烧结主抽风机安装说明书-参考
烧结机安装使用说明书
烧结机安装使用说明书
1. 简介
1.1 目的
本文档旨在提供烧结机的详细安装和使用指南,以确保用户能够正确、高效地操作该设备。
1.2 范围
此说明书适用于所有型号的烧结机,并包含了相关附件及法律名词注释。
2. 安全注意事项
在进行任何操作之前,请务必阅读并理解以下内容: - 使用者应具备一定程度的技术知识和经验,否则请寻求专业人士协助;
- 操作过程中需佩戴个人防护设施(如手套、眼镜等);
- 遵守现场规章制度与标准作业程序;
3. 设备概述
描述所涉及到各部分组成元件功能特点。
4.环境要求
列出运行此台设备需要满足哪些条件:例如电源稳压器, 温湿探测仪等。
5.安装步骤
提供一个清晰明了且易于遵循的步骤列表来引导用户完成整个系统或软件产品(硬件) 的配置/设置流程.
6.调试测试
对设备进行调试测试的详细步骤和方法。
7.操作说明
介绍如何正确、高效地使用烧结机,包括各个功能按钮及其作用等。
8. 维护保养
提供定期检查与清洁以确保设备正常运行所需的指导。
9. 故障排除
列出可能遇到的故障现象,并提供相应解决方案或联系方式。
10.附件
- 设备规格书:附上该型号烧结机的技术参数和性能要求;
- 零部件列表:列明所有配套零部件并标注数量;
- 安装图纸:提供安装位置示意图及相关尺寸信息;
11.法律名词及注释:
1)合同: 双方当事人就特定目标达成一致共识而签署文件;
2)责任限制条款: 对于损害赔偿承担有关义务, 这些约束是在另一个协议中定义好了.。
烧结机安装施工方案

一、工程概况本工程为某钢铁公司烧结机安装工程,主要包括烧结机系统、鼓风环冷机系统、破碎机系统、点火炉系统、主抽风机系统、机尾整粒电除尘系统、机头电除尘部分设备安装、溜槽制安以及四台桥式起重机的安装任务。
工程总量约为2200t机械设备安装、220t结构制安、3500m管道安装等。
二、施工组织设计1. 施工队伍成立由项目经理、技术负责人、施工负责人、质量负责人、安全负责人等组成的施工团队,负责整个工程的施工组织、技术指导、质量控制和安全管理。
2. 施工工艺(1)施工准备:根据设计图纸、设备说明书、施工规范等资料,编制详细的施工方案,明确施工流程、施工顺序、施工方法、施工质量控制点等。
(2)设备基础:按照设计要求,进行设备基础的开挖、垫层铺设、基础浇筑、养护等工序。
(3)设备安装:按照设备说明书和施工规范,进行设备安装,包括设备就位、找正、固定、调试等。
(4)管道安装:按照设计图纸和施工规范,进行管道安装,包括管道就位、连接、试压、保温等。
(5)电气安装:按照设计图纸和施工规范,进行电气安装,包括电缆敷设、配电箱安装、设备调试等。
(6)调试与试运行:对安装完成的设备进行调试,确保设备运行正常,达到设计要求。
三、施工质量控制1. 施工前对施工人员进行技术交底,确保施工人员掌握施工工艺和质量要求。
2. 施工过程中严格执行施工规范和质量标准,加强现场巡查,发现问题及时整改。
3. 对关键工序进行重点控制,如设备基础、设备安装、管道安装、电气安装等。
4. 对施工过程进行全程跟踪,确保施工质量符合设计要求。
四、施工安全措施1. 施工现场设置安全警示标志,提醒施工人员注意安全。
2. 对施工人员进行安全教育培训,提高安全意识。
3. 严格执行施工规范,确保施工安全。
4. 施工过程中,加强现场安全管理,防止发生安全事故。
五、施工进度安排根据工程量和施工队伍的实际情况,制定合理的施工进度计划,确保工程按期完成。
六、施工总结施工结束后,对整个工程进行总结,总结施工经验,为今后类似工程提供参考。
主抽风机维护说明书
1.5 正常运转
1) 风机启动且运行正常后,应注意下列常规事项: 2) 轴承是冷却的(73°C 以下)。 3) 轴承的油位在最高和最低运行范围内。 4) 没有过度的噪声和振动来自风机。 5) 风机控制的载荷可由下列方法调节: 使用进口调节门调节负荷 确保风机不在出现喘振的条件下运行,因为喘振对风机及其附属风道产生严重的损坏。
