雷尼绍测头培训PPT
雷尼绍探头设定及使用
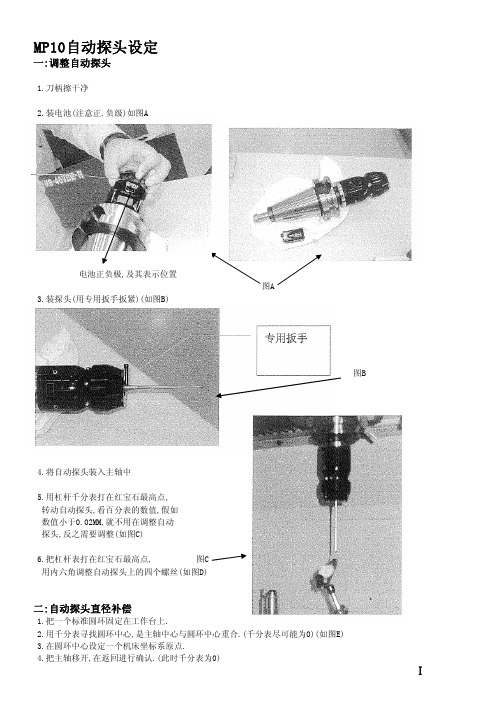
MP10自动探头设定一:调整自动探头1.刀柄擦干净2.装电池(注意正.负级)如图A电池正负极,及其表示位置图A3.装探头(用专用扳手扳紧)(如图B)图B4.将自动探头装入主轴中5.用杠杆千分表打在红宝石最高点,转动自动探头,看百分表的数值,假如数值小于0.02MM,就不用在调整自动探头,反之需要调整(如图C)6.把杠杆表打在红宝石最高点, 图C用内六角调整自动探头上的四个螺丝(如图D)二:自动探头直径补偿1.把一个标准圆环固定在工作台上.2.用千分表寻找圆环中心,是主轴中心与圆环中心重合.(千分表尽可能为0)(如图E)3.在圆环中心设定一个机床坐标系原点.4.把主轴移开,在返回进行确认.(此时千分表为0)Ⅰ调整螺丝位置图D 图E (FM MP3的调整螺丝在圆锥盖得里面)5.把自动探头放入主轴中,走到设定的原点(如图F)6.在MDI方式下,输入CALL OO18,启动.(自动探头加电,会有几秒的延时) (FMMP3输入 : CALL OO16)7.把自动探头下降到基准圆环平面以下10MM左右.8.在MDI方式下,输入CALL OO21,启动.(将设定的原点读入MSB原点)9.画面放在"测量结果显示",按"MSB原点"(MSB原点坐标,No.3号坐标系).10.输入VNCOM[1]=8,启动.11.将画面放在"测量结果显示"按"传感器",用手轻碰探头,看到传感器画面有黄色的指示灯会亮,进行信号确认,表示探头有信号.12.在MDI方式下,输入:CALL OO10 PMOD=9 PDI=50 POVT=3 启动.PMOD=9 表示自动探头半径补偿 PDI=50 表示基准环的准确直径 POVT=3表示超行程距离13.测量结果在"测量表示画面",按"MSB刀具ON/OFF"键.半径补偿的1-4号半径补偿值为探头4个方向的补偿值.14.在MDI方式下,输入:CALL OO19 启动(表示断电)(FMMP3输入:CALL OO17)三:自动探头长度方向补偿1.换基准棒.(记下标准棒的长度,假如为199.9MM)2.将基准棒的端面与量块轻微接触到(如图G).3.在此位置设定Z方向的原点.a.绝对长刀具补偿:运算199.9b.相对刀具补偿:运算04.抬起基准刀具,主轴换上自动探头.5.在MDI方式下输入:CALL OO18 启动 <VNCOM[1]=8检测信号>6.在手动方式下,将自动探头放在量块的上方,大约10MM左右(如图F).* 相对补偿,PLI=自动探头长度-基准棒长度(大概距离)9.CALL OO19 (自动探头断电)四:复制补偿数值图F1.将"MSB刀具ON/OFF"中的,半径补偿1-4号复制到5-20号,长度补偿的5号复制的1-4号.2.在MDI方式下,输入:CALL OO22 Ⅱ间距10MM左右 图G 图H使用自动探头一:内径测量1.