蒸汽冷凝水回收装置节能效果及工艺流程
冷凝水回收机械泵组带闪蒸汽回收装置原理
冷凝水回收机械泵组带闪蒸汽回收装置原理冷凝水回收机械泵组带闪蒸汽回收装置是一种节能环保设备,在工业生产中广泛应用于蒸汽供热系统的冷凝水回收和闪蒸汽回收。
本文将从冷凝水回收、闪蒸气回收、节能、工艺控制和环保等方面,介绍冷凝水回收机械泵组带闪蒸汽回收装置的原理及应用。
1.冷凝水回收冷凝水是从蒸汽供热系统中冷凝冷却后产生的废水,其温度较高,若直接排放会造成能源浪费和环境污染。
因此,冷凝水回收机械泵组的作用是将冷凝水通过泵组输送到净水装置中,进行过滤、净化处理,最终实现废水零排放的目标。
2.闪蒸气回收闪蒸汽是在蒸汽供热系统中产生的高温高压气体,具有较高的能量价值。
冷凝水回收机械泵组带闪蒸汽回收装置可以将闪蒸汽进行回收再利用,提高能源利用率,降低能源消耗。
3.节能冷凝水回收机械泵组带闪蒸汽回收装置具有节能环保的特性。
通过将冷凝水和闪蒸汽进行回收再利用,可以减少能源浪费,降低企业生产成本。
同时,该装置可提高蒸汽供热系统的热效率,增加能源产出,从而实现节能减排的目标。
4.工艺控制工艺控制是冷凝水回收机械泵组带闪蒸汽回收装置正常运作的保障。
该装置通过自动化控制系统,实时监测和调节设备运行参数,确保设备稳定运行。
此外,工艺控制还能有效防止设备故障和生产事故的发生,提高生产效率和安全性。
5.环保冷凝水回收机械泵组带闪蒸汽回收装置的环保特性主要体现在两个方面。
首先,通过废水回收再利用,可以减少对水资源的浪费,缓解水资源短缺的问题。
其次,该装置能够减少废气排放,降低对大气环境的污染。
此外,设备的低噪音设计还可以减少噪音污染,提高生产环境的质量。
总之,冷凝水回收机械泵组带闪蒸汽回收装置在工业生产中具有广泛的应用前景。
它不仅可以提高能源利用率,降低能源消耗,还能实现废水零排放,减少对环境的污染。
同时,该装置的自动化控制系统为工艺控制提供了便利,保障了生产的稳定性和安全性。
未来,随着技术的不断进步和环保意识的增强,冷凝水回收机械泵组带闪蒸汽回收装置将在更多领域得到应用和发展。
生产中蒸汽尾气及冷凝水回收循环利用
自动化技术与应用今 日 自 动 化Automation technology and ApplicationAutomation Today2021.3 今日自动化 | 1272021年第3期2021 No.31 现场讨论与技术实现1.1 开式回收系统开式回收时在水温降至75 ℃左右,采用高压泵对热水进行回收,但是由于生产过程中用掉的是蒸汽的热量,而并非是把全部的热能都用掉,蒸汽将热量用于生产线之后,冷凝水直接回收至锅炉。
因为冷凝水经由疏水阀直接排至大气中,大气压和锅炉内的压力差一般是在5~8 kg ,冷凝水在5~8 kg 的压力下突然降到大气压下,冷凝水迅速降温,热量大量释放到空气中。
这时闪蒸蒸汽便大量释放。
而闪蒸蒸汽大约占整个热量的50%,也就是说,闪蒸蒸汽造成的热量损失几乎是整个残留热能的一半。
其次热能损失在疏水阀上,一般生产时使用的疏水阀都是压片式,其疏水的状态都是汽夹液,从中带出来的蒸汽,又会造成20%左右的热能损失。
因此,开式回收系统对热能的回收率可能只有10%左右,其能源回收率是相当低的。
1.2 封闭式回收系统封闭式回收系统则完全与大气隔离,在全闭路装置中,依靠加压装置将废蒸汽和高温冷凝水进行压缩,再将高于锅炉蒸发压力的汽水混合物直接压进锅筒,扩容后形成二次蒸汽再进行利用,如此循环。
