高炉炉顶液压控制系统适应性改造探讨
高炉液压系统的研究与应用
t y .Th e h y d r a u l i c l u b r i c a t i o n s y s t e m i s r e f o r me d a n d t h e v a l v e s t r u c t u r e i s c o n t r o l l e d ,t o a d j u s t a n d o p t i mi z e t h e p e r f o r m—
最 大程度 地 降低 了系统 的 冲击和 振 动 , 提 高 了 系统 的运 行 稳 定性 。通过 对 液 压 润 滑 系统 进 行 管路 改造 ,
控制 阀 台结构 , 进行 性 能调 整及优 化 , 使 控 制 系统 满 足 了 实 际 生 产 需 要 , 减 少 了控 制 系统 故 障 的发 生 。 关键 词 : 高炉 ; 液 压 系统 ; 应用 中 图分类 号 : TF 3 2 1 文献标 志 码 : B
产 效率 , 降低 了成本 。
本 文 以 H8液 压 系统 为 例 进 行 压 力 调 整 的分 析、 计算 。H8液 压 系 统 的 主要 功 能 是 上 下 料 小 车 的升 降 。因液压 缸是 在上 升时 承受 小车 和钢 板所带
1 液 压 系统 冲 击 力 分 析
根据 高炉 液压 润滑 系统运 行情 况及 生产 需求 实 际情况 , 对 系统 运行 压力参 数进 行 了调整 优 化 , 降低 了液 压润 滑系 统 的 冲击 和 振 动 , 使 系统 尽 量 在 理 想
新技 术新 工艺
2 0 1 7年 第 5期
高炉 液压 系统 的研 究与 应 用
孙 兆 胜
( 山东 钢 铁 集 团 日照 有 限 公 司 , 山东 日照 2 7 6 8 0 0 )
TRT高炉顶压稳定性控制优化合理化建议方案
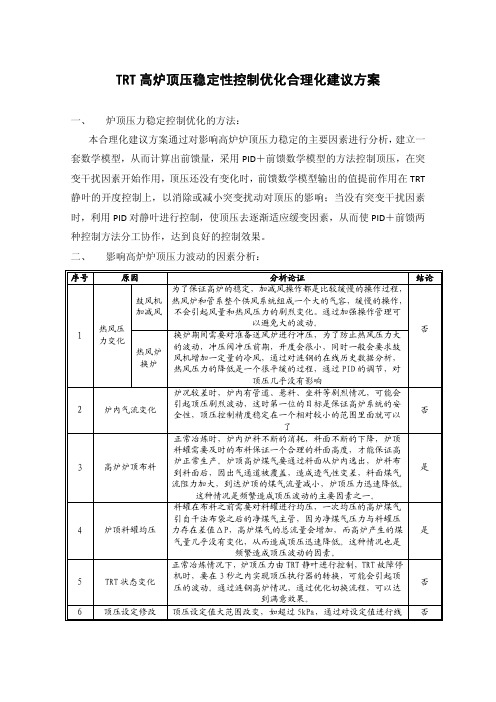
这种情况是频繁造成顶压波动的主要因素之一。 料罐在布料之前需要对料罐进行均压,一次均压的高炉煤气 引自干法布袋之后的净煤气主管,因为净煤气压力与料罐压 力存在差值ΔP,高炉煤气的总流量会增加,而高炉产生的煤 气量几乎没有变化,从而造成顶压迅速降低。这种情况也是
频繁造成顶压波动的因素。 正常冶炼情况下,炉顶压力由 TRT 静叶进行控制,TRT 故障停 机时,要在 3 秒之内实现顶压执行器的转换,可能会引起顶 压的波动。通过涟钢高炉情况,通过优化切换流程,可以达
到满意效果。
顶压设定值大范围改变,如超过 5kPa,通过对设定值进行线
结论 否
否 是 是 否 否
序号
(4)
其中 Kf 为流量系数,根据不同的高炉情况进行现场调整。
根据式(4),如果 Pk≤0.5Pc,进入柱塞流后的流量值为:
ΔFk =Kf√(0.5Pc)
(5)
根据上面的分析可知,均压前馈的值可以分成两段:在 Pk≤0.5Pc 时,前馈值 采用式(5)计算,该段的前馈值为一定值;均压一段时间后,当 Pk≤0.5Pc 时, 前馈值采用式(4)计算。
大,ΔFx 也却大;如果在最大料流 Fms 下,某一个档位测得的流量减小值为ΔFx,
则在料流值为 Fm 时,ΔFx 的系数为 Fm/Fms。
要提高冶炼强度,提高产量,就要增加冷风流量 Fa,高炉料面的煤气流量也会
增加,布料后对料面气流的阻力同样会加大,ΔFx 增大;如果在最大冷风流量 Fas
涟钢6号高炉热风炉液压系统设计缺陷分析与改进
