全自动捣固焦炉煤加水控制系统
煤层注水自动控制系统的研究与应用

矿业安全与环保
第 !" 卷第 # 期
试验研究
煤层注水自动控制系统的研究与应用
张延松 #, 秦文贵 !, 赵正均 !
(#& 中国矿业大学, 江苏 徐州 !!#$$"; !& 煤炭科学研究总院重庆分院, 重庆 %$$$’() 摘 要: 对煤层注水自动控制系统的数学模型、 系统原理及组成等进行了详细的描述, 并给出了其 应用效果。 关键词: 自动控制; 煤层注水; 装备; 应用 * 中图分类号: ,-(#’ & ’’. ,-/(0 文献标识码: 1 文章编号: #$$" + %%02 3 !$$# 4 $# + $$$% + $!
"
图! 顺层长钻孔方案示意图
结语
!
Hale Waihona Puke 几种技术方法的经济比较根据上面的分析,对于有突出危险的工作面有 三种区域性的防突措施, 即开采下保护层、 预采顶分 层、 顺层长钻孔预抽。 预采顶分层的方案,芦岭矿的作法是用穿层钻 孔预抽机巷条带的瓦斯, 孔底间距 $C。回采巷道掘 出后,分别由机巷向上和由风巷向下打深度 (" K 参考其它矿井的经济核算结果, 一 )"C 的顺层钻孔。 个走向长 &""C % 总产煤量约 L&"M@ ’ 的工作面穿层钻 孔和顺层钻孔的吨煤施工成本约为: ( 元 O @) (($. !"" N #/) $"") O L&" """ P ", L) 预采顶分层和放顶煤回采的吨煤成本为: % 上接第 & 页 ’ (()该系统可以随煤层裂孔隙中水渗透的变化 而自动调节注水各参数,使煤层注水达到理想的效 果, 并具有动静压注水自动切换、 显示打印储存和各 种保护功能。 ())通过实际应用表明,该系统装备功能齐全、 性能可靠, 且取得了非常理想的效果。 可以实现无人 看管自动注水, 并使注水达到最佳效果。
浅谈5.5米捣固焦炉的温度控制

浅谈5.5米捣固焦炉的温度控制发布时间:2022-08-02T00:47:47.700Z 来源:《中国科技信息》2022年33卷3月第6期作者:黄靖[导读] 鉴于捣实焦炉机焦侧气温变化较小,且焦侧温度大于机侧,容易造成机焦侧焦炭的形成质量不佳,黄靖甘肃省嘉峪关市酒泉钢铁宏兴股份有限公司焦化厂 735100摘要:鉴于捣实焦炉机焦侧气温变化较小,且焦侧温度大于机侧,容易造成机焦侧焦炭的形成质量不佳,因此我们就在横排管中采用节流孔板的方式,改善了机焦侧气体流动情况,进而改善机焦侧气温,从而改善了机焦侧的焦炭品质,同时也进行将火落管理和标准温度控制有机的结合,调整了集合并形成所需要的标准温度控制。
关键词:捣固焦炉;温度控制;问题一、引言捣实炼焦工艺流程中,将煤料在焦炉外侧与炭化室长度相似的大铁箱中加以捣实,将捣固后的煤饼从焦炉机侧,经过加煤车送到炭化室内。
煤料经捣实后,其堆密度可以从顶装煤的0.7~0.75t/m3增加至0.95~1.15t/m3,可以增加对煤料的黏附力,但也同时造成捣实焦炉温度的较难[1]。
二、现状分析焦化厂投入以来,5-6焦炉的生产装置故障频频出现,由于系统大修周期短、持续时间长,造成了焦炉的结焦时间不平衡,而且塌煤情况也频频出现,致使炭化房内出现了局部高温,长期易引起锅壁的破裂现象。
在推焦过程中,频频出现焦侧焦炭太热、塌焦,机侧煤焦油熏黑、推焦冒烟,煤焦油品质持续下滑。
三、焦炉烟尘问题及原因分析(一)装煤烟尘逸出原因分析1.集气管压力不稳二台焦炉共四条集气,二台抽气机为变频调压。
因为二个焦炉合用的一个鼓冷机组,装煤除尘工艺中使用了高压氢氧化铵,导致四个集气管的高压变化频率较高且耦合比较剧烈,当喷洒氢氧化铵、拦焦和放煤后,整个集气管的高压振荡更加剧烈,管内气压很快增加到了300~500Pa,从而造成大量荒烟气体不能再被抽进集气管,大部分烟气都从机侧炉头逸出。
2.高压氨水压力不足不稳目前的高压氨泵泵扬程约为506m,由泵至焦炉炉顶约有20m以下的高度和800m以下的管程,通过推算,由于氨水管道阻损力约2.5MPa,所以当氨水到炉顶时压强仅为2.5MPa以下;经检测,在装煤流程中高压氨水开始喷射时,每当开启一个高压氨水喷头,压力就降低了0.6MPa,当三个喷头全部开启,则压力就降低了1.8MPa。
焦炉四大车全自动操作系统与设备管理

3 全 自动 条 件 下 的 设 备 管 理
可 充分利 用全 自动 系统具 备 的设 备 运行 日志功 能 ,及 时 了解 四大车运 行情 况和设 备存 在 的问题 并 据 此进 行相应 的维 护整 改 。
