常减压蒸馏过程实时动态模拟
基于AspenPlus和AspenDynamics的常减压装置流程模拟
基于Aspen Plus和Aspen Dynamics的常减压装置流程模拟摘要本文以某厂常减压蒸馏装置为基础,以某厂常减压装置工艺技术规程上的油品性质数据和工艺条件参数为依据,在Aspen Plus流程模拟软件平台上建立常减压塔装置的仿真模型,并进行调试使其收敛后得到仿真结果,得到较为精确的稳态模拟仿真模型。
模拟结果发现,除个别数值有偏差外,初馏塔、常压塔以及减压塔的大部分数据与某厂实测数据偏差极小,整个装置运行稳定,稳态模拟比较成功,这也为后来的动态模拟打下了基础。
在完成稳态模拟后,根据操作规程对装置进行规格参数输入,输入塔高以及直径等数据后,将整个装置转至Aspen Dynamics进行动态模拟。
在动态模拟中根据装置的实际情况对其进行控制器的添加,完成控制器的设置后将整个控制程序初始化并运行。
观察每个模型每股物流的运行数据变化情况,发现整个装置运行相对稳定,动态模拟取得了成功。
在整个装置各个部分运行稳定的基础上,根据某厂常减压装置的实测数据,对整个装置的原油进料量根据时间进行变化,观察各个装置的运行情况,以及模拟数据的改变情况。
模拟结果发现当原油进料量发生改变时,整个装置的初馏塔、常压塔以及减压塔部分的数据结果均发生了不同程度的变化,这也使得整个动态模拟数据更加接近实际值,整个动态模拟情况更加接近工厂装置的真实运行情况。
本次流程模拟稳态模拟和动态模拟都取得了成功,模拟出的数据真实有效,对于复现某厂常减压装置的运行过程具有重大意义。
本研究也对整个装置的能耗与经济效益进行了分析,对以后装置的经济能耗优化提供了可能性;本研究也对Aspen Plus与Excel的连接进行了探究,使Aspen Plus与其他软件的互联成为了可能。
关键词:Aspen Plus,Aspen Dynamics,常减压装置,流程模拟Process simulation of atmospheric and vacuum distillation unit based on Aspen Plus and Aspen DynamicsABSTRACTIn this thesis, based on the atmospheric and vacuum distillation unit in a plant, the oil property data and process condition parameters in the process specification of atmospheric and vacuum unit in a plant are used as the basis, and the simulation model of atmospheric and vacuum tower unit is established on Aspen Plus process simulation software platform. After debugging, the simulation results are obtained after convergence, and a more accurate steady-state simulation model is obtained. The simulation results show that most of the data of the primary distillation tower, atmospheric pressure tower and pressure reducing tower have little deviation from the measured data of a certain plant, the whole unit runs stably and the steady-state simulation is relatively successful, which also lays a foundation for the later dynamic simulation.After the completion of the steady-state simulation, the specification parameters of the device