KIC 波峰焊操作手册
KIC2000简易操作手册

1.啟動KIC 2000 軟體KIC 會自動在”開始”按鈕中添加一個快捷方式。
點擊這個圖標可啟動KIC 2000 軟體。
進入下面畫面﹕此按鈕為初始設置(一次設好后,可不再修改):1) Units of Measure –有三個下拉選項Conveyor Speed, Distance, and Temperature.(選擇鏈條速度、距離、溫度單位)Product Start Temperature –輸入產品開始測量時的最高溫度﹔實際測量時最好等SlimKIC2000 及各個測溫點的溫度都低于此值時再開始測Profile. 這樣和實際生產時的情況相一致.測出的曲線也比較准确.一般設為高于環境溫度5 度。
測Profile 時當Air TC 的溫度在此基礎上變化超過2 度時﹐SlimKIC 自動啟動﹐開始記錄數據Profiling Hardware –選擇測溫方式(transmitter or datalogger)﹐無線傳輸或有線傳輸Languages –選擇語言(英語、西班牙語、德語、繁體、簡體和日本語 )﹐這些設置需配合電腦操作系統.如電腦的操作系統是簡體中文的,那就可以選擇簡體中文或英語,不管在什麼操作系統上,英語都是可選的.Engineer Password –選擇工程师密碼,保护设定的各种参数。
2)此按鈕為錫膏特性設置:Process Window Name –下拉菜單中選擇錫膏名稱或者人為輸入錫膏名稱Solder Paste Menu -進入錫膏數據庫,可從中選擇錫膏Edit Specs –進入錫膏特性編輯Read only text box –顯示當前錫膏的spec Process Window Description –空白處輸入對此錫膏品種制程工艺窗口的一些注解Buttons at the Bottom of Screen –屏幕下方的按鈕綠色的勾表示接受所選的錫膏paste jar and tube 提供此錫膏的廠商資料.紅色 X 取消您的選擇并退出錫膏品種數據庫編輯錫膏編輯升溫斜率和降溫斜率,斜率計算時間﹐預熱、浸泡、回流及最高溫等錫膏的一些特性 綠色的勾表示保存并退出紅色 X 表示放棄﹐不保存并退出Saving -Process Window保存–點擊綠色勾狀”保存并退出”按鈕. 接著會彈出右方對話框﹐問你是否要保存修改后的錫膏特性。
KIC 2000操作手册
SlimKIC2000 中的 Air Tc 接口
.
10
佳銘科技有限公司 TEL:886-(03)358-4117 FAX:(03)358-4173
上銘表面貼裝技術服務部 TEL:86-(0512)6701-8860 FAX:6701-8861
佳銘科技有限公司 TEL:886-(03)358-4117 FAX:(03)358-4173
上銘表面貼裝技術服務部 TEL:86-(0512)6701-8860 FAX:6701-8861
KIC 2000 爐溫測溫器
操 作 手 冊
1
佳銘科技有限公司 TEL:886-(03)358-4117 FAX:(03)358-4173
選擇測溫點﹕
