非常齐全的塑料模具模架
第二讲标准模架及其他标准件的介绍与订购

第二讲:标准模架及其他标准件的介绍与订购一、国内(特别是珠江三角洲)采用最多的标准模架的厂商:1、龙记(LKM)用得最多.;2、科达;3、富得巴;4、明利;二、注塑模具标准模架的分类:1、大水口(二板模)标准模架;2、细水口(三板模/小水口)标准模架:(1)标准型;(2)简化型;注意:还可依据其外型把标准模架分为:直身模或者工字型模,主要用“工字型模”注:模胚15—25模胚用CI型号,27—40模胚用CT型号(注:40模胚如果框深超过40以上才开CH模胚)45以上模胚开CH型号。
三、常用材质:王牌料(S50C/S55C)四、大水口模架组成部分与订购:1、模架型号中几个字母的区别如下:1)前面四个字母ABCD的区别:A:代表在后模板下方有一个托板U板,一般适合后模板开通框和后模仁做大镶件时。
B:代表在后模板下方有一个托板U板,而且在A和B之间有一个顶出板S板,一般适合后模板开通框和后模仁做大镶件时和透明塑件或薄壁深腔模时。
C:代表最简单最常用的一种,没有托板和顶出板,一般适合不是透明塑件或薄壁深腔模及后模不开通框。
D:代表在在A和B之间有一个顶出板S板,一般适合透明塑件或薄壁深腔模时。
2)后面三个字母IHT的区别:I:代表工字模。
(常用)H和T:代表都是直身模,H比T少一个板叫面板或上固定板(T板)2、订购大水口模架所需五大尺寸:模具总宽,总长,A\B\C三板的厚度另外:A和B板之间隔空1mm,有两个作用,一是有利于分模面的排气和不走毛边,靠基准角的一套导柱导套向模具的长度内侧偏移了2mm,是为了防止装模板时装反从而保护型芯不损伤。
例如:LKM CI 2530 A50 B60 C80五、细水口模架组成部分与订购:1、模架型号中几个字母的区别如下:1)前面两个字母的区别:D和E的区别,D代表是三板模,有水口板即R板;而E代表是二板半模没有水口板即R板。
2)中间四个字母ABCD的区别:A:代表在后模板下方有一个托板U板,一般适合后模板开通框和后模仁做大镶件时。
德国模具钢厂介绍

1布特鲁斯特种钢公司1.1 基本介绍Buderus Edelstahl GmbH布特鲁斯特种钢公司位于德国的韦茨拉尔市,是著名的高级特种钢工业公司,布特鲁斯特种钢公司拥有从废钢冶炼到最终产品的所有现代化生产过程,因此可以向全球客户提供质量高,交货快、品种多的特种钢产品,能满足市场的各种需求。
布特鲁斯特种钢公司的重要特点还表现在出色的客户服务,较短的生产周期,以及透明一流的物流管理和质检系统。
布特鲁斯特种钢公司是伯乐集团公司旗下的一个分公司。
1.2 生产过程从原材料到最终产品所有工艺流程全在本公司布特鲁斯特种钢公司能供应范围广泛的特种钢产品,主要产品为优质钢、微细化工程钢、合金和非合金模具钢、合金和非合金高级结构钢、耐磨钢、滚动轴承钢、不锈钢、抗腐蚀钢、耐热钢、抗高温钢以及具有特殊物理性能的特种钢。
1、炼钢工艺按照客户的技术要求,在100吨电弧炉(EAF)中将废钢和合金一起溶化,然后在坩埚炉和真空包(LF)中完成主要的冶金过程。
布特鲁斯特种钢公司的现代炼钢工艺通过以下各项措施保证了最高的产品质量:●可重现过去成功的生产过程使得化学组成控制在严格的范围内,有害杂质含量极低,●坩埚中精确的温度控制保证取得最佳脱氧、去硫、除气及完美浇铸工艺的效果,●通过氩气搅拌使熔体充分混合一致,●特殊的去氧和脱硫处理工艺提高了氧化物和硫化物的纯度,● 100%的真空处理保证了溶体的气体含量极低,●应用了特种冶炼工艺如真空氧气脱碳法(VOD)、真空碳脱氧法(VCD)以及在生产汽轮机轴时使用的冶炼超纯净钢的工艺,●采用底模浇铸法使钢锭形状与模具高度一致。
2、自由锻造锻压机/热处理/机械加工布特鲁斯特种钢公司有2台(55MN和20MN)由电脑控制的高冲程液压锻压机,可以锻造重达150吨的钢锭,锻件在自动控制的活底固定加热炉及回转式加热炉中加热。
程控火焰切割装置,退火炉以及垂直和水平调质炉是锻压机的辅助设备,调质过程可以在水、油或聚合物中进行。
模具行业标准件库