探头放在孔的中心位置(大概),把探头的顶端移到孔内.2.MDI方式下:输入 CALL OO18 启动(FMMP3输入CALL OO16)3.测量: CALL OO10 PMOD=7 PDI=50 启动 .(PMOD=7表示测量孔德半径.PDI=50表示孔直径的预想值) 4:测量结果在"测量结果显示"中.5.设定孔中心为原点: CALL OO20 PHN=3 PX=0 PY=0 启动.(PHN=3表示为3号坐标系,PX,PY表示X与Y偏移量) 6:在MDI方式下,输入: CALL OO19 启动(FMMP3输入:CALL OO17)二:外径测量1.探头放在孔的中卫,并且在零件的上方.2.CALL OO18启动.3.测量: CALL OO10 PMOD=6 PDI=100 PIN=25 启动 (PMOD=6表示测量外径 PDI=100表示外径的预想值 PIN=25表示从探头顶端下降25mm.)4.以下操作同测内径操作.三:X向的端面测量 1.探头放在离被测平面不远的地方.2.在MDI方式下,输入: CALL OO10 PMOD=1 PEI=-255 启动 .(PEI=-255表示X向的预想值,预想值=当前位置+到被测面得距离) 3.设原点同上,设好原点后,再次确认,输入:CALL OO10 PMOD=1 PEI=0启动 PEI=0表示确认面与测量面差值为0.四:Y向端面测量1.测量:CALL OO10 PMOD=2 PEI=800 启动2.设原点和再次确认操作步骤同上.五:Z向测量.1.探头方在被测零件平面的上方.2.在MDI方式下,输入: G56H5 启动,HS=5表示MSB刀具长度补偿为五号.3.测量:CALL OO10 PMOD=3 PEI=-111 启动4.设原点和再次确认同上.六:测量两点间的距离探头放在被测量两点的大约中间位置.*X向测量:CALL OO10 PMOD=11 PELI=60 启动 *Y向测量:CALL OO10 PMOD=12 PELI=85 启动七:测量两端面的距离探头放还在被测两端面的中间,并放在零件的上面.* X向测量:CALL OO10 PMOD=11 PELI=130 PIN=30 启动* Y向测量:CALL OO10 PMOD=12 PELI=130 PIN=30 启动END Ⅲ。
雷尼绍测头培训PPT课件

所以》 M98不能在调用时指定变量的值,而G65可以
那么G65后面跟的一大堆字母表示的是什么意思呢?
Slide 17
.
G65和M98的差别(一)
变量表
异或
#i=#j XOR #k
与
#i= #j AND #k
蓝色字体为不常用运算符 Slide 9 所有运算格式要正确
备注
运算按照二进制一位一 位的进行
.
测试一
可以把G55的坐标值写入全局变量吗?局部变量呢? • 怎么写? • 两个有什么差异?
我可以给G55的坐标赋值吗? • 怎么写? • 有什么用处?
备注
#k不为0 角度以度指定 90.5表示90度30分
.