焦 、装 煤 的全 部 自动 作 业 和 自动 记 录 、统 计 、计 划 、分 析 等 。 现 场连 锁控 制包 括摘 门 、推 焦 、装煤 、取煤 和 平煤 连锁 。全 自动 系统具 备全 部工艺 点 的 自动 走行
劣 的工业 现场具 有优 势 。全 自动焦 炉机 车控制 系统 由 中控 室 、编码 电缆 、车 载控制 等构 成 。 1 中控 室 与 编码 电缆 。 中控 室 是整 个 焦 炉 系 )
喷浆 的时 间都加进 推焦 计划 表 ,保 证 了 四大 车全 自
动 操作 的J N执行 。 r b  ̄ , 2 )改变煤 车受 煤控制方式 。由于煤车在空 车和
自动控 制完成 各种 作业 ,并将 本 车各种 信 息传递 给
中控 室 。车上 天线 箱和 地址 检测单 元 即为无 线地址
的 “ 尺” 和解码 器 。 标
自动 操 作 情 况下 ,推 完 焦 后 警 报 提 示 5 ,清 框 机 s 开始 动作 。 同时在 推焦机 和拦 焦机现 场加 装 了人 体
燃 料 与 ห้องสมุดไป่ตู้ 工
F e & Ch mi a r c s e ul e c lP o e s s
NO . Ol V 2 1 Vo . 2 N0 6 1 . 4
焦炉 四大车全 自动操作系统与设备管理
闫忠浩 田广 涛 张建 发 ( 山佳 华煤 化工有 限公 司 ,唐 山 唐 唐 山 佳 华 煤 化 工 有 限 公 司 分 别 于 20 0 8年 和
全自动预加水控制系统的研制

郭金 良 尹东华 吕跃华 ( 州煤业股份有 限公 司宏力新型建材厂 , 东 兖 州 2 3 1 ) 兖 山 1 7 53
摘 要 : 烧 结空心砖 生产 过程 中, 在 煤矸 石粉 末含 水率 的 大小直接 影响其 成型 质量 。针对砖 厂加 水 自动化 程 度低 、 原料 含 水率控 制不 精确 以及加 水 滞后 、 非线性 等特 点 , 用现 代 测控技 术 , 引入 专 家 系统 PD 利 并 I 控 制 算 法 , 计 了一套 全 自动加 水控 制 系统 。 实现 了“ 跟 踪 水 , 跟踪料 ” 闭环控 制 , 原料 含 水 率 设 料 水 的 使
2 系统 的组成及 硬件 结构 本 系统 利用 皮 带 秤检 测 来料 量 的 多少 , 电磁 流 量 计 检测 加 水 量 的多 少 , 过 R 45 线 将这 两 者 的 数 通 S8 总 据 传送 给可 编程 控制 器 (L )P C 用专 家 PD控 制 P C ,L 利 1 器 在 线 实 时 给 出控 制 信 号 , 控制 电动 蝶 阀 的开 度 , 从 而实现对 原料 含水率 的精 确控 制 。 全 自动预加 水控 制系 统 的结 构 图如 图 1 示 。 所
s se i d sg e a e n t e mo e o to e h o o y a d P D o to l o i m f e p  ̄ s se y tm s e in d b s d o h d m c n r lt c n l g n I c n r la g r h o x e y t m, t
G UO i l n J n-i g Y N Do g- a LV ue ua a I n hu Y -h
Absr c  ̄ I p o u t o r d o l w b ik,t mo sm- c n e o o l hae ie t ta t n r d ci on f f e h lo i rc he it e o tnt f c a s l d r c l fe t is y af cs t plsi i nd t r uc s q a iy Ai n t i a tc t a he p od t u lt . mi g a mpr v n h ut ma in lve o wa e n o m ae a ,t e y o i g t e a o to e lt t r i t t r l h i
水分自动化控制系统
水分自动化控制系统导读:水分自动化控制系统针对一、二次混合机出料水分进行控制,再根据设定值和检测值进行补偿,以达到闭环控制的要求,引入独特先进的控制理论来对烧结水分进行自动调节,因此能有效地控制混合机出料水分。
水分自动化控制系统:烧结混合料水分在烧结中的地位举足轻重,其稳定性对于提高烧结的产量与质量有着重大影响。