这样不但直接减少了蒸汽冷凝水的跑、冒、漏、滴的热损失和热污染,还能取得一系列可观的节能效益。
经过对两种回收系统的透彻分析,项目结合现场生产设备设计及车间布局,最终确定以封闭式回收系统为主,结合开放式蒸汽回收系统之优点,对将设备使用之后的尾气及冷凝水通过回收系统回收,最大程度地利用蒸汽的热量与水资源。
为最大程度的保障回收冷凝水的洁净度问题,全套系统所有的管道均采用304不锈钢材质,阀门均采用304不锈钢卫生球阀,确保了所回收冷凝水不受污染,回收水的洁净度得到有效保障。
而且,使用高规格材料也进一步提高了整个回收系统的耐用性和使用寿命。
冷凝水闪蒸汽回收系统的基本流程
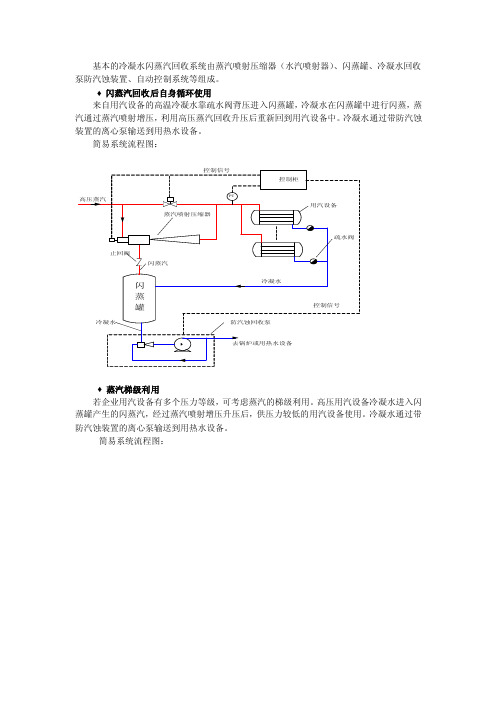
基本的冷凝水闪蒸汽回收系统由蒸汽喷射压缩器(水汽喷射器)、闪蒸罐、冷凝水回收泵防汽蚀装置、自动控制系统等组成。
♦闪蒸汽回收后自身循环使用
来自用汽设备的高温冷凝水靠疏水阀背压进入闪蒸罐,冷凝水在闪蒸罐中进行闪蒸,蒸汽通过蒸汽喷射增压,利用高压蒸汽回收升压后重新回到用汽设备中。
冷凝水通过带防汽蚀装置的离心泵输送到用热水设备。
简易系统流程图:
♦蒸汽梯级利用
若企业用汽设备有多个压力等级,可考虑蒸汽的梯级利用。
高压用汽设备冷凝水进入闪蒸罐产生的闪蒸汽,经过蒸汽喷射增压升压后,供压力较低的用汽设备使用。
冷凝水通过带防汽蚀装置的离心泵输送到用热水设备。
简易系统流程图:
♦ 闪蒸汽加热生产或生活用水
若企业新蒸汽压力和实际设备用汽压力压差较小,且用汽压力等级单一,不具备提升闪蒸汽压力供设备使用的条件,可用水汽喷射器将闪蒸汽回收后用于加热除盐水或生产用热水等。
水汽喷射器采用汽水互喷原理,将低参数蒸汽与水在平稳状态下完全混合,实现采暖及工业生活用热水的生产,主要用于乏汽(余热)回收利用项目。
简易系统流程图:
水汽喷射器
闪蒸汽
高温水。
阐述蒸汽冷凝水的回收和利用方法

阐述蒸汽冷凝水的回收和利用方法随着人们节能环保意识的提高,人们对冷凝水的看法也在发生转变。
曾经被视为蒸汽输送中低廉副产品的冷凝水,由于冷凝水回收技术的应用,如今已被视为宝贵的资源。
把冷凝水直接排掉,无异于丢掉可观的经济效益。
不同压力下蒸汽产生的凝结水所含有的热量不同(一般在60℃以上,有的甚至可达90℃),蒸汽压力越高,冷凝水含有的热能越大,其内在能量相当可观。
据统计,冷凝水含有的热量可占到蒸汽总热量的15%~30%。
由于冷凝水温度较高,且含有一定量的化学成分,将未经处理的冷凝水直接排掉也会对环境造成危害并威胁人身安全。
通过回收冷凝水,使锅炉、蒸汽、冷凝水成为一个闭式循环系统,可以充分利用冷凝水中的热能。
当今,许多科技人员都在探索冷凝水的二次利用方案以及如何使热源回收达到最大化,闭式冷凝水回收系统就是其中一种。
闭式冷凝水回收系统是一种使冷凝水在回收利用过程中不与大气接触的循环系统。
一般来说,该系统运行压力高于大气压力,其节能效果和综合效益优于开放式回收系统。
闭式冷凝水回收系统的优点主要表现在以下三个方面:一是由于闭式回收系统中闪蒸损失的大大减少和凝结水的及时输送,使冷凝水本身的热量得到了充分利用;二是由于冷凝水与空气的隔离可以使水质保持较好的软化状态,减轻了回水管道和附件的腐蚀;三是系统运行安全可靠。
