冷轧乳化液吹扫系统的改进
单机湿平整及吹扫系统改进
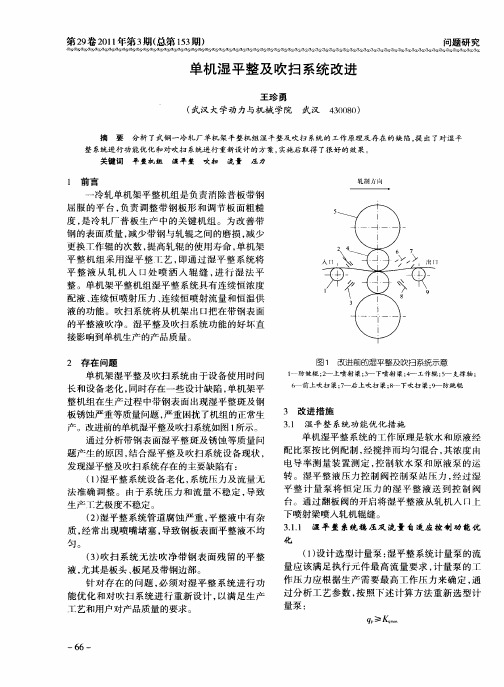
板锈 蚀严 重 等质量 问题 , 重 困扰 了机组 的正 常 生 严 产 。改 进前 的单 机湿平 整及 吹扫系统如 图 1 所示 。 通 过 分 析带 钢 表 面 湿平 整 斑 及锈 蚀 等 质 量 问 题 产 生 的原 因 , 合 湿平 整 及 吹扫 系统设 备 现 状 , 结 发 现湿 平整 及 吹扫 系统存 在 的 主要缺 陷 有 : ( ) 平 整 系统 设 备 老 化 , 统 压力 及 流 量 无 1湿 系 法 准 确 调 整 。 由 于 系统 压 力 和 流 量 不 稳 定 , 致 导
了孔径 03m . m的喷嘴 。安装使用后效果明显 , 5 平 整液能均匀的喷洒进辊缝 。为了安装新改型的喷 嘴 , 喷射梁结构进行改进 , 对 将原 1 个喷嘴改为 l 3 1 个, 喷射 梁 可 以根 据 生 产 实 际需 要 调 整 角 度 。改 进后平整液喷射均匀 , 完全满足生产工艺的要求。
下 喷射 梁 喷人 轧机辊 缝 。
311 湿 平 整 系 统 稳 压 及 流 量 自适 应 控 制 功 能 优 ..
化
针对存 在的问题 , 必须对湿平整 系统进 行功 能 优 化 和对 吹 扫 系统 进 行 重 新设 计 , 以满 足 生 产 工 艺 和用 户对产 品质量 的要 求 。
生 产T 艺极 度不 稳 定 。
3 改进 措 施
31 湿 平整 系统 功 能优 化 措施 .
单 机 湿 平 整 系统 的 工作 原 理是 软水 和 原 液经 配 比泵按 比例 配 制 , 经搅 拌 而 均匀 混 合 , 浓度 由 其 电导率测量装置测定 , 控制软水泵 和原液 泵的运
31 湿平 整 系统附件 改 进 .- 3
冷轧生产过程乳化液异味的改进研究
2020年第2期宝钢技术67冷轧生产过程乳化液异味的改进研究陶涛,王康健(宝山钢铁股份有限公司冷轧厂,上海201900)摘要:阐述了冷轧过程中乳化液异味的产生机理及途径,重点介绍了最新的环保法律法规对冷轧乳化液异味的相关规定及乳化液异味的检测手段&详细介绍针对冷轧生产过程中乳化液异味开展的相关研究,并从技术上优化轧制油配方进行改善;将上述的研究结果应用于现场生产实践,大幅改善冷轧生产过程乳化液的异味&关键词:冷轧;乳化液;乳化液异味;臭气浓度中图分类号:TG333.7(2文献标志码:B文章编号:1008-0716(2020)02-0067-06doi:10.3969/j.issn.1008-0716.2020.02.014Study on improvement of emulsion odor ic cold rollingTAOTao ang WANG Kangjian(C o US Rolling Plant,Baoshan Iron&Steel Co^Ltt.,Shanghai201900,China)Abstract:The generation channel and mechanism of emulsion odor during cold oiling wered esc eob ed.Th eeat est en eoeonm entaep eot ect oon eawsand eegueatoonson theeeeeeantpeoeosoonsotcoedoiling emulsion odor and the detection methods of