Include Thermocouple (TC) Labels (20 char. Max) –選擇后﹐所選擇的 TC 下方會出現方框﹐您可以 在這里面輸入您對所測點的零件名稱 TC number check box – 在方框中選擇你要測的點 打開 SlimKIC 開關 點擊綠色交通燈開始測 profile Live Reading – 當打開 SlimKIC 2000 并且和數據線連接后﹐所選的 Tc 下方會顯示感溫頭的溫度.所顯 示的各溫度應大約相同,如某個感溫頭顯示的溫度和其它的相差很大則有可能這根測溫線不是同一規 格的或沒有接牢固,也有可能已損壞,此時應檢查或取消該測溫線. Battery Voltage – 顯示電池電壓(應保證在 6.5 伏以上) SlimKIC Internal Temperature – 顯示 SlimKIC 2000 內部溫度。 • 當您點擊” Start Profile”按鈕后﹐彈出右
及各個測溫點的溫度都低于此值時再開始測 Profile.這樣和實際生產時的情況相一致.測出的曲線 也比較准确.一般設為高于環境溫度 5 度。測 Profile 時當 Air TC 的溫度在此基礎上變化超過 2 度 時﹐SlimKIC 自動啟動﹐開始記錄數據 • Profiling Hardware –選擇測溫方式(transmitter or datalogger)﹐無線傳輸或有線傳輸
KIC+2000中文操作手册
上銘表面貼裝技術服務部 TEL:86-(0512)6701-8860 FAX:6701-88611KIC 2000爐溫測溫器操 作 手 冊上銘表面貼裝技術服務部TEL:86-(0512)6701-8860 FAX:6701-88612 1.啟動KIC 2000軟體KIC會自動在”開始”按鈕中添加一個快捷方式。
點擊這個圖標可啟動KIC 2000軟體。
進入下面畫面﹕上銘表面貼裝技術服務部 TEL:86-(0512)6701-8860 FAX:6701-886131)上銘表面貼裝技術服務部 TEL:86-(0512)6701-8860 FAX:6701-88614• Languages –選擇語言(英語﹑西班牙語﹑德語﹑繁體﹑簡體和日本語 )﹐這些設置需配合電腦操作系統.如電腦的操作系統是簡體中文的,那就可以選擇簡體中文或英語,不管在什麼操作系統上,英語都是可選的.• Engineer Password – 選擇密碼2) 此按鈕為錫膏特性設置:Process Window Name –下拉菜單中選擇錫膏名稱或者人為輸入錫膏名稱 Solder Paste Menu -進入錫膏數據庫,可從中選擇錫膏 Edit Specs –進入錫膏特性編輯Read only text box –顯示當前錫膏的specProcess Window Description –空白處輸入對此錫膏品種的一些注解 • Buttons at the Bottom of Screen – 屏幕下方的按鈕 Delete –垃圾箱 Save and Exit – 綠色的勾 Cancel –紅色X 刪除當前錫膏 保存并退出 不保存并退出錫膏品種數據庫上銘表面貼裝技術服務部 TEL:86-(0512)6701-8860 FAX:6701-88615• 綠色的勾表示接受所選的錫膏• paste jar and tube 提供此錫膏的廠商資料. •紅色 X 取消您的選擇并退出上銘表面貼裝技術服務部 TEL:86-(0512)6701-8860 FAX:6701-88616編輯錫膏編輯升溫斜率和降溫斜率,斜率計算時間﹐預熱﹑浸泡﹑回流及最高溫等錫膏的一些特性 綠色的勾表示保存并退出紅色 X 表示放棄﹐不保存并退出上銘表面貼裝技術服務部 TEL:86-(0512)6701-8860 FAX:6701-88617Saving - Process Window保存 – 點擊綠色勾狀”保存并退出”按鈕 .接著會彈出右方對話框﹐問你是否要保存修改后的錫膏特性。