涟钢6号高炉热风炉液压系统设计缺陷分析与改进摘要本文对涟钢6号高炉热风炉液压系统在设计方面存在的缺陷和问题进行了系统的分析论证,并对改进的解决方案进行了详细的阐述,对改进的效果进行了比较和总结。
关键词热风炉;液压控制回路;系统设计1 概述热风炉是炼铁工艺中重要的组成部分。
它通过把冷风加热成1200℃~1300℃的热风并供应给高炉,达到促进炼铁原料焦炭和铁矿石充分氧化还原反应的作用。
热风炉各种主要阀门由液压系统来控制。
涟钢6号高炉热风炉液压系统在设计上的缺陷和不足,导致设备运行存在诸多事故隐患。
因此,我们对生产中发现的问题和出现的故障进行了仔细分析,并对液压系统进行了合理化改造,降低了故障率,提高了系统的可靠性。
2 热风炉阀门结构和液压系统原理2.1阀门结构液压系统控制的阀门结构主要分两大类。
一类是立式闸板阀,闸板阀靠油缸驱动阀板上下移动,关闭时,阀板在楔形导槽内定位密封,阀板关闭到位后有定位销定位,靠一侧阀板的风压来密封。
另一类是蝶阀,蝶阀通过油缸驱动阀板在短管中转动,关闭时通过液压力将阀板与密封面压紧以达到密封目的。
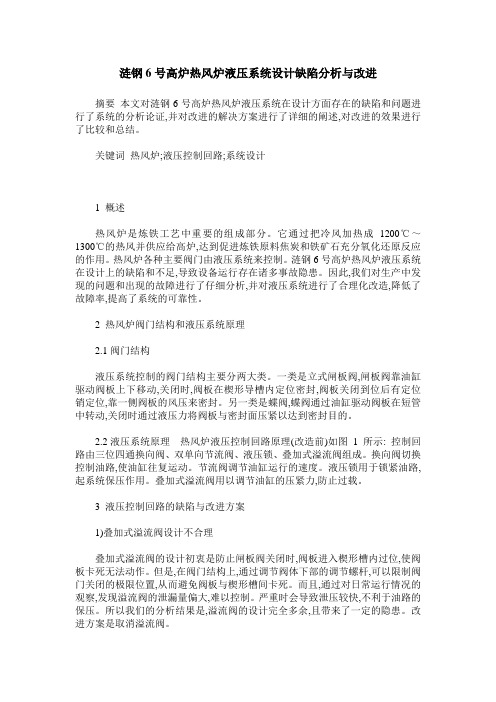
2.2液压系统原理热风炉液压控制回路原理(改造前)如图1所示: 控制回路由三位四通换向阀、双单向节流阀、液压锁、叠加式溢流阀组成。
换向阀切换控制油路,使油缸往复运动。
节流阀调节油缸运行的速度。
液压锁用于锁紧油路,起系统保压作用。
叠加式溢流阀用以调节油缸的压紧力,防止过载。
3 液压控制回路的缺陷与改进方案1)叠加式溢流阀设计不合理叠加式溢流阀的设计初衷是防止闸板阀关闭时,阀板进入楔形槽内过位,使阀板卡死无法动作。
但是,在阀门结构上,通过调节阀体下部的调节螺杆,可以限制阀门关闭的极限位置,从而避免阀板与楔形槽间卡死。
而且,通过对日常运行情况的观察,发现溢流阀的泄漏量偏大,难以控制。
严重时会导致泄压较快,不利于油路的保压。
所以我们的分析结果是,溢流阀的设计完全多余,且带来了一定的隐患。
改进方案是取消溢流阀。
1350m3高炉炉顶液压控制系统改进
1350m3高炉炉顶液压控制系统改进马小龙① 同国庆 刘锋(中钢集团西安重机有限公司 陕西西安710201)摘 要 高炉炉顶液压控制系统在炉顶布料生产中起着非常重要的作用,分析了高炉炉顶液压控制系统结构特点和功能特征,并对其进行了改造。
改造前,高炉炉顶液压控制系统有着液压回路较多以及控制回路单一等结构特点;存在液压系统故障率高、漏油、振动和噪音以及不便于检修及维护等缺点;改造后,通过增加液压备用回路或者备用阀台[1],可以在不停产休风的情况下对液压回路进行更换检修,通过优化设计,降低了振动和噪音,减少了液压系统的漏油。
结果表明,通过对高炉炉顶液压控制系统的改进,提高了生产效率,间接的提高了钢厂的经济效益。
关键词 高炉 炉顶 液压控制系统中图法分类号 TF321 TF538 文献标识码 BDoi:10 3969/j issn 1001-1269 2023 04 029ImpromentofHydraulicControlSystemfor1350m3BlastFurnaceTopMaXiaolong TongGuoqing LiuFeng(SinosteelXi'anMachineryCo.,Ltd.,Xi'an710201)ABSTRACT