are input according to the operation procedures, and the tower height and diameter data are input, the whole device is transferred to Aspen Dynamics for dynamic simulation. In the dynamic simulation, the controller is added according to the actual situation of the device. After the controller is set, the whole control program is initialized and run. By observing the operation data of each model, it is found that the operation of the whole device is relatively stable and the dynamic simulation is successful.On the basis of stable operation of each part of the whole unit, according to the measured data of atmospheric and vacuum unit in a certain plant, the crude oil feeding amount of the whole unit changes according to time, and the operation of each unit is observed, as well as the change of simulation data. Thesimulation results show that when the crude oil feed quantity changes, the data results of the primary distillation tower, atmospheric pressure tower and pressure reducing tower of the whole unit have changed in varying degrees, which also makes the whole dynamic simulation data closer to the actual value and the whole dynamic simulation situation closer to the real operation of the plant.The steady-state simulation and dynamic simulation of this process have been successful, and the simulated data are real and effective, which is of great significance for the recurrence of the operation process of atmospheric and vacuum distillation unit in a plant. This study also analyzes the energy consumption and economic benefits of the whole device, and provides the possibility for the optimization of the economic energy consumption of the device in the future; this study also explores the connection between Aspen Plus and excel, making the interconnection between Aspen Plus and other software possible.KEYWORDS: Aspen Plus, Aspen Dynamics, Atmospheric