ASYS丝网印刷基础教程
丝网印刷教程PPT学习教案

三. 丝网印刷的特点
制版与印刷方法简便设备投资少, 成本低。 在小批量生产中经济效益好。
第6页/共164页
下一页
不受承印物大小和形状,表面材质的限制: ➢ 曲面,凹面,纺 ➢ 织品,玻璃, 陶瓷, ➢ 金属表面均可印刷。
第7页/共164页
第8页/共164页
下一页
第9页/共164页
凹版印刷,平版印刷,孔版印刷)中的孔 版印刷。
丝网印刷的图文部分网孔能够透过油 墨,漏至承印物上,印版上其余部分堵死, 不能透过油墨,在承印物上形成空白。这 就是丝网印刷的基本原理。
第3页/共164页
第4页/共164页
二. 丝网印刷的定义
印版呈网状,印刷时印版上的 油墨在刮板的挤压下,从版面通孔 部分漏至承印物上的印刷方式。
肖氏硬度 50~100
丙烯氰橡胶 15~100
聚氨酯橡胶
第56页/共164页
10~100
刮墨板刃口胶条的形状
小圆弧刀口,适用于油墨粘度较低、 印品精度要求不高的情况。
大圆弧刀口,适用于纺织物大幅面 的满地印花。
第57页/共164页
方头刃口,一般多用于平印网花, 手工操作常用。其特点是胶质较软, 修磨方便。
=印刷电路<25%; =高质量高精度印刷<35%; =高质量图文<45%;
=一般 55%~65%。
第53页/共164页
三. 丝网印刷的刮墨板
刮墨板的定义 刮墨板的种类 刮墨板的作用 刮墨胶皮 胶条形状 墨层厚度调节及胶条的形状 回墨板
第54页/共164页
刮墨板
将丝网印版上的油墨转移至承印物上的 工具。
第10页/共164页
版面柔软,印压小。
ASYS 印刷机中文操作手册
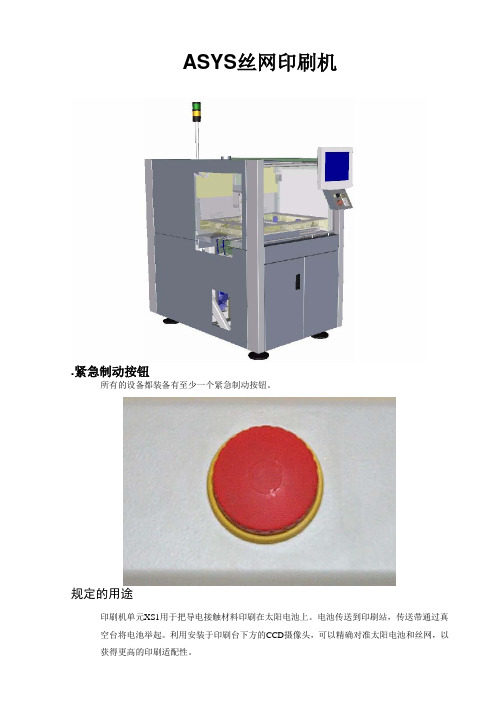
ASYS丝网印刷机.紧急制动按钮所有的设备都装备有至少一个紧急制动按钮。
规定的用途印刷机单元XS1用于把导电接触材料印刷在太阳电池上。
电池传送到印刷站,传送带通过真空台将电池举起。
利用安装于印刷台下方的CCD摄像头,可以精确对准太阳电池和丝网,以获得更高的印刷适配性。
操作面板该单元使用一个基于PC的操作界面。
通过一个数字键盘,使用菜单,所有操作所需要访问的单元都可以访问。
PC也有一个完整的键盘,用于在软件菜单中设置特定的配置。
但是该键盘在单元的通常操作模式下不是必须的。
使用数字键盘上的箭头键,可以在软件菜单内选择各种操作区域。
操作程序太阳电池传输到印刷机的印刷台。
要达到正确的印刷高度,通过一个真空台,传动带将电池举起。
三个安装于印刷台下面的CCD摄像头通过参照边和使用伺服电动机勘查电池的位置,可以调整丝网到精确的印刷位置。
电池放置正确之后,单元上部的丝网下降,并启动印刷工艺。
操作软件使用该单元,可以设置各种印刷位置。
在印刷过程中,太阳电池由真空台保持在原位。
