浪费不少时间和精力呢。
蔡司三坐标阵列孔位置度

蔡司三坐标阵列孔位置度的测量涉及到对多个孔的位置度进行测量。
这些孔可能是相对基准进行公差的,也可能是在不同的方向上受到限制的。
具体测量方式如下:
1. 常规方法:配置小测针,测针直径小于孔径,测针进入孔内进行触测测量圆或圆柱进行评价。
2. 针规辅助测量:运行程序前在小孔插入匹配合适的针规,用常规测针测量针规外露的圆柱部分,再用此测量圆柱与孔口和孔底两处虚构横截平面分别相交构造成点或圆,分别评价两点或圆的位置度,两结果中取最大值为该小孔的位置度。
3. 自定心测量法:用大于孔径1.5倍以上直径的测针在小孔口部中心测量自定心点,评价该自定心点的位置度即为小孔的位置度。
此方法的优点是减少了小直径测针、吸盘、库位等部件的投入,无需使用针规,无额外操作,程序运行测量时间短,测量效率极高。
缺点是自定心点测量的是孔口倒角的中心,跟小孔的真实中心有一定的误差,故此方法整体测量误差相对较大,精度相对较低。
自定心测量法适用于位置度或尺寸要求不高的短小孔的测量,如压铸件的通油孔,一般来说小孔位置度要求在0.5以上均可使用此简易测量法。
以上内容仅供参考,如需更多信息,建议查阅蔡司三坐标的使用说明或咨询相关专业人士。
基于三坐标测量分度圆孔组位置度方法应用分析

基于三坐标测量分度圆孔组位置度方法应用分析摘要:在加工零件过程中,有许多按某一特征分布的加工孔组,这些孔的特点是:各孔之间的相互位置要求较高 , 如要求均匀分布、等距分布或按理论正确尺寸确定的理想位置分布。
本文主要针对用三坐标测量分度圆孔组位置度的方法进行了详细的分析,为机床的调整和加工提供可靠依据。
关键字:三坐标测量、位置度、分度圆孔组在加工零件过程中,有许多按某一特征分布的加工孔组,这些孔的特点是:各孔之间的相互位置要求较高 , 如要求均匀分布、等距分布或按理论正确尺寸确定的理想位置分布。
评定这些位置度的常规方法是:1. 坐标测量法:利用心轴、通用量具、量仪进行测量。
这是较为传统的检测方法,优点是可以利用常用的量具、量仪进行检测,缺点是测量和计算过程复杂,耗时长,效率低,不适用于批量零件的检测,且检测精度完全依赖于检测工具的精度和检验人员的技术水平;2.专用位置度量规;是一种定性的评价位置度是否合格的传统方法。
它的优点是使用简便和有效,缺点是:制作周期长、效率低,成本过高,不适用于小批量零件的检测。
3.使用三坐标测量机进行测量和评价。
将被测零件放入测量机允许的测量空间,精确的测出被测零件表面的点在空间坐标中的数值,将这些点的坐标数值经过计算机处理,拟合形成测量元素(点、线面、圆、圆柱等),在经过数学计算的方法得到位置公差及其它几何量数据,它快捷、便利且精度高,适用于小、中、大批量零件的检测。
因此,在生产中得到了广泛的应用。
本文将对三坐标测量分度圆孔组位置度方法进行详细分析,为机床的调整和加工提供了可靠依据。
1.被测要素分析图1 端盖端盖(图1)多用于齿轮箱、蜗轮箱和减速器箱体,防止灰尘、油污侵入运动部位,为分度圆孔组位置度检测的典型零件。
径向尺寸选用中心线作为A基准,长度基准以连接面B为主。
由于本文只针对用三坐标测量该零件的位置度的方法进行分析,因此其他尺寸的测量不在此分析。
位置度是用以控制被测要素的位置要求 , 是零件上被测的点、线、面的实际位置偏离理想位置的程度 , 理想位置由设计者根据零件的功能要求给出 , 用带框的理想正确尺寸来表示。
拼接扫描图像 提高孔组位置度检测精度
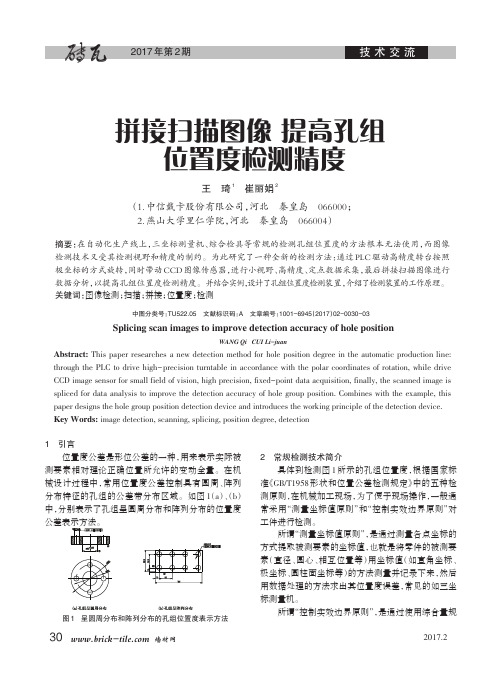