波峰焊作业指导书
波峰焊作业指导书一、目的:确保波峰焊机在使用时各参数符合所生产产品的规定,避免操作失误产生不良。
二、合用范畴:合用于有铅、无铅波峰焊。
三、操作内容3.1:检查设备里面有无杂物,做好清洁,确保安全后,开气、开机,选择生产程序。
3.2:波峰焊导轨宽度要根据 PCB 宽度进行调节,启动运风,网带运输,冷却电扇。
3.3:然后再按次序先后启动温区开关,待温度升到设定温度时即可开始过 PCB 板,过板注意方向。
确保放在波峰焊传送带的持续 2 块板之间的距离不不大于 5cm。
3.4:波峰焊机锡炉温度控制:有铅锡炉温度控制在(245±5)℃;温度曲线 PCB 板上元件的焊点温度的最低值为215℃;无铅产品锡炉温度控制在(255±5)℃,PCB 板上元件的焊点温度的最低值为235℃。
(当波峰与 PCB 接触前板温度:80℃~110℃)。
3.5:浸锡时间为:波峰 1 控制在 0.5~1 秒,波峰 2 控制在 2~3 秒;传送速度为:1.0~1.5 米/分钟;夹送倾角 5-10 度;助焊剂喷雾压力为 2-3Psi;针阀压力为 2-4Psi;3.6:根据波峰焊接生产工艺给出的参数严格控制波峰焊机电脑参数设立,每天准时统计波峰焊机参数。
3.7:每小时抽检 10 个样品,检查不良点数状况并统计数据。
PCB 板在锡炉波峰上停留时间不超出 30 秒,正常锡炉温度工作不能超出320℃。
3.8:检查波峰焊机助焊剂喷雾状况做好 5S,确保不会有助焊剂滴到 PCB 上的现象。
检查波峰焊机波峰与否平整,喷口与否被锡渣堵塞,问题立刻解决。
每4 小时要把锡炉内的锡渣清理一次,对于无铅锡炉必须每2 小时清理一次。
每次更换助焊剂后,不要放板,把先前管子里的助焊剂喷干净后再放板。
3.9:生产前需检查波峰过板高度与否平行、适宜、锡波表面与否干净,有问题应立刻解决,生产线过板间距超出10 分钟以上,锡波表面会形成一种氧化膜,应用铲刀进行去除。
KIC X5的简易操作指导书(波峰焊)

KIC X5的简易操作指导书(波峰焊)首先打开软件,如下图,选择对应的硬件X5,左一:基本单位设定;传送带的速度:建议选择公分/分。
距离:建议选择公分。
温度:一般选择摄氏度。
产品开始测量时的最高温度:为了方便起见,一般选择40度,一是因为整数,二是因为比人体温度稍高一点,不会因为人体的接触而触发仪器的工作。
温度测试硬件:选择仪器对应的型号即可,即仪器的通道数量。
仪器的类型:一般都选数据传输,如果仪器自带无线接收器,可以选择无线传输。
语言:选择自己习惯使用的语言,其中中文分简体和繁体。
工程师密码:建议不要设,一旦设置密码,只能察看曲线,不能对曲线进行删除、编辑制程界限等操作!左二:编辑制程界限;从制程界限名称菜单里面任意选择一项,进行编辑,等编辑好了后再以自己的方式另存,然后新的制程界限名称就产生了,以后直接使用。
当然也可以将其他不需要的(比如软件自带的)制程界限都删掉。
下面重点介绍一下如何编辑制程界限!上图中有两个框框可供选择,分别如下:波峰焊:KIC2000软件在分析曲线时,一般会自动将曲线划分为两个阶段,即预热和波峰阶段,所以在编辑制程界限时,要分别编辑,也就是说,如果打勾,表示编辑波峰阶段,如果不打勾,表示编辑预热阶段。
