GKGG全自动印刷机操作规范
全自动印刷机操作规范GKG
目录目 的 适用范围 名词解释 职 责 管理规定 注意事项 参考文件 使用表格修订历史章节修订状态修订者 批准者 生效日期刘伟1目的正确操作全自动印刷机,保证机器正常运行,从而确保产品品质 2 适用范围 制造部生产车间SMT 线 3 名词解释1 234567锡膏印刷机:现代锡膏印刷机一般由装板、加锡膏、压印、输电路板等机构组成。
它的工作原理是:先将要印刷的电路板固定在印刷定位台上,然后由印刷机的前后刮刀把锡膏或红胶通过钢网漏印于对应焊盘,对漏印均匀的PCB,通过传输台输入至贴片机进行自动贴片。
4 职责4.1设备工程师负责印刷机的维修及周期性维护。
4.2设备技术员负责印刷机程序的制作与修改。
4.3操作员负责印刷机的操作及日常保养。
4.4生产主管负责监督执行5管理规定 5.1开机前检查5.1.1确认机器外观清洁,确认设备内部尤其是运动轨道运行范围内有无杂物5.1.2确认工作环境温度为23 ± 5 C之间,湿度V 80%。
5.1.3确定设备的工作气压为0.4〜0.6MPa之间。
5.1.4确认设备电源及相关连接线正常。
5.2开机5.2.1 打开设备电源。
图1.设备电源5.2.2设备开机完成后,进入归零界面,点击【开始归零】等待归零完成欢迎使用GKG^fl动卬刷机欢迎使用GKG全自动卬刷机厂FL J图2.设备归零界面图3.设备归零完成界面5.3调用生产程序5.3.1根据系统提示选择程序权限,操作员无需输入密码,其余均需输入相应密码获得权限。
完成后点击返回。
图4.权限选择界面图5.主界面图6.调用程序界面5.3.3选取完成后自动返回主界面,此时程序已打开。
点击【数据录入】,确认将要生产的产品印刷参数。
芯 f «S:iP弘谀日舉电BCCW MM IK E nJUF glTEV,I 渉碱“Hi*4K '- in A-I' c S 111 h'初IL■卜裁M轨5.3.2 在主界面点击【打开工程】选项,选取对应的生产程序,如BCLG4A-V05机器归零盯宵]I陌p血输ZUli'G-K-}* 7Lmimtr. POiTli K1» u-n I E咋机PHI fi 勢~H MHT I mlTKiyi 冊阿箫曲IHMT L祥llfK机SBH tb-g-i tMUlLmlTBtn,图7.数据录入第一页 5.4安装钢网541 确认第一步数据后,点击下一步,进入第二页,印刷机提示调整轨道宽度。
GKG-G5作业指导书
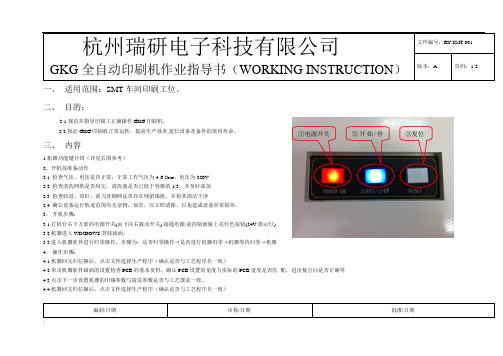
杭州瑞研电子科技有限公司GKG全自动印刷机作业指导书(WORKING INSTRUCTION)文件编号:RY-SMT-001 版本:A 页码:1/2一、适用范围:SMT车间印刷工位。
二、目的:2.1 规范并指导印锡工正确操作 GKG 印刷机。
2.2 保证 GKG 印刷机正常运转,提高生产效率,延长设备及备件的使用寿命。