具体到检测图 1 所示的孔组位置度, 根据国家标 准 《GB/T1958 形状和位置公差检测规定》 中的五种检 测原则, 在机械加工现场, 为了便于现场操作, 一般通 常采用 “测量坐标值原则” 和 “控制实效边界原则” 对 工件进行检测。 所谓 “测量坐标值原则” , 是通过测量各点坐标的 方式提取被测要素的坐标值, 也就是将零件的被测要 素 (直径、 圆心、 相互位置等) 用坐标值 (如直角坐标、 极坐标、 圆柱面坐标等) 的方法测量并记录下来, 然后 用数据处理的方法求出其位置度误差, 常见的如三坐 标测量机。 所谓 “控制实效边界原则” , 是通过使用综合量规 2017.2
中图分类号: TU522.05 文献标识码: A 文章编号: 1001-6945 (2017) 02-0030-03
Splicing scan images to improve detection accuracy of hole position
WANG Qi I Li-juan
Abstract: This paper researches a new detection method for hole position degree in the automatic production line: through the PLC to drive high-precision turntable in accordance with the polar coordinates of rotation, while drive CCD image sensor for small field of vision, high precision, fixed-point data acquisition, finally, the scanned image is paper designs the hole group position detection device and introduces the working principle of the detection device. Key Words: image detection, scanning, splicing, position degree, detection 1 引言 2 spliced for data analysis to improve the detection accuracy of hole group position. Combines with the example, this
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4. 用数控专用测量程序对被测面上的点进行测量; 5. 通X、Y、Z方向的坐标 值,再与每个点的理论坐标值进行比较,评定其误差时公差 分配为±0.025 ,分析得到的总误差是否都在公差±0.025 范 围内。
四、复合位置度检测
2 2
别提取4个被测圆柱面上的理论点位数据。检测过程如下: 步骤1:将被测零件恰当地定位在三坐标测量机CMM工 作面,如图8所示。 步骤2:图8中的零件采用复合位置度控制孔组位置,即 由两个位置度联合控制孔组的位置,上框格为孔组公差带要 求,4个Φ0.25mm的公差带,其几何图框相对于基准A,B, C 而确定;下框格为各孔之间的进一步要求, 4 个Φ 0.12mm 的公差带其几何图框仅相对于基准A定向,对于A,B,C三
26
图4 图1
图5
质量技术奖专栏 成果选登
●