1.3.1 风机准备 1) 检查风机主轴和电机的找正。 2) 保证轴承和所有需要润滑的设备充满推荐的润滑油或润滑脂至正确的油位。 3) 检查风机进气、出气侧,保证空气自由通过。 4) 检查所有螺栓已充分拧紧,如果松动,会损坏风机,特别是用于电机、联轴器,轴承和基础的螺 栓。 5) 检查电机轴和风机叶轮的旋转方向是正确的。 6) 检查没有碎片如扳手或螺母和螺栓留在风机内,因为这些东西会在风机旋转时严重损坏风机。 7) 在轴承加油后,人工转动叶轮至少一圈保证叶轮与壳体有足够的间隙。 8) 确定所有人员均已撤出风机,紧固所有进入门和检查门。 9) 保证所有电机已正确保险。 10) 检查在风机和管道中没有积水。 11) 检查进口调节门控制的运行确保能正常工作。
动作或评述
允许启动风机
轴承温度报警 轴承温度跳闸 轴承振动报警 轴承振动跳闸 轴承温度报警 轴承温度跳闸 绕线温度报警 绕线温度跳闸
1.7.2 轴承振动高 1) 检查轴承的润滑油流量。 2) 检查温度确定轴承是否仍然温度高。 3) 如果上述指标正常,准备停车,因为振动会损坏叶轮及轴承。 4) 风机停车后检查轴承明显的不正常现象如螺栓松动。检查轴承和叶轮。
第4 页 共 7 页
2.4.2 日检项目 1) 检查轴承温度。 2) 检查轴承油位,如油位过低补充新油。 3) 无过度的噪声及振动来自风机。
2.4.3 周检项目 4) 全面检查日检项目。 5) 检查联轴器的不正常噪声及振动,确定护罩已紧固连接。 6) 检查轴承的泄漏,不正常噪声及振动,同时检查油位是否正常。 7) 检查整个风机装置是否有明显缺陷如螺栓松动。 8) 检查风机轴承温度。 9) 检查风机轴承振动。
烧结机安装使用说明书

目录1概述 (3)2 主要设计参数和技术性能 (3)2.1 基本设计参数 (3)2.2 主要技术性能 (4)3 主要部件的构造及功能 (7)3.1 台车 (7)3.2 驱动装臵 (8)3.3 给料装臵 (9)3.4 风箱及风箱端部密封 (10)3.5 尾部装臵 (12)3.6 骨架及轨道 (12)3.7 设备润滑 (13)4 主要部件的安装及要求 (13)4.1 总则 (13)4.2 安装工艺流程 (15)4.3 安装前的准备 (17)4.4 安装中心线和基准点的设臵与测定 (18)4.5 安装要领 (20)5 试运转要领 (60)5.1 总则 (60)5.2 单机试运转 (62)5.3 空负荷联动试运转 (77)5.4 负荷试运转 (78)6 运转操作 (80)6.1 运转流程 (80)6.2 运转方法 (80)6.3 运转停止时的处理 (86)6.4 常见故障及异常的处理 (86)7 维护与检修 (90)7.1 给料装臵 (90)7.2 烧结机本体 (90)7.3 附属装臵 (92)本说明书是360m2烧结机(左式)安装、调整、运转及维护的指导性技术文件,它所涉及的范围为图纸0107.01M中的内容。
因此,在实际运用过程中应结合图纸和其它相关技术文件来正确地使用。
1概述360m2烧结机是烧结厂烧结车间的主机设备,它由驱动装臵、给料装臵、台车、风箱及其端部密封、尾部装臵、骨架及轨道装臵等组成,见图纸0107.01M。
烧结机的工作过程:经过配料并混匀、制粒的含铁矿粉混合料由圆辊给料机及九辊布料器均匀地铺在台车上,通过驱动装臵使头部星轮旋转而推动台车向机尾方向移动。
当台车运行至点火器下部时,台车上的混合料中的焦粉被点燃,在抽风条件下,混合料从表层垂直向下烧结。
当台车运行至机尾时,烧结过程即告完成。
尾部星轮的旋转使台车上的烧结矿饼卸下,然后空台车从下部轨道返回至头部,重新开始铺料——点火——烧结——卸矿这一作业循环,从而连续不断地生产出烧结矿饼。
烧结机主抽风机更换施工技术
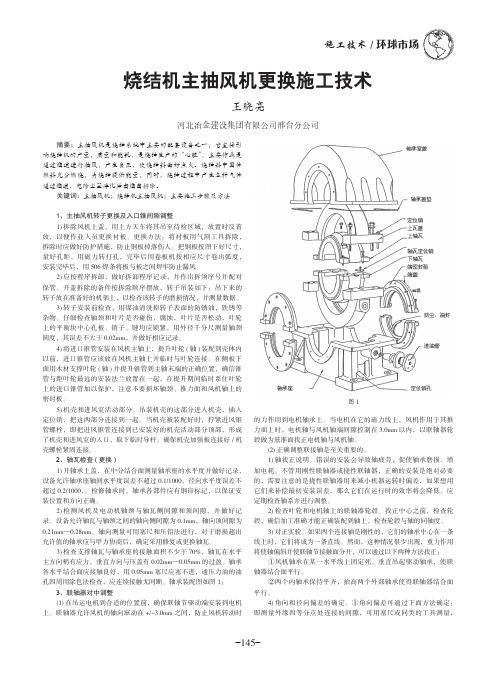
环球市场施工技术/烧结机主抽风机更换施工技术王晓亮河北冶金建设集团有限公司邢台分公司摘要:主抽风机是烧结系统中主要的配套设备之一,它直接影响烧结机的产量,质量和能耗,是烧结生产的“心脏”,主要作业是通过烟道进行抽风,产生负压,使烧结料面好点火。
烧结料中固体燃料充分燃烧,为烧结提供能量,同时,烧结过程中产生各种气体通过烟道、电除尘器净化后由烟囱排除。
关键词:主抽风机;烧结机主抽风机;主要施工步骤及方法1、主抽风机转子更换及入口锥间隙调整1)拆除风机上盖,用上方天车将其吊至待检区域,放置时反着放,以便作业人员更换衬板。