emulsion odor were mainly introduced.The related research was revealed in detail,and the foanulation of oiling oil was also adjusted technically for impovement.The above research results were finty applied to the poduction line in cold oiling plant to greatly improve the emulsion odor.Key worls:cold rolling;emulsion;emulsion odor;odor concentration1乳化液异味介绍自从20世纪50年代开始,伴随着钢铁产品及冷轧机组的飞速发展,乳化液这一化学物质在冷轧得到全面应用,相关的乳化液性质决定了产品的质量[1]&冷轧乳化液是一种专用于冷轧生产的金属加工液,主要是1%-3%的轧制油和余量的工业用水在高速搅拌条件下配置成的液体混合物&轧制油以微粒的形态(2-15)m)分散在大量水中,生产时它们被喷射到带钢和轧辐上同时起到润滑和冷却的作用[2]&近年来,随着城市化建设飞速发展,传统地处陶涛工程师1985年生2009年毕业于东北大学现从事冷轧生产及技术管理工作电话26645813E-mail700387@ 偏僻的钢铁厂附近出现了大量商居区,数量众多的常住城市居民时常反馈钢铁企业排放的乳化液异味影响其生活,面对这一形势必须加以严格控制,降低乳化液的异味&乳化液异味本质是冷轧生产用的乳化液所散发的不适气味&如前所述的那样,正常生产时乳化液是一种非常复杂的物质,除了轧制油自身含有气味外,冷轧中还会存在各类化学变化所散发出的特殊气味,按照乳化液异味的形成规律及排放源头主要有如下几种:(1)轧制油的异味&冷轧轧制油(Cold Rolling Oil)是专用于冷轧机轧制的一种润滑油产品,为了应对冷轧过程高温及高压的恶劣环境,通常使用大量矿物油、动植物油、极压剂、抗氧化剂和防锈剂等物质&其中,作为基础油使用的矿物油和动植物油原料,伴随精炼程度的差异,本身富含大量的具有刺激性气味的硫、酸、醛、酮类化合68宝钢技术2020年第2期物[3];此外,极压剂、抗氧化剂和防锈剂等物质也富含各类刺激性味道,使用过程中这些物质就会散发气味,有很多刺激气味&(2)轧制油反应分解的异味&冷轧轧制油作为一种复杂的化学混合物,在钢铁金属元素的催化及辐缝内高温高压的条件下,产生了一系列的化学反应,主要是矿物油、动植物基础油及合成脂在高温含氧环境下发生热裂解及氧化反应,生成了有机酸化合物;此外,大量的添加剂,例如极压剂内富含的有机硫化合物在一定条件下反应产生含硫的恶臭物质⑷,这些物质所散发的气味通常会伴随着冷轧生产而持续产生并排放,成为又一个异味排放源。
关于冷轧卷板面残油问题的分析
关于冷轧卷板残油问题的分析
形成过程
冷轧在轧制过程中使用乳化液进行冷却、润滑,在轧制过程中经大变形压下产生铁粉,铁粉和杂油极易形成微颗粒悬浮在乳化液中,微颗粒和带钢表面有很强的吸附亲和力,在带钢表面形成残油。
又由于表面乳化液吹扫不彻底,造成头尾表面乳化液斑和残油进一步增加。
难彻底解决的主要原因
(1)液压大量漏油。
液压大量漏油是造成乳化液变质、乳化液效果变差的最直接原因,同时大量的液压油极易吸附铁粉形成大颗粒叮附在带钢表面,造成吹扫无法彻底吹去。
(2)磁过滤、撇油器以及搅拌泵故障频繁。