算数和逻辑运算(二)
功能
平方根 绝对值
格式
#i=SQRT[#j] #i=ABS[#j]
舍入 上取整 下取整 自然对数 指数对数
#i=ROUND[#j] #i=FIX[#j] #i=FUP[#j] #i=LN[#j] #i=EXP[#j]
或
#i=#j OR #k
#120 #121 #122 #123 #124 #125 #126 #127 #128 #129
用户#1可30 用变量 #140
#131
#141
#132
#142
#133
#143
#134
#144
#135
#145
#136
#146
#137
#147
#138
#148
#139
雷尼绍 (1)
J
K
#5
#6
U
V
#21
#22
#32
#33
* 不允许作为输入地址使用
系统变量
变量 #2001 to #2299 #10001 to #10512 #5061 #5062 #5063 #5201, #5202, #5203 to #5208 #5221, #5222, #5223 to #5228 #5241, #5242, #5243 to #5248 #5261, #5262, #5263 to #5268 #5281, #5282, #5283 to #5288 #5301, #5302, #5303 to #5308 #5321, #5322, #5323 to #5328 #5001, #5002, #5003 to #5008 描述 Tool offsets Tool offsets option Probe skip position X Y Z External work offset G54 work offset G55 work offset G56 work offset G57 work offset G58 work offset G59 work offset End block point
Green-Point Training
• • • • • 雷尼绍工件测头OMP40-2,OMI在FANUC机床上的安装 雷尼绍程序说明 雷尼绍测头校准 宏变量 宏程序分析说明
4/20/2016
Slide 1
OMP40-2和OMI
4/20/2016
Slide 2
硬件安装说明
一.工件测头与刀柄及探针的组装 1)将测头装入刀柄,拧紧刀柄上2固定螺丝 2)将电池及测针装在测头上 3)将测头装入主轴,用千分表打测针球中心(0.005) 具体通过调整刀柄上4个方向的螺丝来确定球中心 二.接受器OMI安装 1)装上支架 2)套上保护管 3)将接受器固定在机床某个位置,使接受器对 准主轴方向,确保其传输良好
英国雷尼绍Renishaw MCP测头红宝石测头
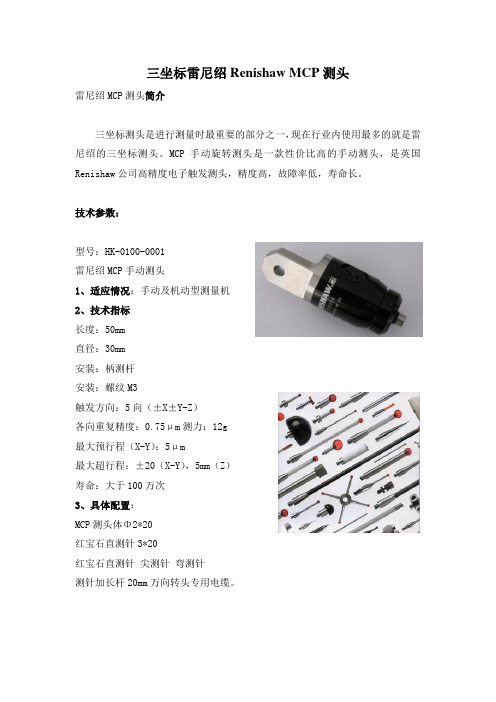
三坐标雷尼绍Renishaw MCP测头
雷尼绍MCP测头简介
三坐标测头是进行测量时最重要的部分之一,现在行业内使用最多的就是雷尼绍的三坐标测头。
MCP手动旋转测头是一款性价比高的手动测头,是英国Renishaw公司高精度电子触发测头,精度高,故障率低,寿命长。
技术参数:
型号:HK-0100-0001
雷尼绍MCP手动测头
1、适应情况:手动及机动型测量机
2、技术指标
长度:50mm
直径:30mm
安装:柄测杆
安装:螺纹M3
触发方向:5向(±X±Y-Z)
各向重复精度:0.75μm测力:12g
最大预行程(X-Y):5μm
最大超行程:±20(X-Y),5mm(Z)
寿命:大于100万次
3、具体配置:
MCP测头体Φ2*20
红宝石直测针3*20
红宝石直测针尖测针弯测针
测针加长杆20mm万向转头专用电缆。
雷尼绍使用手册
雷尼绍中文说明书 山善(上海)贸易有限公司技术部一. 雷尼绍测头的标定:测头标定是矫正测头球相对主轴中心线的偏差和测头的长度误差以及探针球的半径误差。
1在以下几种情况下需要标定测头: a 第一次使用测头时。
b 测头上安装了新的探针。
c 怀疑探针弯曲或测头发生碰撞时。
d 周期性地进行标定以补偿机床的机械变化误差。
