制程巡检表-更新版
IPQC制程巡检记录表 注塑部
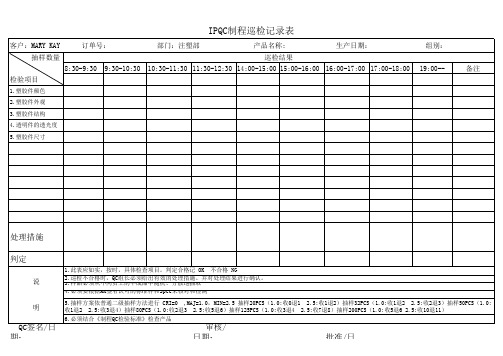
4.必须要根据MK签名认可的标准样和Spec来核对和检测
明
QC签名/日 期:
5.抽样方案依普通二级抽样方法进行 CRI=0 ,MAJ=1.0,MIN=2.5 抽样20PCS(1.0:收0退1 2.5:收1退2)抽样32PCS(1.0:收1退2 2.5:收2退3)抽样50PCS(1.0:
收1退2 2.5:收3退4)抽样80PCS(1.0:收2退3 2.5:收5退6)抽样125PCS(1.0:收3退4 2.5:收7退8)抽样200PCS(1.0:收5退6 2.5:收10退11)
2.塑胶件外观
3.塑胶件结构
4.透明件的透光度
5.塑胶件尺寸
组别: 19:00--
备注
处理措施
判定
1.此表应如实,按时,具体检查项目。判定合格记 OK 不合格 NG
说
32..样巡品 检必 不须 合从 格不 时同 ,员 QC工组的长半必成须品给中出随有机效、的分处散理地措抽施取。并对处理结果进行确认。
IPQC制程巡检记录表
客户:MARY KAY
订单号:
部门:注塑部
产品名称:
生产日期:
抽样数量
巡检结果
8:30-9:30 9:30-10:30 10:30-11:30 11:30-12:30 14:00-15:00 15:00-16:00 16:00-17:00 17:00-18:00
检验项目
1.塑胶件颜色
6.必须结合《制程QC检验标准》检查产品
审核/
日期:批准/日来自
SMT制程巡检表

BI
缺陷类型,如实、及时记入产量表,确保产量表的完整填写. 不同状态的产品是否按规定区域存放 不良产品的数量及不良项目与记录是否符合
在线维修
电烙铁的温度是否在规定范围内290-350℃(记录实际温度) 作业时做好静电防护。 所用操作规程是否正确且最新版本
X -Ray 作业员是否按操作规程进行仪器操作,(发现异常应立即通知工程
SMT 车间制程巡检表
工站 查核项目
半成品暂存区不同产品是否作好区隔,并标识产品名称及数量. 物料是否按先进先出的原则发料.PCB板沒拆封的储存时间超过2 个月必须烘烤后使用,已拆封的超过24小时也应烘烤后使用.烘 烤时叠放不得超过20PCS(参照Backing WI) 已拆封退库湿敏元件有否放入防潮箱,不同物料是否做好相关标 示.防潮箱环境温湿度是否定时检查做好记录. 保存锡膏的冰箱温度是否在规定范围內(记录实际温度) 仓库人员有否定时查核冰箱温度并作记录,是否做到先进先出的 原则及时填写取出时间,冰箱內有多种型号锡膏时有否做好明显 的区分保存.焊膏管控标签不得重叠,过期报废焊膏是否按相应 流程作报废处理。 各地方的温湿度是否记录(温度:20-28℃,湿度:60%) 产线是否挂相应PCP,所有PCP里规定的文件产线是否全部悬挂在 各工位 印刷后是否100%目检,做好ESD防护 钢网上是否写明产品名称﹒料号﹒版本以及尺寸. 钢网是否按每小时清洗一次并作记录 8:30-10:3010:30-12:30 12:30-14:30
贴片机 是否每班做吸嘴检查,填写FUJI CP Machine Work List.并有工