三、内容1.机器功能键介绍(详见右图参考)2、开机前准备动作2.1 检查气压、电压是否正常,正常工作气压为 4-6.5bar,电压为 220V2.2 检查清洗网纸是否用完,清洗液是否已低于容器的 1/3,并及时添加2.3 检查轨道、顶针、刮刀及钢网是否存在残留锡渣,并将其清洁干净2.4 确认设备运行轨迹范围内无杂物,如有,应立即清除,以免造成设备异常损坏;3、开机步骤:3.1 打机台右下方部的电源开关(由下向右扳动开关),接通电源,前控制面板上亮红色按钮(24V 指示灯).3.2 机器进入 WINDOWS 登陆画面。
3.3 进入机器软件进行归零操作。
步骤为:是否归零操作→是否进行机器归零→机器等待归零→机器4、操作步骤:4.1 机器回完归位操后,点击文件选择生产程序(确认是否与工艺程序名一致)4.2 单击机器软件画面的设置检查 PCB 的基本资料,确认 PCB 设置的宽度与实际的 PCB 宽度是否匹配,进出板方向是否正确等4.3 点击下一步设置机器的印锡参数与清洗参数是否与工艺要求一致。
4.4 机器回完归位操后,点击文件选择生产程序(确认是否与工艺程序名一致)编制/日期审核/日期批准/日期①电源开关②开始/停③复位4.5 单击机器软件画面的设置检查 PCB 的基本资料,确认 PCB 设置的宽度与实际的 PCB 宽度是否匹配,进出板方向是否正确等4.6 点击下一步设置机器的印锡参数与清洗参数是否与工艺要求一致。
4.7 当生产主界面出现清洗纸已用完的提示时则需要更换钢网纸.更换钢网纸时需参照机器上所标识的钢网纸卷绕方向,防止卷错。
GKG-G5全自动印刷机操作指引
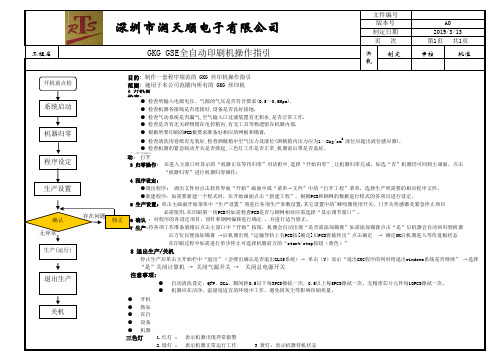
工程名制定审核批准1 开机前检查: 2 系统启动: 打开● 开机● 熟知● 在自● 设备● 机器● 根据所要印刷的PCB板要求准备好相应的网板和锡膏.页 次2019/3/13决裁第1页 共1页 ● 检查所输入电源电压、气源的气压是否符合要求(0.5~0.6Mpa).范圍: 適用于本公司范圍內所有的 GKG 丝印机A0文件编号版本号制定日期2.绿灯 : 表示机器正常运行工作 3 黄灯:表示机器待机状态 ● 机器应在洁净、温湿度适宜的环境中工作,避免因灰尘等影响印刷质量。
7 生产:待各项工作准备就绪后点击主窗口中“开始”按钮,机器会自动出现“是否需添加锡膏”如需添加锡膏点击“是”后机器会自动回归到机器 后方位以便添加锡膏 →后机器出现“运输导轨上有PCB按[确定]后PCB将被传出”点击确定 → 确定OK后机器进入等待进板状态 在印刷过程中如需进行单步停止可选择机器前方的“start/stop按钮(黄色)” 6 确认 :对程序的各设定项目、顶针和钢网偏移进行确让 ,并进行适当修正。
注意事項:● 自动清洗设定,QFP、BGA、脚间距0.5以下每3PCS擦拭一次,0.5以上每5PCS擦拭一次,无精密芯片元件每10PCS擦拭一次。