标准号 JB/T5830-2008,JB/T8057.4~8057.5-1995 JB/T5825~5828-2008,JB/T8057.1~8057.3-1995 JB/T7648.1~7648.4-2008 JB/T7648.5~7648.8-2008 JB/T7643.1-2008,JB/T7643.4-2008 JB/T7644.1~7644.8-2008 JB/T7643.3-2008,JB/T7643.6-2008 JB/T7643.2-2008,JB/T7643.5-2008 JB/T7645.1~7645.7-2008 JB/T7184.1~7184.4-1990 JB/T7186.1~7186.4-1990 JB/T7185.1~7185.4-1990 GB/T2856.1~2856.8-1990 GB/T2855.1~2855.12-1990 JB/T7642.6-1994 JB/T7642.7-1994 JB/T7642.5-1994,JB/T7642.8-1994 JB/T7649.1~7649.10-2008 JB/T7187.1~7187.6-1994 GB/T2861.1~2861.8-1990 JB/T7187.5-1995,GB/T2861.10-1990 JB/T7651.1~7651.2-2008 JB/T7650.1~7650.9-2008 JB/T7647.1~7647.4-2008 JB/T7646.1~7646.6-2008 JB/T7652.1-2008 GB/T4169.6~9-2006 GB/T4169.2~5-2006,GB/T4169.12~14-2006 GB/T4169.11-2006,GB/T4169.18~21-2006 GB/T4169.13-2006 GB/T4169.22~23-2006 GB/T4169.1-2006,GB/T4169.15~17-2006 GB/T4169.9-2006 GB/T4169.10-2006 GB/T4678.1-2003,GB/T4678.8-2003 GB/T4678.4~10-2003 GB/T4678.19-2003 GB/T4678.12-2003 GB/T4678.11~13-2003,GB/T4678.16~17-2003 GB/T4678.14-2003
非标模架报价单收费明细
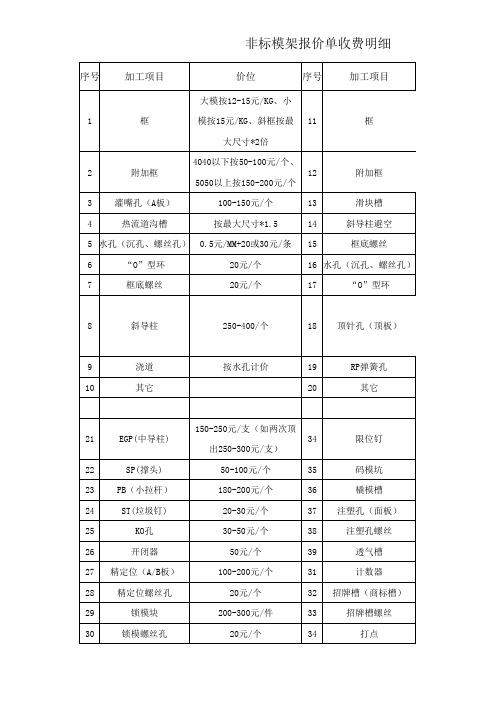
50元/个 250-300元/套 30-50元/个 200-500元/个 20元/个 50元/个 150元/个 150元/个 20元/个 10元/个非标模架报价单收费明细
价位
大模按12-15元/KG、小模按15 元/KG、斜框按最大尺寸*2倍
4040以下按50-100元/个、 5050以上按150-200元/个 按框计算 按框计算 10-20元/个 0.5元/MM+20或30元/条 按10-20元/个 特殊材料:B板30-50元/个、顶 针板20-30元/个,S50C:B板 20-40元/个、顶针板10-30元/个 30-50元/个
序号
加工项目
5 水孔(沉孔、螺丝孔) 6 7 “O”型环 框底螺丝
16 水孔(沉孔、螺丝孔) 17 “O”型环
8
斜导柱
250-400/个
18
顶针孔(顶板)
9 10
浇道 其它
按水孔计价
19 20
RP弹簧孔 其它
150-250元/支(如两次顶 21 22 23 24 25 26 27 28 29 30 EGP(中导柱) 出250-300元/支) SP(撑头) PB(小拉杆) ST(垃圾钉) KO孔 开闭器 精定位(A/B板) 精定位螺丝孔 锁模块 锁模螺丝孔 50-100元/个 180-200元/个 20-30元/个 30-50元/个 50元/个 100-200元/个 20元/个 200-300元/件 20元/个 35 36 37 38 39 31 32 33 34 码模坑 橇模槽 注塑孔(面板) 注塑孔螺丝 透气槽 计数器 招牌槽(商标槽) 招牌槽螺丝 打点 34 限位钉
非标模架报价单收费明细
序号 加工项目 价位