1 闭式冷凝水回收系统的工作原理闭式冷凝水回收系统的循环构成为:锅炉→蒸汽管网→用汽设备→疏水系统(集水点)→回收管网→回收机组→锅炉,工作循环见图1所示:图1 闭式冷凝水回收系统示意图在闭式冷凝水回收系统中,疏水阀将蒸汽运行过程中产生的冷凝水与蒸汽分离,并将分离出的冷凝水输送到集水箱;冷凝水输送泵将集水箱中收集的冷凝水输送到锅炉给水槽,给水槽中的冷凝水经过处理后再由给水泵输送到锅炉。
给水槽承担着为锅炉补水的功能,锅炉运行过程中消耗的水通过给水槽补充。
未安装冷凝水回收装置的蒸汽系统,锅炉运行过程中消耗的水需要全部由新水补充。
浅谈氧化铝溶出、蒸发工序蒸汽冷凝水回收工艺

浅谈氧化铝溶出、蒸发工序蒸汽冷凝水回收工艺摘要中国铝土矿资源丰富,铝型材用途广泛,国内氧化铝制造企业众多。
我厂也是氧化铝生产企业之一,氧化铝生产技术为拜耳法。
在生产工艺的矿浆溶出及精液蒸发工艺上均有蒸汽冷凝水生成,为保证水资源充分利用、减少制水成本、利用余热,我厂对溶出、蒸发工艺的蒸汽冷凝水进行了回收,该方式对铝电联产企业效益巨大,起到节支降耗目的。
关键词铝电联产蒸汽冷凝水回收节支降耗1、拜耳法生产氧化铝情况分析近年来,中国氧化铝行业发展取得突飞猛进,2015 年底中国氧化铝产能约6500 万 t/a,产量 5898 万 t/a 。
以一水硬铝为原料生产氧化铝方面,从 2008 年至2016 年,氧化铝单线 500-1000kt/a 大型化管道化溶出拜耳法系列技术贡献了中国总产能的 33%,成为主流生产系列技术[1]。
2018 年中国氧化铝产量 6887.39 万t 。
而生产 1 吨氧化铝需消耗约 2.1 吨新蒸汽,以某厂年产 270 万吨氧化铝,蒸汽冷凝水85%计算,冷凝水量即 481 万吨,按 50%回收,则年回收水量 240 万吨。
2拜耳法生产氧化铝主要工艺流程3蒸汽冷凝水回收工艺的确定3.1蒸汽冷凝水水质主要指标氧化铝生产过程蒸汽冷凝水水质不稳定,易存在闪蒸蒸汽带料问题[2]。
蒸汽冷凝水水质易波动,电导率在 10us/cm、AL3+1800ug/L、Fe3+90ug/L、硅 180ug/L 、浊度 2NTU、温度在 90℃。
3.2蒸汽冷凝水回收工艺作为配套高压锅炉铝电联产企业,需要除盐水作为锅炉补给水,在水资源日趋缺乏的今天,立足生产除盐水成本及节约用水各方面考虑,回收蒸汽冷凝水能为企业节能降耗,创造巨大效益。
而蒸汽冷凝水在电导率、AL3+、Fe3+、硅等指标不符合高压锅炉的给水及回收疏水,需要进行一定的处理。
但蒸汽冷凝水大部分指标又优于地表水或地下水,所以相对于一般的除盐水处理系统可以简化部分流程。
二期工业用蒸汽冷凝水回收方案

费。
关键 词 : 凝 水 回 收 冷
l 概 述
降低成本
节 能
统 和 闭 式 回收 系统 。开 式 回 收 系统 的 冷 凝 水 收 集 箱 是
m/ 3 h升压 泵 向除 氧 器 上 水 , 发 现 酸 站 来 的 水 质 不 合 当
系统 用 料 和 造 价
序号
名称
规格 型号
数量
造 价
备 注
3 冷 凝水 回收 量
每 吨除 盐 水 造 价 需 要 1 8 。 最 大 回 水 量 按 占 .元
3 1 酸 站 冷 凝 水 回收 量 . 酸 浴 加 热 器 (00 gh ) 90 k/ ×2 +酸 浴 蒸 发 H罐 加 热 器
备 )利 用 两 个 单 独 得 回路 把 冷 凝 水 输 送 到 电厂 的 两 个 ,
疏 水 箱 。两 个 疏 水 箱 出 口 合 成 一 个 以母 管 . 设 置 两 并 台 流量 为 10 m / 0 3 h的 升 压 泵 ( 备 一 启 ) 一 台 流 量 为 一 和 3 3 h的升 压 泵 ,正 常 运 行 时 , 启 一 台 流 量 为 1 0 0m / 开 0