1.红灯 : 表示机器出现异常报警“是”关闭计算机 → 关闭气源开关 → 关闭总电源开关 停止生产后单击主开始栏中“退出”(会弹出确认是否退出GLX5系统)→ 单击(Y)显示“退出GKG程序的同时将退出windows系统是否继续” →选择8 退出生产/关机5 生产设置: 单击主画面开始菜单中“生产设置”项进行各项生产参数设置.其它设置中的"蜂鸣器使用开关、门开关传感器及紧急停止项目 ●新建程序:如需要新建一个程式时,在开始画面点击“新建工程”,根据PCB和钢网的数据进行程式的各项目进行设定。
目的: 制作一套程序規范的 GKG 丝印机操作指引●调出程序: 调出文件时点击软件界面“开始”画面中或“菜单→文件”中的“打开工程”菜单,选择生产所需要的相应程序文件。
GKGG5全自动印刷机设备安全操作规
GKGG5全自动印刷机设备安全操作规印锡机(GKG)操作规范1、目的:1.1 规范并指导印锡工正确操作GKG 印刷机。
1.2 保证GKG 印刷机正常运转,提高生产效率,延长设备及备件的使用寿命。
2、范围:适用公司所有GKG 印刷机。
3、职责:3.1 生产部印锡工负责设备操作、检查印锡效果及设备日常清洁并做好日保养记录。
3.2 生产部跟线技术员、工程师负责设备调试、维护,并指导与监督操作人员的操作。
3.3 SMT 技术部保养组负责实施对设备的定期保养与维护,并做好设备定期保养记录。
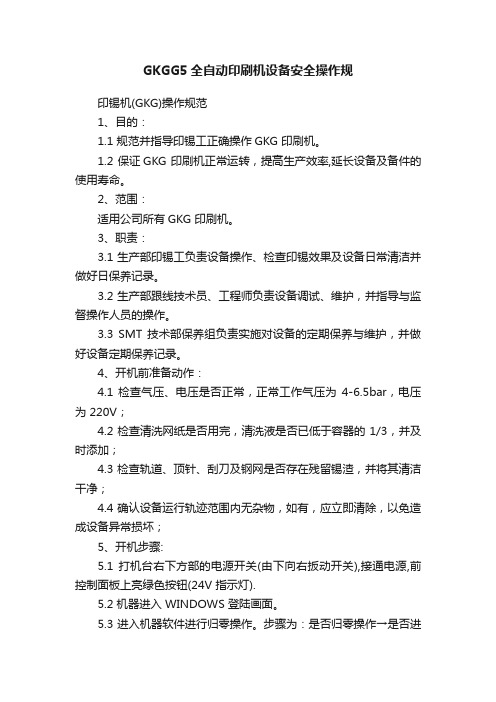
4、开机前准备动作:4.1 检查气压、电压是否正常,正常工作气压为4-6.5bar,电压为 220V;4.2 检查清洗网纸是否用完,清洗液是否已低于容器的 1/3,并及时添加;4.3 检查轨道、顶针、刮刀及钢网是否存在残留锡渣,并将其清洁干净;4.4 确认设备运行轨迹范围内无杂物,如有,应立即清除,以免造成设备异常损坏;5、开机步骤:5.1 打机台右下方部的电源开关(由下向右扳动开关),接通电源,前控制面板上亮绿色按钮(24V 指示灯).5.2 机器进入 WINDOWS 登陆画面。
5.3 进入机器软件进行归零操作。
步骤为:是否归零操作→是否进行机器归零→机器等待归零→机器6、操作步骤:6.1 机器回完归位操后,点击文件选择生产程序(确认是否与工艺程序名一致)6.2 单击机器软件画面的设置检查 PCB 的基本资料,确认 PCB 设置的宽度与实际的 PCB 宽度是否匹配,进出板方向是否正确等6.3 点击下一步设置机器的印锡参数与清洗参数是否与工艺要求一致。
6.4 点击下一步选择自动定位选项(如图8),放入PCB 定位→装钢网→作 MARK 点。
确认无误后保存退出。
6.5 安装刮刀时要注意刮刀不能安装反并且安装到位.否则钢网和刮刀会损坏。
6.6 区分前后刮刀,1为前刮刀,2为后刮刀,根据螺丝间距的不同装在不同位置上,不能相互交换。
GKG全自动印刷机操作指导书

3:确认印刷速度、刮刀压力。
4:确认进板方向是否正确。
5:当前程序设制每5PCB擦拭钢网。(干擦+湿擦+真空)
三:交接班:
交接人与接交人应当面交接清楚所有工作事项,签名后方可离开.