大模按12-15元/KG、小 1 框 模按15元/KG、斜框按最 大尺寸*2倍 4040以下按50-100元/个、 2 3 4 附加框 5050以上按150-200元/个 灌嘴孔(A板) 热流道沟槽 100-150元/个 按最大尺寸*1.5 0.5元/MM+20或30元/条 20元/个 20元/个 13 14 15 滑块槽 斜导柱避空 框底螺丝 12 附加框 11 框
模具类型介绍

热唧咀模具
采用热唧咀直接进料或间接进料的模具,简称热唧咀模具
定位圈
面板
隔热板
A板
前模
热唧咀
B板
后模 垫板
后模镶件
图13-.1.1
24
热唧咀模具應用實例
-
25
热流道模具
具有热流道板、二级热唧咀形式的模具,简称热流道模具
隔热板 定位圈 面板 隔热垫块 热唧咀 热流道板 二级热唧咀 中心隔热块
撥塊
開閉器 公模仁
滑塊
公模板 上頂出板 下頂出板
支撐柱 -
上固定板
剝料板
料頭
母模板 母模仁 定位塊 成品 導柱 回位銷 定位塊
模腳 下固定板
12
三板模應用范圍
一模一穴且要求側澆口進料或點進澆的大中型成品
B
入水位置
A
C
模圖
-
產品圖
13
一模多穴且求點澆口進料的成品
入水 位置
一出二腔模圖
-
14
一模多穴且求點澆口進料的成品
-
15
倒裝模
由于成品的特殊結構或者成品的外觀需求﹐致 使進膠與頂出在成品的同一側﹐這樣的模具 結構叫做---倒裝模
上固定板
上下頂出板 模腳
公模板
公模仁
母模仁 母模板
-
下固定板
16
倒裝模的運動方式:油缸頂出
開模后﹐靠油壓缸帶動頂出板前進和 后退﹐用回針確保回位定位。
-
17
倒裝模的運動過程
成型
開模
▪ 典型的三板模比我們 常用的兩板模多一塊 剝料板﹐多二次分型 (共三次分型)﹐在母模 板與公模板之間裝有 開閉器(分塑膠與機械 兩種)﹐這種裝置必須 在外加拉力達到一定 值時才會使公母模板 分開﹐以保證在三板 模中公三板模(小水口)結構介紹
常见模具的分类及结构模具的装配
常见模具的分类及结构模具的装配模具是制造工业产品的重要工具,它可以用于制造各种形状的产品。
常见的模具可以根据形状和结构进行分类。
下面将详细介绍常见模具的分类及结构,并对模具的装配进行说明。
一、按照形状分类1.凸模:凸模是具有凸起零件图形的模具,它通常用于制造圆柱形、多棱柱形等外凸的产品。
凸模主要由模座、凸轮、导向柱等部件组成。
2.凹模:凹模是具有凹入零件图形的模具,它通常用于制造槽形、孔形等内凹的产品。
凹模主要由模座、模腔、导向柱等部件组成。
3.成型模:成型模是用于塑料成型加工的模具,它主要用于制造各种塑料制品。
成型模可以分为注塑模、压延模、吹塑模等。
4.步模:步模是用于制造阶梯形、台阶形产品的模具。
步模主要由模座、模腔、导向柱等部件组成。
5.弹模:弹模是具有弹出零件的模具,它通常用于制造需要特殊处理的产品。
弹模主要由模座、弹簧、导向柱等部件组成。
二、按照结构分类1.简单模具:简单模具结构简单,由少量的模具部件组成,通常用于制造形状单一、要求不高的产品。
2.复杂模具:复杂模具结构复杂,由较多的模具部件组成,通常用于制造形状复杂、要求高精度的产品。
3.组合模具:组合模具由多个模具部件组合而成,可以根据不同产品的要求进行组合和调整。
组合模具可以用于制造多种形状的产品。
4.附加模具:附加模具是用于辅助模具操作和加工的附属工具,它主要包括模模切割刀、导向柱、模间距调节器等。
模具的装配是将各个模具部件按照一定顺序进行组合和安装,使其构成一个完整的模具系统。
模具的装配需要遵循以下几个步骤:1.准备工作:对于新的模具部件,需要进行清洗和润滑处理,以确保其表面干净平整,并且能够顺利运动。
2.分析设计图纸:根据模具的设计图纸,分析各个模具部件的规格、尺寸和相对位置,确定正确的装配顺序和方法。
3.定位安装:根据设计要求,将模座固定在加工设备的工作台上,并使用夹具或螺丝将模具部件正确的定位和固定。
4.组合装配:根据装配图纸或指导书,按照正确的顺序和方法,将各个模具部件进行组合和安装。
塑模具三板模介绍
5.1拉料梢的作用
一. 将料头从母范本中 脱离
二.