目前,全国地方企业烧结厂多数是采用“人工看水,手动加水”这种原始的控制水分方法。
而这种方法很难保证控制水分的长期稳定,从而影响产品的质量和产量,要改进现状必须增加水分控制系统。
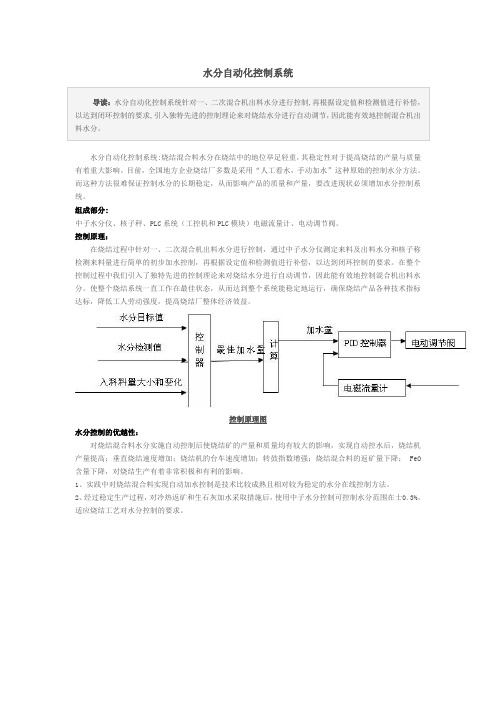
组成部分:中子水分仪、核子秤、PLC系统(工控机和PLC模块)电磁流量计、电动调节阀。
控制原理:在烧结过程中针对一、二次混合机出料水分进行控制,通过中子水分仪测定来料及出料水分和核子称检测来料量进行简单的初步加水控制,再根据设定值和检测值进行补偿,以达到闭环控制的要求。
在整个控制过程中我们引入了独特先进的控制理论来对烧结水分进行自动调节,因此能有效地控制混合机出料水分。
使整个烧结系统一直工作在最佳状态,从而达到整个系统能稳定地运行,确保烧结产品各种技术指标达标,降低工人劳动强度,提高烧结厂整体经济效益。
控制原理图水分控制的优越性:对烧结混合料水分实施自动控制后使烧结矿的产量和质量均有较大的影响,实现自动控水后,烧结机产量提高;垂直烧结速度增加;烧结机的台车速度增加;转鼓指数增强;烧结混合料的返矿量下降; FeO 含量下降,对烧结生产有着非常积极和有利的影响。
1、实践中对烧结混合料实现自动加水控制是技术比较成熟且相对较为稳定的水分在线控制方法。
2、经过稳定生产过程,对冷热返矿和生石灰加水采取措施后,使用中子水分控制可控制水分范围在士0.3%。
适应烧结工艺对水分控制的要求。
捣固焦炉装入煤水分的检测、调节与控制

余配煤 煤种水 分 9 % ~ 1 0 % 。据 煤饼抗 剪强 度研究 及实 际统计 ( 见图 1 ) 看, 攀钢 5 . 5 I l l 捣 固炼 焦配合 煤 水分
保 持在 1 0 . 5 % ~ 1 1 . 5 % 时, 煤饼稳定性 较好 。 在雨 季需要对 炼焦煤 进行调 湿 , 而 在旱季 则需要
徐廷万
( 攀钢钒煤化工厂 , 四川 攀枝花 6 1 7 0 0 0 )
摘 要 针 对 攀 钢 钒 煤 化 工 厂 焦 炉 用 煤 特 点 和 捣 固 配 合 煤 水 分 要 求 .采 用 煤 调 湿 工 艺 并 安 装 微 波 在 线 测 水和加 水控 制装置 , 保 证捣 固炼焦配 合煤水 分波动 在 1 % 以内 , 稳 定装入 煤水分 , 为生产顺 行提 供保 障。 关键 词 捣 固焦 炉 , 配合煤 水分 , 煤 调湿 , 在 线检测 , 控 制
c : )
Z
\
骥 瓠
差别 ) ,水分偏低或偏高均会造成煤饼抗剪强度下 降 ,
装煤时垮饼缺 角的几率增高 。为保 证 5 . 5 i n 捣 固焦炉
装 入煤水 分 / %
配合煤 水分的稳定 , 攀钢钒煤 化工厂 ( 以下简称 攀钢 )
除配置 了煤调湿装置外 ,还采取在粉碎机前安装配合 煤水 分的在线检测与调节装置 , 取得 良好效果 , 降低 了
塌饼率 , 可为捣 固焦炉生产顺 行提供有 力保障 。
图 1 煤 饼 抗 剪 强 度 与 装 入 煤 水 分 关 系
2 装 入 煤 水 分 的 检 测 与 控 制
攀钢在新 上捣 固焦炉工 程 同时 , 配套建 设 了煤花 属南 方 亚 热 带 为基 带 的 立体 气候 类 型 , 旱 、雨季 分 明 , 6月一 1 0月 为雨 季 , 1 1 月 至第 二年 5 月为旱 季。 降雨 量集 中在 雨季 , 雨季期 间 , 敞开式煤场 中的炼 焦 煤 经 雨 淋后 ,配 前 单 种 煤 水 分 达 到 1 3 %
顶装煤焦炉机车全自动操作系统

顶装煤焦炉机车全自动操作系统方案说明2012年11月岳阳千盟电子有限公司目录1.引言 (3)2.系统方案概述................................................................................................... 错误!未定义书签。
2.1. 地址检测:................................................................................................... 错误!未定义书签。
2.2. 通信技术....................................................................................................... 错误!未定义书签。