交接事项如下:
1:部品交接:明确交代好现生产机种的部品放置处与使用注意事项。
2:机器保养状况:包括机器内部保养与外观擦拭情况。
版本
修订内容
修订日期
修订者
A/0
新发行
2019-11-4
文件发行章
批 准
审 核制 订一:开机:源自1:开机器右下边旋转式主电源。
2:打开电源后主机会自动启动,等待电脑启动。
3:进入操作画面。
4:选择权限等级。
5:机器归零。
二:确认内容:
1:确认轨道上有没有PCB,顶针位置是否正确,气压值是否在:4.5-6.5kg。
3:环境卫生:对机台.地面.桌面进行整理.清洁并保持。
四:关机:
1:停止生产。
2:退出主画面。
3:机器归零。
4:关掉机器右下边旋转式主电源。
电源总开关
操作界面
GKGG5全自动印刷机操作规范
1目的正确操作全自动印刷机,保证机器正常运行,从而确保产品品质。
2适用范围线SMT制造部生产车间 .. . 名词解释3输电路板等机构组成。
压印、锡膏印刷机:现代锡膏印刷机一般由装板、加锡膏、然后由印刷机的前先将要印刷的电路板固定在印刷定位台上,它的工作原理是:通过传输台PCB,后刮刀把锡膏或红胶通过钢网漏印于对应焊盘,对漏印均匀的输入至贴片机进行自动贴片。
职责4设备工程师负责印刷机的维修及周期性维护。
4.1设备技术员负责印刷机程序的制作与修改。
4.24.3操作员负责印刷机的操作及日常保养。
4.4生产主管负责监督执行。
5管理规定 5.1开机前检查确认机器外观清洁,确认设备内部尤其是运动轨道运行范围内有无杂物。
5.1.180%。
23±5℃之间,湿度<确认工作环境温度为5.1.2之间。
确定设备的工作气压为0.4~0.6MPa5.1.3确认设备电源及相关连接线正常。
5.1.4开机5.25.2.1打开设备电源。
开启关闭设备电源图1.5.2.2设备开机完成后,进入归零界面,点击【开始归零】,等待归零完成。
.. .设备归零完成界面图3.2.图设备归零界面 5.3调用生产程序根据系统提示选择程序权限,操作员无需输入密码,其余均需输入相应5.3.1密码获得权限。
完成后点击返回。
权限选择界面图4. 【在主界面点击打开工程】选项,选取对应的生产程序,如BCLG4A-V05。
5.3.2①②③6.5.图主界面图调用程序界面,确认5.3.3选取完成后自动返回主界面,此时程序已打开。
点击【数据录入】将要生产的产品印刷参数。
.. .数据录入第一页图7. 安装钢网5.4印刷机提示调整轨道宽度。
,确认第一步数据后,点击下一步,进入第二页5.4.1顶针,有则取出,待宽度调整完毕后重新安/调整宽度前应确认平台上有无顶板防止轨道距离轨道1-2CM之间但不接触轨道,装。
顶板安装时应尽量靠近轨道,选项,点击【自动定位】磨损变形。
自动印刷机操作规程(3篇)

第1篇为确保自动印刷机安全、高效、稳定地运行,特制定本操作规程。
所有操作人员必须严格遵守以下规定:一、操作前准备1. 安全检查:操作前必须对印刷机进行全面检查,包括但不限于:- 检查设备各部件是否完好无损。
- 检查电源、气源是否正常。
- 检查油位、油质是否达标。
- 检查传动皮带、齿轮等是否有磨损现象。
- 检查安全防护装置是否正常。
2. 材料准备:根据生产任务准备所需的原辅材料,包括纸张、油墨、印刷版等,并确保材料质量符合要求。
3. 环境检查:确保操作区域环境整洁,无杂物,并保持良好的通风。