e 如果测头柄的重新定位的重复性差。
2 将已知内孔经的Master (随测头一起标定用的标准块)置于工作台且靠近主轴的一边。
a. 如图一所示用千分表将Master 沿着X 方向拉平后水平的固定在台 面上;b. 用千分表找正Master标位置(将其置于G54X- Y-中); c.在主轴上安装验棒(Testbar),移动 Z 轴并用块规测量master 的位置如图二所示 d.使w 轴在原点位置,譬如 Testbar 长度=350.311mm块规长度=30.00mm此时Z轴机械坐标为-1148.291mm (图一)(图二) e.设定标定时用的工件坐标系Z=-1148.291+(-30.0)+(-350.311)=-1528.602mm(将其置于G54Z--)f.执行T1M06(因为预先设定T01为测头专用);g.将测头安装到主轴上,擦干净测球并用千分表测量测球的跳动,如果跳动大需要重新调整(测头柄上四个方向均有调整螺丝);h.测头每次安装到主轴孔内时必须一致即不能旋转180度再安装,为了避免误差;3.完整标定测头需要O9801、O9802及其O9803或者O9804程序 标定程序依次说明:1.(O9801)测头长度的标定:格式如下:G65P9801Zz Tt;例题:在G54工件坐标系中设置X、Y、Z的值;O0001G90G80G40G0G54X0Y0G43H01Z100. (因测头通常设定为T01,激活1号补正,定位到100mm处) G65P9832 (旋转开启测头包含主轴定位)G65P9810Z10.F3000(保护定位移动)G65P9801Z0T1 (Z向标定,T1表示刀补号码)G65P9810Z100 (保护定位移动到Z100.0处)G65P9833 (旋转关闭测头)G28Z100. (参考点返回)H00 (取消刀补)M302(O9802)标定探针的X、Y方向偏心:格式:G65P9802Dd Zz上述D是表示标准块的内径值,当使用凸台标定时要使用Zz,省略时表示用孔来标定。
测头使用工作原理及雷尼绍测头快速入门
测头使⽤⼯作原理及雷尼绍测头快速⼊门什么是机床测头,你知道吗?什么是机床测头?机床测头是⼀种配置在数控机床上的测量设备,是⼀种科技创新型产品,其主要功能是为企业提升现有⽣产设备的制造品质,降低制造成本,节省时间及⼈⼯成本。
所以深受各⼤企业青睐。
机床测头对数控机床的作⽤:1.能⾃动识别机床精度误差,⾃动补偿机床精度2.代替⼈⼯做⾃动分中、寻边、测量,⾃动修正坐标系,⾃动⼑补3.对⼤型复杂零件在机床上直接进⾏曲⾯的测量4.能提升现有机床的加⼯能⼒和精度,⼤型单件产品在线修正⼀次完成,不再⼆次装夹返⼯修补5.⽐对测量结果并出报告6.提⾼⽣产效率、提升制造品质确保产品合格率7.降低做零件基准的制造成本及外型加⼯⼯序8.批量分中⼀次完成,⾸件调机、打样、确定⽣产⽅案⽅便快捷9.减少机床辅助时间,降低制造成本。
测头的⼯作原理,你知道吗?触发式测头的⼯作原理:在测头内部有⼀个闭合的有源电路,该电路与⼀个特殊的触发机构相连接,只要触发机构产⽣触发动作,就会引起电路状态变化并发出声光信号,指⽰测头的⼯作状态;触发机构产⽣触发动作的唯⼀条件是测头的测针产⽣微⼩的摆动或向测头内部移动,当测头连接在机床主轴上并随主轴移动时,只要测针上的触头在任意⽅向与⼯件(任何固体材料)表⾯接触,使测针产⽣微⼩的摆动或移动,都会⽴即导致测头产⽣声光信号,指明其⼯作状态。
在数控机床上采⽤测头进⾏测量的⼯作原理在数控机床上采⽤测头进⾏测量时,先将测头安装在机床的主轴上,然后操作者⼿动控制机床移动,使测头测针上的触头与⼯件表⾯接触,由于机床的数控系统实时地记录并显⽰主轴的位置坐标值,因此,可以结合测针的触头与⼯件的具体位置关系,利⽤机床主轴的坐标值换算出⼯件被测量点的相关坐标值。
获得⼯件的各个被测量点的相关坐标值以后,再根据各坐标点的⼏何位置关系进⾏相关计算,便可以获得最终的测量结果。
雷尼绍测头快速⼊门+开启信号LED指⽰灯(黄⾊)当开启信号传输⾄测头时,该LED指⽰灯将变亮。
雷尼绍MIH系列手动测头说明书