Thehydrauliccontrolsystemofblastfurnacetopplaysaveryimportantroleintheproductionoftopburden.Thestructuralandfunctionalcharacteristicsofthehydrauliccontrolsystemofblastfurnacetopareanalyzed,anditisreformed.Beforethetransformation,thehydrauliccontrolsystemoftheblastfurnacetophasthestructuralcharacteristicsofmorehydrauliccircuitsandasinglecontrolcircuit;Thehydraulicsystemhashighfailurerate,oilleakage,vibrationandnoise,andisnoteasytorepairandmaintain;Afterthetransformation,thehydrauliccircuitcanbereplacedandoverhauledwithoutstoppingproductionandairsupplybyaddinghydraulicbackupcircuitorbackupvalvestand[1].Throughoptimizationdesign,vibrationandnoisearereducedandoilleakageofhydraulicsystemisreduced.Theresultsshowthattheproductionefficiencyisimprovedandtheeconomicbenefitofthesteelplantisindirectlyimprovedbyimprovingthehydrauliccontrolsystemofthetopoftheblastfurnace.KEYWORDS Blastfurnace Furnacetop Hydrauliccontrolsystem1 前言钢铁工业是国民经济的重要基础产业,对国家经济的发展起着非常重要的作用。
对炼铁高炉炉顶均压控制的改进研究
对炼铁高炉炉顶均压控制的改进研究摘要本文主要介绍了高炉顶部液压控制系统设计出现的问题,进行了一系列的改造和试验,以稳定沿线液压控制系统,满足生产要求。
关键词液压;控制电路;减压阀;密封前言充分利用现代高炉炼铁的高强度冶炼时间,确保高炉的自然输送,高产量,高效率的设备运行。
设备技术部分,但现有的液压控制系统设计不合理,稳定性差。
1 小型高炉顶部设备液压系统综述SILISCO 750M3高炉和21000 M3高炉采用卢森堡紧凑型屋顶PWW屋顶。
屋顶设备是高炉生产设备的关键。
在高炉冶炼中需要生产原料燃料,一系列阀门组合,自上而下。
订单是柱塞阀,压力平衡阀,蝶阀,密封阀,流量调节阀,密封阀,液压系统阀门操作,泵站液压系统和各个阀门液压回路,执行器,液压系统。
C系统运行稳定,高效直接影响到高炉生产。
炼铁过程具有控制点特点,控制更加复杂。
屋顶下的材料,如压力控制和两部分供料,主要是霍尼韦尔TPS 和分布式控制系统,并与PLC通信。
物料罐和炉顶之间的压差是连续排放的重要参数。
本文简要介绍了高炉充电系统。
原料应通过皮带或料斗装入料斗,打开密封阀箱,将原料放入料斗。
当罐体与炉顶之间的压力差小于平均压力设定值时,关闭密封阀箱并打开充气阀.015MPa。