当印刷完成之后,丝网从印刷好的太阳电池举起,印刷台的真空关闭并且电池传送到下一个单元。
一旦该循环完成之后,下一个要印刷的电池就立即被放置到位。
单元上部用于放置一个丝网网框,并且可以移至相应的位置来安装,清洗或者印刷。
在印刷过程中,单元通过一个铰链盖子完全关闭。
另外,印刷过程中,任何来源于印刷材料的有机蒸气可以通过真空单元抽走。
打开设备在主开关上打开设备之后,紧急制动信息显示在显示器上,需要“回车键”进行确认。
该设备现在将进入准备方式。
再次按下开始按钮,开始一个单元基础功能的初始化。
成功完成之后,单元将进入自动模式并且准备运转单元的PC操作启动PC程序PC启动之后,操作XS1_D的软件程序自动开始运行。
界面结构太阳电池印刷机的影像工序和控制单元都集成于一个工业PC。
控制器由以下零件构成:●影像工序和单元控制的计算机。
●带有镜头的3个CCD摄像头。
丝网印刷流程讲解
E.印刷人員應如實做好首件/自主檢查(印刷是門精深技術,其 中包括對PCB自檢能力)
F.灌孔板印刷: ◎不可粘綱 ◎連續印刷即第1面印完後立即印第2面 ◎雙機同時作業
G.綱版對準度影響因素: ○工作片本身之安定性 ○綱版的準確度及張力 ○印刷器材=正確設定(定位功能)
H.其它項目: ●刮刀平整鋒銳,1次/班研磨 ●刮膠長度:出柄膠面≦2.0CM ●PIN釘不能松動,換PIN需換雙面膠. ●綱版四周油墨不能被風化,每印一框需收墨一次. ●孔邊沿不能積墨,每印二片刮綱或清點一次.
作業.
使油墨預乾燥,以利曝光 作業進行.
油墨攪拌
文字印刷
文字烘烤
將油墨與硬化劑充份 混合.
文字油墨透過網版在板面 上形成文字符號.
使文字油墨乾燥.
文字油墨冷藏櫃
立式烤箱
網版:將網布通過張網機及黏著劑固定黏著在網框上,並
控制網布張力,即成為一張空白網版.塗上乳劑及採用底片進 行影響轉移過程,即形成有圖案之防焊及文字網版.
無塵布/白紙:清網用
固定PIN(貼片):ψ3.0或ψ0.8~ψ2.9mm
油墨攪拌:
A.主劑與硬化劑混合攪拌,應先用攪拌刀挑少許主劑放入硬 化劑中攪拌,然後倒入主劑桶內手工充分攪拌2-3分鍾,再用 攪拌機攪拌10-15分鍾,OK後放置15分鍾以上,讓油墨主劑與 硬化劑充分混合.
B.依先進先出之原則使用已攪拌OK之油墨,開桶後油墨須在 48小時內使用完畢,即需作時間標籤.
防焊塞孔簡介:
為合乎組裝及最終成品之需求而開發之制程,由臺灣開始發 跡,現今防焊塞孔制程最成熟亦在臺灣,因應防焊孔所開發之 設備,工具,物料,制程已列入防焊作業之 重要指標,嚴重影 響公司之制程能力及接單價格.而塞孔能力對於高階之PCB (特性阻抗控制,盲埋孔板,增層法,…等)則為攸關生死之事, 已欲列入IPC之作業標準,可見塞孔作業非常重要.