MIH
MIH-S
MIH features and benefits:
• Repeatable indexing in 720 positions
• Capable of carrying up to 300 mm (11.81 in) extension for deep part measurement
Please refer to page 5-1 for probe compatibility information
MIH / MIH-S
MIH manual indexing probe head
The MIH is a versatile manual indexing probe head. It has programmable indexing positions using 7.5° increments and has an autojoint probe mount for fast repeatable probe changing. These features can increase the productivity of a manual CMM.
• An integral LCD enables easy programming of probe orientation positions
• 20 probe positions can be memorised
• Compatible with most Renishaw probes (excluding all multiwire e.g. TP7M)
雷尼绍测头培训PPT
#129
#139
#149 0
全局变量(四)
#500 #501 #502 #503 #504 #505 #506 #507 #508 #509
#510 #511 #512 #513 #514 #515 #516 #517 #518 #519
#520 #521 #522 #523 #524 #525 #526 #527 #528 #529
Xx Yy Zz:目标位置在当前坐标系 下的坐标
当在移动的过程中,碰到障碍,机床停止 ,报警号3086 提示信息“PATH OBSTRUCTED”
Ff:移动的进给率
保护移动程序-O9810
成功移动至目标位置 G65 P9810 X50.0 Z5.0 F3000
保护移动程序-O9810
未成功移动至目标位置 G65 P9810 X50.0 Z5.0 F3000
小结
对于初学者,以下变量范围,建议先不用: • #100-#199 • #500-#550
其他全局变量可按需要使用
测头使用必须要标定 • 初次使用时 • 更换测针后 • 使用一段时间后 • 标定后,挂刀方向要固定 • 标定时的进给与测量的进给保持一致
休 息 会?
保护移动程序-O9810
保护移动程序-O9810
#120 #121 #122 #123 #124 #125 #126 #127 #128 #129
用户#1可30 用变量 #140
#131
#141
#132
#142
#133
#143
#134
#144
#135
#145
#136
#146
#137
#147
#138
#148
雷尼绍探头安全操作及保养规程
雷尼绍探头安全操作及保养规程雷尼绍探头是一种用于测量温度和湿度的传感器,广泛应用于各种工业和实验室环境中。
本规程旨在指导用户正确使用和保养雷尼绍探头,以确保设备的安全性、可靠性和精度。
第一章:安全操作1.1 前置知识在使用雷尼绍探头前,用户需要了解以下关键知识:•温度和湿度的测量原理•各种传感器类型的区别和优缺点•探头的使用限制和技术规范•工业和实验室环境的安全标准和操作规程用户需要通过培训或自学获得这些知识,并在使用探头前检查设备和环境是否符合要求。
1.2 操作步骤1.打开探头包装箱,并检查探头是否完好无损。
2.安装探头,根据具体型号和使用场景选择合适的安装方式。
3.连接探头到测量设备,确保连接牢固。
4.对探头进行校准,校准方法请参照探头使用说明书。