and vacuum unit, Process simulation目录摘要 (I)ABSTRACT (III)1绪论 (1)1.1课题的研究背景及意义 (1)1.2化工流程模拟技术 (1)1.3流程模拟的应用 (2)1.4流程模拟在常减压装置中的应用 (3)1.5本文结构介绍 (3)2常减压装置的工艺流程 (5)2.1常减压装置在原油加工中的地位 (5)2.2常减压装置的原理 (5)2.3流程模拟软件算法原理 (6)2.3.1稳态模拟 (6)2.3.2动态模拟 (9)2.4常减压装置的工艺流程 (10)2.5小结 (11)3常减压装置的稳态模拟 (13)3.1建立整个装置模型 (13)3.1.1原油虚拟组分切割 (13)3.1.2装置模型选型 (15)3.2物料连接 (23)3.2.1 物流连接说明 (23)3.2.2 模型组态 (24)3.3数据输入与选项设置 (35)3.3.1初馏塔数据 (35)3.3.2常压塔数据 (37)3.3.3减压塔数据 (42)3.3.4原油进料数据 (49)3.3.5加热器、冷凝器与空冷器数据 (49)3.3.6泵数据 (50)3.3.7调节阀数据 (51)3.3.8分离罐数据 (51)3.3.9分离器数据 (52)3.4装置收敛调试 (53)3.4.1选择收敛方法 (55)3.4.2调节塔本身迭代次数与公差 (55)3.4.3调节整个装置迭代次数 (56)3.4.4设置撕裂物流 (56)3.4.5调节蒸汽汽提量 (58)3.4.6调节中段回流量 (58)VI3.5稳态模拟的模拟结果与数据分析 (59)3.5.1初馏塔部分 (59)3.5.2常压塔部分 (59)3.5.3减压塔部分 (60)3.6小结 (61)4常减压装置的动态模拟 (63)4.1Aspen Plus动态参数设置 (63)4.1.1初馏塔规格输入 (63)4.1.2常压塔规格输入 (65)4.1.3减压塔规格输入 (67)4.1.4其他模型规格修改 (69)4.2Aspen Dynamics控制器设置 (71)4.2.1转至Aspen Dynamics (71)4.2.2初馏塔控制器设置与调试 (73)4.2.3常压塔控制器设置与调试 (79)4.2.4减压塔控制器设置与调试 (82)4.3动态模拟的收敛调试 (84)4.4动态模拟结果与数据分析 (90)4.4.1初馏塔部分 (90)4.4.2常压塔部分 (95)4.4.3减压塔部分 (100)VII4.5小结 (109)5流程模拟的应用与扩展 (111)5.1稳态模拟结果与Excel的连接 (111)5.2稳态模拟结果经济能耗分析 (115)5.3小结 (118)6总结 (119)参考文献 (121)致谢 (126)VIII1绪论1.1课题的研究背景及意义石油炼制工程是需要消耗高能源的工程,它所消耗的能量占全国工业总能耗中的绝大部分比例。
浅析原油常减压蒸馏装置模拟及优化

模型。
本次使用的模型具有中段回流以及加热炉的特点,真正的贴合了实际工作中减压塔实际运转工艺流程,因此我们就不再在减压塔模型底部另行设置再沸器。
通过模拟数据我们可以得出:减压塔内各种代谢产品的物流参数的模拟计算结果与标准值几乎一样,能够明确模拟出减压塔的实际运行情况,减压塔的中段回流部分数据与实际现场数据相同,但测线提取数据除流率外其余因子均有较大差距。
由于累积模拟的误差最终都积累到减压塔模拟范围,因此存在一定的误差出入也是在所难免。
2 原油常减压蒸馏工艺优化作为原油初始分离的重要过程,常减压蒸馏是由分离剂提供能量的,基于原油本身特殊性质,能量注入常减压蒸馏装置是以加热进料的形式,所以对常减压蒸馏工艺的优化主要集中在参数控制和进料位置两个方向进行优化,以实现增强企业常减压蒸馏工艺效率,提升企业效率的目的。
2.1 操作参数分析及优化操作参数的改变往往会带来各塔轻质油收率的变化,要想对整个设备的流程进行优化,就需要对装置涉及到的操作参数进行优化调节,以拔出率为目标实现简化优化。
(1)操作温度。
主要优化塔顶温度及进料温度,还要配合优化塔顶冷凝温度和测线抽出温度。
如:润滑油加工时,减压塔的进料温度不超过395摄氏度;(2)操作压力。
这里一般泛指塔顶压力,对于初馏塔和常压塔来讲一般略高于大气压最为适宜,而减压塔压力存在真空度,理论上来讲是越低越好。
(3)汽提蒸汽。