丝网印刷网版制作流程七步法

丝网印刷网版制作流程七步法2011-03-11 15:14环球印刷设备网共0条评论字号:T|T 丝网印刷是将丝织物、合成纤维织物或金属丝网绷在网框上,采用手工刻漆膜或光化学制版的方法制作丝网印版。
丝印制版是用感光乳剂及感光液(重铬酸铵溶液),丝印网版制作是丝网印刷的起点,在制作过程中需谨慎。
丝网印刷网版制作流程:1、制版时感光乳剂与感光液按10:1的份量倒在胶浆液中。
然后慢慢扰拌,使两种液体混合为止。
同时要注意,不宜在强光下操作,否则失其效用。
2、感光乳剂调好后,稍微倾斜将感光乳剂流到网布上,向上用力刮去,直刮到网布上方为止。
使其均匀地涂布在网布上。
3、再用同样方法涂上感光乳剂于网框两面各一次,然后用吹风机热风吹干。
4、网版吹干后要立即进行感光晒版,以免全部感光,灯光可采用200W之室内照明灯炮,或用20W日光灯两支,将网版平放在灯光下面,再将阳片菲林感光胶膜向上放在网板上,再用玻璃盖上和用两个铁夹在左右两边压紧,灯光至网版的合适距离是20cm-30cm. 感光时间约八至十分钟。
5、感光后的丝网印刷网版,用水冲洗或用海棉轻擦,冲水的水压要适中,不可太强,不要把网布冲破。
冲版时应注意,网版上原来阳片黑色部份给水冲掉,而白色透明部份则形成硬膜而沾牢在网布上,直至图案清晰便可停止。
6、丝网印刷网版用水冲出图案后,再用干布盖在网版上下两方将水份吸干。
让网版自然干或用吹风机吹干。
这样便完成制版工序。
7、丝网印刷网版做好后,将要印刷的物件平放在网版下面,对好位置,把油墨倒在网版内框上,右手拿胶刮刀,用50°至70°斜度,用力向下方刮过去,注意力量要平均,图案便很清晰的印在所需要的东西上.手工丝网印刷的工艺流程2011-10-31 09:56环球印刷设备网共0条评论字号:T|T 手工丝网印刷工艺操作简单,无需昂贵的设备即可满足网印的要求,投资少、质量好、效益高,它在网印行业中还占有相当的优势。
丝网印刷基本原理及流程

第11页,共32页。
印刷流程
第三道正面(负)电极印刷
经背面电场印刷烘干后的硅片,进行自动印刷。
观察印刷是否偏移、虚印、漏桨、堵网、断线等情况,并视情 况进行调整。
注意压板、碎片、粗点等异常情况,并及时处理。
印刷完毕,进入烧结炉。
经印刷结束后的硅片,进行烧结处理。
注意压板、粘板,碎片等异常情况,并及时处理。 印刷完毕,进入烘箱烘干,后进行下道背面电场印刷。
第10页,共32页。
印刷流程
第二道背面电场印刷
经正电极印刷烘干后的硅片,进行自动印刷。 观察印刷是否偏移、虚印、漏桨、堵网等情况,ห้องสมุดไป่ตู้视情况进行调整。 注意压板、粘板,碎片等异常情况,并及时处理。
第21页,共32页。
⑦Step offset (100) ⑧ B(-) ⑨ Confirm Pos.
第22页,共32页。
④Define search 9
⑤Properties
第23页,共32页。
⑥Acquire ⑦Next
第24页,共32页。
⑧train
⑨next
第25页,共32页。
⑩Test
等待电脑自动启动,启动后印刷控制程序将自动加载。 如果没有自动启动请按照如下步骤启动丝网印刷控制 程序 : 依 次单 击 , Start---Program---baccini—Print.exe 等待程序启动后激活辅助电路,按下控制面板上的 “ AUXIZIARIES Starting”按钮将看到因素台面闪光, 同时听到“啪”的一声。
将镀好膜的硅片镀膜的一面朝下放置到承载盒内,将充分 搅拌的浆料沿刮刀方向倒在丝网上用白纸试印,以保证印 刷电极的完整性和均匀性。
丝网印刷基本原理及流程PPT课件

目前工艺要求:
第一道印刷使用银铝浆。
作用:具有良好的欧姆接触特性和焊接性能,长期附
着性能很好。
第二道印刷使用铝浆。
作用:收集载流子。
第三道印刷使用银浆。
作用:收集电流。
烘干炉、烧结炉的作用:烘干是为了去除浆料中的有质
部分;烧结是为了让上下电极形
2021/3/9
成欧姆接触,提高转换效率。 9
印刷流程
2021/3/9
20
③Image
④Live cam 9点
2021/3/9
21
⑦Step offset (100) ⑧ B(-) ⑨ Confirm Pos.