更换方法:将衬板用气割工具拆除,拆除时应做好防护措施,防止钢板掉落伤人。
把钢板按图下好尺寸,量好孔距,用磁力转打孔,完毕后用卷板机按相应尺寸卷出弧度,安装完毕后,用506焊条将板与板之间焊牢防止漏风。
2)应按程序拆卸,做好拆卸程序记录,并作出拆须序号并配对保管。
开盖拆除的备件按拆除顺序摆放,转子吊装如下:吊下来的转子放在准备好的机架上,以检查该转子的磨损情况,并测量数据。
3)转子安装前检查,用煤油清洗掉转子表面的防锈油,铁锈等杂物。
仔细检查轴颈和叶片是否碰伤,腐蚀,叶片是否松动,叶轮上的平衡块中心孔板、销子、键均应锁紧,用外径千分尺测量轴颈圆度,其误差不大于0.02mm,并做好相应记录。
4)将进口锥管安装在风机主轴上,提升叶轮(轴)装配到壳体内以前,进口锥管应该放在风机主轴上并临时与叶轮连接。
在侧板下面用木材支撑叶轮(轴)并提升锥管到主轴末端的正确位置,确信锥管与距叶轮最远的安装法兰放置在一起,在提升期间临时系住叶轮上的进口锥管加以保护,注意不要损坏轴颈、推力面和风机轴上的密封板。
5)机壳和进风室活动部分。
吊装机壳的这部分进入机壳,插入定位销,把这两部分连接到一起。
当机壳被装配好时,拧紧进风锥管螺栓,即把进风锥管连接到已安装好的机壳活动部分顶部,形成了机壳和进风室的入口,取下临时导杆。
烧结主抽风机简介

烧结风机基本知识一、烧结烟气抽风系统设施的构成与作用1.烧结抽风系统设备构成整个系统是由烧结机的风箱、风箱支管、大烟道、重力除尘器及放灰阀门等设施与电除尘器、抽风机(离心风机)、调节控制阀门、烟囱等。
2.离心抽风机的主要组成(机组)部件风机是由机壳(定子)、叶轮组(转子)、轴承组、联轴器;还包括:润滑油系统、风机进气调节门、风机进出口膨胀器、电动机等组成。
3.风机机组部件的结构形式①风机机壳为双吸焊接(钢板)结构,内衬有耐磨钢板。
②风机转子叶轮为双侧进气,叶片为抛物线后弯形,叶片迎风面为铺焊耐磨材料,叶轮中盘为锯齿形且易磨损部位铺焊耐磨材料。
风机转子主轴为经调质处理的45#钢实心结构,叶轮与主轴经装配到主轴上的轮毂用高强柱销或螺栓连接固定。
③风机轴承组为有稳固的轴承箱内配装支撑滑动轴承(轴瓦),其中一组轴向设有止推轴承面(定位轴承)。
④机组连接(电机与风机)为叠片式膜片联轴器。
⑤风机进气调节门为钢板焊接结构,配有电动执行机构的多翻板式蝶阀,配有同步连接开闭机构。
⑥风机进出口与管网连接部位配有膨胀器(软连接),其为内部配有防磨导气套软联接膨胀器。
⑦机组电机为滑动轴承支撑无推力面定位(靠电机磁场中心定位),定子与转子同装在共用底盘可调整式结构,配有水―空冷器进行电机的降温。
⑧润滑油系统为强制供油式,配有电动泵、双油冷器、双过滤器与高位油箱,配轴头泵的润滑油系统。
4.抽风机在烧结系统生产中起什么作用抽风机是其主要配套设备之一,它直接地影响烧结机的产量、质量和能耗,是烧结生产的“心脏”,主要作业是通过烟道进行抽风,产生负压,使烧结料面点好火,烧结料中的固体燃料充分燃烧,为烧结供给能量,同时将烧结过程中产生的各种气体通过烟道,电除尘器净化后由烟囱排出。
由于环保的要求:抽风机后与烟囱之间的配装脱硫回收装置。
5.抽风机和机头电除尘器对烟气温度有何要求烧结机烟气温度在正常生产的情况下<150℃,机头电除尘与主抽风机的正常工作温度也按<150℃设计。
烧结主抽风机设备安装施工方案
湖南华菱湘潭钢铁有限公司烧结主抽风机设备安装施工方案上海五冶湘钢烧结工程项目经理部二OO六年六月审批栏监理单位:总包单位:项目经理:项目总工:项目负责人:安全负责人:编制:编制单位:上海五冶湘钢烧结工程项目经理部您的满意我的责任目录第一章工程概况 (1)第二章编制依据 (2)第三章安装工艺流程 (3)第四章施工准备 (4)第五章施工方法 (5)第六章机构及资源配置 (22)第七章施工平面布置 (25)第八章质量保证措施 (26)第九章安全文明施工措施 (28)您的满意我的责任第一章 工程概况1.1工程概述湘钢四烧360m 2烧结机工程主抽风机室设备主要由两台风机(含电机)、两台消声气以及附属的润滑冷却系统、一台行车等设备组成。