在模拟实验中我们通常会在常压塔中进行塔底汽提,这一措施能够有效降低常低重油中350摄氏度前的分馏含量,可以相应提高轻质油的产生率。
2.2 进料位置分析及优化进料位置不仅在蒸馏塔进料过程占有重要地位,还影响着塔板的温度以及压力的分布,还能对各塔的热量衡算产生影响,所以要想优化常减压蒸馏工艺就必须对蒸馏装置的进料位置进行优化。
我们在实际操作过程中通常使用三种计算方法来对精馏塔的进料位置进行优化:(1)利用芬斯克方程计算精馏塔的最佳进料位置等。
(2)基于灵敏度分析的计算和优化过程的仿真技术。
原油常减压蒸馏工艺的动态仿真
数 学模 型 , 由模 型 的形 式 选 取 适 当 的求 解 方 法 。仿 真 结 果 表 明 , 到 稳 定 状 态 的结 果 能 正 确 地 反 映 装 嚣 实 际 工 况 的 运行 并 达 情况, 为实 际工 况 中 的工 艺 设 计 和 系 统 优 化 , 供 了重 要 的理 论 依 据 。 工 艺 仿 真 系统 已 成 功 应 用 于 常 减 压 装 置 的 开 停 车 过 提 程 和正 常操 作 等 培 训 内容 。
c a in meho sc o e c o d n o t e tpe o hem o e . S mu ai n r s t h w h twh n t e r nn n fte e ulto t d i h s n a c r i g t h y ft d 1 i l to e ul s o t a e h s u i g o h — q p e ti r p ry r fe td u e o uim n s p o e l e lce nd rn nna o diin ]c n to s,t e sa l e u t o i e a mpot n he r tc lf u dain h tb e r s lsprv d n i ra tt o e ia o n t o
摘 要 : 了 更 好 的 掌握 原 油 常减 压 蒸 馏 系统 在 开 停 车 过 程 和 正 常 操 作 时 的工 况 、 测 事 故 状 态 , 现 准 确 无 误 的 控 制 过 程 。 为 预 实 对 某 厂原 油 常减 压 蒸 馏 过 程 进 行 了仿 真 。首 先 对 流 程 中 的蒸 馏 装 置 初 馏 塔 、 压 塔 、 压 塔 进 行 分 析 。 为 建 立 精 确 的 模 型 , 常 减 考 虑 了塔 的 流体 力学 特 性 和 多个 精 馏 塔 之 间 的相 互 作 用 的影 响 , 根 据 物 料 衡 算 、 量 衡 算 、 平 衡 等 , 立 了 蒸 馏 装 置 的 并 能 相 建
俄油常减压蒸馏过程模拟与换热网络优化
CDU— F EED C DUS TM
S TM1
S T M2
P REP D
VD— F E ED HNA P H 『 m A
C1
C 2
C3
CGAS
第4 3卷第 2 0期
刘芳芳 ,等 :俄油 常减压蒸馏 过程模拟与换热 网络优化
1 7 3
表 4 模拟结果与现场数据对 照表
一
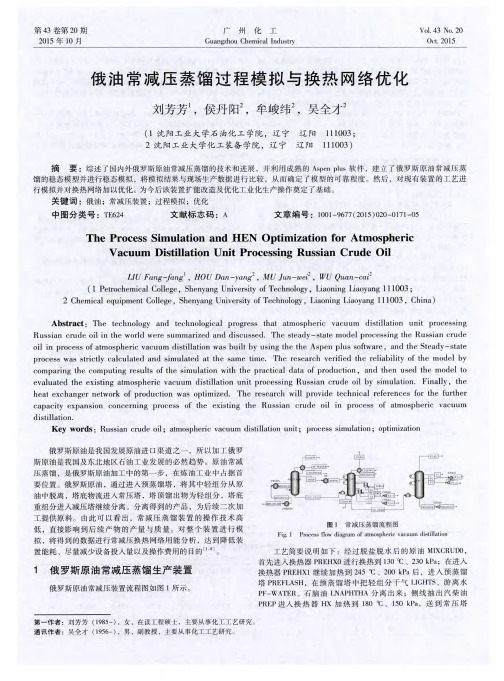
板流出 ;设 计规定 :石脑 油恩氏蒸馏 ,其 中 9 5 %体积馏 出分 数
时 ,温 度 T =1 8 O c C。
( 2 )常压 塔 。常压 蒸 馏 塔 有 2 7块理 论 塔 板 ;汽 提 蒸 汽 C D U S T M在 常压塔底 的第 2 7块板 进料 ,预 蒸馏塔底产 品 C D U— F E E D在第 2 6块板进 料 ,初馏塔 侧线 油 品 P R E P D在第 7块 板
G R A Y S O N、C H A O — S E A、R K — S O A V E和 P E N G — R O B 。本 文 选
择B K 1 0计算 。
6 5 0万 吨/ 年 俄 罗 斯 原 油 常 减 压 蒸馏 生 产 装 置 工 艺 参数 。
( 1 )预蒸馏 塔。进料 量 8 1 2 5 0 0 k g / h ,进料温度 2 5℃。预 蒸馏塔有 1 1 块理论板 、塔 底 1 1块板进 料 ;产 品 P R E 罗斯原油 常减压蒸馏 生产装置模拟方法
2 . 1 模 拟初 始条 件
2 . 1 . 1 装 置 基 准 工 况
2 . 1 . 2 选择热力学方程 由于分 离 的物 系均 为真 实 的非 极 性 物质 ,可选 用 B K 1 0 、
模拟常减压蒸馏装置的物性计算方法和模型结构