乳化液的使用关键在于维护,但维护设备故障频繁,大多都以没备件长时间得不到恢复。
(3)轧机机前上防缠导板固定焊死,在轧制双道次时无法自动伸出接住滴溅的乳化液,这也间接造成了带钢表面残油多。
已采取措施
(1)轧机机前、机后吹扫嘴子全部都已换成扁嘴吹嘴,且将吹扫梁和挤干辊固定在一起,可在线调整吹嘴离带钢高度,提高了吹扫效果。
(2)轧机后上防缠导板也已重新设计制作和安装,延长了导流槽边部长度,将接住的乳化液导流到带钢边部以外。
(3)在满足现行工艺冷却和润滑的前提下,根据所轧带钢宽度,对轧机机后上工作、上中间辊边部乳化液喷射阀进行了部分封堵,减轻了带钢边部多余的乳化液残留。
需协调问题
(1)彻底治理液压漏油问题。
液压大量漏油直接导致乳化液皂化值指标变差,板面残油和灰份增加。
(2)少量的液压杂油泄漏如果能快速撇除,对带钢表面影响较小,但目前轧机磁过滤以及撇油器均功能均不正常,尤其是撇油器效果太差,撇油较慢。
下步需完善设备功能或考察是否有快速撇油装置。
关于冷轧中乳化液的技术指标
关于冷轧中乳化液的技术指标关于冷轧中乳化液的技术指标2011年01月03日星期一20:181.油浓度它是指分散在乳化液中的油含量。
它对轧制油的性能有很大的影响,浓度越高,轧制润滑性越好,反之亦然。
2.PH值它是指乳化液中的H+浓度。
PH值小于7呈酸性,PH值大于7呈碱性,PH值等于7呈中性。
一般地乳化液的PH值呈酸性。
3.皂化值皂化值的数字是指轧制油中油脂、酯的份量。
由乳化液的皂化值的变化可推算出乳化液中杂油的含量,一般地乳化液中杂油的含量应≤20%。
接近原油皂化值润滑效果最好。
4.铁皂在轧制中生成的RCOOFe称为铁皂(脂肪酸铁)。
(油包含铁的含量)铁皂值达到一定程度后会出现以下问题:1)钢板表面脏污现象严重;2)新油补充后,浓度的应答性很差。
5.铁粉铁粉是吸附在油滴表面混杂在乳化液中的,吸附在油滴上的铁粉越来越多,就容易引起油滴间的结合,使乳化液的粒径变大。
乳化液浓度越高,乳化液中的铁粉也就越多,反之亦然。
铁粉多时有利于轧制润滑,过多时会出现钢板脏污现象,磁棒过滤器的功率对乳化液中铁含量有较大影响。
6.酸值酸值的数值表示轧制油中脂肪酸的量。
1)脂肪酸的优点:酸基对钢板表面有较强的附着力,因此它对润滑性和防锈性都很好。
2)脂肪酸的缺点:脂肪酸过多,将会促进油箱以及管道的腐蚀,此外还将生成大量铁油泥,使钢板表面及轧机机组的脏污急剧增加。
7.电导率一般指乳化液的导电能力,是电阻的倒数。
(离子高则容易油水分离!)8.温度温度是个管理项目,它对性能有很大的影响。
1)温度较低时容易出现的问题:①润滑不良,轧制力升高,振动现象多发;②容易产生轧后钢板表面脏污现象;③钢板表面水分蒸发困难,钢板容易生锈。
2)温度较高时容易出现的问题:①乳化不安定,附着量增加,容易产生打滑现象;②蒸汽大量产生,污染工作环境。
乳化液在轧制过程中的润滑和冷却乳化液在冷轧中的主要作用是润滑和冷却。
在轧制过程中,轧制变形区产生的高温使乳化液产生油水分离,油吸附在轧辊与钢板表面形成油膜,起到润滑作用。
冷轧罩退产品缺陷分析及改进措施[论文]
![冷轧罩退产品缺陷分析及改进措施[论文]](https://img.taocdn.com/s3/m/370f72cd9ec3d5bbfd0a7413.png)
冷轧罩退产品缺陷分析及改进措施摘要:本文针对冷轧罩退产品产生的缺陷加以总结分析,从生产操作,设备控制等多角度找出其原因所在,结合作者的生产实践寻求其改善的措施和方法。