2021/3/9
22
④Define search 9
⑤Properties
2021/3/9
23
⑥Acquire ⑦Next
2021/3/9
1、新网版上多余的校正点用胶带覆盖,以防止漏浆。丝印第 二/三道可用胶带将印刷区域周边(0.5mm处)用胶带粘贴,延 长网版使用寿命。
2、网版在其固定板上要固定可靠,固定螺钉不要突出固定板 平面。
3、装网版时要一只手触摸网版,一只手按下F4 键,确保网版锁 紧定位可靠。
4、网版安装后能通过自动校正才能倒浆料进去.(网版校正操
15
网版校正操作步骤
•. 概述:
当更换或重新安装网版后(应确认网版校正点已用白色涂 改液修正过,并且小圆点足够清晰完整),丝网印刷机不能自动 识别网版位置(通过自动从行走臂上运一张电池片到印刷台后 )时会报警,需要对网版进行手动校正
Camera 9 检测左边校正点
Camera 10 检测右边校正点
等待电脑自动启动,启动后印刷控制程序将自动加 载。如果没有自动启动请按照如下步骤启动丝网印 刷 控 制 程 序 : 依 次 单 击 , Start---Program--baccini—Print.exe等待程序启动后激活辅助电路, 按下控制面板上的“ AUXIZIARIES Starting”按钮 将看到因素台面闪光,同时听到“啪”的一声。
丝 网 印 刷 详 细 教 程
丝网印刷详细教程先简单明了的说下需要的东西。
1.丝网印刷当然要有丝网,可以直接买现成的,如果是上海的可以前往安庆路购买,离七浦路不远。
2.刮板,用来印刷。
3.曝光机,很关键的东西,如果自己的手绘能力够可以,可以尝试手绘丝网印刷,那就不需要曝光机了。
4,电吹风,印刷制版时必备。
5。
颜料。
ok 具体步骤请看下面:丝印网版制作详细步骤解析—印刷过程中网版质量的好坏直接关系到印制品质量的好坏,因此,网版制作工艺值得业内人士深入研究与探讨。
一、网版制作过程详解一般来讲,网版制作因所用感光材料的不同,其生产工艺也有所区别,但无论采取哪种工艺,网版生产过程中都少不了以下几个步骤:丝网及网框选择、拉网、洗网、涂感光材料、曝光、显影、烘干。
下面我们来详细了解一下各流程的操作方法及注意事项。
1、丝网的选择目前市面上的丝网种类很多,如蚕丝丝网、尼龙丝网、涤纶丝网、金属丝网等,一般从成本与适用性方面考虑,尼龙丝网为市面上使用最普遍的丝网种类。
尼龙丝网特点介绍尼龙丝网具有表面光滑,透墨性、柔软性好,弹性大,适应性强,拉伸强度、弹性及耐摩擦性好、结节牢度大,使用寿命长、耐酸、耐化学药品及有机溶剂性能优等众多特性,因此得到精细印刷的青睐,在细线绘画图案及网点印刷中得到广泛使用。
使用注意事项:尼龙丝网除以上优点外,也具有一些缺点,如伸长率大、耐热性低等,因此在使有尼龙丝网时应注意以下几点:·因尼龙丝网的伸长率大,因此在印刷时要求使用强度大的网框和绷网机;·针对尼龙丝网耐热性低的缺点,因此在印刷时不要采用热溶法固定丝网;·紫外线对尼龙丝网也会造成一些影响,因此在保管尼龙丝网或其相应网版时应注意避开光线。
2、网框的选择按材质,网框一般有木框、铝框、铁框、塑料框、不锈钢框、铜框六种,常用的有木框、铝框、铁框等。
·木框:价格比较便宜,制作方便,可手工绷网又可机械绷网,但其不足之处在于强充低,易变形,只适于低精度产品的印刷,而不适于快速高精度网印,此外木框拉出来的网易松弛,回收性差。
ASYS丝网印刷基础教程
ASYS丝网印刷的操作界面OPS-Menu
Zoom,调整当前所激活的摄像头的缩放因子。
Light,这些操作区域用于单独调整每一个摄像头 的光密度。每个摄像头每一次只有两个输入区的 其中之一激活。上部输入区包含设定值并必须在 印刷头降低时设定。当印刷头(上部)降低时, 该光值必须设定,并且可以很容易的看到丝网上 的基准。输入区底部包含了测试电池位置所使用 的光的设定值。要调整该光值,电池必须传输到 单元内部并且印刷头必须位于基准位置。然后设 定光值以便太阳电池的边缘可以很清楚的定义但 是不能过度暴露。