模拟常减压蒸馏装置的物性计算方法和模型结构郑刚【摘要】Property calculation method has great effect on the accuracy of the CDU simulation re-sults,especially for the vacuum column. It is often observed that the simulated flow rate of vacuum resi-due is lower than the test-run data. This paper introduces a relatively more convinced methodology to simulate CDU using Aspen Plus. Based on a set of CDU test-run data,an Equation-Oriented model is built and solved in reconciliation mode on the Aspen Plus V10 Platform. Comparing the different results among the different property methods,the most accurate property method for CDU is presented. Finally the in-fluence of different property methods on the analog computation results of CDU is explained theoretically.%不同物性计算方法对常减压蒸馏装置的模拟,尤其对减压塔模拟的准确性影响较大.实践中常遇到模拟计算的减压渣油流量值低于现场实际数据的情况.采用 Aspen Plus 软件,结合某炼油厂常减压蒸馏装置的标定数据,建立了联立方程法(EO)模型.在数据整定(Reconciliation)模式下,通过选用不同的物性计算方法和建立特殊的减压蒸馏装置模型结构,给出了在Aspen Plus软件中模拟常减压蒸馏装置误差最小的物性计算方法,并从理论上解释了不同物性计算方法对常减压蒸馏装置模拟计算结果的影响.【期刊名称】《石油炼制与化工》【年(卷),期】2018(049)007【总页数】7页(P100-106)【关键词】常减压蒸馏;流程模拟;物性计算方法;Maxwell-Bonnell;序贯模块法;联立方程法;减压深拔【作者】郑刚【作者单位】中国石油化工股份有限公司炼油事业部,北京 100728【正文语种】中文随着计算机软硬件技术的高速发展,流程模拟技术已逐渐被大专院校、研究设计单位、企业各级管理部门及工艺工程师所掌握。
常减压蒸馏装置过程模拟与生产计划优化系统的集成的开题报告
常减压蒸馏装置过程模拟与生产计划优化系统的集成的开题报告一、背景介绍:常减压蒸馏是一种常用的分离技术,在石化工业等领域得到广泛应用。
常减压蒸馏装置的设计和生产计划对于提高生产效率和降低成本至关重要。
因此,开发一个常减压蒸馏装置过程模拟和生产计划优化系统的集成是非常必要和有价值的。
二、研究目标与意义:本研究旨在开发一个常减压蒸馏装置过程模拟和生产计划优化系统的集成,实现以下目标和意义:1. 实现常减压蒸馏装置的过程模拟,对设备运行状态进行监控,提高生产效率和稳定性。
2. 利用最优控制策略,对生产计划进行优化,降低生产成本,提高经济效益。
3. 实现常减压蒸馏装置的智能化管理,自动控制设备运行状态,提高生产工艺的可靠性和稳定性。
三、研究内容与方法:本研究的主要内容和方法包括以下几个方面:1. 基于Matlab/Simulink平台,开发常减压蒸馏装置的过程模拟模型,模拟装置的各种运行状态,并进行模拟分析。
2. 建立基于最优控制策略的生产计划优化模型,制定最优生产计划,降低生产成本,提高经济效益。
3. 针对不同控制策略和优化算法,开发常减压蒸馏装置的控制系统,并进行实验验证。
4. 开发常减压蒸馏装置的智能化管理系统,实现自动控制装置的运行状态,提高生产工艺的可靠性和稳定性。
四、预期研究成果:本研究预计实现以下研究成果:1. 建立常减压蒸馏装置的过程模拟模型,对装置的各种运行状态进行分析和优化。
2. 建立基于最优控制策略的生产计划优化模型,制定最优生产计划,降低生产成本,提高经济效益。