关键词:冷轧罩退平整缺陷分析1、前言:冷轧带钢以其良好的表面质量和冲压性能,在很多领域得到了广泛的应用。
在冷轧过程中产生的加工硬化使得带钢的强度和硬度提高,而塑性、冲压性能降低。
因此非常有必要加强对该缺陷的分析研究,查找问题的根源,制定相应的控制措施,提高冷轧钢带的表面质量。
2、罩退产品缺陷分析冷轧罩退产品主要的生产工艺流程如图1所示,热轧生产的产品供酸轧线生产冷硬卷,冷硬卷经罩式退火后,再经过平整生产出最终的罩退产品。
在实践中发现,整个工艺流程中所涉及到的每一道工序的工艺技术、设备状况、管理力度等因素,都对罩退产品的质量有很大的影响。
目前冷轧罩退产品常见的主要缺陷有异物压入、翘皮、隆起、黑斑、粘结、边皱等,这些缺陷主要是受原料质量(包括热轧料和冷硬卷)、罩退及平整工艺的影响产生的,其中异物压入、翘皮、隆起主要是由热轧板卷生产过程中产生,在冷板后道工序生产中无法消除而造成的缺陷;黑斑、粘结、边皱主要是由酸轧、罩退及平整工艺过程产生的缺陷,对罩退产品表面质量影响也很大。
下面就对这几种缺陷进行分析,并对每种缺陷的特征、产生原因及解决方法进行简要的介绍。
2.1热轧工艺产生的缺陷(1)异物压入异物压入,又称“夹杂”,主要是在热轧生产中形成的板面缺陷,如图2所示。
在热轧生产过程中,由于设备、工艺等方面的原因,致使带钢除鳞不净,造成氧化铁皮等物质附着在带钢表面,再经轧制、挤压后形成点状、线状、块状等缺陷。
另外在炼钢、精炼、连铸过程中,保护渣、耐火材料、脱氧产物等物质卷入铸坯或铸坯表面有缺陷等都会造成罩退产品产生异物压入缺陷。
热轧料生产的主要工艺过程是:炼钢→精炼→连铸→热轧。
实践证明[1],控制好各工序中的钢水及铸坯的成分及工艺,提高热轧板的质量,可以有效减少后期罩退产品异物压入的缺陷量。
冷轧机的乳化液控制与回收系统
VVP(主蒸汽系统)/ADG(给水除氧器系统)/CET(汽轮机轴封蒸汽系统)/APP(主给水泵系统)),供水量变化,APG(蒸汽发生器排污系统)排污变化。
控制原则是汽水平衡,水位宽量程走平。
对于影响蒸汽发生器水位因素的调节应缓慢进行,对水位应及早干预。
②主给水系统(ARE)供水高功率时ARE调节性能良好,但低负荷时ARE旁路调节阀自动调节不是很好,为了适应其调节性能,影响蒸汽发生器水位的因素应小幅度变化,必要时应进行手动干预。
特别应注意ADG003VV对蒸汽发生器水位的影响,由ADG003VV参与ADG压力控制,ADG压力控制要求其开大或关小,这样会对蒸汽发生器水位造成压缩或膨胀的影响。
为了避免ADG033VV的影响,在低负荷时可将其打到手动,直到ADG001VV 开启后由高压缸排汽控制ADG压力,再放自动。
4.2瞬态过程4.2.1辅助给水系统(ASG)供水在机组降温降压过程中,由于蒸汽发生器内水变冷收缩,如果仍保持宽量程不变,则窄量程会下降,故应加大给水量,使蒸汽发生器的水装量增加,维持窄量程不变,相反在升温升压过程中应减小给水量,维持窄量程不变。
4.2.2主给水系统(ARE)供水①因为机组在12%--20%Pn功率之间蒸汽发生器水位的整定值为非直线区,最好不要在这个阶段进行主给水泵的切换,以免干扰ARE的自动调节。
②在ARE大小阀切换点,由于大阀有100秒的延迟,应使升功率速度变慢,大约为2-3MW/MIN,使蒸汽发生器水位平稳过渡。