2.3. 生产工艺及元器件选型方面....................................................................... 错误!未定义书签。
2.4. 控制方式方面(根据用户需求选用)....................................................... 错误!未定义书签。
2.5. 系统的实时监控和记录............................................................................... 错误!未定义书签。
2.6. 视频识别技术............................................................................................... 错误!未定义书签。
3.系统网络构成................................................................................................... 错误!未定义书签。
电厂锅炉补水处理PLC控制系统及组态
电厂锅炉补水处理PLC控制系统及组态1引言电厂锅炉进行补给水处理,需要结合不同的水质情况而运用相应的处理技术开展工作,未经处理的水中含有多种固态杂质和液态杂质,形成水垢和大量沉积物,影响锅炉的使用寿命。
因此必须经过物理法、化学法、物理化学法和生物化学法等去除杂质。
规范电厂锅炉补给水处理工作,不但可以有效防止和减少锅炉结垢、腐蚀及其蒸汽质量恶化而造成的事故,而且有利于促进电厂锅炉运转的安全、经济、节能、环保。
电厂锅炉补给水的洁净处理在锅炉整体运转中起着至关重要的作用。
2controllogix系列plc应用设计锅炉补给水监控系由电源柜、plc控制柜、操作员站组成。
锅炉补给水系统选用rockwell公司controllogix系列plc。
所有通过背板进行通讯的模块均是基于生产者/客户(producer/consumer)的模式。
每个模块占用一个单独的槽位,并且模块可以插在各种1756框架的任意槽位。
更换模块时无需断开接线,用户配线时将连接线接到可拆卸的端子排(rtbs)上,并将端子排插入模块的前面。
所有模块均可以带电插拔。
光电隔离和数字滤波可有效地减少信号干扰。
作为一种故障诊断帮助,在模块的前面还设有状态指示器,用于指示输入或输出以及故障状态。
i/o模块可直接将故障情况报告给处理器。
数字量i/o模块覆盖了从10v到265vac以及10v到146vdc的范围,提供的继电器触点输出模块的范围从10v到265vac或者5v到150vdc。
模拟量信号的电压范围包括标准的模拟量输入和输出,以及直接的热电偶及rtd温度输入信号。
模拟量模块的可选特性包括适用于干扰源及干扰环境下的数字滤波,以及每个i/o通道的量程选择,以增加用户的灵活性。
模拟量模块的综合自诊断功能可以监测:输入开路/开环监测,板级故障监测,针对上限的2个报警级别(hi和hi-hi)外加一个超物理量程报警,针对下限的2个报警级别(lo和lo-lo)外加一个低物理量程报警。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Au t o ma t i o n s y s t e m o f wa t e r - a dd i ng f o r c o a l mo i s t ur e
c o n t r o l i n s t a m p- c ha r g e c o ke o v e n ba t t e r y
目前调 节煤 水分 含 量 一 般 都 是 工 人根 据 经 验 ,
装置 和 P L C控 制 柜 等 组 成 。根 据 现场 环 境 和 工 艺
要求 , 使用 电动调节 阀调 节两 组 喷头加 水流 量 , 加水
ቤተ መጻሕፍቲ ባይዱ
Ke y wo r ds :Co k e o v e n b a t t e r y;W a t e r - a d di n g t o bl e nd e d c o a l ;Co n t r o l ;No z z l e