程师签字,每2小时检查Drop Rate(适用于CP机)并做记录. 开机时按照Check list操作,填写GSM机器工作单. 程序名正确 (适用于GSM/XP机). 100%检查每一PCB是否有正确的样板完整无缺陷。对于手放件应 有相应的表单记录,并做好标识跟踪第一块板子的测试结果。 (适用于GSM/XP机) 开班时根据板图检查机器贴片状况检查第一块板的极性. 目检人员必须戴好静电环及防静电手套. 回流炉温度设置是否在规格内
IPQC制程巡检记表
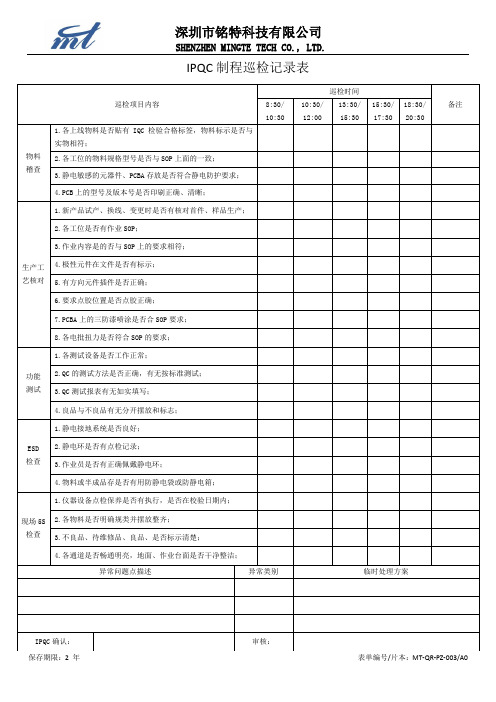
生产工艺核对
1.新产品试产、换线、变更时是否有Байду номын сангаас对首件、样品生产;
2.各工位是否有作业SOP;
3.作业内容是的否与SOP上的要求相符;
4.极性元件在文件是否有标示;
5.有方向元件插件是否正确;
6.要求点胶位置是否点胶正确;
7.PCBA上的三防漆喷涂是否合SOP要求;
IPQC制程巡检记录表
巡检项目内容
巡检时间
备注
8:30/
10:30
10:30/
12:00
13:30/
15:30
15:30/
17:30
18:30/
20:30
物料
稽查
1.各上线物料是否贴有IQC检验合格标签,物料标示是否与实物相符;
2.各工位的物料规格型号是否与SOP上面的一致;
3.静电敏感的元器件、PCBA存放是否符合静电防护要求;
现场5S检查
1.仪器设备点检保养是否有执行,是否在校验日期内;
2.各物料是否明确规类并摆放整齐;
3.不良品、待维修品、良品、是否标示清楚;
4.各通道是否畅通明亮,地面、作业台面是否干净整洁;
异常问题点描述
异常类别
临时处理方案
IPQC确认:
审核:
保存期限:2年表单编号/片本:MT-QR-PZ-003/A0
8.各电批扭力是否符合SOP的要求;
功能
测试
1.各测试设备是否工作正常;
2.QC的测试方法是否正确,有无按标准测试;
3.QC测试报表有无如实填写;
4.良品与不良品有无分开摆放和标志;
ESD
检查
1.静电接地系统是否良好;
IPQC制程巡检表

记 录 人: 记录时间:
审 核 人: 审核时间:
线别:
日期:
月
日
机型/颜色/投产数量:
类别 人
机
项目 编号
控制项目及要求
频率
稽核结果 8:00-10:00 10:00-12:30 13:30-15:30
1.1 各工位员工是否具有上岗证;
1.2
作业员是否穿戴好ESD防护符合指导书要求(工衣,静电衣服,静电 环);
2.3 打印机、电子称当天保养记录有填写且使用无异常;
次/班
2.4 洁净栅是否按要求执行,帘子不能拉起;
次/2H
2.5 CMU 综测仪器是否按要求保养维护;
次/班
2.6 耦合工位线损是否点检并确认;
2.7
电脑信息核对工厂: 卡数:
机型:
颜色:
日期:
次/班 次/班
2.8
次/班
3.1 生产作业区域、操作台无在制工单外的物料存放;
次/H 次/H
首件
标签
样品核 对
抽检 质控点
7.1 首件是否按文件要求频率确认;
即时
7.2 首件确认结果是否正常;
即时
7.3 首件是否挂在线上固定位置;
即时
8.1
条码打印格式、内容是否正常(特别是格式、字母的大小写,相似数字 与字母);
次/2H
8.2 标签、条码明暗码扫描确认是否一致;
次/2H
8.3 并将确认合格的标签贴到首件表背面,签名;
4.5