③汽机甩负荷后ADG压力控制对蒸汽发生器水位的影响:汽机甩负荷后,根据ADG压力调节的要求会使ADG003VV瞬间打开,这一动作首先会造成蒸汽发生器瞬间虚假高水位,接着会使ADG 水位上升到高水位,隔离CEX006VL,当ADG水位下降后,CEX006VL会自动打开,而CEX006VL的关闭会闭锁ADG003VV的开启,加上ADG水位下降的活塞效应使ADG压力下降很快,使ADG压力调节器给出ADG003VV很大的开度信号,在CEX006VL 开启后,ADG003VV突然打开,使得蒸汽发生器产生虚假高水位+P7而跳堆。
冷轧板带缺陷及消除方法
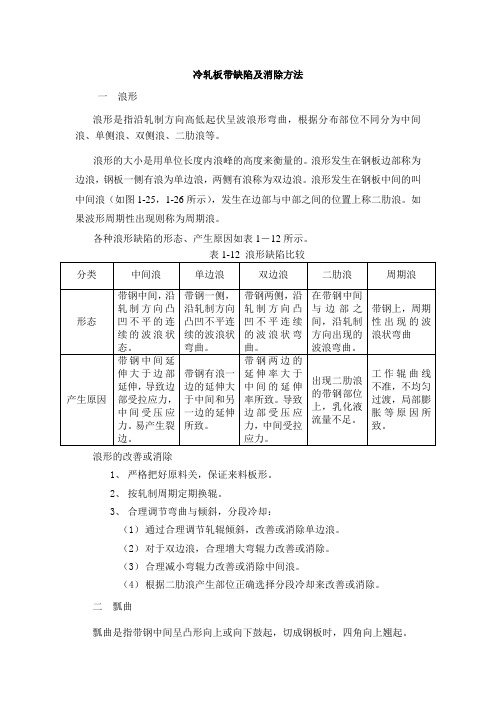
冷轧板带缺陷及消除方法一浪形浪形是指沿轧制方向高低起伏呈波浪形弯曲,根据分布部位不同分为中间浪、单侧浪、双侧浪、二肋浪等。
浪形的大小是用单位长度内浪峰的高度来衡量的。
浪形发生在钢板边部称为边浪,钢板一侧有浪为单边浪,两侧有浪称为双边浪。
浪形发生在钢板中间的叫中间浪(如图1-25,1-26所示),发生在边部与中部之间的位置上称二肋浪。
如果波形周期性出现则称为周期浪。
各种浪形缺陷的形态、产生原因如表1-12所示。
浪形的改善或消除1、严格把好原料关,保证来料板形。
2、按轧制周期定期换辊。
3、合理调节弯曲与倾斜,分段冷却:(1)通过合理调节轧辊倾斜,改善或消除单边浪。
(2)对于双边浪,合理增大弯辊力改善或消除。
(3)合理减小弯辊力改善或消除中间浪。
(4)根据二肋浪产生部位正确选择分段冷却来改善或消除。
二瓢曲瓢曲是指带钢中间呈凸形向上或向下鼓起,切成钢板时,四角向上翘起。
(一)产生原因:1、工作辊凸度太大,或在轧制时轧辊中间温度太高,使带钢中间延伸大于两边。
2、由于某种原因压下量变小,产生中心延伸大于两边。
3、原料瓢曲大,轧后不易消除。
4、板形调节不当。
(二)改善或消除措施:1、合理分配辊型,正确分配压下量。
2、精心操作,勤观察板形。
3、原料横向厚度公差应尽量小。
三辊印辊印是一种常见的缺陷,各工序都能产生。
一般由辊面凸凹缺陷引起,缺陷的部位确定并有周期性。
酸洗辊辊印主要是金属碎块粘在张力辊表面上,又压在带钢表面上产生,压印有规律性。
轧制辊印种类比较多,但其特点是周期出现,印坑形状大小相同。
周期长度L Y与工作辊径D有关,即:L Y = uπ D在成品道次时u=l,其它道次可根据延伸情况计算出来。
按缺陷特点辊印可分为4种形式:第一种是粘辊辊印。
它是由于轧辊表面粘有金属,从而在轧制时,在带钢表面形成压印。
其形状与粘有金属形式一致,多呈点状、条状或块状。
当原料有破边、折叠等缺陷进入轧机,或者穿带、甩尾时,辊缝不大,带钢与轧辊接触并相对滑动,造成金属粘于轧辊表面上,称做粘辊,如不磨除干净,就在轧制时造成辊印。
冷轧板带缺陷及消除方法

冷轧板带缺陷及消除方法浪形浪形是指沿轧制方向高低起伏呈波浪形弯曲,根据分布部位不同分为中间浪、单侧浪、双侧浪、二肋浪等。
浪形的大小是用单位长度内浪峰的高度来衡量的。
浪形发生在钢板边部称为边浪,钢板一侧有浪为单边浪,两侧有浪称为双边浪。
浪形发生在钢板中间的叫中间浪(如图1-25,1-26所示),发生在边部与中部之间的位置上称二肋浪。
如果波形周期性出现则称为周期浪。
各种浪形缺陷的形态、产生原因如表1-12所示表1-12浪形缺陷比较1、严格把好原料关,保证来料板形。
2、按轧制周期定期换辊。
3、合理调节弯曲与倾斜,分段冷却:(1)通过合理调节轧辊倾斜,改善或消除单边浪。
(2)对于双边浪,合理增大弯辊力改善或消除。
(3)合理减小弯辊力改善或消除中间浪。
(4)根据二肋浪产生部位正确选择分段冷却来改善或消除瓢曲瓢曲是指带钢中间呈凸形向上或向下鼓起,切成钢板时,四角向上翘起。