所有热电偶制程界限一致:在应用于波峰焊制程时,这个一定不要打勾,因为板底和板面的制程要求是不可能一样的,除非板面没有要求,只测板底;下面开始编辑:如下图,先讲编辑预热阶段:下拉上面的菜单,可以看到,这里面有很多选项,下面就可能用到的选项分别简单解释一下:温度之间最高斜率:两个温度值之间的斜率,比如从室温30度到150度的斜率要求,一般1---3,这项可以使用三个温度之间的斜率要求。
温度最高上升斜率:从曲线开始记录算起,到预热的最高温度值之间的斜率范围。
温度最高下降斜率:从预热的最高温度值算起,到触到锡波前的斜率范围,一般不太会用到。
预热:两个温度值之间的升温时间要求,比如从室温30度到150度的升温时间是60至120S,这项可以使用四个预热要求。
波峰焊作业指导书
波峰焊作业指导书一、引言波峰焊是一种常用的电子元器件焊接方法,通过将焊接件浸入熔化的焊锡中,利用焊锡的表面张力形成波峰,实现焊接的目的。
本作业指导书旨在提供波峰焊作业的详细步骤和注意事项,以确保焊接质量和操作安全。
二、设备准备1. 波峰焊设备:包括焊接机、焊接台、传送带等。
2. 焊接工具:焊针、焊锡、焊锡丝、钳子等。
3. 焊接材料:焊锡、焊剂等。
三、作业步骤1. 准备工作a. 检查焊接设备是否正常工作,确保电源接地良好。
b. 检查焊接工具和材料的质量和数量,确保充足。
c. 清洁焊接台和传送带,确保无杂质和污垢。
2. 调整参数a. 根据焊接件的要求,调整焊接机的温度、速度和波峰高度等参数。
b. 确保参数调整合理,以确保焊接质量和稳定性。
3. 安装焊接件a. 将待焊接的电子元器件放置在传送带上,确保位置准确。
b. 使用钳子或其他工具将焊接件固定在焊接台上,防止移动。
4. 进行焊接a. 打开焊接机的电源,启动传送带。
b. 等待焊接机预热至设定温度后,将焊接件送入焊接区域。
c. 等待焊接完成后,将焊接件从焊接台上取下,放置在冷却区域。
5. 检查焊接质量a. 观察焊接点是否均匀、完整,无明显缺陷。
b. 使用测试工具进行电气性能测试,确保焊接质量符合要求。
四、安全注意事项1. 在进行波峰焊作业前,必须戴上防静电手套和防静电鞋,以防止静电对焊接件造成损害。
2. 确保焊接区域通风良好,避免焊接烟雾对人体健康的影响。
3. 在进行焊接操作时,应注意避免焊接机和焊接台的高温表面,以免烫伤。
4. 确保焊接机的电源接地良好,避免电击事故的发生。
5. 在进行焊接操作时,应注意保持集中注意力,避免操作失误导致事故发生。
五、维护保养1. 定期清洁焊接设备,包括焊接机、焊接台和传送带等,以确保设备正常运行。
2. 定期检查焊接工具和材料的质量和数量,及时补充和更换。
3. 定期检查焊接机的参数调整,确保焊接质量和稳定性。
4. 定期检查焊接件的焊接质量,及时修复和更换不合格的焊接件。
KIC 波峰焊操作手册

KIC2000 波峰焊简易操作手册取消复选框“所有热电偶制程界限一至”,再点击“编辑工艺规格”1.打开KIC2000软件 ,点击左上角“全球偏好”2.如下图将各种单位设定与波峰焊炉的单位设定一致。
其他设定、选择如下标记处。
3.编辑工艺窗口参数,KIC2000 软件主画面点击按钮4.进入编辑界面如下图,先设定预热段工艺窗口参数,先为要编辑的工艺窗口命名(也可编辑完后再命名),点击该下拉框选择单位设定完成后点击该按钮保存并退出5.进入制程界限编辑,首先选择热电偶编号,再选择相对应的工艺参数进行编辑。
例如:总共有7个热电偶, TC1是空气线,TC2、TC3是测量锡波,这3个都不需要编辑,TC4、5、6、7我们需要分别编辑,如TC4、5是TOP面,我们只要选择一个“最高温度”进行编辑,而TC6、7是BOT面,我们要选择“温度最高上升斜率” 和“最高温度”进行编辑。