然后压力信号被发送到PLC,然后PLC向打开的阀箱发出信号并将材料送入炉内。
当油箱压力低于设定值0时,关闭密封阀箱并打开释放阀。
当008MPa时,向PLC发出良好的信号,然后发出信号打开阀箱。
2 高炉顶级设备液压系统的工作现状及問题在卢森堡PW公司进口的90台设备中,国内普及率没有得到很大提高。
近年来,我国已生产中小型高炉,其中大部分已投入使用。
液压控制系统作为设备的重要组成部分,由于设计中存在一些问题,结合液压元件,液压介质,设备维修等方面的现有国内钢铁企业。
有时液压系统在使用中发生故障,这直接影响到高炉的连续生产。
主要问题如下:(1)上部,下部密封阀环使用寿命短,上部和下部密封阀是两个密封阀,用于分隔顶部设备和炉内外空气之间的气体。
TRT装置高炉顶压控制系统研究与设计的开题报告
TRT装置高炉顶压控制系统研究与设计的开题报告一、研究背景与意义高炉顶压控制系统是TRT(Top Pressure Recovery Turbine)装置的重要组成部分,其主要功能是调节高炉顶部的压力,以保证高炉正常运行。
目前,国内外已经有许多关于高炉顶压控制系统的研究,但由于TRT装置的特殊性质,其控制系统需要更高的精度和稳定性。
因此,对于TRT装置高炉顶压控制系统的研究和设计具有重要的现实意义。
二、研究内容1. TRT装置的基本原理和工作机理2. 研究现有高炉顶压控制系统的优缺点,分析TRT装置高炉顶压控制系统的需求和特点3. 设计TRT装置高炉顶压控制系统的硬件和软件4. 进行实验验证和性能测试,对比分析不同策略的控制效果5. 针对实验和测试结果进行优化和改进三、研究方法和技术路线1. 文献综述和研究现状调研2. TRT装置高炉顶压控制系统的硬件设计和软件编程3. 对比分析TRT装置高炉顶压控制系统的效果,并进行实验验证和性能测试4. 结合实验和测试结果进行优化和改进四、预期成果1. 建立高炉顶压控制系统的数学模型2. 设计TRT装置高炉顶压控制系统的硬件和软件,并完成实现3. 进行实验验证和性能测试,并对比分析不同策略的控制效果4. 针对实验和测试结果进行优化和改进五、研究难点和挑战1. TRT装置高炉顶压控制系统的精度和稳定性要求高2. 要对TRT装置的特性和高炉运行状态进行充分分析和研究3. 综合考虑硬件和软件的设计和实现4. 需要深入了解控制系统理论和方法六、研究进度计划1. 第一阶段(1-2个月):文献综述和现有系统分析2. 第二阶段(3-4个月):控制系统的硬件设计和软件编程3. 第三阶段(5-6个月):实验验证和性能测试4. 第四阶段(7-8个月):系统优化和改进七、研究经费和资源本研究计划所需经费和资源包括:实验设备和材料,人员费用,出差费用等。
预计总经费约为10万元。
八、研究成果的应用价值和意义TRT装置高炉顶压控制系统的研究和设计,对于提高高炉工作效率和节能减排具有重要的应用价值和意义。
《2024年LF炉钢包加盖机液压控制系统设计及改造》范文

《LF炉钢包加盖机液压控制系统设计及改造》篇一一、引言随着现代工业的快速发展,钢铁行业对生产效率和产品质量的要求日益提高。
LF炉作为钢铁生产中的重要设备,其钢包加盖过程对产品质量和生产效率具有重要影响。
为了满足市场需求和提高生产效率,本文对LF炉钢包加盖机的液压控制系统进行了设计与改造。
本文首先介绍了液压控制系统的基本原理和设计要求,然后详细阐述了设计及改造方案,最后通过实验验证了改造后的效果。