个基准都没有定位要求,因而可在一定的范围内任意移动。 孔的实际轴线必须同时符合上下框格的位置度要求,即只 能位于Φ0.25mm和Φ0.12mm两个圆柱形公差带的重叠部分 内,如图9所示。求上框格位置度误差。 步骤3:以基准A建立Z轴方向、用基准B建立X轴方向, 且定义基准A,B,C三个面的交点X=0、Y=0、Z=0,此坐标 系为1#坐标系。
1.公差带:如图6中公差值前面带有表示直径的符号Φ, 则该位置度公差带的形状为圆柱;在测量时主要是通过测量 孔两端极限点的位置度误差来控制孔的位置度,当两极限点 的位置度误差合格时,孔的位置度合格。另外,根据上下极 限点的坐标值,可清楚地了解工件的实际偏离方向。在评定 其误差时设各圆心的理论坐标为 o i(x i, y i, z i) ,圆心的实际 坐标为O i(X i,Yi,Z i),则各孔两端极限点的位置度误差可计 算:位置度=2√(Xi- xi) +(Yi - yi) 。 2.检测:根据圆柱特征点的布局要求,在产品模型上分
三、平面的位置度公差
被测平面必须位于距离为公差值0.05、由以相对于基准 线B和基准表面A的理论正确尺寸所确定的理想位置对称配置 的两平行平面之间,如图6所示。 1. 在基准圆柱B上测量一个圆柱,将该圆柱的轴线方向 建立+X轴,确定YOZ平面; 2. 用被测面与A基准面的交线建立+Y轴,定义A基准面 与基准圆柱B的交点为X=0、Y=0、Z=0,如图7所示; 3. 根据面的特征点的布局,在被测面的数模上提取矢量 点;
27
质量技术奖专栏 成果选登
●
类复合轮廓度进行控制。复合轮廓度特征控制框各完整的水 平框格构成了多重关联要求的一个单独验证部分。轮廓度符 号一旦输入,即应用于所有水平框格。上框格被分配为轮廓 度定位控制,它为轮廓特征位置规定了较大的轮廓度公差。 标准的基准应按照先后顺序进行规定,下框格为轮廓度特征 控制。 如 包含了一个带复合轮廓度公差应用的不
图6 图7
步骤 4 :对圆柱的轮廓进行测量,分别用每个圆柱面上 的实际点位拟合成4个圆柱。 步骤 5 :构造圆柱两端面,将被测圆柱分别与两端头平 面相交,得到8个极限点。 步骤 6 :在 1# 坐标系下,通过观察每个极限点的坐标值 可以分析出被测孔相对于基准的偏离状态,用每个极限点的 实际位置与理论位置求距离,该距离的 2 倍就是每个被测孔 相对于基准A,B,C的位置度误差。求下框格位置度误差, 位置度误差下框格有基准的测量,如图9所示。 步骤 7 :在 1# 坐标系下,以 1 孔和 2 孔构造线建立 X 轴方 向,规定1孔X=10、Y=20,此坐标系为2#坐标系。 步骤 8 :在 2# 坐标系下,通过观察每个极限点的坐标值 可以分析出被测孔之间的偏离状态,用每个极限点的实际位 置与理论位置求距离,该距离的 2 倍就是每个被测孔之间的 的位置度误差。 下框格位置度超差时,在上框格位置度合格的前提下, 可以任意平移或旋转2#坐标系,直至下框格位置度达到最佳 状态(即所有孔的位置度误差为最小时)。
五、复合轮廓度检测
当设计要求允许特征定位公差带大于控制特征尺寸和形 状的公差带时,可以使用复合轮廓度公差。复合轮廓度公差 标注可分为两类,单个特征的复合轮廓度公差标注和多重特 征(特征组位置)的复合轮廓度公差标注。 (1) 单个特征的复合轮廓度公差标注。 当特征在一个大的轮廓度定位公差带内且又要求特征外 形、方向和尺寸上的各种联系时,对这种特征元素可使用此
利用三坐标测量机检 测位置度的方法研究
禄超峰
一、点的位置度
点的位置度可参照点的位置度计算公式,直接测量并计
T x 2 y 2 z 2
其中:△x=x(测量值)-x(理论值),△y=y(测量值)-y(理论 值),△z=z(测量值)-z(理论值)。
二、线的位置度