10
ASYS丝网印刷的操作界面
transport该功能用于在单步模式下控制太阳电池 丝网印刷机。如果所有的传送带是空的,则将会 从前面的单元要求一个太阳电池并且传送到传送 带的进口。另外该功能也依赖于传送带的加载状 态:如果出口传送带被占据,太阳电池将传送到 下一个设备。如果中间传送带被占据,太阳电池 将从中间传送到出口传送带。如果进口传送带被 占据,太阳电池将从进口传到中间传送带。每一 次电池传送到中间传送带,都会执行电池位置的 视觉检查。
ASYS丝网印刷基础教程
1
ASYS丝网印刷基础内 容
ASYS丝网印刷设备简介 ASYS正常开关机顺序 ASYS丝网印刷的操作界面 ASYS机台相关参数及部件调整原则 ASYS丝网印刷常见故障及处理方法
2
ASYS丝网印刷设备简介A
丝网印刷设备的工艺流程
加工过 的硅片
丝网印 刷设备
Removal此按钮用在系统自动检测错误时, 需要取出网版下面的电池片,单击一次网 版上升到最高,再次点击,网版将恢复到 正常停止的位置。
8
ASYS丝网印刷的操作界面
丝网印刷网版制作程序详解
丝网印刷网版制作程序详解网版外理(磨网、脱脂)为使版膜与丝网良好莱坞结合,新丝网须用磨网膏进行磨网处理,每块网版都用脱脂剂彻底脱脂,操作是用水淋湿丝网面,涂上磨网膏或脱脂剂,(亦可选用TPO网版基础处理剂)用尼龙刷刷涂均匀并静置半分钟,最后用水冲洗干燥。
绷网时应该用60—80目网纱,张力有18即可,晒版时,你如果印油性色墨,可以用油性感光胶,可以上厚一点,如果用水性色浆,就必须用水性感光胶,也要厚点。
晒版时间由你所印字的笔画粗细来判断。
晒好版,对好位,即可印刷了。
还是比较简单的。
涂胶与干燥将感光胶倒入上浆器中,约占上浆器一半左右,网版真立倾斜70度,稳固放置。
上浆器刃与网版下端接触,让乳胶流到丝网表面上,上浆器慢慢提向网版顶端沿丝网均匀涂布。
先在面涂布3-4次(以型270目涤纶网为例,放入烘箱干燥10-15分钟,待完全干燥后取出,在面和刮印面各涂布3-4次,进行第二次烘干10-15分钟。
彻底干燥后即可曝光,干燥温度控制在40摄氏度正负2。
曝光该感光胶吸收波长范围为2。
8-450mm,最大吸收峰值380mm,采用光源及曝光时间可参考下表--参数:光源功率(W)距离(M)曝光时间(秒)金属卤表灯(碘镓灯)300 0.8 40-90重氮灯管200 0.2-0.3 120-240普通日光灯400-800 0.2-0.3 300-480参数以上参数是以120T白色丝网为准,若使用其它种类丝网便要计算以下百分率:·染色丝网(黄色丝网)+30%·比130T更细的丝网-(10-25%)·比100T更粗的丝网+(10-50%)确定曝光时间时,一定考虑光源使用时间性的长短。
光源的性能对曝光时间性长短影响很大,如实际使用时间已超过有效寿命,则相应地延长曝光时间吏新光源。
显影显影前先用水淋湿网版两面,等待约30秒左右(注意避光),待未曝光部分吸水澎涨后用强水压冲洗即可显影。
如果网版上的图像不能完全显示,则说明烘箱温度过高、网版已过度曝光或冲洗前已不慎曝光。
ASYS丝网印刷基础教程
ASYS丝网印刷基础教程介绍ASYS丝网印刷是一种常见的印刷工艺,广泛应用于电子制造行业。
本教程将详细介绍ASYS丝网印刷的基础知识和操作步骤,以帮助读者快速掌握这一技术。
什么是ASYS丝网印刷ASYS丝网印刷是一种利用丝网进行印刷的技术。
丝网印刷是一种传统的印刷方法,通常使用金属丝网作为印刷模具,通过将墨料或粘合剂涂刷到丝网上,然后通过压力将墨料或粘合剂转移到印刷基板上,从而实现图案的印刷。