压 力 , 冷 凝 水水 温 低 于 该 压 力 下 的 沸 点 , 凝 水 的 热 使 冷
能得 到充 分 利 用 。而 且 闭式 系 统 的 冷 凝 水 保 持 蒸 汽 原
有 品质 , 于 锅 炉 给 水 时 , 会 增 加 溶 解 氧 量 , 减 少 用 不 也 了 锅 炉 补 水 量 , 少 了水 处 理 的费 用 。 因 此 , 冷 凝 水 减 本 回 收 方 案 采 用 闭式 回收 系 统 。
工业蒸汽凝结水回收利用的方法和节能效益
工业蒸汽凝结水回收利用的方法和节能效益介绍凝结水回收方式,对如何选择回收系统和设备作以探讨,以实例讨论了凝结水回收系统的经济性,表明凝结水的回收具有显著的节能效果标签:凝结水回收利用效益节能一、前言在工业生产中,蒸汽作为一种用途极为广泛的能源与几乎所有的企业有着不可分割的联系。
在工业生产过程中,以往蒸汽经间接加热后形成凝结水,通过疏水阀排入地沟。
这样既浪费了能源,又污染了环境。
而冷凝水拥有大量的热能,这部分热量一般占蒸汽总热量的20~40%。
如能将这部分损失掉的热量加以回收利用,作为锅炉补给水,既能节约了锅炉补水、节约锅炉燃料消耗量,同时又能提高锅炉给水品质,降低了锅炉排污率。
所以,工业生产中回收凝结水的热量,并加以有效利用,具有很大的节能潜力。
二、凝结水回收的目的、意义凝结水回收的目就是为了节约能源,因为凝结水回收除本身携带的热能外,其回收的水质如符合锅炉给水品质的要求,还将是良好的锅炉补给水。
1.减少锅炉补给水量、节约用水和运行费用工业锅炉的补给水一般采用钠离子交换软化处理,对于碱度较高的原水还需采用软化-降碱处理。
原水硬度越高,水处理的运行费用越大。
若回收蒸汽凝结水作锅炉给水,就可减少补给水处理量,不但能节约大量用水,而且降低水处理运行费用。
2.提高给水品质,降低锅炉排污率在锅炉运行中,为了保持蒸汽品质保持合格,防止管道受热面日久结垢,锅炉需定时进行排污。
但锅炉排污量增加越多,也会造成热能、给水等损失的增加。
所以,减少锅炉排污量,在一定程度上是增加了锅炉的产汽量,提高了锅炉出力。
3.提高给水温度,降低燃料消耗蒸汽凝结水的温度都一般可达到70℃~100℃,而锅炉在没有凝结水回收时补给水的水温只有20℃左右。
而凝结水回水温度一般都可达60℃~70℃,而把这部分凝结水作为锅炉补水送入锅筒再次利用,可节约大量能源,减少锅炉燃料消耗量,从而达到节能增效目的。
实践也证明,将蒸汽间接加热的凝结水如若按60%回收,与将其完全排放相比可节约锅炉燃料消耗量的10%~22%。
冷凝水回收技术及选择方法

冷凝水回收技术及选择方法冷凝水回收方法蒸汽在用汽设备中放出汽化潜热后,变成冷凝水,经疏水器排出。
不同用汽设备排放的冷凝水通过回收管网汇集到集水罐中,由冷凝水回收装置送到锅炉或其它用热处,如除氧器等,这就是冷凝水回收系统。
该系统的作用在于回收利用冷凝水的热量(包括闪蒸汽热量)和软化水,根据不同情况可采用不同工艺方式。
一般习惯上有开式系统和闭式系统之分。
(1)开式系统该系统冷凝水收集箱是开口式,与大气相通,由于冷凝水进入收集箱时压力突然降低,水温高于该压力对应的沸点,产生大量二次闪蒸汽,剩余冷凝水温度大约是100℃。
实际上,由于闪蒸散热或有时为了防止输送水泵汽蚀而兑入冷水,回收水温仅在70℃左右。
加之开式回收方式会有空气进入冷凝水回收管道,容易引起管道腐蚀。