3. 开发常减压蒸馏装置的控制系统,并进行实验验证。
4. 开发常减压蒸馏装置的智能化管理系统,实现自动控制装置的运行状态,提高生产工艺的可靠性和稳定性。
五、研究进度及计划:本研究的进度计划如下:1. 第一阶段:文献综述和方案制定。
预计完成时间:1个月。
2. 第二阶段:常减压蒸馏装置的过程模拟和实验验证。
预计完成时间:2个月。
C10常减压蒸馏装置过程模拟与优化
C 1 0混合重芳烃 的稳态模型并进行稳态模拟 ,将模拟结果 与现场生产数 据进行 比较 ,从 而确定 了模 型 的可靠程度 。然 后 ,对 现有
2 Ar e n e Pl a n t ,Li a o y a n g Pe t r o c h e mi c a l Co mp a n y,Li a o n i n g Li a o y a n g 1 1 1 0 03;
3 S y n t h e t i c D e t e r g e n t P l a n t ,F u s h u n P e t r o c h e m i c a l C o m p a n y ,L i a o n i n g F u s h u n 1 1 3 0 0 8 , C h i n a )
装 置的工艺 进行模 拟并对工艺操作参数加以优化 。为今后该工艺 的进一步研究及优化工业化生 产操作 奠定了基础。
关 键词 :常减压装置; 过程模拟 ; 优化 ; 均四甲苯
中图分 类 号 :T E 6 2 4
文 献标 志码 :A
文章 编号 :1 0 0 1 — 9 6 7 7 ( 2 0 1 4 ) 0 2 2 — 0 1 6 4 — 0 3
徐 伟 ,姜 涛 ,葛 欣 ,李 庆 ,吴全才
( 1沈 阳工业 大 学石 油化 工学 院 ,辽 宁 辽 阳 1 1 1 0 0 3 ;2辽 阳石化 公 司芳 烃厂 , 辽宁 辽阳 l l 1 0 0 3 ;3抚顺 石化 公 司合成 洗涤 剂厂 ,辽 宁 抚 顺 1 1 3 0 0 8 )
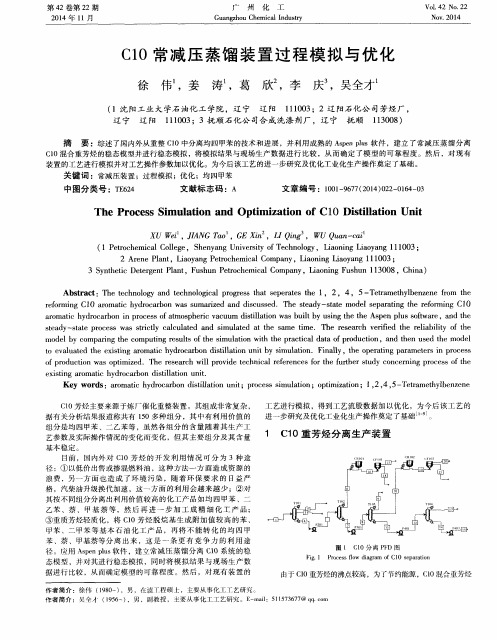
常减压蒸馏装置工艺流程图

可再生能源
利用太阳能、风能等可再生能源,减少 化石燃料的使用,降低碳排放,促进能源 可持续利用。
能源监测
建立能源管理信息系统,实时监测能源 使用情况,及时发现异常情况并采取措 施,提高能源利用效率。
产品质量控制
严格检测
对所有生产的产品进行全面、 细致的理化检测,确保产品指 标符合质量标准。
抽样分析
离方法,提高分离效率和纯 度。
3 提高能源利用率
采用节能技术,如废热回收 利用,降低整体能耗。
4 降低生产成本
优化原料、催化剂、工艺参 数等,减少原材料消耗和废 弃物产生。
设备检修
定期检查
定期检查装置内各设备的运行状态,及 时发现并修复故障,确保设备安全可靠 运行。
及时维修
发现问题后立即采取维修措施,防止故 障扩散,最大限度减少对生产的影响。
产品包装
合适的包装材料
1
选用安全环保的包装材料,如玻璃瓶、塑料容器或金属罐
,以确保产品的密封性和防渗漏性。
2
适当的包装尺寸
根据产品特性和客户需求,设计不同容量的包装规格,满
醒目的标签设计
3
足不同消费场景。
在包装上印刷产品名称、成分、生产日期等关键信息,同
时兼顾美观大方的视觉效果。
废气处理
尾气洁净
1
确保废气排放达到环保标准
液态回收 2
从废气中回收可用液体成分
热量回收 3
利用废气热量进行能源回收
常减压蒸馏装置会产生各种废气,包括含有有机物的尾气、酸性气体和含热量较高的气体。通过设置多级废气处理系统,可以实现 尾气洁净、液态成分回收以及热量回收,最大限度地提高资源利用率,降低环境影响。
冷却水系统
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
q F 进料摩尔流量, kmol/ h U 持气量或持液量, kmol Q 对塔板的加热量, kJ/ h H 体系的焓, J/ mol q L 溢流摩尔流量, kmol/ h q 上升蒸汽摩尔流量, kmol/ h q S 液相侧线采出摩尔流量, kmol/ h q G 气相侧线采出摩尔流量, kmol/ h x 液相 摩尔分数 y 气相摩尔分数 z 进料摩尔分数 t 时间, h 下角标 i 组分 j 塔板
qL, j - 1 x i, j - 1 +
qj + 1 yi , j + 1 -