二、液压控制系统基本原理及设计要求液压控制系统是利用液体压力能进行能量传递与控制的一种技术。
其基本原理是通过改变液体的压力、流量和方向,实现对执行机构的控制。
LF炉钢包加盖机的液压控制系统设计需满足以下要求:1. 稳定性:系统应具有较高的稳定性,以保证加盖过程的顺利进行。
2. 精确性:系统应具有较高的控制精度,以确保钢包加盖的准确性和可靠性。
3. 安全性:系统应具备安全保护功能,防止因操作不当或设备故障导致的安全事故。
4. 高效性:系统应具有较高的工作效率,以满足生产需求。
三、液压控制系统设计及改造方案1. 设计思路根据LF炉钢包加盖机的特点及需求,设计了一种新型液压控制系统。
该系统采用先进的液压元件和控制系统,实现了对加盖过程的精确控制。
同时,通过优化系统结构,提高了系统的稳定性和安全性。
2. 液压元件选型根据系统需求,选择了合适的液压泵、液压缸、阀等元件。
其中,液压泵采用高压力、低噪音的型号,以满足系统的高压需求;液压缸采用高精度、高刚度的结构,以确保加盖过程的准确性;阀件选用高性能、高可靠性的产品,以保证系统的稳定性和安全性。
3. 控制系统设计控制系统采用PLC控制器,通过传感器实时监测液压系统的压力、流量和温度等参数,实现对执行机构的精确控制。
同时,通过编程实现对系统的自动控制和故障诊断功能。
4. 改造方案实施根据设计思路和选型结果,对原有液压控制系统进行改造。
首先,更换了原有的液压元件和控制系统;其次,优化了系统结构,提高了系统的稳定性和安全性;最后,对系统进行了调试和测试,确保改造后的系统能够满足生产需求。
1750m 3高炉炉顶液压系统的改进及优化

均按程序 自动联锁操作 。
针 对 对 上 料 闸 、 密 封 阀 、 密 封 阀 、 压 上 下 均
使用情况 , 结合济钢 1号 15m 高炉炉顶液压 70
控制 系统 的原理 图 ( 图 1 进 行 分 析 , 见 ) 总结 出 了 该液 压系统 存 在的不足 。
上料闸 均压阀 放散阀
1 前 言
显 , 得到 了推 广 。 并 2 改造 前液压 系统存在 的问题
目前液 压技 术凭借 其传 动功 率大 、 作平 工
稳、 可实现 大范 围无 级 调速 、 纵 控 制 简便 、 操 自动
济钢炼铁厂共有 3座 15 m 高炉 , 70 炉顶设
化程度高、 容易实现过载保护以及液压元件 实现 了标准化、 系列化 、 通用化且便于设计、 制造和使 用等优点L , 1 在各行各业得 到了广泛应 用 , ] 尤其 是近些年来炼铁高炉 的大型化 , 已使其发展成为
统在济钢炼铁厂 1 15m 高炉炉顶 的应 用为 号 70 例, 针对该液压系统在使用 中表现出来 的一些设 计上的缺陷 , 实施 了相应改造措施 , 效果 比较 明
在这些炉顶设备 中, 除溜槽传动齿轮箱和探尺为
电动外 , 上料闸、 上密封阀、 下密封阀、 均压 阀、 放
散阀、 料流调节 阀均采用 液压传动 , 而且各设备
关键词 高炉
中 图分 类 号
液压 系统
T58 F 3
控制油路
节流 阀
B
文献标识码
P o o o n t ia o ft eHy r u i y t m r m t n a d Op i z t n o h d a l S se i m i c
f r t e Fu n c p i 7 0 o h r a e To n 1 5 m3BF
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高炉炉顶液压控制系统适应性改造探讨