煤料 的水 分是 煤 粒 之 间 的黏 结 剂 , 配 合 煤 的水 分含 量对 捣 固焦炉 煤 饼 的 形成 影 响很 大 , 当人 炉 煤 的水 分含 量 为 1 0 %~1 1 %时 , 认 为其 水分 含量 适 中 ; 当水 分含 量 低 于 1 0 %时, 煤饼松散 , 需 要 进 行 补 水 操作 , 并保 证 其水 分 含 量 均匀 ; 当 水分 含 量 过 大 时 ,
水 分稳 定 , 煤 饼 成 型好 , 适 合 粉 块状 原料 的加 水 自动 控 制 作 业 。
关 键 词 :焦 炉 ;配 合煤 加 水 ;控 制 ; 喷 嘴
中 图 分 类 号 :T Q 5 2 0 . 6 1 文 献 标 识 码 :B 文 章 编 号 :1 0 0 1 — 3 7 0 9( 2 0 1 3 )0 4 - 0 0 3 8 — 0 3
构 造精 细化 控 制 的 自动 洒 水 系 统 。2 0 1 1年 底 在 西
昌现场 调试 后投 运 , 系统运 行后 取得 了预 期 的效果 。
1 系统 原 理 和 构 成
自动 洒水 系统 主要 由检测 仪表 、 平 煤装 置 、 洒 水
煤 饼容 易塌 落 , 也会 增 加焦 炉炼 焦 的耗 热 量 。
s t a bi l i t y o f ma n u a l o p e r a t i o n, a s t a bl e mo i s t u r e o f c o a l t o b e c h a r g e d a n d g o o d c o a l c a k e s h a p i n g.
3 8
燃 料 与 化 工
F u e l& C h e mi c a l P r o c e s s e s
J u l y . 2 0 1 3
V0 1 . 4 4 NO . 4
全 自动 捣 固焦 炉 煤 加 水控 制 系统
刘 放 高 忠仁 姜 文波 刘 晶 ( 中冶 焦 耐工程 技术 有 限公 司 ,大连 1 1 6 0 8 5 )
L i u F a n g Ga o Z h o n g r e n J i a n g We n b o L i u J i n g
( ACR E C o k i n g& Re f r a c t o r y E n g i n e e r i n g C o n s u l t i n g C o r p o r a t i o n, MC C, Da l i a n 1 1 6 0 8 5, C h i n a ) Abs t r a c t: I n v i e w o f b i g i mp a c t o f c o a l mo i s t u r e t o c o a l c a k e s ha pi n g f o r s t a mp c h a r g e b a t t e r y,a u t o — ma t i o n s y s t e m o f wa t e r - a d d i ng f o r c o a l mo i s t u r e c o n t r o l i s d e v e l o p e d. Thi s pa pe r i n t r o du c e d t h e pr i n— c i p l e, p r o c e s s lo f w a nd ma i n e q ui pme n t o f t he s y s t e m, s u i t a b l e f o r l u mp r a w ma t e r i a l p r o d u c t i o n, whi c h o bt a i n e d a p e r f e c t i n t e g r a t i o n o f o n — l i n e mo n i t o r i ng a n d a u t o ma t i c c o n t r o l ,a s o l u t i o n t o t h e i n —
摘 要 :结 合 捣 固焦 炉 配 合煤 含 水 对 煤 饼 成 型 影 响 较 大 的 实 际 , 设 计 开 发 了 全 自动 加 水 控 制 系 统 。 介 绍 了 该 系 统
的 原理 、 工 艺 流 程及 主要 设 备 。该 系 统 实 现 了 在 线监 测 与 自动 控 制 精 准 结 合 , 克 服 了人 工 操 作 的不 稳 定 性 , 人 炉 煤