风机由机壳、进风口、转子、叶轮、调节门、轴承及底座、进出口膨胀节等组成。
行车为35/5t 电动双钩桥式起重机。
设备总重约246t 。
主抽风机是为烧结机的原料层实行负压操作的抽风设备,风机为双吸入涡轮型,两台风机并联抽风,每台风量18000m 3/min ,进口负压16500Pa ,出口正压500Pa 。
1.2基本设计参数风机:2248AZ/1760型 重90.88t (含电机) 2台 电机:TD6500-6/1730型 N=6500kW 10kV 2台 桥式起重机:LK=13.5m 35/5t 重32.37t 1台 1.3工程特点1) 工程集中,施工场地狭窄,安装条件差,技术含量高,难度大。
2) 设备进场晚,施工时间有限,工期紧。
3) 多工种多专业交叉作业。
由于施工时间较为紧张,设备、管道、电气、仪表等各工种均需在短时间内完成任务,可能会相互影响,因此各专业之间必须加强协调。
您的满意我的责任第二章 编制依据1.中冶长天国际工程有限责任公司提供的施工图纸及有关技术资料。
2.国家、行业现行规范、标准:a) 国家标准GB50231-98《机械设备安装工程施工及验收通用规范》;b) 行业标准YBJ213-88《冶金机械设备安装施工及验收规范—烧结设备》;c) 行业标准YBJ207-85《冶金机械设备安装施工及验收规范—液压、气动和润滑系统》;d) 行业标准JB/T5000.10-1998《装配通用技术条件》; e) 国标GB50235-1997《工业金属管道施工及验收规范》; f) 国标GB50236-1998《现场设备 工业管道焊接工程施工及验收规范》。
豪顿烧结主抽风机安装技术

豪顿烧结主抽风机安装技术摘要,介绍了豪顿风机轴承座安装、机壳定向热膨胀补偿、集流器冷态间隙调整、电机安装及联轴器对中等技术要点以及提高安装质量的措施关键词,豪顿风机,安装,定向热膨胀补偿,间隙,对中1 概述宁波钢铁一期、二期烧结四台主抽风机采用豪顿风机及西门子电机,风机规格型号一致,转子可互换,轴承略有区别。
文章结合工程实际,总结了风机安装的技术要点,提出了设计优化意见,对同类风机的设计、施工及后期运行维护具有借鉴意义2 设备概况豪顿风机主要由风机机壳、叶轮、集流器、轴承座、滑动轴承、入口导叶调节风门、消音器、电动执行器等组成,如图1,风机流量为21000m3/min,转速1000rpm,运行温度为150?,机械设计温度为250?3 安装工艺流程豪顿风机安装工艺流程,基础验收?测量基准测设?垫板安装?轴承底座安装?机壳底板安装?机壳和进风箱底部安装?轴承箱下半部安装?下半轴承衬套安装?叶轮、轴、集流器组件安装?上半轴承衬套安装?轴承端盖安装?轴承座定位,暗销,?上半机壳安装?集流器叶轮对正?入口导叶调节风门安装?挠性连接安装?电机安装和联轴器找正?灌浆4 安装技术要点4.1 轴承座安装设备基础及垫板施工是最基础也是最重要的一环,基础验收合格后,设置永久中心标板及标高基准点,作为施工时挂设钢线依据及作为日后维护检修基准。
垫板安装采用三支点灌浆法施工,标高及水平度控制的精度越高,对后期设备安装越有利。
轴承座的精确定位主要包括标高、水平、中心线及轴向间隙,轴承座的加工高度偏差为?1.5mm,标高调整利用垫铁组实现,一块平垫铁,两块斜垫铁,,调整轴承座标高偏差在0.5mm之内。
水平度用框式水平仪检查,轴承座的中心线利用可调钢丝线架,水平及垂直方向采用螺纹调整,配合内径千分尺测量轴向间隙要求,驱动侧定位套与轴承衬套为0间隙,风机定位端轴承轴向间隙应大约为0.5mm,非驱动端轴承,如图2,所示26mm为设计间隙,在最高设计温度250?时,非驱动侧轴承留有足够的间隙以迎合轴膨胀18mm4.2 机壳定向热膨胀补偿技术豪顿风机设计特点是机壳与轴承座分离,机壳与底板可以相对微量滑动,采用甘油润滑。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
19
xxxxx XXX
共 18 页 第 3 页
xxxxx XXX
共 18 页 第 4 页