本文通过分析莱钢股份炼铁厂3#750m3高炉炉顶顶采用PW紧凑型串罐式无料钟炉顶,研究高爐炉顶液压控制系统适应性改造,以提高高炉炉顶液压控制系统运行稳定性。
标签:液压故障改进系统校核
0 引言
3#750m3高炉炉顶采用PW紧凑型串罐式无料钟炉顶,由一套液压控制系统实现炉顶上料柱塞阀、上密封阀、料流调节阀、下密封阀、均压阀以及均压放散阀的开关动作,完成高炉装料作业。
由于生产节奏的加快,高炉利用系数提高,该系统在工作过程中出现的液压故障严重制约了高炉的稳定生产。
通过对其增加备用控制系统,以及柱塞阀油缸适应性改造,液压系统的重新校核验算及优化完善,来提高液压系统的运行稳定性。
1 炉顶液压系统实际应用中的缺点
炉顶液压系统在实际应用中,暴露出诸多问题,故障排查时间长,影响炉顶设备的正常运行,造成高炉控风作业甚或休风,严重制约了高炉生产的稳定运行。
液压系统运行中,常发生以下故障:
1.1 料流调节阀液控单向阀阀芯断裂故障;
1.2 液压控制系统电磁阀换向阀线圈烧损故障;
1.3 上下密节流阀阀芯弹簧失效故障,节流阀阀芯断裂故障;
1.4 柱塞阀多次打不开或关闭动作慢故障等。
其中柱塞阀打不开故障表现的相当突出,自2006年以来共计有36次打不开故障。
2 高炉炉顶液压控制系统改进过程
液压系统故障均表现在阀组在线使用时,故障排查时间是制约生产的关键因素,因此需要考虑如何实现阀组的离线检修而不影响生产;柱塞阀故障表现尤为突出,高炉强化冶炼后,生产节奏加快,料批重量增加,柱塞阀油缸提升能力受限,需要增大其提升能力。
在炉顶30m液压站增加一套备用控制阀台,满足高效生产组织要求。
备用阀台液压阀选用在线使用原控制阀台阀类规格型号,保证备件的统一性、互换性,便于备件管理和减少备件储存量。
炉顶液压控制阀台一用一备,可实现故障状态下的快速切换,满足高炉炉顶正常装料要求,同时为故障排查赢得了时间。
2.1 提高柱塞阀油缸的提升能力
2.1.1 提高系统压力现炉顶工作压力为16MPa,提高系统工作压力可相应提高柱塞阀的提升力。
由于原系统选用恒压变量柱塞泵A10VSO28DFR1/31R-PPA-12N00,该泵额定压力28MPa。
要提高系统压力,按照最大连续工作压力为额定压力的70%考虑,系统压力可调整到20MPa。
2.1.2 对柱塞阀油缸进行适应性改造,进行重新选型设计,提高油缸提升能力原柱塞阀油缸设计工作能力是高炉装料料批15-17吨/批(按批重17吨计),柱塞阀油缸选用Z1103d-702-11(125/70×800)。
随着高炉冶炼强度的提高,增大了高炉装料料批重量,料批增至25-27吨/批(按批重26吨计)。
2.2 对原液压系统关键备件重新校核
2.2.1 液压泵的校核
液压泵配置:A10VSO28DFR恒压变量柱塞泵2台(一用一备),额定流量26L/min。
柱塞阀油缸改进后,开启与关闭流量计算如下:
按柱塞阀开启与关闭时间不变,即速度V1、V2不变,
柱塞阀开启时,有杆腔进油
A开改/A开原=3.14×(D改2/4-d2/4)/[3.14×(D原2/4-d2/4)]
=3.14×(0.152/4-0.072/4)/[3.14×(0.1252/4-0.072/4)]
=1.64
柱塞阀关闭时,无杆腔进油
A关改/A关原=3.14×(D改2/4)/[3.14×(D原2/4)]
=3.14×(0.152/4)/[3.14×(0.1252/4)]