5.开始进行温度和湿度的测量,记录数据并保留备份。
6.在使用完毕后,关闭设备并拔掉探头连接线。
1.3 注意事项•在使用探头前,必须确保设备和环境符合要求,以免影响探头的准确度和寿命。
•在使用探头时,必须严格按照使用说明书和技术规范操作,避免误操作和超出范围。
•在探头安装和使用过程中,必须严格遵守相关的安全标准和操作规程,确保人身安全和设备完整。
•在使用完毕后,必须及时关闭设备并拔掉探头连接线,以免发生电击或其他安全问题。
第二章:保养规程2.1 常规保养探头的常规保养包括以下方面:•定期清洁:挑选合适的清洁液体和软布,轻轻擦拭探头表面,以清除杂质和污垢。
•定期校准:根据使用频率和需要,定期对探头进行校准,以保证测量的准确性。
•定期检查:定期检查探头是否完好无损,是否存在损坏或老化的情况,如发现问题,及时更换或修理。
2.2 存储保养探头的存储保养包括以下方面:•安全存放:在不使用探头时,应将探头存放在干燥、阴凉、通风的处所,避免阳光暴晒和潮湿环境。
•防护封装:可以使用专用的防护封装将探头包裹起来,以避免受到碰撞或磨损。
•可靠备份:对于长期存储的数据,应定期进行备份,以防止数据丢失或损坏。
哈斯-雷尼绍测头探针系统使用指南20110214
哈斯、雷尼绍测头探针系统使用指南VQC雷尼绍测头模板使用HAAS/雷尼绍测头可以简化测头程序,并且可以定制,包括5部分:主轴探头1-9,主轴探头10-18,刀具偏置,测头校验,帮助。
这包括最近发放哈斯机床探针(由雷尼绍制造)设置模板。
因为没有人知道如何使用,很多测头使用率低,并且说明书非常复杂。
哈斯VQC探针系统包括一个主轴探头,工具设置探头,探头接收和Renishaw软件(约49k ,9000宏)。
它大大简化了编程和设置和使用的探针。
创建的程序调出所需的宏子程序。
样板被分成4个种类显示。
因为15个类别的限制,在VQC模板中这是一个单独的程序(O09910)。
程序文件“vqcpsmei.pgm”包括42个子程序。
附带的雷尼绍软件给有编程/探头的经验的人提供了完整的探测能力。
注:帮助是一个新的类别,显示在软件更改。
如果您已经加载规则的铣床VQC模板(VQC进入方法:MDI模式下按程序键两次,选择VQC),你可以按<F2>到程序清单。
然后,您可以选择探头模板(O09996)。
注:通常有一组数目的宏用来探针。
这些都是9000系列程序。
通过选择方案9996你会得到探针模板所示。
Here you can see the five categories of the Probe Templates.If we select the first category (by pressing WRITE/ENTER) we get these templates (next slide):在测头模板中可以看到5个分类。
如果我们选择第一类(按写入/回车),我们得到这些模板(下图):This shows the templates for the first category as they appear on the LCD Monitor. Theses are Work Offset templates.They include Probe Bore, X Plus Surface, X Minus Surface, Y Plus and Minus Surface, and Z Surface, Vise (or part) Corner, Center of Block.显示器显示第一类的模板。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
G65和M98的差别(一)
指定变量的值
格式:M98 P**** G65 P**** Aa Bb Cc Dd Ee Ff Hh Ii Jj Kk Mm Nn Qq Rr Ss Tt Uu Vv Ww Xx Yy Zz 所以》 M98不能在调用时指定变量的值,而G65可以
那么G65后面跟的一大堆字母表示的是什么意思呢?