1 前 言 Preface 本说明书适用于焊接机壳的烧结类鼓风机主体的安装施工,主体包括鼓风机、 扩 压 管 、电 动 机 及 其 它 辅 助 设 备 ,不 包 括 电 气 、仪 表 设 备 的 安 装 。The instruction is suitable for the installation and construction of main body of sinter type blower with welded casing. The main body includes blower, diffuse tube, motor and other accessories excluding the installation of electric system and instruments. 2 概 述 General 2.1 安 装 的 一 般 程 序 General Installation Procedures 2.1.1 现 场 组 织 、 设 备 ( 包 括 设 备 的 检 查 、 起 重 和 运 输 ) 、工具及辅助材料的准备。 Site organization, equipment (including equipment inspection, hoisting and transportation) and tools and auxiliary material preparation 2.1.2 基 础 检 验 、 垫 板 浇 灌 。 Foundation inspection, sizing block grouting 2.1.3 风 机 就 位 和 装 配 。 Blower in position and blower installation 2.1.4 风 机 的 找 正 。 Blower alignment 2.1.5 底 座 的 浇 灌 。 Base plate grouting 2.1.6 管 路 、 装 臵 的 安 装 。 Pipeline and other equ ipment installation 2.2 安 装 须 知 Installation Notice 2.2.1 安 装 : 机 组 的 安 装 工 作 必 须 由 了 解 机 器 结 构 且 有 安 装 经 验 的 工 人 来 操 作 。安 装 期 间 对 机 器 的 各 个 部 件 必 须 特 别 小 心 , 严 防 磕 碰 和 损 坏 。 Installation: Only the operators with rich blower structure knowledge and installation experience can install the blower train. All parts and components must be paid attention to prevent from knocking and damage during installation 2.2.2 清 洗 : 所 有 配 合 表 面 、加 工 表 面 、转 动 部 件 表 面 均 应 清 洗 干 净 ,所 有 已 涂 漆 表 面 则 不 需 清 除 。 清 洗 剂 可 选 用 溶 剂 汽 油 、 溶 剂 煤 油 。 Cleaning: All fit surfaces, machining surfaces and rotary components surfaces should be cleaned . All painting surfaces are not be cleaned. 2.2.3 防 锈 : 为 了 防 止 机 器 在 工 地 运 输 和 安 装 期 间 出 现 锈 蚀 ,对 有 关 精 密 零 部 件 必 须 及 时 进 行 临 时 防 锈 处 理 。 一 般 可 以 涂 NP-8 软 膜 防 锈 油 , 安 装 合 格 后 则 应 清 洗 干 净 。 对 于 备 件 可 使 用 CF-9 硬 膜 防 锈 油 涂 封 。 