在第一次开模时, 拉料梢之倒勾形成 上固定板与剥料板 分开的阻力
5.2设计要点
一.
在进胶点上方,排布拉料销
二.
对于料头长或有曲线变化时,每 隔一段距离在转弯处增加拉料 梢
三.
剥料板前端需有5°的斜度
四.
拉料梢头部应埋在剥料板内
(四)﹑常用三板模开模顺序
运动,运动到设定距离(大于料头长度)时,被小拉杆限位块挡住,由于母范本随注塑机动模侧继续向后运动,这样
小拉杆也被带动,它又带动剥料板运动一个设定距离(常为8mm),以便将料头打下.这个设定距离运动完后,小拉
杆和母范本都停止运动.
(2)
注塑机动模侧继续动模侧向后运动,拉力不断增大,超过开闭器锁紧力.母模板与公模板分开.分开到设定距离时
进行简单介绍
DC 和FC TYPE是我们最常用,最典型的三板模 它比我们最常用的两板模
SC TYPE 多一块剥料板,多二次分型(共三次分型),在母模板与公模板之间 装有开闭器(分塑料与机械两种),这种装置必须在外加拉力达到一定值时 才会使公母范本分开,以保证在三板模中公,母范本不首先分开. DC(FC) TYPE比EC(GC) TYPE 多一块剥料板 EC (GC)TYPE也是一种常用的小水口模座,当用母模滑块或母模斜稍时常用这 种结构的模座,这种结构与大水口很相似, 多一次上固定板与母模板的分 型.
较大的成型机 五.成型过程中压力损失大 六.模具构造复杂﹐价格高﹐容易出故障。
开模过程:常用三板模(DC TYPE)有三次分型,第一次在剥料板与母范本之间,第二次在剥料板与上固定 板之间,第三次在母模板与公模板之间.
(1)
项目七_注射模具模架的选用专业教学

推 板 Stripper Plate
支承板 Support Plate
大水口模架
A 有支承板,无推板 B 有支承板,有推板 C 无支承板,无推板 D 无支承板,有推板
由支承板和推板的有无组成大水口模架的四种形式:
大水口模架(四种形式)
在何种条件下需要用到推板?
支承板的作用: 防止型芯零件脱出,增强零件的稳定性。
②导柱、导套的有关配合要求 导柱与导套易磨损,为保证合模精度应便于更换。 导柱、导套为塑料模的标准件。 导柱和导套与其固定板采取H7/k6 H7/m6过渡配合。导柱(导向段)与导向孔采取H7/f7、H8/f8间隙配合。在满足合理的配合长度后,其余部分孔径扩大0.5~1mm。
一、 项目引入
本任务以成型电池盒盖(如图5-1所示)为载体,训练学生合理合理选择模架的能力。学习典型塑料注射成型模具的结构特点与标准模架选择方面的相关知识。
图5-1 电池盒盖
图7-1 注射成型模具外形图
掌握模架的分类;能够读懂典型注射成型模具图的其工作原理,具有合理选择模架的能力。
2)大型模架标准(GB/T12555.1)
基本型
2)大型模架标准(GB/T12555.1)
派生型
功能及用途同中小型模架一样
模架的基准角是模具加工、制造时的基准。
1、模架的基准角一般设置在模架的右下角。2、同时用字码做标记。 3、靠近基准角的导柱、导套、拉杆以及拉杆导套在长度方向上的距离要比其它相应的三个要小2mm。
③材料及热处理要求 导柱和导套均应具有坚硬而耐磨的表面,导柱应心部坚韧不易折断。 外硬内韧 导柱:20渗碳淬火或T8A T10 HRC56~60 导套:20渗碳淬火或T8A 铜合金 HRC50~55 导柱与导套的硬度有所差别,导套的硬度略低。