ASYS丝网印刷在电子制造领域中具有广泛的应用,特别是在印刷电路板(PCB)制造过程中。
它可用于印刷各种电子元件,如电阻、电容、线路等。
ASYS丝网印刷具有快速、精确和高效的特点,是电子制造过程中不可或缺的关键步骤之一。
ASYS丝网印刷的优势ASYS丝网印刷相比其他印刷方法具有以下优势:1.高精度:ASYS丝网印刷可以实现非常高的印刷精度,能够印刷出细微的图案细节。
2.高速度:ASYS丝网印刷可以快速完成一次印刷,提高生产效率。
3.可靠性:ASYS丝网印刷技术成熟稳定,能够保证印刷质量的一致性。
4.可重复性:ASYS丝网印刷可以实现印刷过程的自动化,减少人为因素对印刷质量的影响。
ASYS丝网印刷的操作步骤下面将介绍ASYS丝网印刷的基本操作步骤:1.准备印刷基板:首先,需要准备好要进行丝网印刷的印刷基板。
根据实际需求,选择合适的基板材料和尺寸。
2.准备丝网:选择合适的丝网,确保丝网的网孔大小适合要印刷的图案细节。
清洗和保养丝网,保证其表面光滑、无损坏。
3.调整丝网张力:根据印刷要求,调整丝网的张力,以确保丝网在印刷过程中稳定且不发生变形。
4.准备墨料或粘合剂:选择合适的墨料或粘合剂,根据实际需求调配适当的颜色、粘度和黏度。
5.进行印刷:在印刷机上安装好丝网和印刷基板,调整印刷机的参数,例如印刷压力、印刷速度等。
将墨料或粘合剂涂刷到丝网上,并通过压力将其转移至印刷基板上。
6.治疗和固化:完成印刷后,需要对印刷图案进行烘干和固化处理,以确保其在后续工艺中的稳定性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
transport该功能用于在单步模式下控制太阳电池 丝网印刷机。如果所有的传送带是空的,则将会 从前面的单元要求一个太阳电池并且传送到传送 带的进口。另外该功能也依赖于传送带的加载状 态:如果出口传送带被占据,太阳电池将传送到 下一个设备。如果中间传送带被占据,太阳电池 将从中间传送到出口传送带。如果进口传送带被 占据,太阳电池将从进口传到中间传送带。每一 次电池传送到中间传送带,都会执行电池位置的 视觉检查。
11
ASYS丝网印刷的操作界面
Lower upper part印刷时网版所在的位置,由设 置的网版间距的大小来调整的。手动单击此按钮, 网版将自动下降到印刷的位置。
Print该功能用于手工印刷,并且只有在太阳电池 已经传送到位和上部已经放低之后,才有可能。 通过释放回车键和再按回车键,印刷工艺可会被 经常性地中断。如果间隙,印刷刮刀,印刷压力 或者印刷速度参数在这些中断时发生改变,这些 改变会在后续的印刷工艺中迅速地实现。在这些 中断时,也可以举起或者放低刮刀。
Removal此按钮用在系统自动检测错误时, 需要取出网版下面的电池片,单击一次网 版上升到最高,再次点击,网版将恢复到 正常停止的位置。
8
ASYS丝网印刷的操作界面
System check系统检测,是在计算机重新 启动或在印刷机某电机发生越位之后,需 要对印刷机的所有电机进行复位还原,复 位过程中检查支持印刷机正常运行的所有 部件是否能正常运行,
的硅片
烧结炉
成品电 池片
测试分 选设备
背面电 极印刷
烘干
背面电
场印刷 烘干
正面电 极印刷
烧结前 烘干
烧结
3
ASYS正常开机顺序
检查并打开压缩空气、真空并确认压强符合要求。真 空压强要求在-0.65—-0.7MPa压缩空气压强在0.6— 0.8MPa。
检查并打开总电源,即,将电源开关顺时针方向旋转 一次,并确认总电源已经开启。此时可以看到印刷机 的计算机系统自动运行。
ASYS丝网印刷基础教程
1
ASYS丝网印刷基础内 容
ASYS丝网印刷设备简介 ASYS正常开关机顺序 ASYS丝网印刷的操作界面 ASYS机台相关参数及部件调整原则 ASYS丝网印刷常见故障及处理方法