1.直接在此输入要命名的名称2.取消该勾选项3.点击进入编辑界面1.分别勾选TC4、TC52.分别命名探头点位名称,“TOP1”表示“顶部探头第一位置”3. TC4、TC5只需要勾选“最高温度”4.上下限温度根据探头位置所选元件耐温要求进行设置6.编辑波峰焊段工艺参数。
7.工艺参数编辑方式类同预热段,需分别对TC4、TC5、TC6、TC7进行编辑1.分别勾选TC6、TC72.分别命名探头点位名称,“BOT1”表示“底部探头第一位置”3. TC6、TC7需要勾选“最高温度”和“温度最高上升斜率”4.上下限温度根据助焊剂最佳活化特性进行设置;升温斜率一般小于2度编辑完成后按此按钮,保存并退出1.该勾选项 2.点击进入编辑界面8.进行波峰焊曲线测试,在KIC2000软件 主界面点击按钮9.按图示步骤进行,根据界面对产品名称、制程界限、炉子名称、采样频率、触发温度、制作人等进行编辑1.输入产品型号2.选择编辑好的工艺窗口3.选择此项4.按此按钮进入下一步10.根据要求编辑波峰焊炉子预热温度、锡缸温度、温区数量、传送速度,与波峰焊电脑设定界面参数值一致。
波峰焊操作作业指导书
波峰高度 链速
无铅波峰焊接作业指导书
PCB板端面 的1/3~ 1.2~1.5
PCB板 秒表
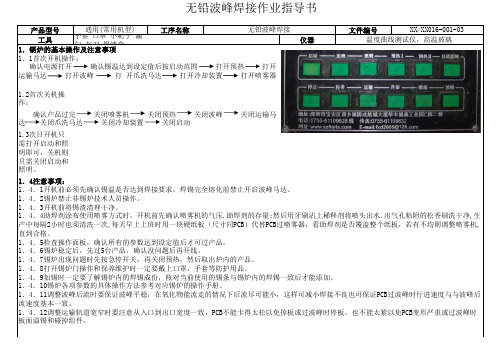
固定,板 头一根线测 AIR,板面一根 。同一块板用于 测试温度曲线不 能超过10次。 2. 6.3温度曲线 测试条件:A、 参数调整超过要 求范围时测试。 B、同一系列机 型在同一条线上 生产,每周测试 二次 2. 6.4设备校准
温度曲线测试仪,高温玻璃
1.2首次关机操 作:
确认产品过完 关闭喷雾机 关闭预热 关闭波峰 达 关闭爪洗马达 关闭冷却装置 关闭启动
关闭运输马
1.3次日开机只 需打开启动和照 明即可,关机则 只需关闭启动和 照明。
1.4注意事项: 1.4.1开机前必须先确认锡温是否达到焊接要求,焊锡完全熔化前禁止开启波峰马达。 1.4.2锡炉禁止非锡炉技术人员操作。 1.4.3开机前将锡渣清理干净。 1.4.4助焊剂涂布使用喷雾方式时,开机前先确认喷雾机的气压.助焊剂的存量;然后用牙刷沾上稀释剂将喷头出水.出气孔粘附的松香刷洗干净,生 产中每隔2小时也须清洗一次,每天早上上班时用一块硬纸板(尺寸同PCB)代替PCB过喷雾器,看助焊剂是否覆盖整个纸板,若有不均则调整喷雾机, 直到合格。 1.4.5检查操作面板,确认所有的参数达到设定值后才可过产品。 1.4.6锡炉稳定后,先过5台产品,确认没问题后再开线。 1.4.7锡炉出现问题时先按急停开关,再关闭预热,然后取出炉内的产品。 1.4.8打开锡炉门操作和保养维护时一定要戴上口罩,手套等防护用品。 1.4.9加锡时一定要了解锡炉内的焊锡成份,核对当前使用的锡条与锡炉内的焊锡一致后才能添加。 1.4.10锡炉各项参数的具体操作方法参考对应锡炉的操作手册。 1.4.11调整波峰后流时要保证波峰平稳,在氧化物能流走的情况下后流尽可能小,这样可减小焊接不良也可保证PCB过波峰时行进速度与与波峰后 流速度基本一致。 1.4.12调整运输轨道宽窄时要注意从入口到出口宽度一致,PCB不能卡得太松以免掉板或过波峰时停板,也不能太紧以免PCB变形严重或过波峰时 板面溢锡和碰掉组件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
KIC2000 波峰焊简易操作手册