=1.44
由Q=V A得:
柱塞阀开启流量Q开=1.64Q原=1.64×81=133(L/min)
柱塞阀关闭流量Q关=1.44Q关=1.44×118=170(L/min)
因柱塞阀油缸连接回路为差动回路,因此Q差动关=170-133=37(L/min)
2.2.2 蓄能器组的校核
3#750m3高炉炉顶液压系统原泵站配置:
蓄能器组:采用1个25L的活塞式蓄能器配4个50L的氮气瓶。
蓄能器的作用:蓄能器在液压系统中是用来储存、释放能量的装置。
其主要用途为:作为辅助液压源在短时间里提供一定数量的压力油,在高峰时刻应用,以便选用较小的泵。
用较小的泵,即可实现在瞬间提供大量液压油,平稳保持液压系统中一定的流量和压力,满足系统对速度、压力的要求,减小系统驱动功率降低系统温升;可实现液压缸的保压;缓冲、吸收液压冲击、降低压力脉动等。
当系统不需要大量油液时,可以把液压泵输出的多余压力油液储存在蓄能器内,需要时由蓄能器快速释放给系统。
3#750m3高炉炉顶液压活塞式蓄能器由油液部分和气体部分构成,活塞用作气体密封隔离件。
气体部分预充有氮气,液体部分与液压回路相通。
因此压力升高时气体被压缩,油液被吸入活塞式蓄能器,压力下降时,气体膨胀,从而把油液压入系统回路。
考虑到炉顶液压系统运行过程中,上料柱塞阀开启需要补充较多能量。
上料柱塞阀油缸由125/70×800改为150/70×800,阀门开启所需流量由81L/min变为133L/min,需要蓄能器所补充的能量:
原油缸需蓄能器提供量:(81-26)×5/60=4.58(L)
改造后油缸需蓄能器提供量:(133-26)×5/60=8.92(L)
通过理论计算,由于油缸的改进,原蓄能器提供的量5.32L已经小于改造后油缸所需要的量8.92L。
2.2.3 综合泵与蓄能器组的校核攻关小组在增大泵的流量与蓄能器组的数量上进行了比较。
如若增大泵的流量,从阀门启闭流量图可以看出,仅柱塞阀开启时需要大流量,这样将会造成大量无效能耗,转化成热量,使油温升高,过高的油温会导致液压油粘度下降,零件配合间隙增加,密封损坏,导致系统泄露增加。
从经济及效果方面综合评定,确定增加一组活塞蓄能器组来满足系统技术指标。
具体配置:泵站保留原泵站配置,另配置一组活塞蓄能器组,为25L活塞式蓄能器25L+4×50L氮气瓶。
选用活塞式蓄能器,因为活塞式蓄能器有以下优点:㈠预充气压力和最高工作
压力之间的高压缩比。
②低压差时使用补偿氮气瓶,经济性高。
③流量可以很大。
④液压设备效率高。
⑤气体密封性好,不泄露。
⑥密封磨损时无突发性泄气。
3 高炉炉顶液压控制系统改造后的效果
3.1 炉顶液压控制备用系统启用后,液压故障系统能够快速实现备用系统的切换功能,实现了液压控制系统零影响的离线检修,满足了高炉高效生产组织的要求。
3.2 柱塞阀油缸及蓄能器的系列改进,适应了高炉强化冶炼,快节奏组织生产的要求,提高了液压系统的稳定可靠性。
3.3 炉顶泵站用并联的两套蓄能器来保证柱塞阀启闭瞬间大流量的需求,弥补了泵流量的不足,减少了功率消耗,降低了系统温升,各阀门启闭时,系统压力变化平稳。
阀门开启时间调整范围加大,有利于生产方组织生产。
高炉炉顶液压控制系统的适应性改进,有效降低了炉顶液压控制系统故障对生产的影响,符合高炉高效生产组织要求,可推广应用至其它750立级高炉炉顶液压控制系统。
参考文献:
[1]刘延俊.液压系统使用与维修.—北京.化学工业出版社.2006.214-215.。