1. 互相垂直的两个方向,如图1所示。 6 个孔的轴线必须分别位于正截面为公差值 T1 × T1 和 T2×T2,且以理想位置为轴线的两四棱柱的重叠部分内(如 图2所示)。 (1)将被测零件放置在CMM工作面上(如图1所示); (2)以基准A建立Z轴方向,用基准B建立X轴方向,且定 义基准A、B、C三个面的交点X=0,Y=0,Z=0; (3)根据圆柱孔特征点的布局要求,在产品模型上根据圆 柱孔的深度在多个截面上取点; (4)应用编制的数控专用测量程序对圆柱轮廓进行测量, 分别用每个圆柱面上的实际点位拟合成6个圆柱; (5)构造圆柱两端的极限点,因为6个圆柱等高且又在同
用每个圆柱面上的实际点位拟合成4个圆柱; ③构造圆柱两端面,将被测圆柱分别与两端头平面相 交,得到8个极限点; ④在1#坐标系下,通过观察每个极限点的坐标值可以分 析出被测孔相对于基准的偏离状态,用每个极限点的实际位 置与理论位置求距离,该距离的 2 倍就是每个被测孔相对于 基准A、B、C的位置度误差。 (4)求下框格位置度误差: ①在1#坐标系下,以1孔和2孔构造线建立X轴方向,定 义1孔X=10、Y=20,此坐标系为2#坐标系; ②在2#坐标系下,通过观察每个极限点的坐标值可以分 析出被测孔之间的偏离状态,用每个极限点的实际位置与理 论位置求距离,该距离的 2 倍就是每个被测孔之间的位置度 误差。 下框格位置度超差时,在上框格位置度合格的前提下可 以任意平移或旋转2#坐标系,直至下框格位置度合格。
这就构成了不同的基准参考框和设计要求,坐标系的建立方 法也不同。 针对轮廓度的评定,在测量软件中一般都是直接对曲 面进行评定,结果反映出整个曲面的轮廓度误差,不能定 量到每个具体位置的轮廓度偏差,这就为产品的返修和质量 监控带来不便。针对面轮廓度误差的评定,我们在这里介绍 另外一种方法——在产品 C A D 模型被测面上提取理论测量 点,将得到的型面上点位的理论数据及法矢方向,编辑成一 个理论数据文本文件,再应用数控测量软件中的矢量点自动 测量模块对这些矢量点进行测量,得到实际点位坐标,通过 实际点位坐标与理论点位坐标的比较,判断被测点位沿矢量 方向的总误差是否满足公差要求。其轮廓度误差评定是沿着 被测面每点的方向将X、Y、Z三个方向综和评定,采用公式 f i=I×(X i- x i)+J×(Yi-y i)+K×(Z i-z i),I、J、K分别是X、Y、 Z三个方向的矢量分量,X i、Yi、Z i为各点实际坐标值,x i、 yi、zi为各点理论坐标值。 经对复合轮廓度进行深入分析、理解,结合三坐标的 检测功能,研究制定出复合轮廓度的检测方法和步骤。以图 10为例,简单论述在三坐标测量机上,复合轮廓度的检测方 法。 步骤 1 :根据圆柱特征点的布局要求,在产品模型上分 别提取需被测型面的理论点位数据。 步骤2:将被测零件恰当地定位在三坐标测量机CMM工 作面,如图10所示。 步骤 3 :图中的零件采用复合轮廓度控制型面位置,是 由两个轮廓度联合控制型面的位置,上框格为型面公差带要 求,其几何图框相对于基准A、B、C而确定;下框格为特性 之间的进一步要求,其几何图框仅相对于基准A定向,对于 A、B、C三个基准都没有定位要求,因而可在一定的范围内 任意移动,在B、C基准上可以进行旋转。型面的实际轮廓必 须同时符合上下框格的轮廓度要求,即只能位于两公差带的
25
质量技术奖专栏 成果选登
●