2
ASYS丝网印刷设备简介A
丝网印刷设备的工艺流程
加工过 的硅片
丝网印 刷设备
印上正负电 极与背电场
16
ASYS丝网印刷的操作界面
Print variations电池片支持各种印刷模式,可以在该区域选 择。印刷模式简写及意义如下:
off
等待电脑自动启动,启动后印刷控制程序将自动加载。
取出相应型号的网版,固定在网版固定框上,装到丝 网印刷机上面,按下Screen Clamp锁住网版。同时 可以听到“啪”的一声响,用手可以感觉到网版将无 法抽出。安装好刮条和回料刀,调入相应得工艺文件。
新调入工艺文件后,机器必须复位才能使用新的工艺 文件参数。此时,将机器的模式转到自动运行模式后, 点击控制面版上的“System Check”按钮进行机器 整体复位,复位完成后,我们要对网版进行照点,照 点“80%”通过之后,等到烘箱的温度达到设定,即 可准备运行机器。
4
ASYS正常开机顺序
5
ASYS正常关机顺序
印刷机关机时,将机器的模式转到手动模式之后,点 Shut Down系统,将电源开关逆时针方向旋转一次,并 确认总电源已经关闭。
烘箱关机时,点
进行降温停炉带,当降到指
定温度,炉带就会停止运行,界面上显
示
,然后将电源开关逆时针方向旋
转一次,并确认总电源已经关闭。
其他机台关机时,只要将机器的模式转到手动 模式,然后将电源开关逆时针方向旋转一次, 并确认总电源已经关闭。
至此设备关机完成。
6
ASYS丝网印刷的操作界面
7
ASYS丝网印刷的操作界面
Automatic此按钮用于开始和停止太阳电池 丝网印刷机的自动模式。当自动模式成功 启动,程序忽略任何其他剩余操作区的访 问。该操作区的LED表明当前自动模式的状 态
Screen clamp该功能打开或者关闭丝网夹具。通过使用 气缸,丝网夹具锁定丝网在一定位置。当丝网夹具打开之 后,需要重新调整丝网。
13
ASYS丝网印刷的操作界面
14
ASYS丝网印刷的操作界面
Cell format是目前运行的电池规格类型,反过来可以用于 调整相应摄像头的位置。
Cell thickness是电池厚度,输入单位是um。 Frame thickness是网框的厚度。 Snap off为印刷时网版与印刷台面的距离。在其他参数不
Cleaning position在我们发现网版底下有 碎片、浆料等异物需要清除时,可以点击 此按钮,把网版抬起升到最高位置,在网 版和台面之间留有足够的空间方便我们擦 拭网版和台面。
9
ASYS丝网印刷的操作界面
base position该功能用于携带刮刀机构, 上部和丝网单元到它们各自的基准位置。 基准位置是可以开启自动模式的位置。
变的情况下丝网间距越大浆料印刷的也就越厚,间距太小 容易粘版和碎片。在更换新网版时,间距要小一点,随着 网版使用时间的延长,进而抬高间距,来弥补网版张力的 不足给印刷质量带来的影响。
15
ASYS丝网印刷的操作界面
Stop offset该功能用于在进入印刷台时,校准电池的位置。 依据输入的值,电池将被停止通常位置的前面或者后面。 正值:表明电池停止在通常位置的后面,根据相应的输入 值。 负值:表明电池停止在通常位置的前面,根据相应的输入 值。
12
ASYS丝网印刷的操作界面
Lower squeegee该功能用于举起或者放低刮刀。会计算 当前印刷改变和印刷刮刀头的位置。
Calibrate该功能测量刮刀机械的重量。为了维持恒定的 刮刀压力,需要通过一个气动反压力来补偿刮刀自身的重 量。反压力的规格在刮刀校准工序中定义。这就是为什么 刮刀校准只能在印刷所使用的实际刮刀安装在单元内之后 才能执行。但是,如果该刮刀更换为一个相同质量的刮刀 或者同一个刮刀被取出然后又重新放入,则不需重新校 准。