Rustproof: In order to avoid the rust and corrosion during site transportation and installation, temporary rustproof treatment must be carried out for the relevant precise parts and components in time. Normally, NP — 8 soft film rustproof oil can be coated; the oil should be cleaned after approved installation. For spare parts, CF — 9 hard film rustproof oil can be used to co at and seal. 2.2.4 起 吊 : 风 机 组 件 的 装 拆 一 定 要 按 规 定 程 序 进 行 。起 吊 所 用 钢 丝 绳 必 须 保 证 有 足 够 的 强 度 。 Lifting: The blower assembly lifting should be done according to the lifting procedures. Steel wire for lifting must have enough strength. 2.2.5 螺 栓 的 拧 紧 : 按 照 对 称 顺 序 原 则 拧 紧 联 轴 器 联 接 螺 栓 、 机 壳 中 分 面 螺 栓 , 拧 紧 程 度 按 伸 长 量 进 行 检 测 。 Tightening of the bolts: The bolts used for coupling and split surface of casing should be fastened according to symmetry sequence. The fastening degree of the bolts should be checked as per their extension. 3 安 装 的 准 备 工 作 Installation Preparation
xxxxx XXX SJ S鼓有限公司
POWER COቤተ መጻሕፍቲ ባይዱ, LTD
共 18 页 第 1 页
安
装
说
明
书
xxxxx XXX
Installation Instruction for S J t h e m a i n e x h a u s t
目
1 前言Preface 2 概述 General
录Content
19
xxxxx XXX
共 18 页 第 5 页
3.1 基 础 的 验 收 Foundation Inspection 3.1.1 检 验 基 础 的 质 量 和 状 态 Inspect the quality and state of the foundation 3.1.1.1 混 凝 土 基 础 应 有 较 好 的 外 观 质 量 和 均 匀 的 结 构 成 份 。 Concrete foundation should be the one with better appearance quality and even structure composition. 3.1.1.2 在 机 器 底 座 范 围 内 , 混 凝 土 应 比 周 围 高 出 100mm 。 Concrete foundation should be 100 mm higher than the around within the base plate of the machine. 3.1.1.3 地 脚 螺 栓 孔 位 臵 与 形 状 应 与 图 纸 相 符( 对 于 预 埋 固 定 地 脚 螺 栓 ,螺 栓 孔 应 呈 倒锥形) 。The positions and shapes of the anchor bolts should conform to the drawings. (for pre-embedded fixing anchor bolts, bolt holes should be reverse taper.) 3.1.1.4 混 凝 土 钢 筋 的 布 臵 应 合 适 。 一 般 情 况 下 , 钢 筋 离 基 础 表 面 的 距 离 不 得 大 于 50mm 。 