二、操作步骤1. 开机:- 打开电源,启动印刷机。
- 检查印刷机运行是否正常,如发现异常,立即停机检查。
2. 送纸:- 将纸张送入印刷机,确保纸张放置平整。
- 根据纸张尺寸调整送纸位置,确保纸张顺利通过印刷机。
3. 印刷:- 根据生产要求调整印刷机参数,如压力、速度、墨量等。
- 开启印刷机,开始印刷作业。
- 观察印刷效果,如发现印刷质量不符合要求,立即调整参数。
4. 检查:- 在印刷过程中,定期检查印刷质量,确保符合要求。
- 如发现异常,立即停机检查,排除故障。
5. 停机:- 完成印刷任务后,关闭印刷机电源。
- 清理工作现场,确保设备、材料整洁。
三、注意事项1. 安全操作:- 操作人员必须穿戴防护用品,如安全帽、手套等。
- 严禁操作人员身体任何部位接触运动部件。
- 如发现设备故障,立即停机,切勿自行拆卸。
2. 设备维护:- 定期对印刷机进行保养,包括润滑、清洁等。
- 及时更换磨损、损坏的零部件。
3. 环境控制:- 保持操作区域整洁,无杂物。
- 保持良好的通风,避免油墨、溶剂等有害物质对人体造成伤害。
4. 记录:- 操作人员应详细记录生产过程中的各项数据,如印刷速度、墨量、印刷质量等。
- 定期对记录进行分析,为生产改进提供依据。
四、应急处理1. 紧急停机:如遇紧急情况,立即按下紧急停机按钮,确保人员安全。
2. 设备故障:设备故障时,立即通知维修人员,切勿自行拆卸、修理。
GKG G 全自动印刷机操作规范
全自动锡膏印刷机操作规程1目的正确操作全自动印刷机,保证机器正常运行,从而确保产品品质。
2适用范围制造部生产车间SMT线3名词解释锡膏印刷机:现代锡膏印刷机一般由装板、加锡膏、压印、输电路板等机构组成。
它的工作原理是:先将要印刷的电路板固定在印刷定位台上,然后由印刷机的前后刮刀把锡膏或红胶通过钢网漏印于对应焊盘,对漏印均匀的PCB,通过传输台输入至贴片机进行自动贴片。
4职责4.1设备工程师负责印刷机的维修及周期性维护。
4.2设备技术员负责印刷机程序的制作与修改。
4.3操作员负责印刷机的操作及日常保养。
4.4生产主管负责监督执行。
5管理规定5.1开机前检查5.1.1确认机器外观清洁,确认设备内部尤其是运动轨道运行范围内有无杂物。
5.1.2确认工作环境温度为23±5℃之间,湿度<80%。
5.1.3确定设备的工作气压为0.4~0.6MPa之间。
5.1.4确认设备电源及相关连接线正常。
5.2开机5.2.1打开设备电源。
关闭开启图1.设备电源5.2.2设备开机完成后,进入归零界面,点击【开始归零】,等待归零完成。
图2.设备归零界面图3.设备归零完成界面5.3调用生产程序5.3.1根据系统提示选择程序权限,操作员无需输入密码,其余均需输入相应密码获得权限。
完成后点击返回。
图4.权限选择界面5.3.2在主界面点击【打开工程】选项,选取对应的生产程序,如BCLG4A-V05。
图5.主界面图6.调用程序界面5.3.3选取完成后自动返回主界面,此时程序已打开。
点击【数据录入】,确认将要生产的产品印刷参数。
图7.数据录入第一页5.4安装钢网5.4.1确认第一步数据后,点击下一步,进入第二页,印刷机提示调整轨道宽度。
调整宽度前应确认平台上有无顶板/顶针,有则取出,待宽度调整完毕后重新安装。
顶板安装时应尽量靠近轨道,距离轨道1-2CM之间但不接触轨道,防止轨道磨损变形。