(一)产生原因:1、工作辊凸度太大,或在轧制时轧辊中间温度太高,使带钢中间延伸大于两边。
2、由于某种原因压下量变小,产生中心延伸大于两边。
3、原料瓢曲大,轧后不易消除。
4、板形调节不当。
(二)改善或消除措施:1、合理分配辊型,正确分配压下量。
2、精心操作,勤观察板形。
3、原料横向厚度公差应尽量小。
三辊印辊印是一种常见的缺陷,各工序都能产生。
一般由辊面凸凹缺陷引起,缺陷的部位确定并有周期性。
酸洗辊辊印主要是金属碎块粘在张力辊表面上,又压在带钢表面上产生,压印有规律性。
轧制辊印种类比较多,但其特点是周期出现,印坑形状大小相同。
周期长度L Y 与工作辊径D 有关,即:L Y = u 冗D在成品道次时u= l,其它道次可根据延伸情况计算出来。
按缺陷特点辊印可分为4 种形式:第一种是粘辊辊印。
它是由于轧辊表面粘有金属,从而在轧制时,在带钢表面形成压印。
其形状与粘有金属形式一致,多呈点状、条状或块状。
当原料有破边、折叠等缺陷进入轧机,或者穿带、甩尾时,辊缝不大,带钢与轧辊接触并相对滑动,造成金属粘于轧辊表面上,称做粘辊,如不磨除干净,就在轧制时造成辊印。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
行改进 。 并运 用分段控制 的方 法消除 了乳化液残 留问题 。 关键词
1 引言
当今 的冷板 市场 对冷 轧 板 带 的质 量 提 出 了更
高的要求 , 冷轧板带表面质量越来越受到人们的 关注, 尤其是家 电和汽车等行业 。冷轧板带表面 质量的好坏直接影响这些行业产品质量 。马钢第 四钢 轧 总厂 23 酸洗 冷 连轧 生产 线 主要 为下 道 工 10 序 提供 汽 车面 板 、 汽车结 构板 以及 高档家 电板 等 。生产线投产后 , 经常出现板带表面残 留乳化 液现象 , 在后续工序无法处理 , 从而造成了板带严 重 的质 量 问题 。
带表 面 残 留的 乳化 液 ( 图 l 示 ) 会造 成 冷 硬 如 所 也 卷在存放 过程 中发生锈蚀 , 对后续工序及外卖造 成 严重 影 响 。
2 乳化液的作用及其残留的影响 轧 制 乳 化 液 是 由 9%~ 9 7 9 %的水 和 l 3 %~ %的 轧制油经强烈搅拌 而形成的乳化 液( 主要成分 其 为水 、 矿物油及 油性剂 、 表面活性剂 、 极压剂 、 防腐 剂、 抗氧化剂等添加剂 ) 。轧制油乳化液在轧制过 图 1 钢板上残 留的乳化液 程中起润滑和冷却 双重作用 , 直接影 响到冷轧机 组 的产量和质 量。众所周知 , 乳化液 的使用性能 与轧后带钢表面清洁度有 密切 的关 系 , 直接影响 3 改进前 乳化 液 吹扫 系统状 况 马钢 2 3 酸连 轧 线 乳化 液 吹 扫 系统 位 于 5 10 号 着 冷 轧产 品 的表面 质量 。 共有 4 组喷嘴 , 分布在 5 防缠导板 、 号 乳 化液 残 留物 对下 道工序 连退生 产线 的影 轧机 出口侧 , 防溅导板等处 , 具体位置如 图2 所示 , 分别 响 : 退 火 的钢 板 表 面会 呈 现 象 岛 屿 形 状 的 黑 色 坝辊前 、 经 板带上表 面 、 板带下 表 或褐色不规则图形 , 常出现在带钢的头尾部 , 有时 用来 吹扫工作 辊 出 口侧 、 面、 板带边部上下表面 , 工作介质为压缩空气 , 系 出现在带钢边部 , 有时带钢通长都有 。产生的原 .~06 P 。 