一位置上,只需构造两个圆柱极限端面F1和F2,6个圆柱分 别与端面F1和F2相交,共构造12个交点(极限点); (6) 评定其误差时,在 X 方向公差分配为± T1/2 ;在 Y 方 向公差分配为±T2/2; (7)通过观察每个极限点的坐标值,可以分析出被测孔相 对于基准的偏离状态,求出每个极限点的 X 、 Y 方向的坐标 值,再与每个点的理论坐标值进行比较,分析得到的偏差是 否都在公差±T1/2或±T2/2范围内。 2. 在任意方向上, 如图4所示。 4 个孔的轴线必须分别位于直径为公差值 T1 、 T2 的两 圆柱的重叠部分内,如图5所示。 根据圆柱特征点的布局要 求,在产品模型上分别提取 4 个被测圆柱面上的理论点位数 据。检测过程如下: (1) 将被测零件恰当地定位在三坐标测量机的工作台 (CMM工作面)上,如图4所示。 (2)图4中的零件采用复合位置度控制孔组位置,即由两 个位置度联合控制孔组的位置,上框格为孔组公差带要求, 4个Φ T1的公差带其孔组位置相对于基准A、B、C而确定; 下框格为各孔之间的进一步要求,4个Φ T2的公差带其各孔 位置仅相对于基准A定向,对于A、B、C三个基准都没有定 位要求,因而可在一定范围内任意移动。孔的实际轴线必须同 时符合上下框格的位置度要求,即只能位于Φ T1和Φ T2两个 圆柱形公差带的重叠部分内,如图5所示。 (3)求上框格位置度误差: ①以基准A建立Z轴方向、用基准B建立X轴方向,且定 义基准A、B、C三个面的交点X=0、Y=0、Z=0,此坐标系为 1#坐标系; ②应用数控专用测量程序对圆柱的轮廓进行测量,分别
质量技术奖专栏 成果选登
●
随着现代化生产制造的不断发展,对于产品的要求也 越来越严密;利用位置度要求对加工孔进行控制,在国内、 国外大多数产品设计中被广泛应用。但是对于位置度检测技 术,国内还没有进行深入的研究;对于一些复合位置度、复 合轮廓度这些国际通用的复杂形位误差,国内资料没有明确 的解释,针对这些复杂形位误差的检测更没有参考资料。因 此,需要我们对这些复杂形位误差的概念进行理解,并根据 这些概念结合相应的检测设备进行检测。国内的部分三坐标 测量软件中有复合位置度的检测,但这类检测模块也只能定 量地反映出这些复合位置度评定的大小,不能定性反映出复 合位置度的情况。如在针对孔复合位置度超差的情况下,测 量软件评定结果只会给出超差的数值,不能反映出孔位的实 际偏离方向,不利于产品返修、质量跟踪及工艺改进。因此 对于这类形位误差的检测,我们需要对其继续深入理解、研 究,总结出既可以体现产品实际偏差大小,又能够反映产品 偏离方向的方法。 位置度误差分为定向误差、定位误差和跳动误差。根 据定义,位置度误差是指被测实际要素对于某一具有确定方 向和位置的理想要素的变动量。理想要素的方向与位置由基 准和理论正确尺寸确定。根据国家标准规定,由基准实际要 素建立基准时,基准为该基准实际要素的理想要素;而理想 要素的位置应符合最小条件原则。国家标准GB/T1182-1996 (GB1183-80)中规定,位置度误差分以下4种情况。 1. 点的位置度。 公差带是直径为公差值 t 、且以点的理想位置为中心的 圆或球内的区域。 2. 线的位置度。 (1) 在给定方向上的位置度,公差带是距离为公差值 t 、 且以线的理想位置为中心对称配置的两平行直线之间的区 域; (2)当给定互相垂直的两个方向时,公差带是两对互相垂 直的距离t1和t2、且以线的理想位置为中心对称配置的两平 行平面之间的区域; (3) 在任意方向上的位置度,公差带是直径为公差值 t 、 且以线的理想位置为轴线的圆柱面内的区域。 3. 面的位置度。 公差带是距离为公差值 t 、且以面的理想位置为中心对 称配置的两平行平面之间的区域。 4. 复合位置度。 孔的轴线必须分别位于直径公差值t1、t2的两圆柱重叠 部分内。 下面主要阐述在三坐标测量机中,如何对这些位置度进 行检测。 算。