但开式系统装置简单,投资较少。
与冷凝水直接排放相比,仍有一定的节能效果。
(2)闭式系统该系统中冷凝水收集箱是封闭式,系统内冷凝水压力始终保持高于大气压力,使冷凝水水温低于该压力下的沸点,冷凝水的热能得到充分利用。
而且闭式系统的冷凝水保持蒸汽原有品质,用于锅炉给水时,不会增加溶解氧量,也减少了锅炉补水量,减少了水处理的费用。
冷凝水是否属于闭式回收,要看系统压力和大气压力之间的关系。
若用汽设备使用蒸汽压力为P1,冷凝水回收集水罐的标定压力为P2,大气压力为P0。
当P2越接近于P1时,回收系统闭式程度越高,节能率越高;反之,P2越接近于P0时,回收系统的密闭程度越差,节能率越小。
显然,密闭系统评判标准是P0、P1、P2三者的大小关系。
当P2=P0时,就不能称为密闭式回收系统,就变成了开式回收系统。
其节能率和开式系统也就是一样的。
二、冷凝水回收技术的选择方法按用汽设备使用蒸汽的压力和温度选择回收方法1)用汽设备疏水压力小于0.15MPa时,冷凝水可以利用重力自流回收。
尽量用集水罐与水泵吸入口的液位差提供防汽蚀压头,如果工艺布置不能保证必要的防汽蚀压头,要采取专门的防汽蚀装置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
蒸汽冷凝水回收装置节能效果及工艺流程
随着市场竞争的日益激烈,企业就得苦练内功,节能减排,把消耗降到最低。
蒸汽冷凝水回收装置,近几年在锅炉使用企业发挥着重大的节能效益,一般可节约燃料和电能20%以上。
降到企业的生产成本,同时也提高了企业的竞争力。
但不同的行业由于安装方法或蒸汽冷凝水回收机的选型不当,节能效果达不到最佳,甚至无法正常使用。
下面就简单介绍一下几个行业安装使用时的注意事项:
一:油脂行业蒸汽冷凝水回收机安装注意事项,一般植物油厂如:棉籽油厂,玉米油,大豆油等大中型生产企业。
蒸汽锅炉一般为6-10吨,工作压力0.8Mpa。
设备工作压力一般有两个压力段,回收时就必须分段回收。
高压的入大回收器,低压力段用小回收器,然后小回收器在通过“真好用”高温高压多段回收泵浦配合自动控制打到大回收器内,大回收器在通过自动控制将高温冷凝水打到锅炉。
二:食品行业蒸汽主要用于烘干,一般0.2-0.4Mpa.而且温度要求不是很高,蒸汽加热器末端加上疏水阀,然后进冷凝水回收装置,在通过自动控制打回锅炉。
三:化工行业工艺比较复杂,首先把工艺流程搞清楚在做具体回收方案。
四:橡胶制品行业用气设备主要是硫化机,每个硫化机都有单独的疏水阀(一般采用圆盘式),然后疏水阀出口都连到冷凝水回水管上,回水管按坡度安装,并在最低处挖一个水池。
冷凝水先入水池再用水泵打到开式水箱供锅炉补水用。
有一部分重视节能减排的企业负责人安装密闭式冷凝水回收装置或是蒸汽回收机后,硫化机无法正常工作,橡胶制品出现气泡使产品废品率大大增加。
造成这个情况的原因是因为安装冷凝水回收装置或蒸汽回收机后,回收管压力变高,疏水阀压差变小,造成设备内的冷凝水无法顺畅排出,硫化机温度达不到所致。
如果用往返泵式蒸汽回收机,就必须更换在这个压差下排量能达到的疏水阀,如果用带压力罐的冷凝水回收装置,就得用有强抽装置的负压式冷凝水回收装置。
设备就能正常运行了,且节能效果最佳。
所以说用气设备要安装冷凝水回收装置或蒸汽回收机时,必须把设备的用气压力.用气量.疏水阀的排量和形式.锅炉的工作压力等参数综合考虑才能达到最好的节能效果,提高设备生产效率。