因是 在退 火 过 程 中 , 化 液残 留物燃 烧 形 成残 渣 , 乳 统 压力 05 .M a 由于 轧机 出 口乳 化 液吹 扫点 造 且退火时的热辐射使残留物 中的油脂产生分解反 多及喷嘴分布不合理等原 因, 成吹扫空气流量 压力过低 , 使板带表面的乳化液吹扫不干净 , 造成 应 , 出碳附着于钢板表面 , 析 铁粉在反应中起媒介 作用 , 加之 自身的污染使板面洁净度 降低 , 随含铁 后续工序 的一系列问题 。 量 的上 升板 面残 渣 量也 上升 , 而影 响表 面质 进 量。当铁颗粒较大时在轧制变形 区内又会硌伤辊 4 吹扫 系统 的 改进 残 留乳化液主要出现在靠 中心线 50 m处 , 0r a 面或带钢表面 , 从而造成划伤 、 辊痕等缺 陷。当乳 化液残 留在某些 部位时 , 由于钢带表 面颜色 的差 传 动侧较严重 。针对现场的实际状况再结合图纸 主要原因是 由于吹扫的喷嘴布局不合理。5 别会造成反射率的差异 , 在退火过程 中钢带颜色 分析 , 号轧机 出口的乳化液吹扫喷嘴其边部吹扫在防溅 深的局部温度偏高 , 钢带颜色低的局部温度偏低 , 是根据带钢 的宽度来调整。在防缠板后 温差极易造成钢带瓢 曲、 跑偏甚至断带。另外 , 板 导板上 ,
一
3 7—
第 2 卷 2 1年第 4 ( 9 0 1 期 总第 14 5 期)
面 的坝辊 上 的 吹扫 喷嘴 只有 3 , 个 主要 分 布在 轧 制 线 中 心部 分 , 由于 受 到 吹扫 压 缩 空气 气 压 及 流 量
技术改造与改进
侧( 侧) 右 的截 止 阀 打开 , 样 所 有 的 喷 嘴都 处 于 这 工 作状 态 , 将宽 带钢 上乳 化液 吹 扫干净 。 可
的限制 , 无法覆盖整个板带 , 所以防缠板 的喷嘴可 把边部吹扫干净 , 后面坝辊的 3 个喷嘴只能把板带 中 间的乳 化 液 吹到距 中心 50 m处 。根据 以上 分 0r a 析, 决定将边部吹扫的宽度加大 , 再将坝辊 的吹扫 管 道 重新 布 置 , 增 阀 台 , 总管 道 引入 气 源 以保 新 从 证 吹扫压力及流量 , 另外将喷射集管 的喷嘴重新 布置 , 并增加喷嘴数量。
/ . 、
{
. 一
辊
图 3 窄板出现 乳化液残 留 嘴 o: 钢带 冷却 喷嘴 ・: 气吹扫 喷 嘴 空
/ ‘
图 2 末架轧机冷却吹扫喷嘴位置
图4 轧机出口坝辊前空气吹扫集管改进示意
试用后 , 宽板吹扫效果 比较理想 , 但窄板会在 边 部 出现 两 条 乳 化 液 斑 迹 , 过 统 计 后 发 现 只 有 经 在生产 1 m以下 的板带时 , . 5 带钢边部才会 出现乳 化液斑迹 。原 因是部分喷嘴下 面没有钢带 ( 图 见 3, )直接吹扫在轧机牌坊和导板上 , 使此处汇集 的 乳化液飞溅 , 最终溅落在钢带的上表面 , 形成乳化 液 斑 迹 。研 究 后 决 定 将 喷 射 集 管 进 行 分 割 , 作 工 侧 和传动侧 两边 的喷嘴通 过 中间的细管道 连接 ( 图4, 见 ) 在生 产 窄 带 钢 时 , 作 侧 ( 侧 ) 工 右 的截 止 阀关闭 , 只有 中间部分 的喷嘴工作 , 这样就避免 了 边部喷嘴吹扫溅起乳化 液 ; 当生产宽带钢时 , 工作
技术改造与改进
第 2 卷 2 1 年第 4 ( 9 0 1 期 总第 14 5 期)
冷轧乳化液吹扫 系统 的改进
陈荣 华 ( 马鞍 山钢 铁股份 有 限公 司第四钢 轧 总厂 马鞍 山 230 ) 400
摘 要 针 对板带冷轧 时存在 的乳化液 残留 问题进行 了研 究, 在原有 设备的基础上 , 对乳化液吹扫 系统进