取消复选框“所有热电偶制程界限一至”,再点击“编辑工艺规格”
1.打开KIC2000软件 ,点击左上角“全球偏好”
2.如下图将各种单位设定与波峰焊炉的单位设定一致。
其他设定、选择如下标记处。
3.编辑工艺窗口参数,KIC2000 软件主画面点击按钮
4.进入编辑界面如下图,先设定预热段工艺窗口参数,先为要编辑的工艺窗口命名(也可编辑完后再命名),点击该下
拉框选择单位
设定完成后点击
该按钮保存并退
出
5.进入制程界限编辑,首先选择热电偶编号,再选择相对应的工艺参数进行编辑。
例如:总共有7个热电偶, TC1是空气线,TC2、TC3是测量锡波,这3个都不需要编辑,TC4、5、6、7我们需要分别编辑,如TC4、5
是TOP面,我们只要选择一个“最高温度”进行编辑,而TC6、7是BOT面,我们要选择“温度最高上升斜率” 和“最高温度”进行编辑。
1.直接在此输入要命名的名称
2.取消该勾选项
3.点击进入编辑界面
1.分别勾选TC4、TC5
2.分别命名探头点位名称,“TOP1”表示
“顶部探头第一位置”
3. TC4、TC5只需要勾选“最高温度”
4.上下限温度根据探头位置所选元件耐温要求进行设置
6.编辑波峰焊段工艺参数。
7.工艺参数编辑方式类同预热段,需分别对TC4、TC5、TC6、TC7进行编辑
1.分别勾选TC6、TC7
2.分别命名探头点位名称,“BOT1”表示
“底部探头第一位置”
3. TC6、TC7需要勾选“最高温度”和“温度最高上升斜率”
4.上下限温度根据助焊剂最佳活化特性进行设置;升温斜率一般小于2度
编辑完成后按此
按钮,保存并退出1.该勾选
项 2.点击进入
编辑界面
8.进行波峰焊曲线测试,在KIC2000软件 主界面点击按钮
9.按图示步骤进行,根据界面对产品名称、制程界限、炉子名称、采样频率、触发温度、制作人等进行编辑
1.输入产品型
号
2.选择编辑好
的工艺窗口
3.选择此项
4.按此按钮进
入下一步
10.根据要求编辑波峰焊炉子预热温度、锡缸温度、温区数量、传送速度,与波峰焊电脑设定界面参数值一致。
11.点击温区长度进入温区长度设置,这个需用圈尺对炉子温区实际长度进行准确测量,不同炉子温区长度不一致
按此按钮进入温区长度编辑
按此按钮进入
下一步
12.以下部分为测试板制作方法,按提示操作即可
13.测试板制作完成后按要求将热电偶与KIC炉温测试仪连接,同时打开KIC测试仪电源开关,将KIC炉温测试仪与 电脑进行连接,则可显示当前热电偶探测到的温度,如蓝色方框示。
1.以TC1为参照,
分别输入TC2、TC3、TC4、TC5、TC6、TC7、TC8与TC1的距离,
单位:MM 点此可见具体
长度测量方法,
见附录
2.点此进入下一步
3.点此进入下一
步
4.按提示操作,点
此进入下一步,请
不要关闭KIC测试仪
电源
14.完成以上步骤后,就可将KIC测试仪装上保护套,放入波峰焊炉轨道上进行测试了。
测试完成后,将KIC炉温测 试仪再次与电脑进行连接,一般会自动连接。
5.点击此钮就可读出炉温曲
线了,这个可能需耐心等待
几分钟,待温度降低到停止
触发温度时才能读取数据
15.以下为所显示曲线图
此处显示锡缸温度
及焊接时间
4.点此进入打印设
置界面
5.点此进行打印
16.以下为打印曲线及相关说明
喷雾区预热区焊接区冷却区
1.板面温度75-110度,板底温度80-125度
2.升温斜率小于2度/秒
3.预热时间:60-120S 1.焊接温度:255-2702.焊接时间:3-8秒
1.冷却斜率10度/秒
附录1:
一致
温测。