( qL , j + qS , j ) x i , j - ( qj + qG, j ) y i, j
热量平衡方程为:
d(
Uj
H
t j
)
dt
=
qF, jH F, j +
qL , j - 1 hj- 1 +
qj + 1 Hj + 1 -
( qL , j + qS , j ) hj - ( qj + qG, j ) H j - Qj
组分摩尔分数归一方程:
c
c
xi, j=
y i, j = 1 0
i= 1
i= 1
压力为温度、容积、气相滞料量的函数:
Pj = P( T j , V T , UjV )
2. 2 模型求解 对动态模型的计算采用了 跟踪逼近技术 [ 7] ,
流程的实时动态模拟, 其误差基本上控制在 5% 以 内, 完全满足工业装置实时动态模拟的要求。其误 差的产生主要有以下几个原因: 首先石油的组成比 较复杂, 原始实沸点蒸馏数据存在一定误差; 切割实 沸点曲线时选择了 43 个实组分, 虽原油中确实存在 这些组分, 但这 43 个组分仍不能完全代表原油的组 成; 在常减压蒸馏过程模拟时选择不同的状态方程, 也会得出不同的结果, 本文选择了 SRK 方程, 如选 PR 方程或 L ee- Kesler 方程则 结果会 略有 不同, 而 SRK 方程计算速度略快; 从上述图表中可以发现减 压塔的模拟比常压塔的模拟误差大, 这主要是因为 汽液平衡中的相平衡常数与温度和压力关系较为密 切, 而减压塔的温度和压力跨度较大, 故相平衡常数 的计算误差也较大。
第 28 卷 第 1 期 2001 年
北 京化 工大 学学报 JOU RNAL OF BEIJING U NI VERSIT Y O F CHEM ICA L T ECHN OL OGY
Vol. 28, N o. 1 2 00 1
研究简报
常减压蒸馏过程实时动态模拟
李旦杰1) 王健红2) * 方 刚2)
0
105 4 101. 3 4 0 161 5 155 8 3 5
5
144 2 137. 3 4 8 212 3 205 7 3 1
10
154 6 152. 7 1 3 226 7 221 3 2 4
30
ቤተ መጻሕፍቲ ባይዱ
173 7 170 1 2 1 251 5 256 1 1 8
50
187 1 176. 7 5 6 269 1 257 5 4 3
表 2 实沸点蒸馏曲线数据实测值与计算值比较 T able 2 Comparison between the actual and calculated
values of t rue boiling curve
( 实沸点 蒸馏) / %
常一线对应温度 t 1/
常二线对应温度 t2/
实测 计算 误差/ % 实测 计算 误差/ %
1 选定组分的方法
原油是复杂烃类的混合物, 所含组分很多, 而且 往往含有某些非烃组分, 测定其准确组成极为困难。
收稿日期: 2000- 04- 12 第一作者: 男, 1961 年生, 高级工程师, 工学硕士 * 通讯联系人
早期对原油汽液平衡计算一般采用经验方法, 主要 是利用三种蒸馏曲线图( 恩氏蒸馏曲线图、实沸点蒸 馏曲线图和平衡气化蒸馏曲线图) 之间的关系, 得出 原油的泡点、露点以及一系列平衡气化温度与馏出 体积分数之间的关系。有了平衡气化蒸馏数据, 有 关的工艺计算就能进行。但由于这些图表有一定的 局限性, 工艺计算结果不够准确[ 2] 。
于严格模型, 并可使计算效率提高 10 倍至数十倍,
达到超实时的模拟速度。
3 模拟计算结果
常减压蒸馏装置模拟软件的开发以机理模型为 基础, 采用统一的基础物性数据, 通过有效的数值计 算策略求解了由质量衡算、能量衡算、相平衡、流动、 压力平衡等方程构成的微分- 代数方程组, 使数学 模型的计算精度与计算速度得到了很好的统一。精 馏塔及各侧线的模拟结果见表 1、表 2 及图 1。
4 结束语
从模拟结果可见, 利用实组分切割法确定原油 的组分及组成, 并做出以机理模型为基础的精馏塔 模型, 结合常用的状态方程描述原油炼制过程体系 的组成与热力学性质是可靠易行的。如运用跟踪逼 近法, 则可大大提高计算速度, 满足实时动态计算的 需要。该方法的使用, 对开发炼油装置过程模拟系 统, 有较高应用价值。
要求。针对以上问题, 设计了一种新的动态模型求
解策略, 对每一级塔板进行闪蒸计算, 求出每级塔板