如需安装顶针则应避开底部元件,防止撞件。
点击【自动定位】选项,此时印刷机将会移动CCD镜头并设置进板挡板。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1目的
正确操作全自动印刷机,保证机器正常运行,从而确保产品品质。
2适用范围
制造部生产车间SMT线
3名词解释
锡膏印刷机:现代锡膏印刷机一般由装板、加锡膏、压印、输电路板等机构组成。
它的工作原理是:先将要印刷的电路板固定在印刷定位台上,然后由印刷机的前后刮刀把锡膏或红胶通过钢网漏印于对应焊盘,对漏印均匀的PCB,通过传输台输入至贴片机进行自动贴片。
4 职责
4.1 设备工程师负责印刷机的维修及周期性维护。
4.2 设备技术员负责印刷机程序的制作与修改。
4.3 操作员负责印刷机的操作及日常保养。
4.4 生产主管负责监督执行。
5 管理规定
5.1 开机前检查
5.1.1 确认机器外观清洁,确认设备内部尤其是运动轨道运行范围内有无杂物。
5.1.2 确认工作环境温度为23±5℃之间,湿度<80%。
5.1.3 确定设备的工作气压为0.4~0.6MPa 之间。
5.1.4 确认设备电源及相关连接线正常。
5.2 开机
5.2.1 打开设备电源。
图1.设备电源
5.2.2 设备开机完成后,进入归零界面,点击【开始归零】,等待归零完成。
图2.设备归零界面图3.设备归零完成界面 5.3 调用生产程序
5.3.1 根据系统提示选择程序权限,操作员无需输入密码,其余均需输入相应密码获得权限。
完成后点击返回。
图4.权限选择界面
5.3.2 在主界面点击【打开工程】选项,选取对应的生产程序,如BCLG4A-V05。
图5.主界面图6.调用程序界面
5.3.3 选取完成后自动返回主界面,此时程序已打开。
点击【数据录入】,确认将要生产的产品印刷参数。
图7.数据录入第一页
5.4安装钢网
5.4.1确认第一步数据后,点击下一步,进入第二页,印刷机提示调整轨道宽度。
调整宽度前应确认平台上有无顶板/顶针,有则取出,待宽度调整完毕后重新安装。
顶板安装时应尽量靠近轨道,距离轨道1-2CM之间但不接触轨道,防止轨道磨损变形。
如需安装顶针则应避开底部元件,防止撞件。
点击【自动定位】选项,此时印刷机将会移动CCD镜头并设置进板挡板。
图8.调整运输轨道
④
图9.数据录入第二页
图D镜头及进板挡板
5.4.2将PCB自印刷机出口送入,印刷机将完成自动定位。
此时,PCB应高出轨道约0.5mm
左右。
图11.PCB定位
5.4.3根据所要生产的机种选取相对应编号的钢网(如BCLG4A-V05)。
然后选择【Z轴上升】,将钢网放入网框支撑板并夹紧。
调整PCB焊盘与钢网开孔的位置。
Y向可以由设备进行微调,X向由人工进行微调。
调整完成后点击【网框固定阀】并确认钢网已经夹紧。
点击【确定】,完成钢网安装。
图12.钢网安装
5.5安装刮刀、添加锡膏
5.5.1将两把刮刀分别放置在刮刀座上并锁紧。
用手轻晃刮刀,确认安装效果。
5.5.2点击主界面顶部【从后印刷】按钮使刮刀往后移,将已经解冻完成的锡膏添加到钢网上,锡膏放置宽度应稍大于钢网开孔位置宽度并小于刮刀宽度,防止有漏印现象发生。
点击主界面顶部【从前印刷】按钮,将刮刀移至锡膏前方。
刮刀宽度
钢网开口宽度
锡膏放置宽度