耦合位配置参数是否正确;IMEI写码工位配置参数是否正确(特别是 IMEI号码段、版本、机型颜色的设定)
次/4H
环
不良率 监控
装配制程巡检表

□OK □NG □OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □OK □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG □NG
外观
尺寸
功能
序号
备注
□OK □NG □OK □NG □OK □NG □OK □NG □OK □NG
制程查核
4、焊接测试
5、高频测试 6、其他
熔接时间: 高周波:
最终判定:□符合要求,可以生产 制程异常/检验问题点/返工记 录 改不符合要求,返工
□不合格报告编号:
检验员Inspector:
日期Date:
审核Reviewed:
日期Date:
装配制程巡检表
客户 产品型号 订单号 批量 生产数量 生产班别 生产日期 包装方式 □泡壳 □散装 □盒装
文件
□控制计划;□客户信息需求表;□批领料单;□唛头检验标准;□印刷刻字图纸;□客户外观检验标准; □其它 检验项目 各制程巡检时间段检验记录 判定
量具
□游标卡尺 □扭力螺丝刀 □扭力计 □螺纹规 □塞尺 □拉力计 □检具 □其它 □在有效期内 □量具保养良好 □标识 □表面外观 □颜色 □间隙和断差 □有效螺纹长度 □螺纹通止规 □焊接高度 □管长 □试水测试 □静压测试 □机械性能 □花洒水流量 □止水流量 □TPR耐搓性能 □实配性能 制程名称 1、塞子安装强度 2、试水参数 3、扭力测试 首件参数确认 首样确认参数: 首样确认参数: 首样确认参数: 首样确认参数:机台: 首样确认参数:延迟时间: 温度: 屏流表: 延迟: 固化: 熔接: 定型时间: 气源压力: 制程巡检时间段
制程巡检日报表范例
22:00-22:00
判定
综合判定
审
核 准:
核
:
Байду номын сангаас
制 表:
08:00-10:00
10:00-12:00
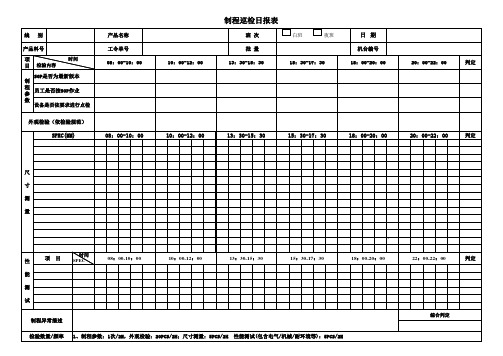
制程巡检日报表
班次 批量 13:30-15:30
白班
夜班
15:30-17:30
日期 机台编号 18:00-20:00
10:00-12:00
13:30-15:30
15:30-17:30
18:00-20:00
20:00-22:00
判定
20:00-22:00
判定
尺 寸 测 量
性
项目
时间 SPEC
能
测
试
08:00-10:00
10:00-12:00
13:30-15:30
15:30-17:30
` 18:00-20:00
制程异常描述 检验数量/频率 1、制程参数:1次/2H,外观检验:20PCS/2H;尺寸测量:5PCS/2H 性能测试(包含电气/机械/耐环境等):5PCS/2H
白班夜班产品料号工令单号机台编号项目判定设备是否依要求进行点检外观检验依检验规范specmm判定判定制程异常描述综合判定时间检验内容08
线别
产品料号
项
时间
目 检验内容
SOP是否为最新版本 制
程 参
员工是否按SOP作业
数 设备是否依要求进行点检
外观检验(依检验规范) SPEC(MM)
产品名称 工令单号 08:00-10:00