#108
#109
#118
#119
#128
#129
#138
#139
#148
#149
全局变量(三)
#100
#101 #102 #103 #104 #105 #106 #107 #108 #109
#110
#111 #112 #113 #114 #115
#120
#121 #122
#130
#131 #132
G65和M98的差别(二)
示例:
O0001 #1=1. #600=-1 M98 P1000; #600=#1;此时#600的值是多少? …… ----------------------------O0002 #1=1. #600=1 G65 P1000 #600=#1;此时#600的值是多少? ……
2. 程序运行后,会将半径写入#500 和#501
小结
对于初学者,以下变量范围,建议先不用: • #100-#199 • #500-#550
其他全局变量可按需要使用
测头使用必须要标定 • 初次使用时 • 更换测针后 • 使用一段时间后 • 标定后,挂刀方向要固定 • 标定时的进给与测量的进给保持一致
格式:G65 P9803 Dd G17 G40 G49 G69 G80 G90 G54 X0 Y0(环规中心)
举例:G65 P9803 D50.005
Dd: 用于校正的环规直径
G65 P9803 D50.005
G91 G28 Z0 G90
M30
注意: 1.准确将主轴定位至环规的中心位置
并将测针置于环规内部
所以,每次更换测头,或者更换测针后,必须 校正!! 如何校正?软件部分再讲
校正项目
测头长度校正 测针半径校正 测针偏心校正
》值存放在刀具补偿 》值存放在全局变量 》值存放在全局变量
为什么要存放在全局变量中?
测头长度校正
格式:G65 P9801 Zz Tt 举例:G65 P9801 Z0. T21 Tt 要更新的刀具号. Zz 标准表面的工件坐标.
格式:G65 P9810 Xx Yy Zz Ff Xx Yy Zz:目标位置在当前坐标系 下的坐标 Ff:移动的进给率
2.报警
当在移动的过程中,碰到障碍,机床停止 ,报警号3086 提示信息“PATH OBSTRUCTED”
保护移动程序-O9810
成功移动至目标位置 G65 P9810 X50.0 Z5.0 F3000
举例:G65 P9802 D50.005
Dd: 用于校正的环规直径
G65 P9802 D50.005
G91 G28 Z0 G90
M30
4
注意:
1
#503
#502
2
1.准确将主轴定位至环规的中心位置
Y
并将测针置于环规内部
3
X Dd
2. 程序运行后,会将偏心写入#502 和#503
校正测针球半径
O1000
#140
#141 #142 #143 #144 #145 #146 #147 #148 #149
0
0 1.000 1.000
INSPECTION PLUS #123 #133 测量 结果和旗帜
#124 #125 #134 #135 #136 #137 #138 #139 0 0 10.00
测量结果和旗帜的数值 #116 #126 在每次测量后被覆盖
备注
#k不为0 角度以度指定 90.5表示90度30分
算数和逻辑运算(二)
功能
平方根 绝对值 舍入 上取整 下取整 自然对数 指数对数 或 异或 与
格式
#i=SQRT[#j] #i=ABS[#j] #i=ROUND[#j] #i=FIX[#j] #i=FUP[#j] #i=LN[#j] #i=EXP[#j] #i=#j OR #k #i=#j XOR #k #i= #j AND #k
备注
运算按照二进制一位一 位的进行
蓝色字体为不常用运算符 所有运算格式要正确
测试一
可以把G55的坐标值写入全局变量吗?局部变量呢? • 怎么写? • 两个有什么差异? 我可以给G55的坐标赋值吗? • 怎么写? • 有什么用处? 要读取5号刀的刀具长度补偿(含磨损) • 怎么读? • 有什么用处? 程序中要添加报警,用哪个变量,怎么用?
前
言
变 量 基 础 部 分
变量类型
全局 变量 用户 变量 局部 变量 只能在当前宏程序中使用的变量 #1-#33 所有的宏程序中都可以共用的变量 #100-#199:掉电不保持 #500-#999:掉电保持
变量
系统 变量
用来储存系统数据的变量,如刀补,位置等 #1000-
常用系统变量-工件坐标系
功能:每次测量一个面
常用格式:G65 P9811 Xx或Yy或Zz Xx Yy Zz:目标位置在当前坐标系 下的坐标
单点测量程序-O9811
常用扩展格式: G65 P9811 Xx或Yy或Zz [Ss Tt] [ ]中的变量为可选输入变量 Ss:欲更新的坐标系 Tt:欲更新的刀具编号 举例: G65 P9811 X0. S101 G65 P9811 Z10. T4
外部坐标系偏置 G54(1-3轴) G55(1-3轴) G56(1-3轴) #5201-#5203 #5221-#5223 #5241-#5243 #5261-#5263 #5281-#5283 #5301-#5303 #5321-#5323 #7001-#7003
我们能用这些 变量干什么? (见测试)
休 息 会?