图13.锡膏宽度
5.6印刷效果检查
5.6.1点击主界面右侧【开始】按钮,根据提示将轨道上的PCB传出并重新传入新PCB,设备自动按照之前设定值对准钢网,并在印刷前提示进行设备微调。
5.6.2设备微调方式为Z轴平台带动PCB进行四向微调。
移动PCB左和上方向点击【+】,右和下方向则为【-】。
图14.印刷微调
5.6.3调试完成后点击【确认】,设备进行自动印刷。
印刷完成后人工检查印刷效果,合格则在下次印刷前微调界面点击【不再提示】,进入全自动印刷模式,不合格则重复微调,直至合格为止。
5.7全自动印刷
5.7.1操作员应检查前10PCS的印刷效果。
5.7.2印刷机每50PCS将提示添加锡膏,由操作员确认是否需要添加。
确认完成后检查连续5PCS的印刷效果并记录在《SMT印刷品质检查表》中。
5.7.3每3~5PCS进行自动清洗钢网,具体频率可根据PCB板进行微调。
无法使用设备进行自动清洗的应由人工进行清洗。
清洗方法为使用无尘布在钢网底部来回擦拭。
5.7.4设备连续运行4H后必须进行人工清洗。
人工清洗需拆下钢网与刮刀,使用酒精与无尘布进行清洗,清洗完成后用气枪在背面吹走杂物,防止钢网堵孔影响锡膏印刷效果。
5.8结束生产
5.8.1生产完成后按下设备上的START/STOP按钮,然后点击生产界面底部【停止】,根据提示完成停止印刷操作。
图15.停止生产
5.8.2点击【人工清洗】按钮,将刮刀回位,防止收锡膏时发生碰撞。
使用调墨刀将钢网上剩余的锡膏收回锡膏瓶中,然后拆除刮刀并将刮刀上残留的锡膏也回收至锡膏瓶中,最后点击【钢网松开】将钢网拆出,清洗完成后将钢网放回钢网架。
图16.手动清洗
5.8.3清除钢网支撑板上及其他运动机构运行范围内的异物,防止造成设备故障。
5.8.4在主界面点击退出按钮,设备软件将与操作系统同时关闭,最后关闭主电源开关。
图17.退出
5.9生产流程图
图18.生产流程
6注意事项
6.1擦拭机器外壳不可以使用酒精、洗板水等有腐蚀性的溶剂。
6.2机器在运作过各程中不得打开盖子,不得将手伸到机器内。
6.3钢网的拿取要轻拿轻放,勿与其它硬物碰撞,以免钢网变形及损坏。
6.4清洁钢网时不可以将钢网抽出一半后压或趴在钢网上清洁,易将钢网进出槽出口处压变形。
6.5清洗时如锡膏粘于皮肤上,立即用酒精洗去。
6.6操作人员不得私自修改机器参数。
6.7当生产线停机时间超过1H时,应收回设备内部的剩余锡膏,并清洗钢网和刮刀。
6.8设备异常时应及时停机,立即上报现场工程技术人员处理。
6.9使用锡膏前要确认解冻时间4小时以上并经过锡膏搅拌机搅拌3分钟。
使用过程中加锡膏要采取少量多次的原则,保证锡膏滚动直径在15MM左右。
加完锡膏要及时的把(内盖,外盖)盖盖住。
6.10在适合使用时间内的回收锡膏一定要旋好盖子放在回收区;报废的锡膏要与使用中的锡膏分清,防止被误用。
并且注意锡膏使用的有效期。
6.11印刷员每次使用完刮刀后要清洁刮刀并填写《刮刀片使用记录表》以便跟踪追溯;为了保证印刷的质量和对钢网的保护刮刀片要求正常使用10万次后,由SMT工程师确认其工艺是否满足生产需求,满足则继续使用,不能满足生产要求则确认报废并在《刮刀片使用记录表》中备注更换信息并重新计数。
7参考文件
7.1《GKG全自动视觉印刷机使用说明书》
7.2WEEW
7.3《刮刀片使用记录表》
8使用表格。