组件制程巡检报表

层压
外观
无脱层,背板无鼓包、凹陷、褶皱;内部无气泡 电池串无移位,电池片无破损 ID码 长度:1640±2mm
组框
宽度:992±2mm 尺寸 角部拼接缝隙≤0.3mm 角部平面上下错位≤0.5mm 对角线差≤3mm 尺寸 打胶起始位置离边框边缘:15±5mm
打胶量 组框
长边:60~90g 短边:35~60g 铝框无破损、变形、划伤 背板与铝框无缝隙,封胶完全 供应商 供应商 ID码 型号 型号 规格 规格 批号 批号
灌胶 外观
胶体完全盖住焊接柱 AB胶固化效果点检确认
AB胶 清洁
供应商 ID码
型号
规格
批号
外观
玻璃、铝框、背板无脏污、残留硅胶、EVA 25±2℃ 25±2℃ 1次/4H ID码
恒温 温度 IV 温度 校准
EL2
EL检测
《EL检验标准》
1.涉及数据的检验项目,需在巡检记录空格中填写实际检验数据; 说明 2.非数据类检验项目合格在空格中打“√”,不合格打“”,并在下方记录不合格信息。 3.材料信息如实填写当班实际使用材料相关信息,并确认与BOM表是否一致,若不一致,应及时向上级及相关人员反映。
电池片Biblioteka 外观符合《电池片技术标准》 供应商 表面清洁无杂物、无划伤、无崩边,毛面朝上 型号 规格 批号
上料
钢化玻璃
上料
钢化玻璃 EVA
供应商 表面清洁无杂物,毛面朝上,材料为高透光型 焊接光滑,无毛刺、虚焊、脱焊、堆锡、锡渣
型号
规格
批号
焊接质量 焊接 尺寸 助焊剂
露白L≤10mm,W≤0.5mm 互连条焊接起点位置为第二根细栅线 无脏污(手印、指纹等)、无崩边等 片间距:2±0.5mm 供应商 ID码 串间距:3±1mm 型号 规格 批号
制程巡检记录表
制程巡检记录表(原创版)目录1.制程巡检记录表的概述2.制程巡检记录表的内容3.制程巡检记录表的作用4.制程巡检记录表的填写要求5.制程巡检记录表的保存与归档正文制程巡检记录表是工业生产过程中用于记录各个环节质量检查情况的表格,它可以全面、系统地反映生产过程中的质量问题,是保证产品质量和生产效率的重要手段。
一、制程巡检记录表的概述制程巡检记录表通常包括产品名称、生产批次、生产日期、巡检人员、巡检项目、巡检结果、异常情况及处理、巡检人员签名等内容。
它可以实时记录生产过程中的质量问题,对后续的生产改进和质量追溯具有重要的参考价值。
二、制程巡检记录表的内容1.产品名称和生产批次:这是制程巡检记录表的基本信息,用于标识被检查的产品和生产批次。
2.生产日期和巡检人员:记录生产日期和巡检人员,可以方便后续的查询和追溯。
3.巡检项目:这是制程巡检记录表的核心内容,包括了需要检查的所有项目,如产品尺寸、外观、性能等。
4.巡检结果:记录巡检员对每个检查项目的检查结果,如果发现问题,应详细记录异常情况及处理。
5.巡检人员签名:巡检完成后,巡检人员应在表格上签名,表示对检查结果负责。
三、制程巡检记录表的作用制程巡检记录表在生产过程中有着重要的作用,它可以及时发现和记录质量问题,防止不合格品流入下道工序或客户手中,保证产品的质量。
同时,它也可以为生产管理人员提供决策依据,帮助他们改进生产过程,提高生产效率。
四、制程巡检记录表的填写要求填写制程巡检记录表时,应严格按照表格的要求进行,确保信息的准确性和完整性。