的压力和滞料量, 再由水力学计算解出塔内的气液 相流量。实际计算表明该模型能较好地解决上述问
题。因此根据塔板物理模型, 可写出相应的动态模 拟数学方程[ 7] 。
其物料平衡方程为:
d
U i, dt
j
=
qF, j z i, j +
实组分切割法能较好地反映石油馏分组成和性 质。实沸点蒸馏要求使用比工业生产装置分离能力 高的设备进行蒸馏, 可按每馏出 3% ( 体积分数) 或 每隔 10 取一个馏分, 得到馏出温度与馏出量关系 数据。所得到的实沸点 蒸馏数据是一 系列离散的 点, 为了把这些点联成光滑曲线, 采用了插值函数法 来处理这些数据。通过比较多项式插值和样条函数 插值发现, 当节点较多时, 拉格朗日多项式对被插值 函数的逼近较差, 特别是边界点附近波动较大; 而用
93 2
动态模拟数据( 运行至稳态)
p / MPa
qm / ( t h - 1)
0 05
1 755 2
1 23
0 04
28 7
11
- 0 094 8
48 2
qv / ( m3 h- 1) 665 1 332 1
第 1期
李旦杰等: 常减压蒸馏过程实时动 态模拟
83
由表 1、表 2 和图 1 可以看出, 运用 实组分切 割法 处理了石油馏分, 对常减压蒸馏过程实现了全
82
北京化工 大学学报
2001 年
样条函数插值法则能避免这些问题, 使曲线具有较 好的连续性、光滑性[ 3] 。
用三次插值样条函数法对所得的实沸点蒸馏数 据进行处理, 可得到一个二阶光滑的分段三次多项 式。这个多项式表达了一个光滑连续的实沸点蒸馏 曲线, 因此可以利用实组分数据库中的沸点值找到 与之相对应的体积分数。利用构造出的实沸点蒸馏 曲线, 并根据原油的实际情况, 大约 20~ 30 选择 一种实组分作为石油馏分, 进行组分切割, 选择的实 组分主要是正构烷烃和常见芳烃。所做大量数值试 验证明, 不考虑异构等复杂分子作为实组分不至造 成明显误差, 这与文献[ 4] 的结论一致。
参考文献
[ 1] 王健红, 姚 飞, 马润宇. 石油 馏分宏观 性质计算的 实 组分切割法. 见: 中国化工 学会化学工 程专业 委员会. 第七届全国化 学工程 论文 报告 会论 文集. 北京: 化 学 工业出版社, 1994. 1211~ 1214
完整循环后, 再按一定准则调用严格模型进行判敛
并更新简化模型参数。因显著减少了调用严格模型
的次数, 可大大加快运算速度。数值实验表明, 因积
分时间 dt ( 0 5 s) 很小, 简化模型参数的变化远远小
于模型误差、截断误差和舍入误差, 故由此所得积分
曲线与全部使用严格模型所得积分曲线几乎没有差
别。在整个积分过程中, 简化模型动态地逼近、收敛
在石油馏分体系的过程模拟领域, 通常沿用虚 拟组分法来处理密度、焓、逸度、粘度、导热系数等性 质计算的问题。虚组分切割法是把原油的实沸点蒸 馏曲线分割为有限个窄馏分, 每个窄馏分当作纯组 分来处理, 以窄馏分的平均性质计算而得到该组分 的性质。严格地说, 每个窄馏分的平均性质, 在纵坐 标上的位置应按图解积分来确定。但当窄馏分宽度 足够窄, 在其沸程内的蒸馏曲线接近直线时可取该 窄馏分的中沸点。该法在解决蒸馏过程模拟问题时 起到了很大作用。但虚组分是客观上并不存在的组 分, 无论所选馏分怎样窄, 都难与实际组分相对应。 其相对分子质量、蒸气压等物性关联式来自经验, 适 用范围窄、外推性欠佳, 出现重大误差的可能性大。
即采用具有物理意义的逸度和焓简化模型逼近严格
模型, 求解时交替使用严格模型和简化模型, 简化模
型在必要时由严格模型校正其参数, 并且收敛于严 格模型。
实际求解过程为: 在积分计算和迭代计算时使
用解析性好的简化模型计算相平衡和焓、比热, 模型
其它部分仍为严格模型, 故可采用高阶收敛方法, 克 服数值误差, 极大提高计算速度; 在完成一个或数个
t/ 100 4 195 3 104 2 349 1
87 8
实测数据
p / MPa 0 05
qm / ( t h- 1) 1 768 1
1 23 0 04 11 - 0 093 6
29 6 50 1
qv / ( m3 h- 1) 673 9 349 2
t/ 101 5 196 8 105 8 358 3
表 1 为精馏塔主要参数对比值。表 2 根据动态 模拟的结果, 将各侧线油计算结果的实组分组成转 化为实沸点蒸馏数据, 并与实际运行结果比较。