The reinforcing steel bar la id in concrete should be suitable. Generally, the reinforcing steel bar is no more than 50mm far away from the foundation surface. 3.1.1.5 用 手 锤 敲 打 混 凝 土 表 面 , 用以寻找并消除可能存在的内部空洞。 The concrete surface is knocked by hand hammer so that the internal possible hollow holes can be found and eliminated. 3.1.1.6 用 压 缩 空 气 清 除 表 面 的 残 渣 、灰 尘 、油 污 等 异 物 。Clean residua, dust and oil dirty should be cleaned by compressed air in the surface. 3.1.2 检 验 基 础 坐 标 位 臵 Inspect the coordinate position of the foundation 3.1.2.1 会 同 土 建 部 门 对 基 础 的 纵 向 、 横 向 和 标 高 进 行 定 位 测 量 ( 如 图 1 ) 。 不 合 格 之 处 应 进 行 修 正 或 作 必 要 的 调 整 。 The longitudinal, traverse and elevation of the foundation should be measured at fixed position with the civil department (See figure 1). The disqualification shoul d be calibrated or adjusted necessarily. 3.1.2.2 定 位 测 量 采 用 直 径 为 φ 0.5mm 的 钢 丝 ( 或 尼 龙 线 ) , 钢 丝 安 装 在 固 定 架 上 , 固 定 架 尽 量 安 装 在 已 有 的 建 筑 结 构 上 ,标 高 座 则 需 要 临 时 固 定 在 基 础 上 。钢 丝 固 定 架 和 标高座结构如图 2 和图 3 所示。 The measurement at fixed point is done by the steel wire (or nylon wire) with the diameter of 0.5mm. The steel wire is installed on the fixed support; the support is installed on the existing building as far as possible. The elevation bracket will be temporarily fixed on the foundation. The structures of fixed support for steel wire and the elevation bracket can be seen in Figure 2 and 3. 3.1.2.3 基 准 标 高 座 的 设 臵 应 尽 可 能 靠 近 底 座 ,各 点 标 高 用 平 尺 和 水 准 仪 来 校 正 。位 臵 坐 标 固 定 架 的 设 臵 应 尽 可 能 远 离 机 器 。 The reference elevation bracket should be as close to the base plate as possible. The elevations of each point are calibrated with plain rule and level gauge. 3.1.2.4 有 碍 于 机 器 安 装 的 基 础 部 位 必 须 在 协 商 后 进 行 修 整 。 The foundation parts disturbing the machine installation must be repaired and adjusted after the negotiation.