对于异常情况,应详细记录并及时处理。
五、制程巡检记录表的保存与归档填写完成后的制程巡检记录表应妥善保存,按照规定的时间周期进行归档。
在归档时,应保证记录表的完整性和可查性,以便在需要时能够快速找到。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
备注:1.符合要求划“√”,不符合要求划“×”,不适用划:“N ”,如需要列举说明请按照要求列举; 2.频次与星级的关系:6次/天( );3次/天( );2次/天( );1次/天( 制作人: 秦英歌 FM-QC020 N 巡检人: 审核人: 第1页,共1页
批准人:
MIMA制程巡检查核表
班次: 项目 序号 1 2 3 4 5 6 7 8 9 10 11 12 通用 项目 13 14 15 16 17 18 19 20 21 22 1 2 3 重点 检验 项目 4 5 6 7 8 9 日期: 年 月 巡检内容 检查各工位作业要求是否与WI要求一致, 检查各工位记录表单及时、准确记录,超标的及时改善 检查作业员在换料时是否做好物料三确认,使用的半成品有SMT合格章,且使用料号 正确 每个岗位实际插装元件料号、数量、位号、极性与WI、BOM要求一致(开线换型 时全部核对) 波峰焊、选择性波峰焊、三防漆喷涂参数与文件一致 各工位烙铁温度与WI温度要求一致,并已做防调标识 使用分板机进行分板,手法与WI 要求一致 Байду номын сангаас程器写入程序正确与程序一览表一致(开线或换型时) 使用的编程器芯片类型是否正确(开线或换型时) 三防漆涂刷位置与WI及工艺要求内一致(无漏刷、刷不到位现象) 有对应EM变更时产线按EM执行(填写EM编号) 静电手环测测试记录表产线人员是否按时点检 使用静电周转车有接地链进行接地 检查在线员工/检验员是否做好静电防护措施(是否佩戴静电手环或戴静电手套),静 电设施工作正常 检查自动剪脚机设定的元器件引脚高度与WI是否一致 检查作业员是否按照WI要求定时对元器件引脚进行测量 当有重工产品时(PQC、OQC判退,批量返工)检查确认产线有文件指导处理, 确认作业员按照指导文件进行作业,不允许线外作业 核对产线使用烙铁、电批等工具有校准标签(抽检3-5台) 核对三防漆程序与实际生产程序名一致(开线、换型时) 领用SMT完成品必须在烤箱内烘烤后使用 时间:1H 温度:90℃ 助焊剂使用:同方TF-9000-5、锡条使用:亚森达Sn63/Pb37、 锡丝使用:阿尔法Sn63/Pb37、三防漆使用:BAKER1894 TF-7501 清洗剂使用:同方TF-2000-9、硅胶使用:704 每月1号对设备、工具校验日期进行确认,确认在有效期内(静电手环测试仪、万 用表) 相似物料不可放在相邻位置 插装液晶工位使用离子风机、及工装点亮屏幕 PCBA不可叠板,不可野蛮操作 抽检三防漆喷涂效果,无多喷、漏喷 检查作业员焊接完后自检锡球锡渣 焊接背光、LED灯时必须点焊 任何地方晶振掉落均视为不良品,不许使用(有掉落时) 三防漆喷涂链速<1.5 所有产品不允许手动分板,必须使用分板机 ) 日 8:3010:30 10:3012:30 12:3014:30 文件版本:R1 14:30- 16:30- 18:3016:30 18:30 20:30