算数和逻辑运算 部分二
运算符
作用 多用于逻辑判断,和IF等条件语句使用
IF 条件语句
判断后跳转
示例: 如果变量#1的值大于10,跳转到N2程序段 N1 IF[#1 GT 10.] GOTO2 …… N2 G00 G91 X10. ……
IF<条件> THEN <表达式>
保护移动程序-O9810
未成功移动至目标位置 G65 P9810 X50.0 Z5.0 F3000
单点测量程序-O9811
单点测量程序-O9811
注
意
1.目标位置指定
每次只能指定X/Y/Z中的一个值 举例: G65 P9811 X-1. G65 P9811 Z-5. G65 P9811 Y1.
O1000
G17 G40 G49 G69 G80 G90 G54 X0 Y0
G43 H21 Z20.
G65 P9801 Z0 T21 G91 G28 Z0
G90
M30 注意:在这里T21的刀补中要有
一个预置的大概刀长
校正测针X/Y偏置
O1000
格式:G65 P9802 Dd G17 G40 G49 G69 G80 G90 G54 X0 Y0(环规中心)
如果表达式满足,执行THEN后的语句。否则顺序执行 示例: 如果#1和#2的值相同,0赋值给#3 IF[#1 EQ #2]THEN #3=0; ……
宏程序调用
重要内容
程序调用方式
M98调用
格式:M98 P**** 举例:M98 P1000
G65调用
格式:G65 P**** Aa Bb Cc Dd Ee Ff Hh Ii Jj Kk Mm Nn Qq Rr Ss Tt Uu Vv Ww Xx Yy Zz 举例:G65 P1000 A1. B2. X10. Z5. 都可以调 用,有区 别吗?
G57(1-3轴) G58(1-3轴)
G59(1-3轴) G54.1P1(1-3轴) …… G54.1P48(1-3轴)
#7941-#7943
常用系统变量-刀具补偿偏置
我们能用这些 变量干什么? (见测试)
常用系统变量-报警变量
变量号
#3000
功能
赋值0-200,机床停止并报警
举例
#3000=1(NG) 屏幕显示“3001 NG”
G65和M98的差别(一)
变量表
举例: G65 P1000 A1. B2. X10. Z5.
表示在调用O1000的同时,就指定了程序中#1,#2,#24,#26的值 通常在程序中有类似的语句: IF[#1 NE #0] GOTO2 或 #600=#2+10.等类似的语句 那么,这样有什么好处?
休 息 会?
保护移动程序-O9810
保护移动程序-O9810
注 1.目标位置指定
意
可以单独指定X/Y/Z中的任何一个值;也 可以同时指定其中任意2个或3个全部指定 举例: G65 P9810 Y-1. F3000 功能:在测头移动时,如果有障碍 G65 P9810 X0 Z-5. F3000 G65 P9810 X0 Y1. Z2. F4000 物阻挡,机床停止并报警
我们能用这个 变量干什么? (见测试)
算数和逻辑运算 部分一
算数和逻辑运算(一)
功能
定义 加法 减法 乘法 除法 正弦 反正弦 正切 反正切 余弦 反余弦
格式
#i=#j #i=#j+#k #i=#j-#k #i=#j*#k #i=#j/#k #i=SIN[#j] #i=ASIN[#j] #i=TAN[#j] #i=ATAN[#j]/[#k] #i=COS[#j] #i=ACOS[#j]